
Evaluation of Xylooligosaccharides Production for a Specific Degree of Polymerization by Liquid Hot Water Treatment of Tropical Hardwood

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstock
2.2. Liquid Hot Water Treatment
2.3. Chemical Composition of Solid Fractions
2.4. Chemical Composition of Liquid Hydrolysates
2.5. Enzymatic Hydrolysis
2.6. Statistical Analysis
3. Results and Discussion
3.1. Physicochemical Characteristics of Solid Fractions with Mass Balance Analysis
3.2. Chemical Composition of Liquid Hydrolysates after LHW Treatment
3.3. XOS Composition and Total XOS Content
3.4. Relationship between Combined Severity Factor and Conversion Ratio of XOS
3.5. XOS Production Parameters for Process Optimization
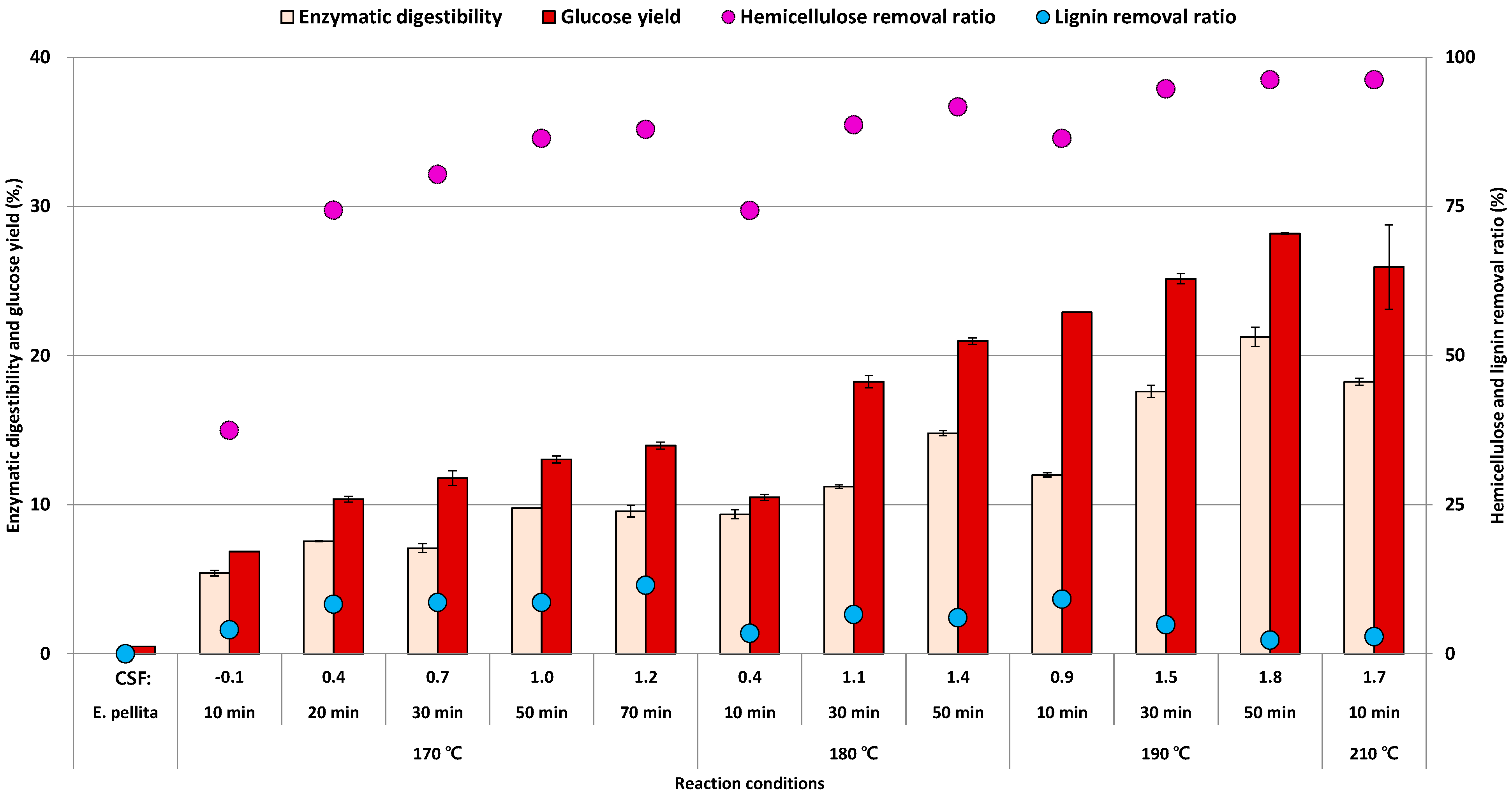
3.6. Gluccan Conversion by Enzymatic Hydrolysis Using Solid Fractions after LHW Treatment
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Aachary, A.A.; Prapulla, S.G. Xylooligosaccharides (XOS) as an emerging prebiotic: Microbial synthesis, utilization, structural characterization, bioactive properties, and applications. Compr. Rev. Food. Sci. Food Saf. 2011, 10, 2–16. [Google Scholar] [CrossRef]
- Gullόn, P.; Moura, P.; Esteves, M.a.P.; Girio, F.M.; Domínguez, H.; Parajό, J.C. Assessment on the fermentability of xylooligosaccharides from rice husks by probiotic bacteria. J. Agric. Food. Chem. 2008, 56, 7482–7487. [Google Scholar] [CrossRef]
- Grootaert, C.; Delcour, J.A.; Courtin, C.M.; Broekaert, W.F.; Verstraete, W.; Van de Wiele, T. Microbial metabolism and prebiotic potency of arabinoxylan oligosaccharides in the human intestine. Trends Food Sci. Technol. 2007, 18, 64–71. [Google Scholar] [CrossRef]
- Taniguchi, H. Carbohydrate research and industry in Japan and the Japanese Society of Applied Glycoscience. Starke 2004, 56, 1–5. [Google Scholar] [CrossRef]
- Chen, M.-H.; Bowman, M.J.; Cotta, M.A.; Dien, B.S.; Iten, L.B.; Whitehead, T.R.; Rausch, K.D.; Tumbleson, M.; Singh, V. Miscanthus× giganteus xylooligosaccharides: Purification and fermentation. Carbohydr. Polym. 2016, 140, 96–103. [Google Scholar] [CrossRef] [Green Version]
- Brienzo, M.; Carvalho, W.; Milagres, A.M. Xylooligosaccharides production from alkali-pretreated sugarcane bagasse using xylanases from Thermoascus aurantiacus. Appl. Biochem. Biotechnol. 2010, 162, 1195–1205. [Google Scholar] [CrossRef] [PubMed]
- Otieno, D.O.; Ahring, B.K. A thermochemical pretreatment process to produce xylooligosaccharides (XOS), arabinooligosaccharides (AOS) and mannooligosaccharides (MOS) from lignocellulosic biomasses. Bioresour. Technol. 2012, 112, 285–292. [Google Scholar] [CrossRef] [PubMed]
- Akpinar, O.; Erdogan, K.; Bostanci, S. Production of xylooligosaccharides by controlled acid hydrolysis of lignocellulosic materials. Carbohydr. Res. 2009, 344, 660–666. [Google Scholar] [CrossRef] [PubMed]
- Surek, E.; Buyukkileci, A.O. Production of xylooligosaccharides by autohydrolysis of hazelnut (Corylus avellana L.) shell. Carbohydr. Polym. 2017, 174, 565–571. [Google Scholar] [CrossRef] [PubMed]
- Florence, R.G. Ecology and Silviculture of Eucalypt Forests; CSIRO Publishing: Clayton, VIC, Australia, 2004; pp. 1–14. [Google Scholar]
- Yu, Q.; Zhuang, X.; Yuan, Z.; Wang, Q.; Qi, W.; Wang, W.; Zhang, Y.; Xu, J.; Xu, H. Two-step liquid hot water pretreatment of Eucalyptus grandis to enhance sugar recovery and enzymatic digestibility of cellulose. Bioresour. Technol. 2010, 101, 4895–4899. [Google Scholar] [CrossRef]
- Hung, T.D.; Brawner, J.T.; Meder, R.; Lee, D.J.; Southerton, S.; Thinh, H.H.; Dieters, M.J. Estimates of genetic parameters for growth and wood properties in Eucalyptus pellita F. Muell. to support tree breeding in Vietnam. Ann. For. Sci. 2015, 72, 205–217. [Google Scholar] [CrossRef]
- Dombro, D.B. Eucalyptus Pellita: Amazonia Reforestation’s Red Mahogany; Planeta Verde Reforestación S.A.: Bogotá, Colombia, 2010; pp. 2–8. [Google Scholar]
- Setiadji, R.; Husin, A.A. Utilization of Eucalyptus oil refineries waste for cement particle board. IJSCET 2012, 3, 1–10. [Google Scholar]
- Abatzoglou, N.; Chornet, E.; Belkacemi, K.; Overend, R.P. Phenomenological kinetics of complex systems: The development of a generalized severity parameter and its application to lignocellulosics fractionation. Chem. Eng. Sci. 1992, 47, 1109–1122. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of sugars, byproducts, and degradation products in liquid fraction process samples. Gold. Natl. Renew. Energy Lab. 2006, 11, 65–71. [Google Scholar]
- Jang, S.-K.; Kim, J.-H.; Jeong, H.; Choi, J.-H.; Lee, S.-M.; Choi, I.-G. Investigation of conditions for dilute acid pretreatment for improving xylose solubilization and glucose production by supercritical water hydrolysis from Quercus mongolica. Renew. Energy 2018, 117, 150–156. [Google Scholar] [CrossRef]
- Zhuang, X.; Wang, W.; Yu, Q.; Qi, W.; Wang, Q.; Tan, X.; Zhou, G.; Yuan, Z. Liquid hot water pretreatment of lignocellulosic biomass for bioethanol production accompanying with high valuable products. Bioresour. Technol. 2016, 199, 68–75. [Google Scholar] [CrossRef]
- Sun, X.-F.; Sun, R.; Fowler, P.; Baird, M.S. Extraction and characterization of original lignin and hemicelluloses from wheat straw. J. Agric. Food. Chem. 2005, 53, 860–870. [Google Scholar] [CrossRef]
- Cara, C.; Romero, I.; Oliva, J.M.; Sáez, F.; Castro, E. Liquid hot water pretreatment of olive tree pruning residues. In Applied Biochemistry and Biotechnology; Springer: Berlin/Heidelberg, Germany, 2007; pp. 379–394. [Google Scholar]
- Sjostrom, E. Wood Chemistry: Fundamentals and Applications; Gulf Professional Publishing: Houston, TX, USA, 1993; pp. 51–70. [Google Scholar]
- Hendriks, A.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Singh, S.; Singh, O.V. Bioconversion of lignocellulosic biomass: Biochemical and molecular perspectives. J. Ind. Microbiol. 2008, 35, 377–391. [Google Scholar] [CrossRef]
- Lü, H.; Shi, X.; Li, Y.; Meng, F.; Liu, S.; Yan, L. Multi-objective regulation in autohydrolysis process of corn stover by liquid hot water pretreatment. Chin. J. Chem. Eng. 2017, 25, 499–506. [Google Scholar] [CrossRef]
- Feather, M.S.; Harris, D.W.; Nichols, S.B. Routes of conversion of D-xylose, hexuronic acids, and L-ascorbic acid to 2-furaldehyde. J. Org. Chem 1972, 37, 1606–1608. [Google Scholar] [CrossRef]
- Morone, A.; Apte, M.; Pandey, R. Levulinic acid production from renewable waste resources: Bottlenecks, potential remedies, advancements and applications. Renew. Sustain. Energy Rev. 2015, 51, 548–565. [Google Scholar] [CrossRef]
- Girisuta, B.; Janssen, L.; Heeres, H. A kinetic study on the decomposition of 5-hydroxymethylfurfural into levulinic acid. Green Chem. 2006, 8, 701–709. [Google Scholar] [CrossRef] [Green Version]
- Garrote, G.; Domínguez, H.; Parajó, J.C. Mild autohydrolysis: An environmentally friendly technology for xylooligosaccharide production from wood. J. Chem. Technol. Biotechnol. 1999, 74, 1101–1109. [Google Scholar] [CrossRef]
- Parajó, J.; Garrote, G.; Cruz, J.; Dominguez, H. Production of xylooligosaccharides by autohydrolysis of lignocellulosic materials. Trends Food Sci. Technol. 2004, 15, 115–120. [Google Scholar] [CrossRef]
- Huang, C.; Lai, C.; Wu, X.; Huang, Y.; He, J.; Huang, C.; Li, X.; Yong, Q. An integrated process to produce bio-ethanol and xylooligosaccharides rich in xylobiose and xylotriose from high ash content waste wheat straw. Bioresour. Technol. 2017, 241, 228–235. [Google Scholar] [CrossRef] [PubMed]
- Chen, M.-H.; Bowman, M.J.; Dien, B.S.; Rausch, K.D.; Tumbleson, M.; Singh, V. Autohydrolysis of Miscanthus x giganteus for the production of xylooligosaccharides (XOS): Kinetics, characterization and recovery. Bioresour. Technol. 2014, 155, 359–365. [Google Scholar] [CrossRef] [PubMed]
- Carvalheiro, F.; Esteves, M.; Parajó, J.; Pereira, H.; Gırio, F. Production of oligosaccharides by autohydrolysis of brewery’s spent grain. Bioresour. Technol. 2004, 91, 93–100. [Google Scholar] [CrossRef]
- Garrote, G.; Falqué, E.; Domínguez, H.; Parajó, J.C. Autohydrolysis of agricultural residues: Study of reaction byproducts. Bioresour. Technol. 2007, 98, 1951–1957. [Google Scholar] [CrossRef] [PubMed]
- Ho, A.L.; Kosik, O.; Lovegrove, A.; Charalampopoulos, D.; Rastall, R.A. In vitro fermentability of xylo-oligosaccharide and xylo-polysaccharide fractions with different molecular weights by human faecal bacteria. Carbohydr. Polym. 2018, 179, 50–58. [Google Scholar] [CrossRef] [PubMed]
- Ruiz, E.; Gullón, B.; Moura, P.; Carvalheiro, F.; Eibes, G.; Cara, C.; Castro, E. Bifidobacterial growth stimulation by oligosaccharides generated from olive tree pruning biomass. Carbohydr. Polym. 2017, 169, 149–156. [Google Scholar] [CrossRef] [PubMed]
- Ertas, M.; Han, Q.; Jameel, H.; Chang, H.-m. Enzymatic hydrolysis of autohydrolyzed wheat straw followed by refining to produce fermentable sugars. Bioresour. Technol. 2014, 152, 259–266. [Google Scholar] [CrossRef] [PubMed]
- Filiciotto, L.; Balu, A.M.; Van der Waal, J.C.; Luque, R. Catalytic insights into the production of biomass-derived side products methyl levulinate, furfural and humins. Catal. Today 2018, 302, 2–15. [Google Scholar] [CrossRef] [Green Version]
- Mussatto, S.I.; Fernandes, M.; Milagres, A.M.; Roberto, I.C. Effect of hemicellulose and lignin on enzymatic hydrolysis of cellulose from brewer’s spent grain. Enzyme Microb. Technol. 2008, 43, 124–129. [Google Scholar] [CrossRef]
- Yoshida, M.; Liu, Y.; Uchida, S.; Kawarada, K.; Ukagami, Y.; Ichinose, H.; Kaneko, S.; Fukuda, K. Effects of cellulose crystallinity, hemicellulose, and lignin on the enzymatic hydrolysis of Miscanthus sinensis to monosaccharides. Biosci. Biotechnol. Biochem. 2008, 72, 805–810. [Google Scholar] [CrossRef] [Green Version]
- Thompson, D.N.; Chen, H.-C.; Grethlein, H.E. Comparison of pretreatment methods on the basis of available surface area. Bioresour. Technol. 1992, 39, 155–163. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | WIS Recovery Rate (%) | Lignin (%) 2 | ||||
|---|---|---|---|---|---|---|
| Reaction Temp. (°C) | Reaction Time (min) | CSF 1 | AIL 3 | ASL 4 | Total 5 | |
| E. pellita | 100 | 32.5 ± 1.0 | 2.3 ± 0.3 | 34.8 | ||
| 170 | 10 | −0.1 | 90.6 ± 0.4 | 32.3 ± 0.5 | 1.1 ± 0.1 | 33.4 |
| 20 | 0.4 | 84.7 ± 1.2 | 30.8 ± 0.3 | 1.1 ± 0.2 | 31.9 | |
| 30 | 0.7 | 82.1 ± 2.1 | 30.5 ± 1.3 | 1.3 ± 0.1 | 31.8 | |
| 50 | 1.0 | 80.3 ± 0.4 | 30.9 ± 0.2 | 0.9 ± 0.0 | 31.8 | |
| 70 | 1.2 | 80.8 ± 1.5 | 29.8 ± 0.2 | 1.0 ± 0.0 | 30.8 | |
| 180 | 10 | 0.4 | 84.1 ± 0.6 | 32.7 ± 0.7 | 0.9 ± 0.0 | 33.6 |
| 30 | 1.1 | 78.9 ± 1.2 | 31.6 ± 0.4 | 0.9 ± 0.1 | 32.5 | |
| 50 | 1.4 | 78.9 ± 0.2 | 31.3 ± 0.6 | 1.4 ± 0.1 | 32.7 | |
| 190 | 10 | 0.9 | 79.7 ± 1.1 | 30.5 ± 0.9 | 1.1 ± 0.1 | 31.6 |
| 30 | 1.5 | 77.3 ± 0.2 | 32.2 ± 0.1 | 0.9 ± 0.1 | 33.1 | |
| 50 | 1.8 | 76.4 ± 2.3 | 33.1 ± 0.2 | 0.9 ± 0.0 | 34.0 | |
| 210 | 10 | 1.7 | 76.6 ± 1.5 | 32.7 ± 1.4 | 1.1 ± 0.2 | 33.8 |
| Conditions | Structural Sugars (%) 1 | ||||||
|---|---|---|---|---|---|---|---|
| Reaction Temp. (°C) | Reaction Time (min) | Glucan | Xylan | Galactan | Mannan | Arabinan | Total 2 |
| E. pellita | 50.9 ± 1.5 | 10.8 ± 0.4 | 1.6 ± 0.1 | 0.6 ± 0.0 | 0.3 ± 0.0 | 64.2 | |
| 170 | 10 | 47.5 ± 0.5 | 7.7 ± 0.5 | 0.6 ± 0.1 | ND 3 | ND | 55.8 |
| 20 | 46.5 ± 0.7 | 3.1 ± 0.2 | 0.3 ± 0.1 | ND | ND | 49.9 | |
| 30 | 46.3 ± 2.7 | 2.6 ± 0.3 | ND | ND | ND | 48.9 | |
| 50 | 47.4 ± 2.3 | 1.8 ± 0.3 | ND | ND | ND | 49.2 | |
| 70 | 46.7 ± 0.6 | 1.6 ± 0.2 | ND | ND | ND | 48.3 | |
| 180 | 10 | 46.3 ± 1.5 | 3.4 ± 0.3 | ND | ND | ND | 49.7 |
| 30 | 45.4 ± 0.0 | 1.5 ± 0.1 | ND | ND | ND | 46.9 | |
| 50 | 43.4 ± 0.3 | 1.1 ± 0.3 | ND | ND | ND | 44.5 | |
| 190 | 10 | 46.4 ± 0.9 | 1.8 ± 0.4 | ND | ND | ND | 48.2 |
| 30 | 42.7 ± 2.3 | 0.7 ± 0.0 | ND | ND | ND | 43.4 | |
| 50 | 45.2 ± 2.0 | 0.5 ± 0.1 | ND | ND | ND | 45.7 | |
| 210 | 10 | 44.6 ± 1.3 | 0.5 ± 0.1 | ND | ND | ND | 45.1 |
| Conditions | Conversion Ratio of XOS (%) 1 | ||||||
|---|---|---|---|---|---|---|---|
| Reaction Temp. (°C) | Reaction Time (min) | Xylobiose | Xylotriose | Xylotetraose | Xylopentaose | Xylohexaose | Total 2 |
| 170 | 10 | 1.5 | 1.8 | 1.5 | 0.8 | 0.5 | 6.1 |
| 20 | 9.2 | 8.7 | 7.4 | 5.5 | 3.7 | 34.5 | |
| 30 | 14.1 | 12.3 | 9.7 | 7.6 | 6.1 | 49.9 | |
| 50 | 24.7 | 17.2 | 12.2 | 8.5 | 4.5 | 67.2 | |
| 70 | 24.0 | 16.1 | 10.2 | 5.5 | 3.3 | 59.1 | |
| 180 | 10 | 9.0 | 8.2 | 8.6 | 5.8 | 3.4 | 35.0 |
| 30 | 24.7 | 14.7 | 2.4 | 4.3 | 1.4 | 47.4 | |
| 50 | 22.0 | 9.9 | 2.2 | 1.9 | 0.2 | 36.1 | |
| 190 | 10 | 15.6 | 9.9 | 5.4 | 2.2 | 0.8 | 33.9 |
| 30 | 14.6 | 4.5 | 2.4 | 0.7 | 0.3 | 22.5 | |
| 50 | 5.2 | 0.7 | 0.0 | 0.0 | 0.3 | 6.3 | |
| 210 | 10 | 2.9 | 2.2 | 0.6 | 0.3 | 0.2 | 6.3 |
| Conditions | Xylan Extraction Ratio (%) | XOS Purity (%) | Low DP XOS Ratio (%) | XOS Production Score | ||
|---|---|---|---|---|---|---|
| Reaction Temp. (°C) | Reaction Time (min) | CSF | ||||
| 170 | 10 | −0.1 | 6.4 | 57.8 | 77.4 | 4.5 |
| 20 | 0.4 | 36.7 | 77.0 | 73.2 | 5.3 | |
| 30 | 0.7 | 55.0 | 77.8 | 72.5 | 5.5 | |
| 50 | 1.0 | 77.6 | 76.5 | 80.6 | 5.7 | |
| 70 | 1.2 | 69.3 | 71.2 | 85.1 | 5.6 | |
| 180 | 10 | 0.4 | 38.1 | 76.2 | 73.7 | 5.3 |
| 30 | 1.1 | 61.9 | 62.8 | 88.1 | 5.5 | |
| 50 | 1.4 | 54.2 | 5.18 | 94.4 | 5.4 | |
| 190 | 10 | 0.9 | 40.4 | 63.5 | 91.1 | 5.4 |
| 30 | 1.5 | 40.4 | 38.5 | 95.5 | 5.2 | |
| 50 | 1.8 | 23.1 | 14.0 | 95.1 | 4.5 | |
| 210 | 10 | 1.7 | 8.4 | 42.9 | 91.8 | 4.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, S.-K.; Kim, J.-H.; Choi, J.-H.; Cho, S.-M.; Kim, J.-C.; Kim, H.; Choi, I.-G. Evaluation of Xylooligosaccharides Production for a Specific Degree of Polymerization by Liquid Hot Water Treatment of Tropical Hardwood. Foods 2021, 10, 463. https://doi.org/10.3390/foods10020463
Jang S-K, Kim J-H, Choi J-H, Cho S-M, Kim J-C, Kim H, Choi I-G. Evaluation of Xylooligosaccharides Production for a Specific Degree of Polymerization by Liquid Hot Water Treatment of Tropical Hardwood. Foods. 2021; 10(2):463. https://doi.org/10.3390/foods10020463
Chicago/Turabian StyleJang, Soo-Kyeong, Jong-Hwa Kim, June-Ho Choi, Seong-Min Cho, Jong-Chan Kim, Hoyong Kim, and In-Gyu Choi. 2021. "Evaluation of Xylooligosaccharides Production for a Specific Degree of Polymerization by Liquid Hot Water Treatment of Tropical Hardwood" Foods 10, no. 2: 463. https://doi.org/10.3390/foods10020463