

Recovery of Valuable Metals from Cathode—Anode Mixed Materials of Spent Lithium-Ion Batteries Using Organic Acids

Abstract
:1. Introduction
2. Experimental
2.1. Materials
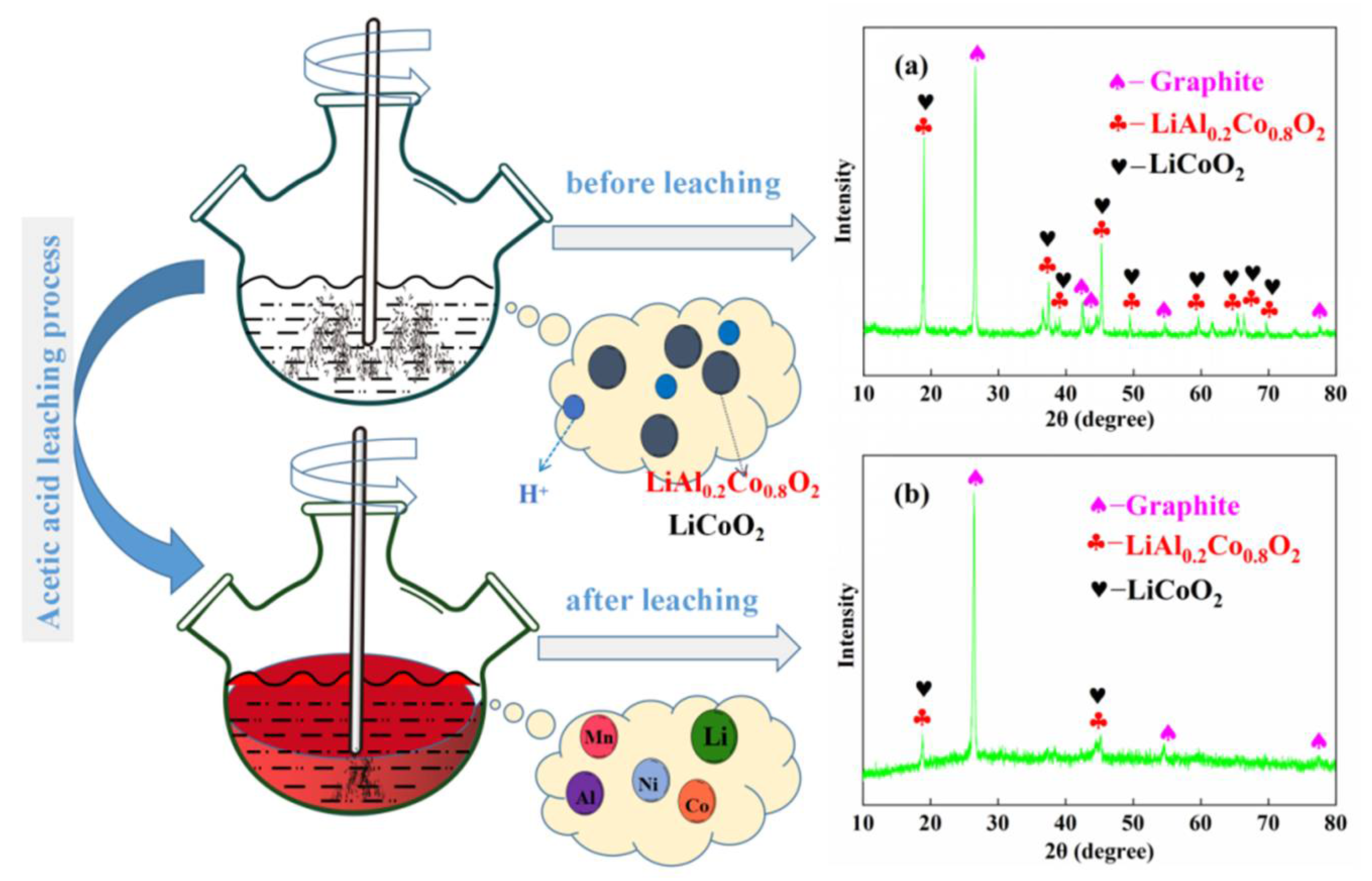
2.2. Metal Leaching
2.3. Analytical Method
3. Results and Discussion
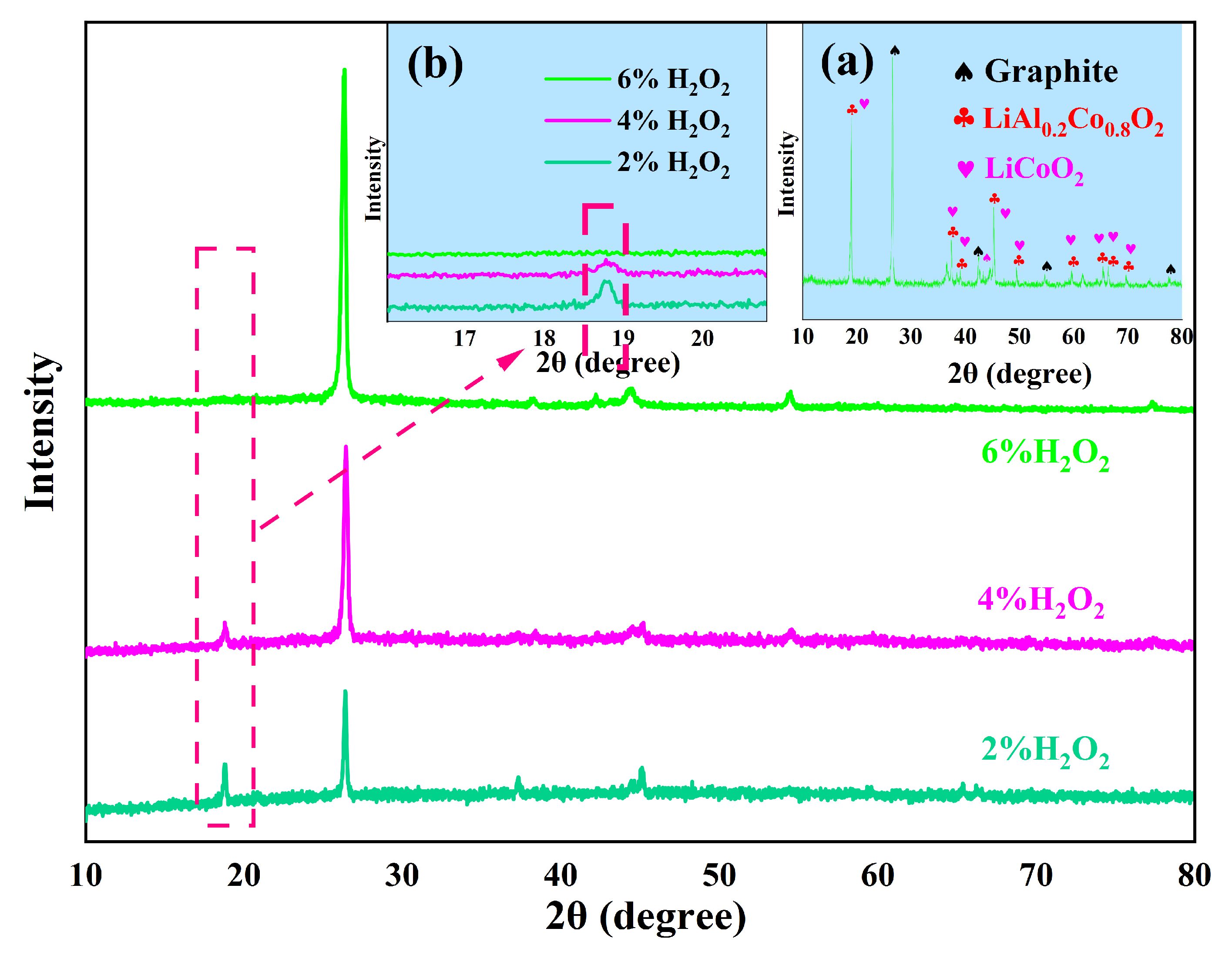
3.1. Effect of H2O2 on Leaching
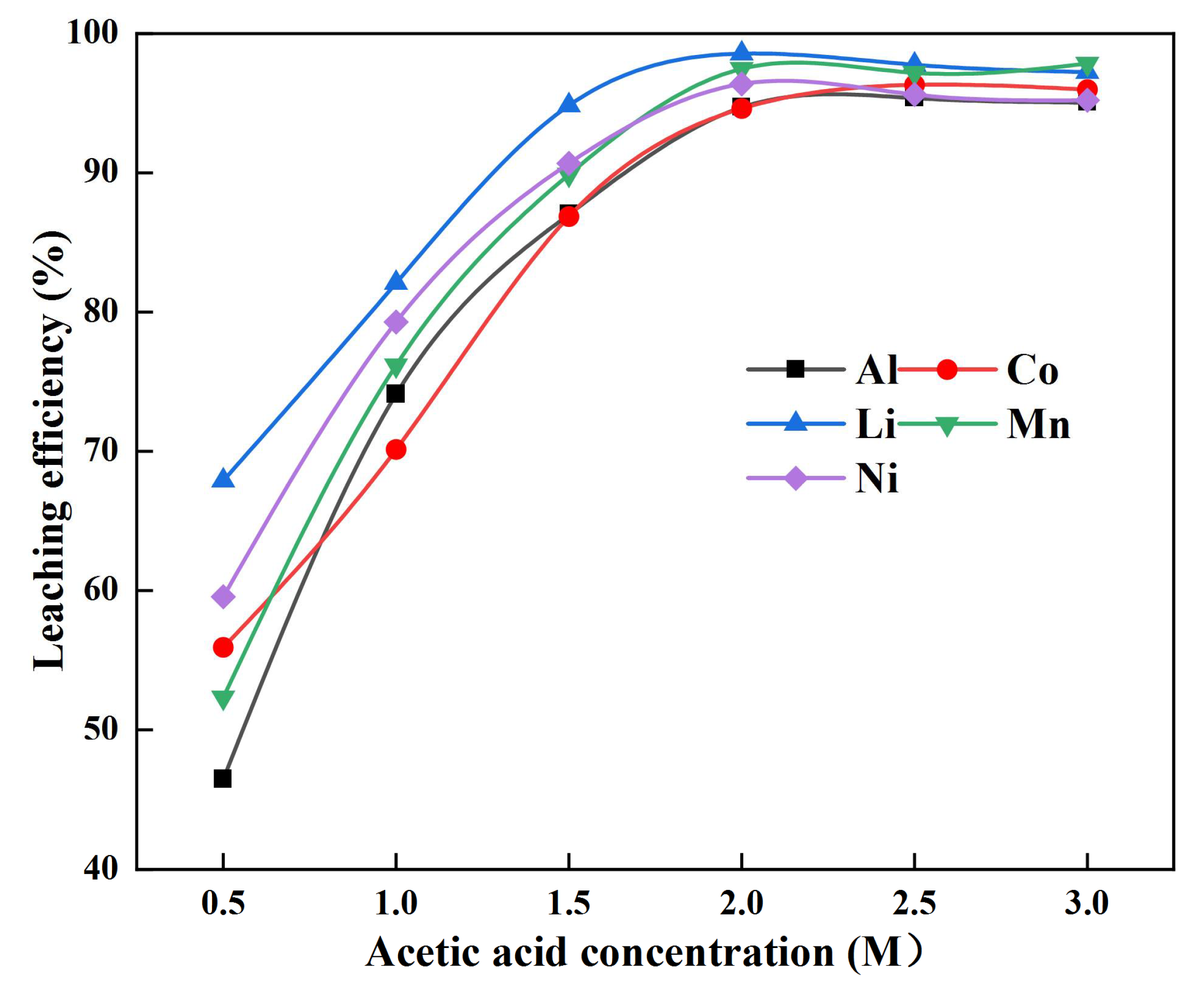
3.2. Effect of Acetic Acid Concentration
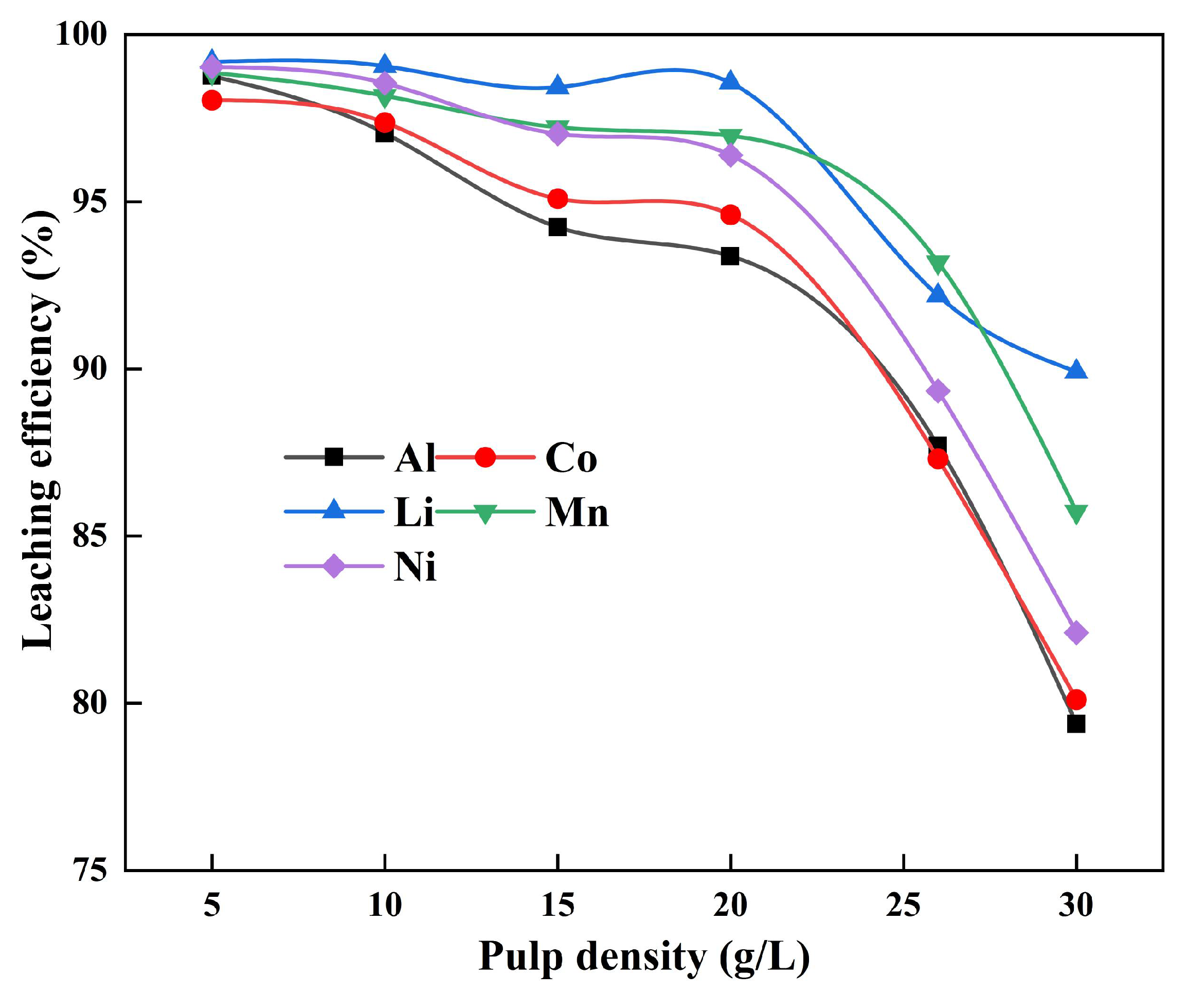
3.3. Metal Dissolution at Different Solid–Liquid Ratios
3.4. Effects of Temperature and Time on Leaching
3.5. Material Characterization
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- He, L.; Sun, S.; Mu, Y.; Song, X.; Yu, J. Recovery of Lithium, Nickel, Cobalt, and Manganese from Spent Lithium-Ion Batteries Usingl-Tartaric Acid as a Leachant. ACS Sustain. Chem. Eng. 2017, 5, 714–721. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Hydrometallurgical processing of spent lithium ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching. Chem. Eng. J. 2015, 281, 418–427. [Google Scholar] [CrossRef]
- Barik, S.P.; Prabaharan, G.; Kumar, L. Leaching and separation of Co and Mn from electrode materials of spent lithium-ion batteries using hydrochloric acid: Laboratory and pilot scale study. J. Clean. Prod. 2017, 147, 37–43. [Google Scholar] [CrossRef]
- Zhou, M.; Li, B.; Li, J.; Xu, Z. Pyrometallurgical Technology in the Recycling of a Spent Lithium Ion Battery: Evolution and the Challenge. ACS EST Eng. 2021, 1, 1369–1382. [Google Scholar] [CrossRef]
- Golmohammadzadeh, R.; Faraji, F.; Jong, B.; Pozo-Gonzalo, C.; Banerjee, P.C. Current challenges and future opportunities toward recycling of spent lithium-ion batteries. Renew. Sustain. Energy Rev. 2022, 159, 112202. [Google Scholar] [CrossRef]
- Zhang, G.; Yuan, X.; He, Y.; Wang, H.; Zhang, T.; Xie, W. Recent advances in pretreating technology for recycling valuable metals from spent lithium-ion batteries. J. Hazard Mater. 2021, 406, 124332. [Google Scholar] [CrossRef]
- Zheng, X.; Zhu, Z.; Lin, X.; Zhang, Y.; He, Y.; Cao, H.; Sun, Z. A Mini-Review on Metal Recycling from Spent Lithium Ion Batteries. Engineering 2018, 4, 361–370. [Google Scholar] [CrossRef]
- Chen, X.; Fan, B.; Xu, L.; Zhou, T.; Kong, J. An atom-economic process for the recovery of high value-added metals from spent lithium-ion batteries. J. Clean. Prod. 2016, 112, 3562–3570. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J.; Singh, N. Recycling of Spent Lithium-Ion Battery: A Critical Review. Crit. Rev. Env. Sci. Tec. 2014, 44, 1129–1165. [Google Scholar] [CrossRef]
- Ordoñez, J.; Gago, E.J.; Girard, A. Processes and technologies for the recycling and recovery of spent lithium-ion batteries. Renew. Sustain. Energy Rev. 2016, 60, 195–205. [Google Scholar] [CrossRef]
- Al-Thyabat, S.; Nakamura, T.; Shibata, E.; Iizuka, A. Adaptation of minerals processing operations for lithium-ion (LiBs) and nickel metal hydride (NiMH) batteries recycling: Critical review. Miner. Eng. 2013, 45, 4–17. [Google Scholar] [CrossRef]
- Chen, X.; Zhou, T. Hydrometallurgical process for the recovery of metal values from spent lithium-ion batteries in citric acid media. Waste Manag. Res. J. A Sustain. Circ. Econ. 2014, 32, 1083–1093. [Google Scholar] [CrossRef] [PubMed]
- Paulino, J.F.; Busnardo, N.G.; Afonso, J.C. Recovery of valuable elements from spent Li-batteries. J. Hazard. Mater. 2008, 150, 843–849. [Google Scholar] [CrossRef] [PubMed]
- Garcia, E.M.; Santos, J.S.; Pereira, E.C.; Freitas, M.B.J.G. Electrodeposition of cobalt from spent Li-ion battery cathodes by the electrochemistry quartz crystal microbalance technique. J. Power Sources 2008, 185, 549–553. [Google Scholar] [CrossRef]
- Xu, J.; Thomas, H.R.; Francis, R.W.; Lum, K.R.; Wang, J.; Liang, B. A review of processes and technologies for the recycling of lithium-ion secondary batteries. J. Power Sources 2008, 177, 512–527. [Google Scholar] [CrossRef]
- Kanamori, T.; Matsuda, M.; Miyake, M. Recovery of rare metal compounds from nickel-metal hydride battery waste and their application to CH4 dry reforming catalyst. J. Hazard. Mater. 2009, 169, 240–245. [Google Scholar] [CrossRef]
- Golmohammadzadeh, R.; Rashchi, F.; Vahidi, E. Recovery of lithium and cobalt from spent lithium-ion batteries using organic acids: Process optimization and kinetic aspects. Waste Manage. 2017, 64, 244–254. [Google Scholar] [CrossRef]
- Granata, G.; Pagnanelli, F.; Moscardini, E.; Takacova, Z.; Havlik, T.; Toro, L. Simultaneous recycling of nickel metal hydride, lithium ion and primary lithium batteries: Accomplishment of European Guidelines by optimizing mechanical pre-treatment and solvent extraction operations. J. Power Sources 2012, 212, 205–211. [Google Scholar] [CrossRef]
- Lee, C.K.; Rhee, K. Reductive leaching of electrodeactive materials from lithium ion battery wastes. Hydrometallurgy 2003, 68, 5–10. [Google Scholar] [CrossRef]
- Nan, J.; Han, D.; Zuo, X. Recovery of metal values from spent lithium-ion batteries with chemical deposition and solvent extraction. J. Power Sources 2005, 152, 278–284. [Google Scholar] [CrossRef]
- Xiao, J.; Li, J.; Xu, Z. Challenges to Future Development of Spent Lithium Ion Batteries Recovery from Environmental and Technological Perspectives. Environ. Sci. Technol. 2020, 54, 9–25. [Google Scholar] [CrossRef]
- Chagnes, A.; Pospiech, B. A brief review on hydrometallurgical technologies for recycling spent lithium-ion batteries. J. Chem. Technol. Biotechnol. 2013, 88, 1191–1199. [Google Scholar] [CrossRef]
- Chen, X.; Ma, H.; Luo, C.; Zhou, T. Recovery of valuable metals from waste cathode materials of spent lithium-ion batteries using mild phosphoric acid. J. Hazard. Mater. 2017, 326, 77–86. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Chen, R.; Sun, F.; Wu, F.; Liu, J. Preparation of LiCoO2 films from spent lithium-ion batteries by a combined recycling process. Hydrometallurgy 2011, 108, 220–225. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Recovery of valuable metals from cathodic active material of spent lithium ion batteries: Leaching and kinetic aspects. Waste Manage. 2015, 45, 306–313. [Google Scholar] [CrossRef] [PubMed]
- Pinna, E.G.; Ruiz, M.C.; Ojeda, M.W.; Rodriguez, M.H. Cathodes of spent Li-ion batteries: Dissolution with phosphoric acid and recovery of lithium and cobalt from leach liquors. Hydrometallurgy 2017, 167, 66–71. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Chen, R.; Wu, F.; Chen, S.; Zhang, X. Environmental friendly leaching reagent for cobalt and lithium recovery from spent lithium-ion batteries. Waste Manage. 2010, 30, 2615–2621. [Google Scholar] [CrossRef]
- Li, L.; Qu, W.; Zhang, X.; Lu, J.; Chen, R.; Wu, F.; Amine, K. Succinic acid-based leaching system: A sustainable process for recovery of valuable metals from spent Li-ion batteries. J. Power Sources 2015, 282, 544–551. [Google Scholar] [CrossRef]
- Zhang, X.; Cao, H.; Xie, Y.; Ning, P.; An, H.; You, H.; Nawaz, F. A closed-loop process for recycling LiNi1/3Co1/3Mn1/3O2 from the cathode scraps of lithium-ion batteries: Process optimization and kinetics analysis. Sep. Purif. Technol. 2015, 150, 186–195. [Google Scholar] [CrossRef]
- Patil, D.; Chikkamath, S.; Keny, S.; Tripathi, V.; Manjanna, J. Rapid dissolution and recovery of Li and Co from spent LiCoO2 using mild organic acids under microwave irradiation. J. Environ. Manage. 2020, 256, 109935. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Wu, F.; Chen, R.; Chen, S.; Wu, B. Recovery of cobalt and lithium from spent lithium ion batteries using organic citric acid as leachant. J. Hazard. Mater. 2010, 176, 288–293. [Google Scholar] [CrossRef] [PubMed]
- Ning, P.; Meng, Q.; Dong, P.; Duan, J.; Xu, M.; Lin, Y.; Zhang, Y. Recycling of cathode material from spent lithium ion batteries using an ultrasound-assisted DL-malic acid leaching system. Waste Manage. 2020, 103, 52–60. [Google Scholar] [CrossRef] [PubMed]
- Sun, L.; Qiu, K. Organic oxalate as leachant and precipitant for the recovery of valuable metals from spent lithium-ion batteries. Waste Manage. 2012, 32, 1575–1582. [Google Scholar] [CrossRef] [PubMed]
- Nayaka, G.P.; Pai, K.V.; Santhosh, G.; Manjanna, J. Recovery of cobalt as cobalt oxalate from spent lithium ion batteries by using glycine as leaching agent. J. Environ. Chem. Eng. 2016, 4, 2378–2383. [Google Scholar] [CrossRef]
- Ferreira, D.A.; Prados, L.M.Z.; Majuste, D.; Mansur, M.B. Hydrometallurgical separation of aluminium, cobalt, copper and lithium from spent Li-ion batteries. J. Power Sources 2009, 187, 238–246. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrode Materials | Conditions | Leaching Efficiency (%) | Reductant | Ref. |
|---|---|---|---|---|
| Inorganic Acid Leaching | ||||
| LiCoO2 | 0.7 M H3PO4; 1% vol H2O2; 1 h; 40 °C; 50 g/L | >99% Li, >99% Co | H2O2 | [22] |
| LiCoO2 | 1 M HNO3; 1% vol H2O2; 1 h; 80 °C; 20 g/L | ~100% Li, ~100% Co | H2O2 | [23] |
| LiNi1/3Co1/3Mn1/3O2 | 1 M H2SO4; 4 h; 95 °C; 50 g/L | 93.4% Li, 66.2% Co, 96.3% Ni, 50.2% Mn | [24] | |
| LiCoxMn1−xO2 | 1.75 M HCl; 2 h; 50 °C; 200 g/L | 99.2% Li, 98% Co, 99% Mn | [25] | |
| LiCoO2 | 2 vol.% H3PO4; 60 min, 90 °C; 8 g/L | 99% Li, 99% Co | H2O2 | [3] |
| Organic Acid Leaching | ||||
| LiNi1/3Co1/3Mn1/3O2 | 1.5 M citric acid; 120 min; 80 °C; 20 g/L | 99% Li, 91% Ni, 92% Co, 94% Mn | D-glucose | [26] |
| LiCoO2 | 1.5 M DL-malic acid, 40 min; 80 °C; 20 g/L | 94% Li, 93% Co | H2O2 | [9] |
| LiCoO2 | 1.5 M succinic acid, 40 min; 60 °C; 15 g/L | 96% Li, 100% Co | H2O2 | [27] |
| LiNi1/3Co1/3Mn1/3O2 | 3 M trichloroacetic acid, 30 min, 64 °C; 50 g/L | 93.0% Ni, 91.8% Co, 89.8% Mn, 99.7% Li | H2O2 | [28] |
| Element | Li | Co | Ni | Mn | Al |
|---|---|---|---|---|---|
| Wt.% | 3.55 | 24.9 | 1.21 | 2.4 | 2.73 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Zhang, G.; Luo, M. Recovery of Valuable Metals from Cathode—Anode Mixed Materials of Spent Lithium-Ion Batteries Using Organic Acids. Separations 2022, 9, 259. https://doi.org/10.3390/separations9090259
Wang K, Zhang G, Luo M. Recovery of Valuable Metals from Cathode—Anode Mixed Materials of Spent Lithium-Ion Batteries Using Organic Acids. Separations. 2022; 9(9):259. https://doi.org/10.3390/separations9090259
Chicago/Turabian StyleWang, Kun, Guoquan Zhang, and Mingzhi Luo. 2022. "Recovery of Valuable Metals from Cathode—Anode Mixed Materials of Spent Lithium-Ion Batteries Using Organic Acids" Separations 9, no. 9: 259. https://doi.org/10.3390/separations9090259