
The Simulation and Optimization of the Tetrafluoroethylene Rectification Process
Abstract
:1. Introduction
2. Methods
2.1. Traditional Five-Tower Rectification
2.2. The Reformed Four-Tower Rectification
2.2.1. Effect of Theoretical Plates
2.2.2. Effect of Feed Stage
2.2.3. Effect of Distillate to Feed Ratio
2.2.4. Effect of Reflux Ratio
2.2.5. Result of Analysis
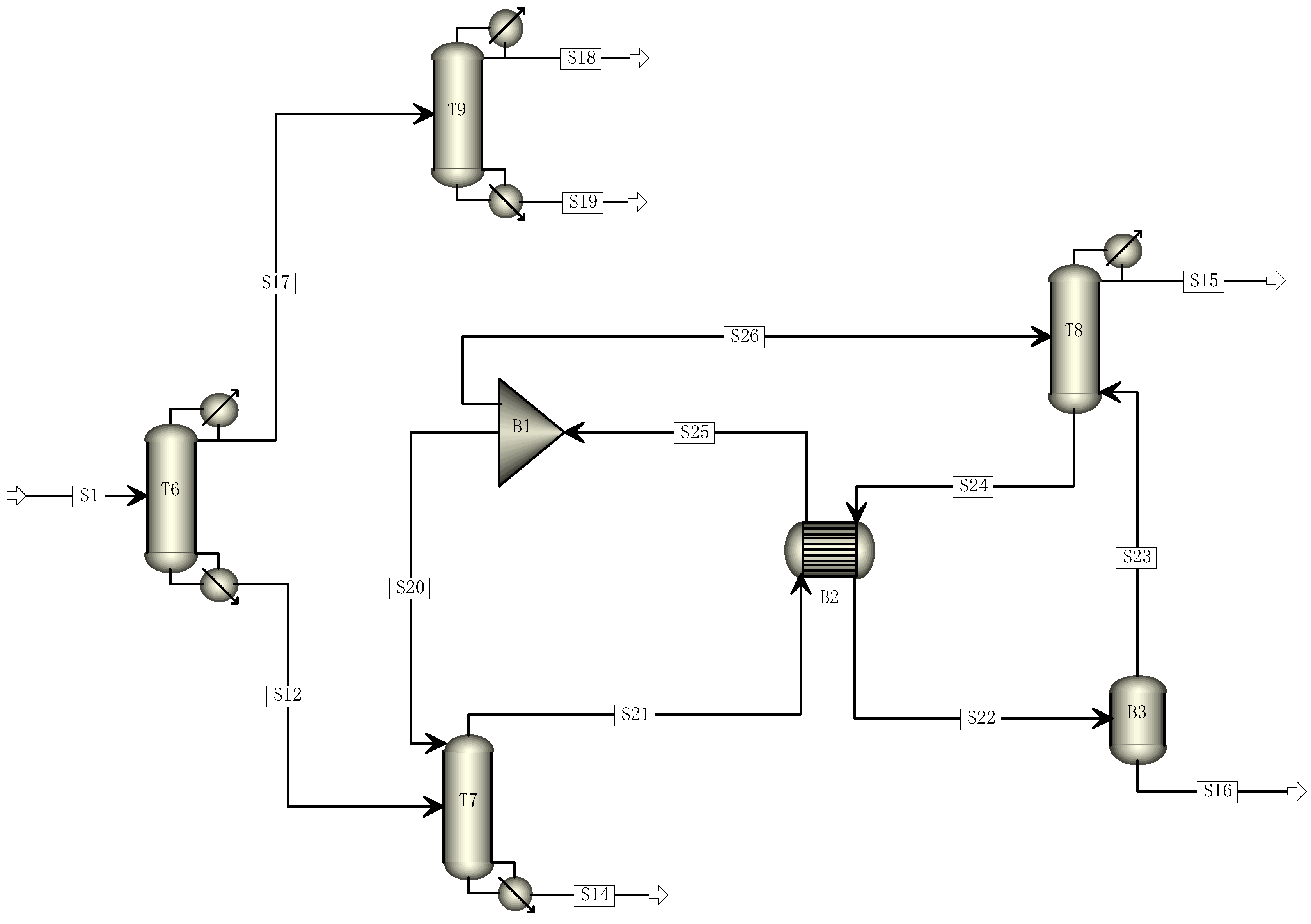
2.3. Double Effect Distillation
3. Results and Discussion
3.1. Traditional Five-Tower Rectification
3.2. The Reformed Four-Tower Rectification
3.3. Double Effect Distillation
3.4. Data Summary
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gardiner, J. Fluoropolymers: Origin, production, and industrial and commercial applications. Aust. J. Chem. 2014, 68, 13–22. [Google Scholar] [CrossRef]
- Moore, A.L. Fluoroelastomers Handbook: The Definitive User’s Guide and Databook; Taylor & Francis: Abingdon, UK, 2006. [Google Scholar]
- Biryulin, Y.S.; Borisov, A.A.; Mailkov, A.E.; Troshin, K.Y.; Khomik, S.V. Explosive characteristics of tetrafluoroethylene. Russ. J. Phys. Chem. B 2014, 8, 165–171. [Google Scholar] [CrossRef]
- Wittmann, J.C.; Smith, P. Highly oriented thin films of poly (tetrafluoroethylene) as a substrate for oriented growth of materials. Nature 1991, 352, 414–417. [Google Scholar] [CrossRef]
- Aspen Plus®: Chemical Process Simulator; Aspen Technology Inc.: Bedford, MA, USA, 2020.
- Elkamel, M.A.; El-Halwagi, A.M.; Al-Sahhaf, K.A. Optimization of a Gas Separation Unit using Aspen Plus. Comput. Chem. Eng. 1999, 23 (Suppl. S2), S503–S506. [Google Scholar]
- Vasileiadis, C.; Lymperopoulos, A.; Vamvuka, D. Design and Optimization of a Biomass Energy System using Aspen Plus. Energy Procedia 2017, 139, 219–224. [Google Scholar]
- Al-Juboori, A.; Al-Mashhadani, H. Modeling and Simulation of an Ethylene Production Plant using Aspen Plus. J. Pet. Sci. Eng. 2019, 173, 1185–1194. [Google Scholar]
- Kadam, K.; Neumann, M.J. Dynamic Model Development of a Chemical Reaction System using Aspen Dynamics. AIChE J. 2009, 55, 2283–2295. [Google Scholar]
- Bush, M.J.; Pulido, J.; Johnson, A.I.; Svrcek, W.Y. A modular approach to distillation column simulation. Comput. Chem. Eng. 1978, 2, 161–167. [Google Scholar] [CrossRef]
- Simon, C.M.; Kaminsky, W. Chemical recycling of polytetrafluoroethylene by pyrolysis. Polym. Degrad. Stab. 1998, 62, 1–7. [Google Scholar] [CrossRef]
- Aristovich, V.Y.; Aristovich, Y.V.; Sokolov, A.Y.; Fulmer, J.W.; Krishnan, C.; Ramani, M.V.; Tatake, P. Novel energy-saving method of rectification. Chem. Eng. Commun. 2004, 191, 844–859. [Google Scholar] [CrossRef]
- Chen, Z.Y. Improvement of Simulation Method for Propylene Distillation Column based on Aspen Plus. Int. Core J. Eng. 2021, 7, 141–146. [Google Scholar]
- Bakar, N.A. A Modeling, Optimizing and Control Analysis of a Debutanizer Column Using Aspen Plus and Aspen Dynamic. Doctoral Dissertation, Murdoch University, Perth, Australia, 2017. [Google Scholar]
- Hercules, D.A.; Parrish, C.A.; Sayler, T.S.; Tice, K.T.; Williams, S.M.; Lowery, L.E.; Brady, M.E.; Coward, R.B.; Murphy, J.A.; Hey, T.A.; et al. Preparation of tetrafluoroethylene from the pyrolysis of pentafluoropropionate salts. J. Fluor. Chem. 2017, 196, 107–116. [Google Scholar] [CrossRef]
- Conradie, F. Batch Separation of Tetrafluoroethylene, Hexafluoropropylene and Octafluorocyclobutane; University of Pretoria: Hatfield, South Africa, 2011. [Google Scholar]
- Su, M.C.; Kumaran, S.S.; Lim, K.P.; Michael, J.V.; Wagner, A.F.; Dixon, D.A.; Kiefer, J.H.; DiFelice, J. Thermal decomposition of CF2HCl. J. Phys. Chem. 1996, 100, 15827–15833. [Google Scholar] [CrossRef]
- Kiss, A.A. Advanced Distillation Technologies: Design, Control and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Madeddu, C.; Errico, M.; Baratti, R. Process Modeling in Aspen Plus. In CO2 Capture by Reactive Absorption-Stripping; SpringerBriefs in Energy; Springer: Cham, Switzerland, 2019; pp. 13–30. [Google Scholar]
- Cadoret, L.; Yu, C.C.; Huang, H.P.; Lee, M.J. Effects of physical properties estimation on process design: A case study using AspenPlus. Asia-Pac. J. Chem. Eng. 2009, 4, 729–734. [Google Scholar] [CrossRef]
- Al-Malah, K.I.M. Aspen Plus: Chemical Engineering Applications; John Wiley & Sons: Hoboken, NJ, USA, 2022. [Google Scholar]
- Sung, D.J.; Moon, D.J.; Lee, Y.J.; Hong, S.I. Catalytic pyrolysis of difluorochloromethane to produce tetrafluoroethylene. Int. J. Chem. React. Eng. 2004, 2. [Google Scholar] [CrossRef]
- Park, J.; Benning, A.; Downing, F.; Laucius, J.; McHarness, R. Synthesis of Tetrafluorethylene-Pyrolisis of monochlorodifluoromethane. Ind. Eng. Chem. 1947, 39, 354–358. [Google Scholar] [CrossRef]
- Espach, J.I.; Sonnendecker, P.W.; Crouse, P.L. Dynamic Modeling of a Sub-zero, Fed-Batch, Packed Distillation Column to Produce Tetrafluoroethylene. Chem. Eng. Technol. 2021, 44, 980–987. [Google Scholar] [CrossRef]
- Akpa, J.G.; Umuze, O.D. Simulation of a multi-component crude distillation column. Am. J. Sci. Ind. Res. 2013, 4, 366–377. [Google Scholar]
- Chen, Q. The Application of Process Simulation Software of Aspen Plus Chemical Engineering in the Design of Distillation Column. In Cyber Security Intelligence and Analytics. CSIA 2020; Advances in Intelligent Systems and Computing, Volume 1147; Xu, Z., Parizi, R., Hammoudeh, M., Loyola-González, O., Eds.; Springer: Cham, Switzerland, 2020; Volume 2, pp. 618–622. [Google Scholar]
- Elkhatat, A.M.; Al-Muhtaseb, S.A. Virtual mimic of lab experiment using the computer-based Aspen Plus® Sensitivity Analysis Tool to boost the attainment of experiment’s learning outcomes and mitigate potential pandemic confinements. Comput. Appl. Eng. Educ. 2023, 31, 285–300. [Google Scholar] [CrossRef]
- Fleitmann, L.; Pyschik, J.; Wolff, L.; Schilling, J.; Bardow, A. Optimal experimental design of physical property measurements for optimal chemical process simulations. Fluid Phase Equilibria 2022, 557, 113420. [Google Scholar] [CrossRef]
- Zhu, J.; Zhu, Z.; Hao, L.; Wei, H. Conceptual process design and process optimization of triple-column pressure-swing distillation for the separation of ternary mixtures embedding two azeotropes with different feed composition via thermodynamic insights and genetic algorithm. Sep. Purif. Technol. 2023, 2023, 124335. [Google Scholar] [CrossRef]
- Wang, W.; Wang, W. Energy saving in methylchlorosilane distillation. In Proceedings of the 2012 International Conference on Computer Distributed Control and Intelligent Environmental Monitoring, Zhangjiajie, China, 5–6 March 2012; pp. 290–293. [Google Scholar]
- Zhang, J.; Liang, S.; Feng, X. A novel multi-effect methanol distillation process. Chem. Eng. Process. Process Intensif. 2010, 49, 1031–1037. [Google Scholar] [CrossRef]
- Patil, L.; Amte, V. Energy efficient distillation column configuration: An exergy analysis. Int. J. Exergy 2022, 37, 428–443. [Google Scholar] [CrossRef]
- Louhi, E.H.; Kasiri, N.; Khalili-Garakani, A.; Heydari-Fard, M.; Ivakpour, J. Design and optimization of distillation column sequencing for the GTL process. Chem. Eng. Res. Des. 2021, 173, 119–128. [Google Scholar] [CrossRef]
- Rodriguez, C.; Mhaskar, P.; Mahalec, V. Linear hybrid models of distillation towers. Comput. Chem. Eng. 2023, 171, 108160. [Google Scholar] [CrossRef]
- Palacios-Bereche, R.; Ensinas, A.V.; Modesto, M.; Nebra, S.A. Double-effect distillation and thermal integration applied to the ethanol production process. Energy 2015, 82, 512–523. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Boiling Point (°C) | Composition Content (Mass Fraction) |
|---|---|---|
| CO | −191.3 | 0.005 |
| CHF3 | −84.4 | 0.005 |
| C2H2F2 | −82 | 0.005 |
| C2F4 | −76.3 | 0.63 |
| CH2F2 | −51.6 | 0.002 |
| C2HF3 | −51 | 0.002 |
| CHClF2 | −41 | 0.32 |
| C3F6 | −29.4 | 0.02 |
| C2HClF4 | −10 | 0.005 |
| C4F8-1 | −6 | 0.0005 |
| C4F8-2 | 4.85 | 0.0005 |
| C3HClF6 | 14 | 0.005 |
| total | -- | 1 |
| Module | Plate Number | Reflux Ratio | Feed Tray Location | Distillate Feed Ratio (D/F) | Overhead Load(kW) | Tower Bottom Load (kW) |
|---|---|---|---|---|---|---|
| T1 | 25 | 4 | 12 | 0.7 | −226.826 | 21.6562 |
| T2 | 48 | 20 | 23 | 0.02 | −114.766 | 114.773 |
| T3 | 40 | 25 | 11 | 0.82 | −482.462 | 482.766 |
| T4 | 88 | 25 | 11 | 0.08 | −200.664 | 214.256 |
| T5 | 44 | 2 | 20 | 0.9 | −189.772 | 189.969 |
| Module | Light Critical Component | Heavy Critical Component |
|---|---|---|
| T6 | C2F4 | C2HF3 |
| T7 | CHClF2 | C3F6 |
| T8 | C2HF3 | CHCLF2 |
| T9 | C2H2F2 | C2F4 |
| Module | Plate Number | Reflux Ratio | Feed Tray Location | Distillate Feed Ratio (D/F) |
|---|---|---|---|---|
| T1 | 30 | 3 | 20 | 0.605 |
| T2 | 35 | 4.5 | 18 | 0.91 |
| T3 | 27 | 68 | 4 | 0.075 |
| T4 | 47 | 79 | 6 | 0.037 |
| Module | S3 (kg/h) | S3 (kg/h) | S5 (kg/h) | S6 (kg/h) | S8 (kg/h) | S10 (kg/h) | S11 (kg/h) |
|---|---|---|---|---|---|---|---|
| CO | 3.63 | 0 | 0 | 0 | 3.63 | 0 | 0 |
| CHF3 | 9.06 | 4.11 × 10−5 | 0 | 0 | 9.0493 | 0.013 | 6.64 × 10−8 |
| C2H2F2 | 8.29 | 2.69 × 10−5 | 0 | 0 | 8.29 | 1.09 × 10−7 | 1.01 × 10−14 |
| C2F4 | 1631.14 | 1.04 | 0 | 0 | 119.04 | 1448.99 | 62.08 |
| CH2F2 | 2.69 | 0.82 | 0.0003233 | 1.37 × 10−9 | 4.99 × 10−8 | 6.73 × 10−9 | 1.88 |
| C2HF3 | 4.25 | 0.46 | 4.53 × 10−12 | 4.39 × 10−20 | 5.84 × 10−5 | 0.0014 | 3.79 |
| CHClF2 | 716.29 | 33.84 | 569.95 | 19.31 | 6.09 × 10−9 | 4.44 × 10−12 | 93.19 |
| C3F6 | 77.67 | 1.23 | 0.051 | 76.33 | 6.42 × 10−15 | 1.51 × 10−20 | 0.067 |
| C2HClF4 | 17.66 | 0.081 | 6.74 | 17.59 | 1.21 × 10−24 | 1.29 × 10−34 | 9.80 × 10−7 |
| C4F8-1 | 2.59 | 0.0077 | 7.37 × 10−11 | 2.58 | 1.43 × 10−28 | 6.68 × 10−40 | 3.70 × 10−9 |
| C4F8-2 | 2.59 | 0.0081 | 1.33 × 10−10 | 2.58 | 2.02 × 10−28 | 1.07 × 10−39 | 4.54 × 10−9 |
| C3HClF6 | 24.14 | 0.023 | 9.28 × 10−16 | 24.11 | 0 | 0 | 0 |
| Module | Condenser (kW) | Reboiler (kW) | Feed (kW) | Outfeed (kW) | Error (%) | |
|---|---|---|---|---|---|---|
| T1 | −226.83 | 21.66 | −4332.29 | −3314.53 | −1222.96 | 0.03 |
| T2 | −114.77 | 114.77 | −1222.96 | −1160.43 | −62.52 | 0.01 |
| T3 | −482.46 | 482.77 | −1160.43 | −925.50 | −234.63 | 0.01 |
| T4 | −200.66 | 214.26 | −3314.53 | −3028.85 | −272.10 | 0.02 |
| T5 | −189.77 | 189.97 | −3028.85 | −2747.81 | −280.85 | 0.01 |
| Module | S1 (kg/h) | S14 (kg/h) | S15 (kg/h) | S16 (kg/h) | S18 (kg/h) | S19 (kg/h) |
|---|---|---|---|---|---|---|
| CO | 1575 | 4.03 × 10−15 | 5.0001 | 2.52 × 10−14 | 21.99 | 1548.01 |
| CHF3 | 12.5 | 3.62 × 10−22 | 0.00026 | 1.93 × 10−22 | 12.48 | 0.017 |
| C2H2F2 | 12.5 | 1.06 × 10−22 | 6.54 × 10−5 | 4.11 × 10−23 | 12.49 | 1.05 × 10−5 |
| C2F4 | 1575 | 4.03 × 10−15 | 5.0001 | 2.52 × 10−14 | 21.99 | 1548.01 |
| CH2F2 | 5 | 5.78 × 10−7 | 4.99 | 0.0088 | 2.29 × 10−15 | 1.14 × 10−9 |
| C2HF3 | 5 | 2.97 × 10−10 | 4.99 | 2.17 × 10−7 | 6.88 × 10−9 | 9.84 × 10−5 |
| CHClF2 | 800 | 2.89 | 45.92 | 751.196 | 3.54 × 10−19 | 4.05 × 10−12 |
| C3F6 | 50 | 49.94 | 0.00031 | 0.064 | 0 | 0 |
| C2HClF4 | 12.5 | 12.5 | 8.28 × 10−13 | 3.67 × 10−9 | 0 | 0 |
| C4F8-1 | 1.25 | 1.25 | 0 | 0 | 0 | 0 |
| C4F8-2 | 1.25 | 1.25 | 0 | 0 | 0 | 0 |
| C3HClF6 | 12.5 | 12.5 | 0 | 0 | 0 | 0 |
| Module | Condenser (kW) | Reboiler (kW) | Feed (kW) | Outfeed (kW) | Error (%) | |
|---|---|---|---|---|---|---|
| T6 | −425.95 | 205.78 | −4320.37 | −1463.07 | −3077.52 | 0.05 |
| T7 | −292.05 | 292.33 | −1463.07 | −1325.37 | −137.43 | 0.01 |
| T8 | −211.49 | 211.53 | −1325.37 | −105.52 | −1219.82 | 0.01 |
| T9 | −439.13 | 467.78 | −3077.52 | −113.27 | −2935.59 | 0.01 |
| Module | S1 (kg/h) | S14 (kg/h) | S15 (kg/h) | S16 (kg/h) | S18 (kg/h) | S19 (kg/h) |
|---|---|---|---|---|---|---|
| CO | 12.5 | 0 | 0 | 0 | 12.5 | 1.17 × 10−97 |
| CHF3 | 12.5 | 3.62 × 10−22 | 0.00026 | 0 | 12.48 | 0.017 |
| C2H2F2 | 12.5 | 1.06×10−22 | 6.54 × 10−5 | 0 | 12.49 | 1.05 × 10−5 |
| C2F4 | 1575 | 4.03 × 10−15 | 5.0001 | 0 | 21.99 | 1548.01 |
| CH2F2 | 5 | 5.76 × 10−7 | 4.99 | 0.0024 | 2.29 × 10−15 | 1.14 × 10−9 |
| C2HF3 | 5 | 2.96 × 10−10 | 4.999 | 2.34 × 10−8 | 6.88 × 10−9 | 9.84 × 10−5 |
| CHClF2 | 800 | 2.88 | 45.91 | 751.211 | 3.54 × 10−19 | 4.05 × 10−12 |
| C3F6 | 50 | 49.95 | 0.00017 | 0.047 | 0 | 0 |
| C2HClF4 | 12.5 | 12.5 | 1.63 × 10−13 | 1.15 × 10−9 | 0 | 0 |
| C4F8-1 | 1.25 | 1.25 | 0 | 0 | 0 | 0 |
| C4F8-2 | 1.25 | 1.25 | 0 | 0 | 0 | 0 |
| C3HClF6 | 12.5 | 12.5 | 0 | 0 | 0 | 0 |
| Module | Condenser (kW) | Reboiler (kW) | Feed (kW) | Outfeed (kW) | Error (%) | |
|---|---|---|---|---|---|---|
| T6 | −425.95 | 205.78 | −4320.37 | −1463.07 | −3077.52 | 0.05 |
| T7 | 0 | 292.33 | −7427.15 | −6997.38 | −137.45 | 0.01 |
| T8 | −294.05 | 0 | −8180.1 | −105.68 | −8368.48 | 0.01 |
| T9 | −439.13 | 467.78 | −3077.52 | −113.27 | −2935.59 | 0.01 |
| Module | Traditional Five-Tower Rectification | The Reformed Four-Tower Rectification | Double-Effect Distillation |
|---|---|---|---|
| C2F4 (kg/h) | 1448.99 | 1548.01 | 1548.01 |
| R22 (kg/h) | 569.95 | 751.196 | 751.211 |
| Purity (C2F4) | 99.999% | 99.999% | 99.999% |
| Purity (R22) | 99.9902% | 99.99% | 99.99% |
| Total load (kW) | 2237.91 | 2705.455 | 2125.295 |
| Total low pressure steam consumption (kg/h) | 874,450.2 | 1,073,248 | 825,392 |
| Total refrigerant consumption (kg/h) | 21,853.92 | 26,080.49 | 20,860.68 |
| Total cost (USD$) | 23,500.274 | 28,787.246 | 22,199.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Chen, Y.; Wang, J.; Luo, Y.; Zhou, P.; Zhang, X. The Simulation and Optimization of the Tetrafluoroethylene Rectification Process. Separations 2024, 11, 37. https://doi.org/10.3390/separations11020037
Yang L, Chen Y, Wang J, Luo Y, Zhou P, Zhang X. The Simulation and Optimization of the Tetrafluoroethylene Rectification Process. Separations. 2024; 11(2):37. https://doi.org/10.3390/separations11020037
Chicago/Turabian StyleYang, Limin, Yue Chen, Jinzhi Wang, Yongzhen Luo, Pengfei Zhou, and Xiaolai Zhang. 2024. "The Simulation and Optimization of the Tetrafluoroethylene Rectification Process" Separations 11, no. 2: 37. https://doi.org/10.3390/separations11020037