
CFD Simulation and Optimal Design of a New Parabolic–Shaped Guided Valve Tray
Abstract
:1. Introduction
2. CFD Model
2.1. Control Equations
2.2. Closure Conditions
2.3. Geometric Model of the Tray with Boundary Conditions
2.4. Meshing and Solution Algorithms
3. Results and Discussion
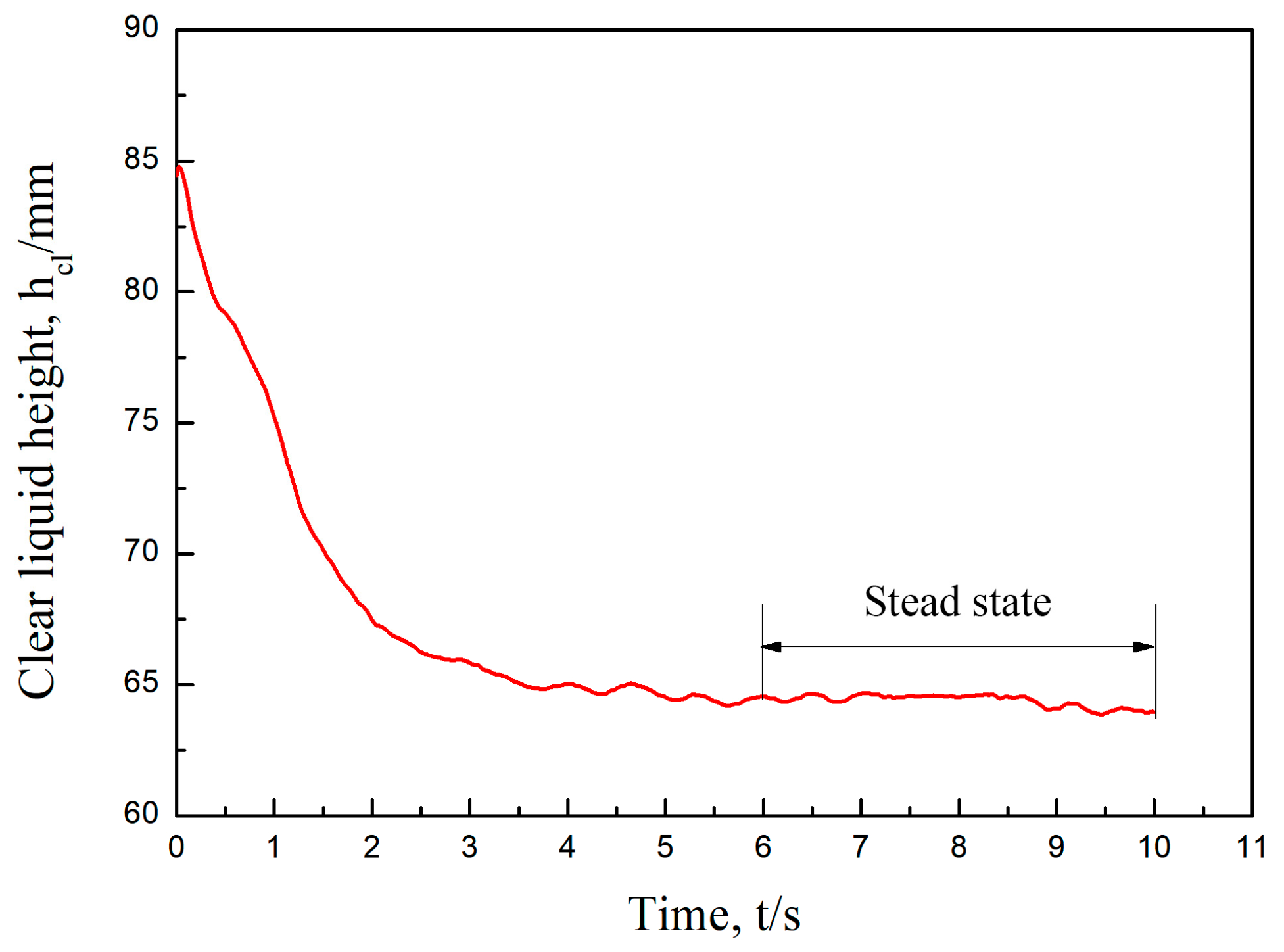
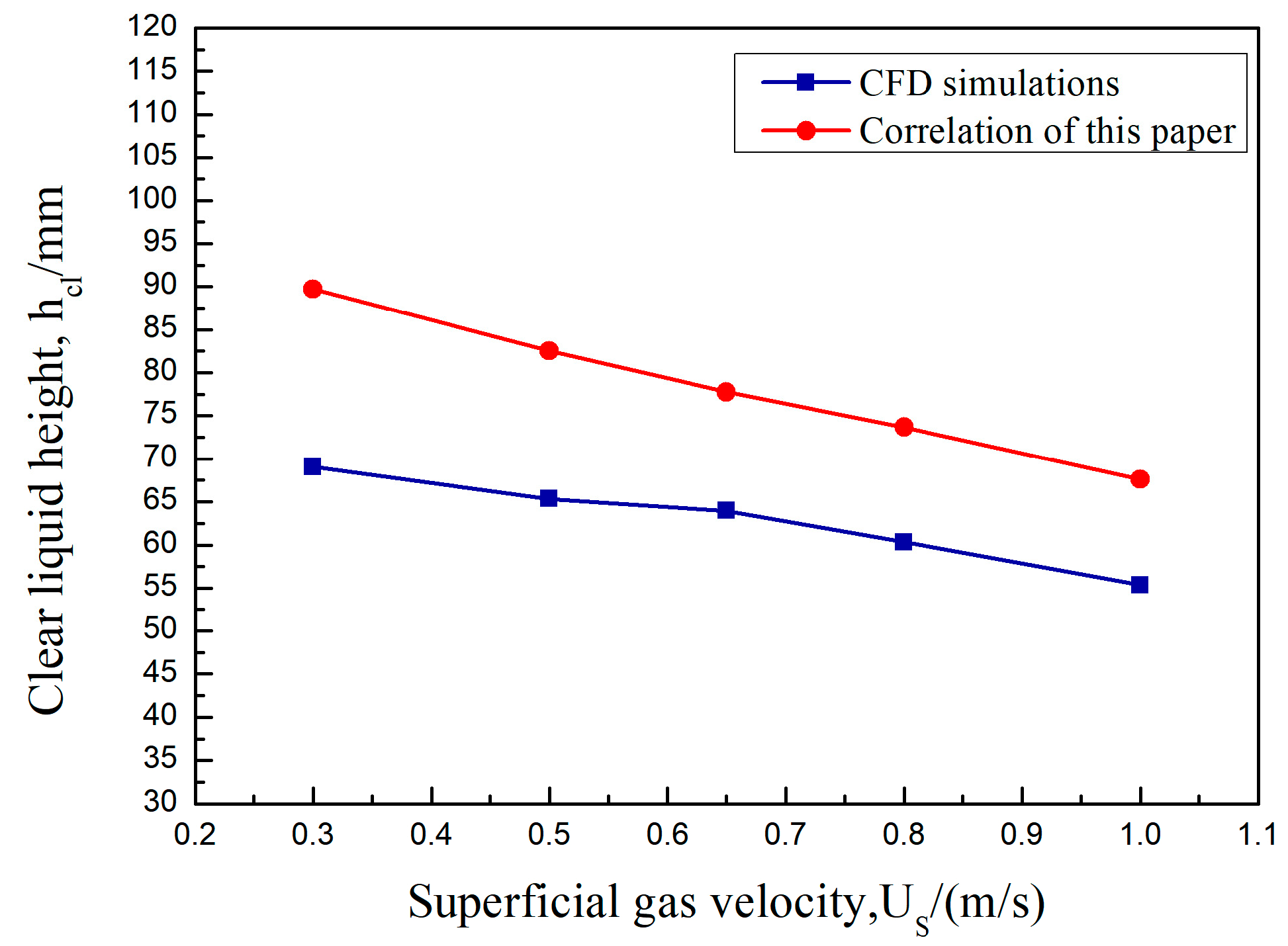
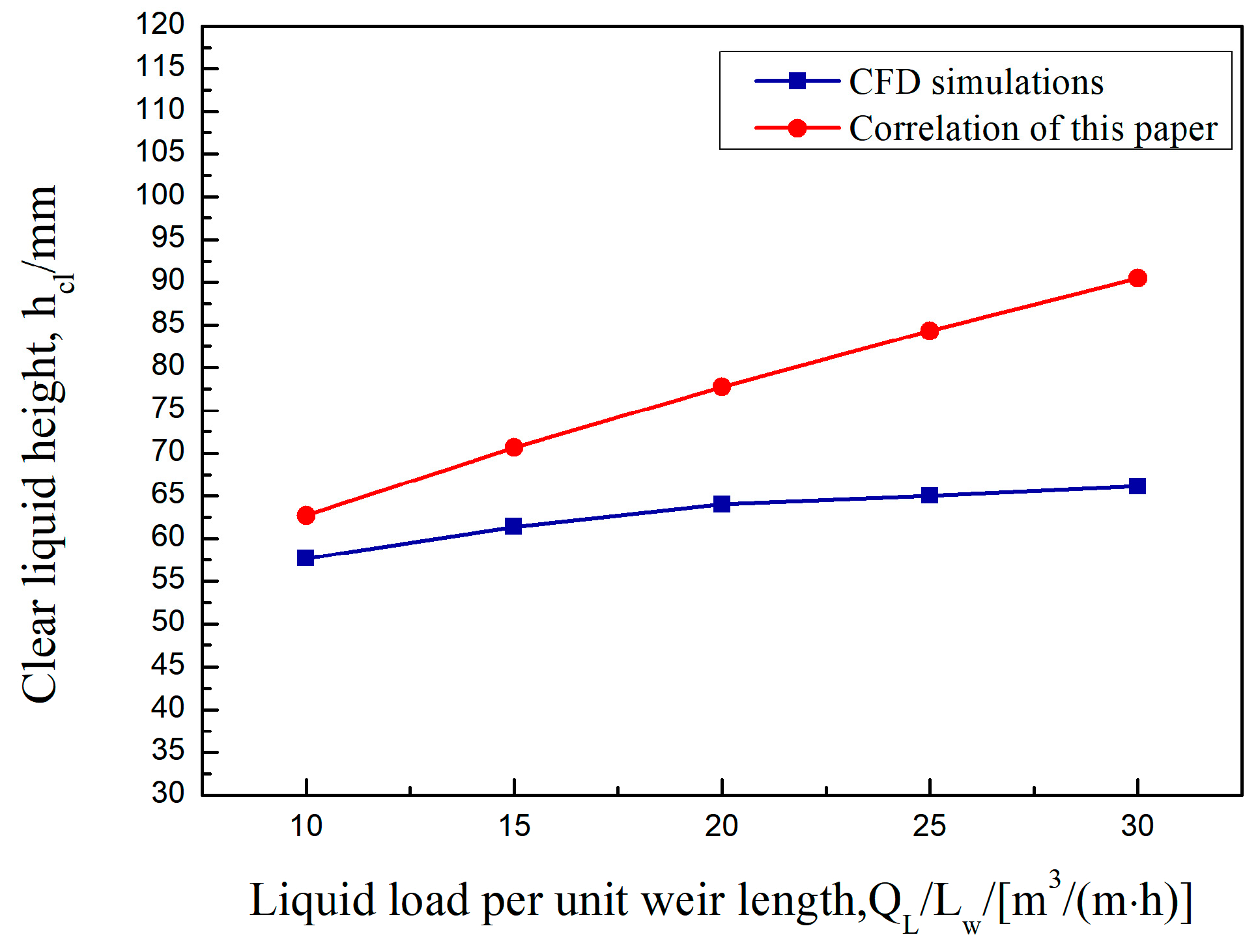
3.1. Model Validation
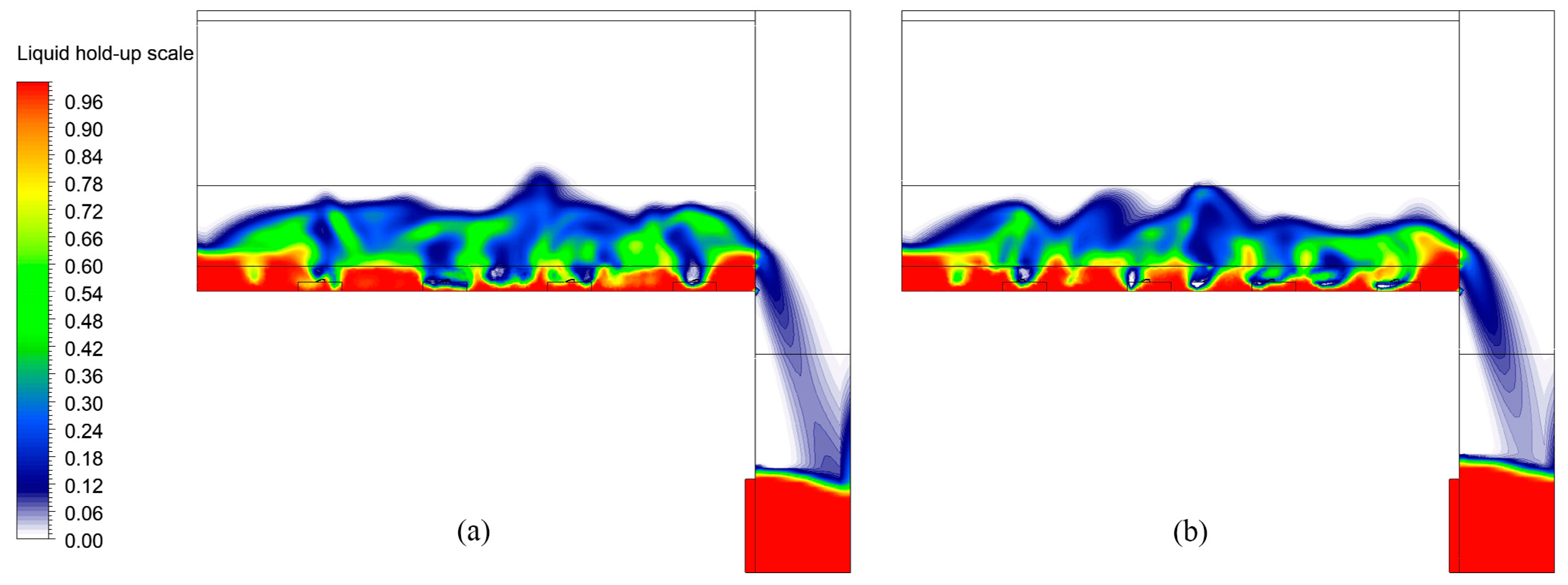
3.2. Gas–Liquid Phase Fraction Distribution
3.2.1. Liquid Phase Fraction Distribution
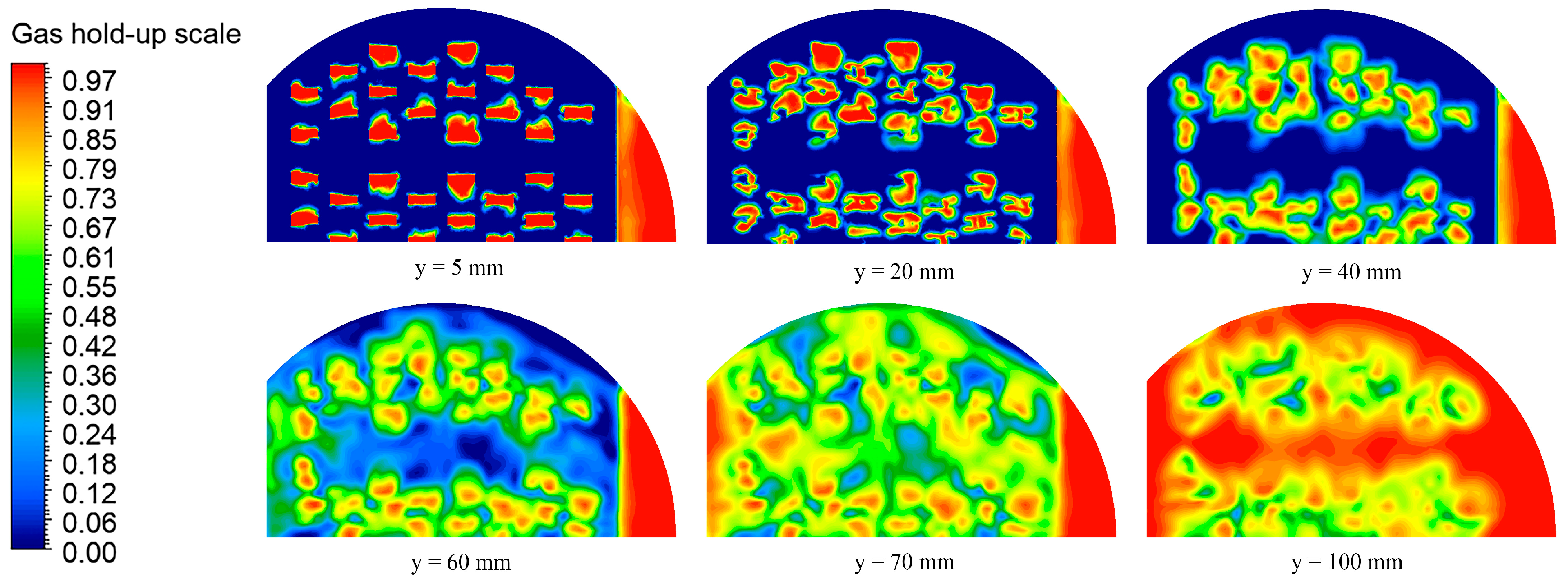
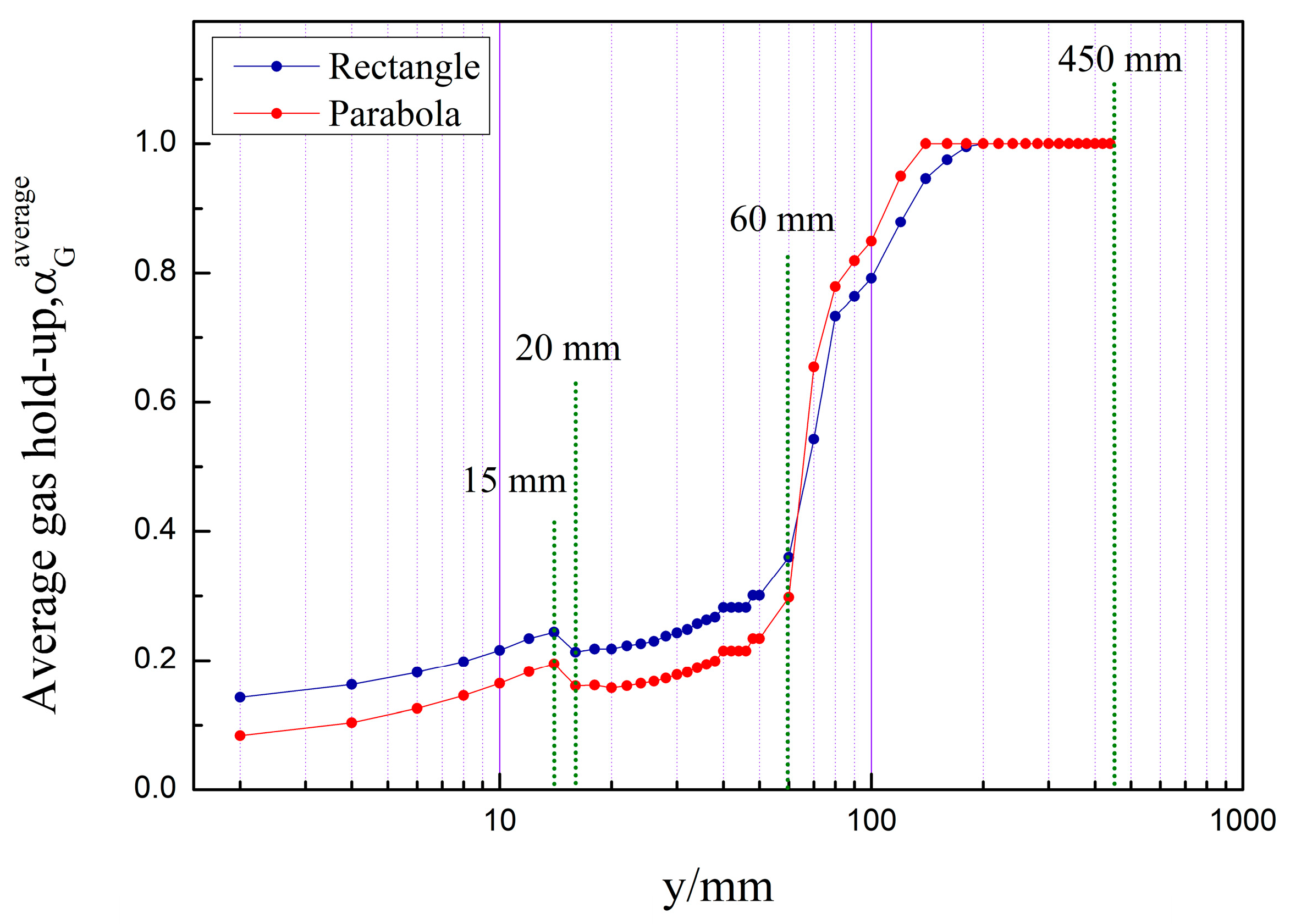
3.2.2. Gas Phase Fraction Distribution
3.2.3. Variation of Clear Liquid Height along the x–Axis
3.2.4. Variation of Clear Liquid Height along the z–Axis
3.3. Gas–Liquid Phase Velocity Distribution
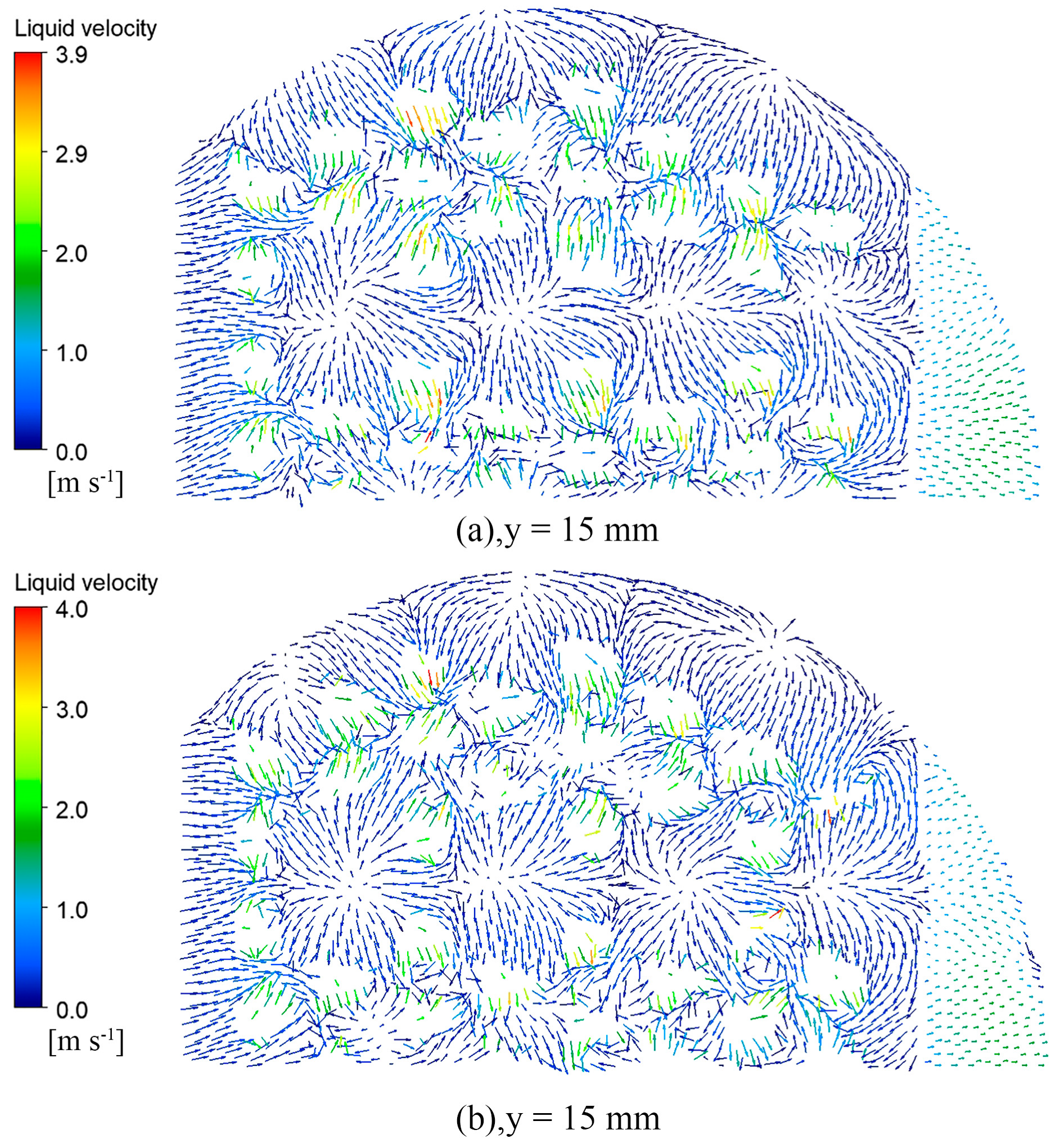
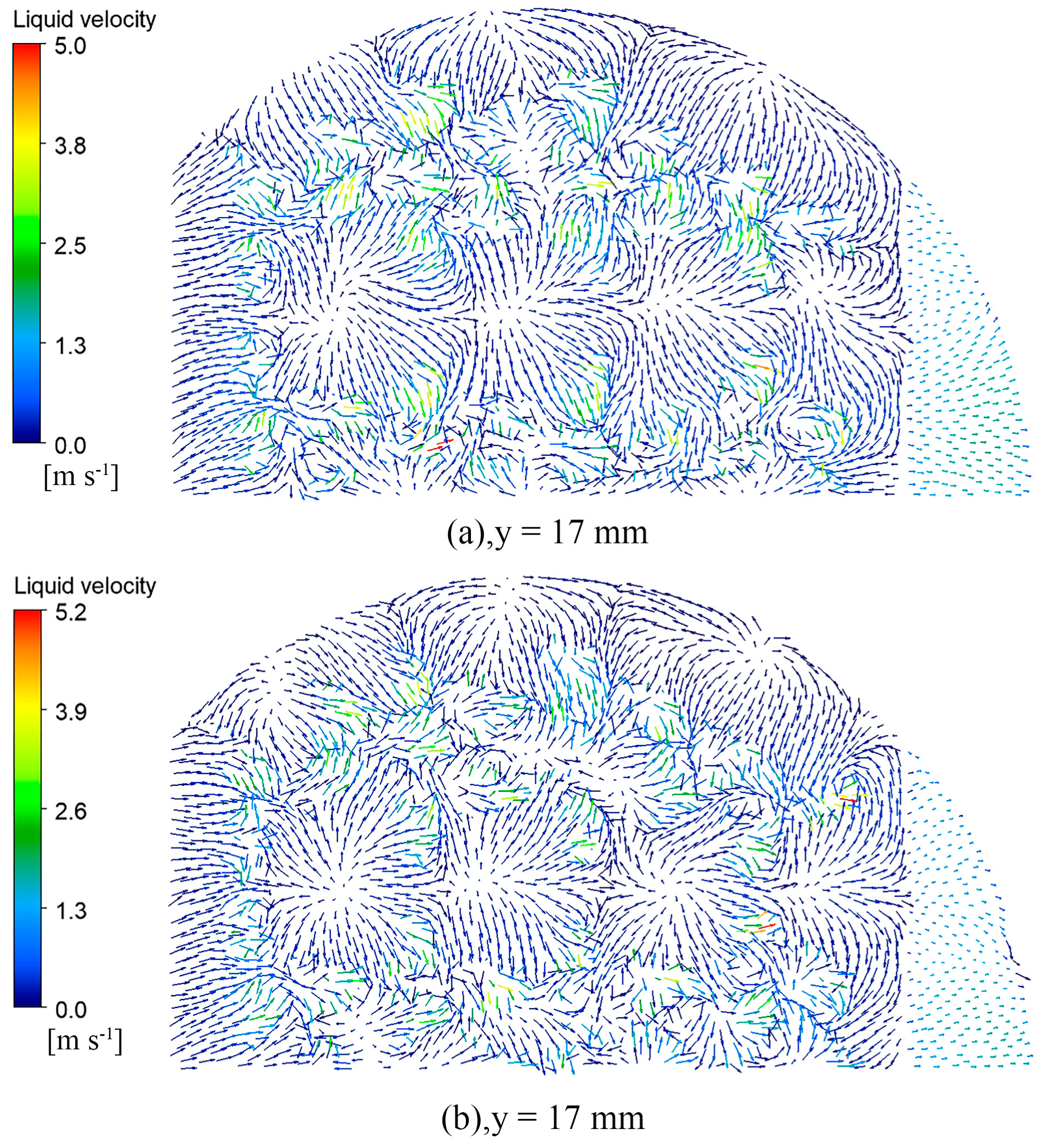
3.3.1. Liquid Phase Velocity Distribution
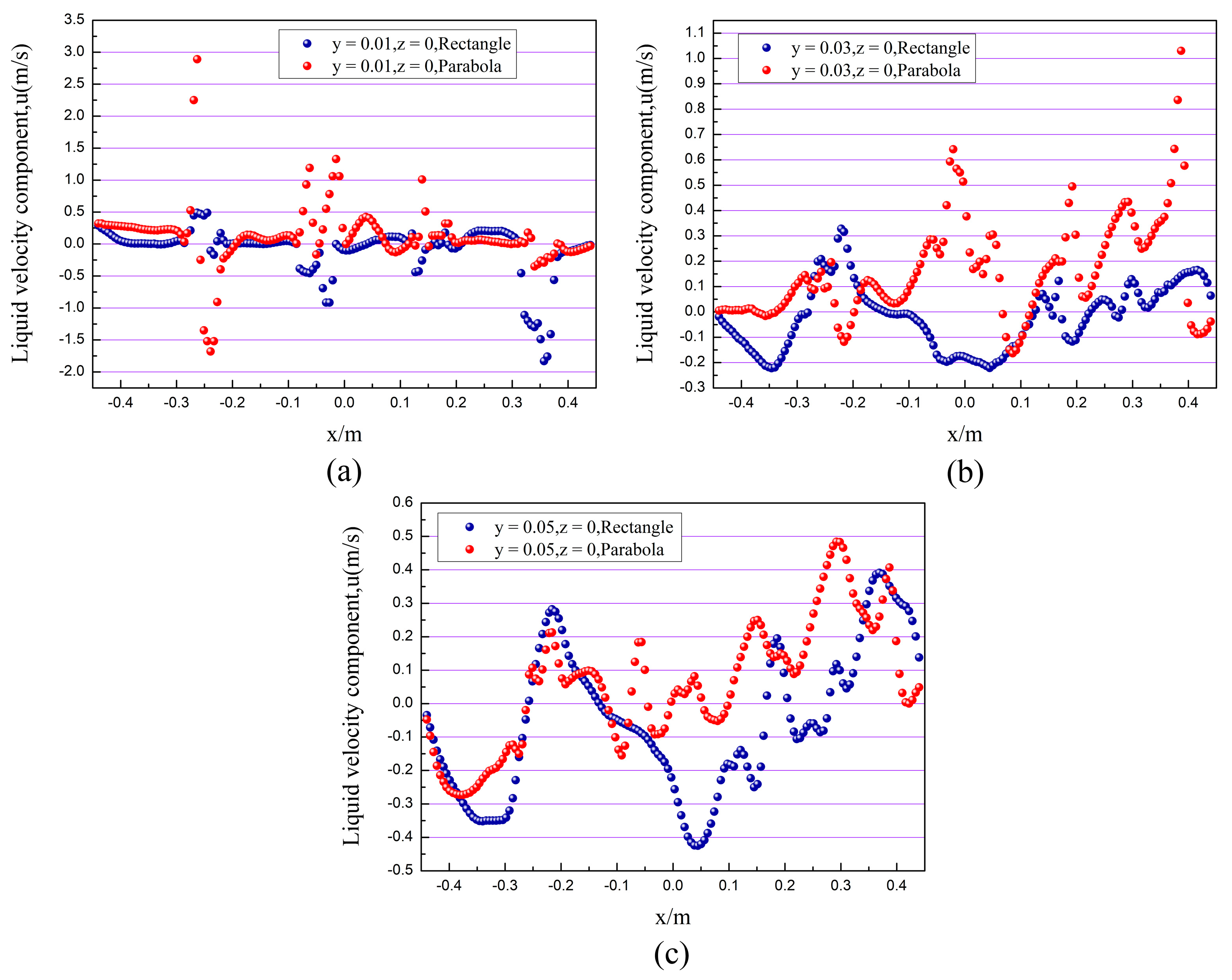
3.3.2. Velocity Distribution of the Liquid Phase in the x–Direction
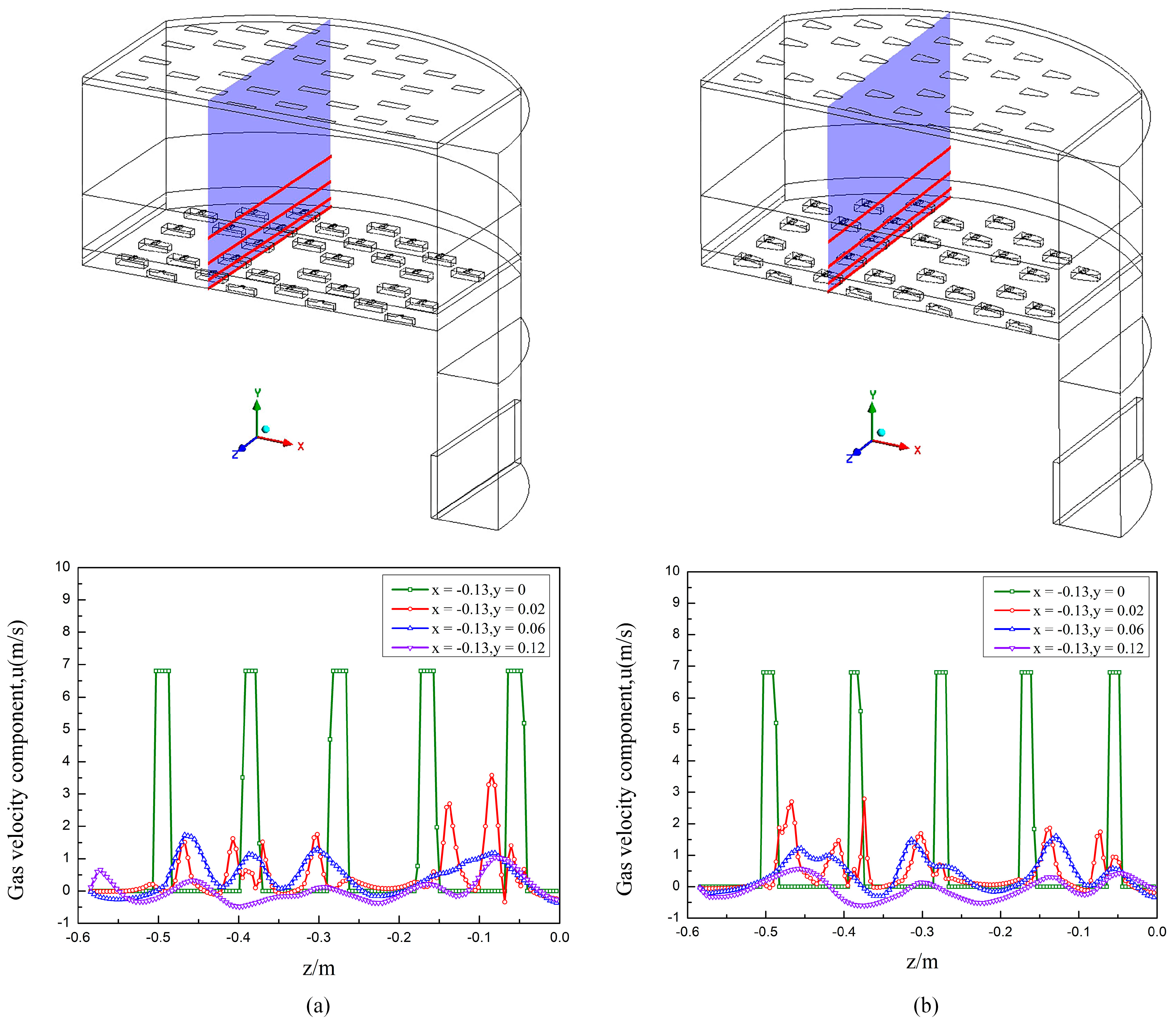
3.3.3. Velocity Distribution of the Gas Phase in the z–Direction
3.4. Optimal Design of Parabolic–Shaped Guided Valve Trays
4. Conclusions
- (1)
- A new parabolic–shaped guided valve tray is proposed. CFD simulations of the gas–liquid two–phase flow field are carried out for parabolic–shaped and conventional rectangular guided valve trays. The relationship between the superficial gas velocity, liquid flow intensity and weir height and the clear liquid height under different working conditions is described. The simulated values of the clear liquid height are compared with the calculated values of the previous empirical correlations, which agree with each other, thus verifying the correctness of the simulation results.
- (2)
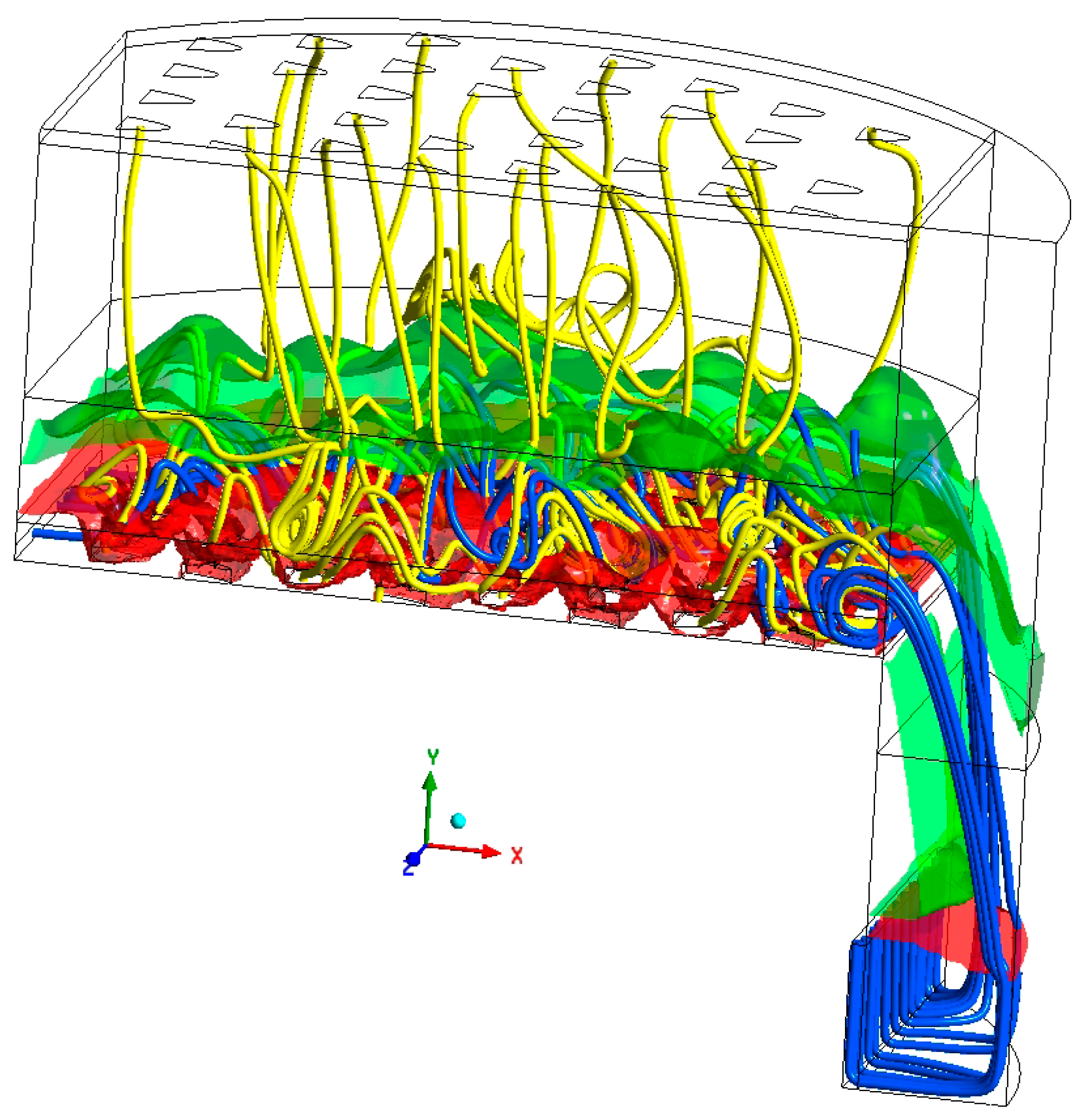
- From the simulation results, the phase fraction distribution, the clear liquid height distribution and the two–phase flow velocity field distribution on different cross–sections of the tray can be observed. The trend of the clear liquid height along the x and y axes shows that the parabolic–shaped guided valve tray has a smaller liquid level difference than the rectangular guided valve tray. The velocity vector of the liquid phase in the x–z section shows that the parabolic–shaped guided valve tray has a larger liquid velocity along the main body direction than the rectangular guided valve tray. Therefore, the performance of a parabolic–shaped guided valve is better.
- (3)
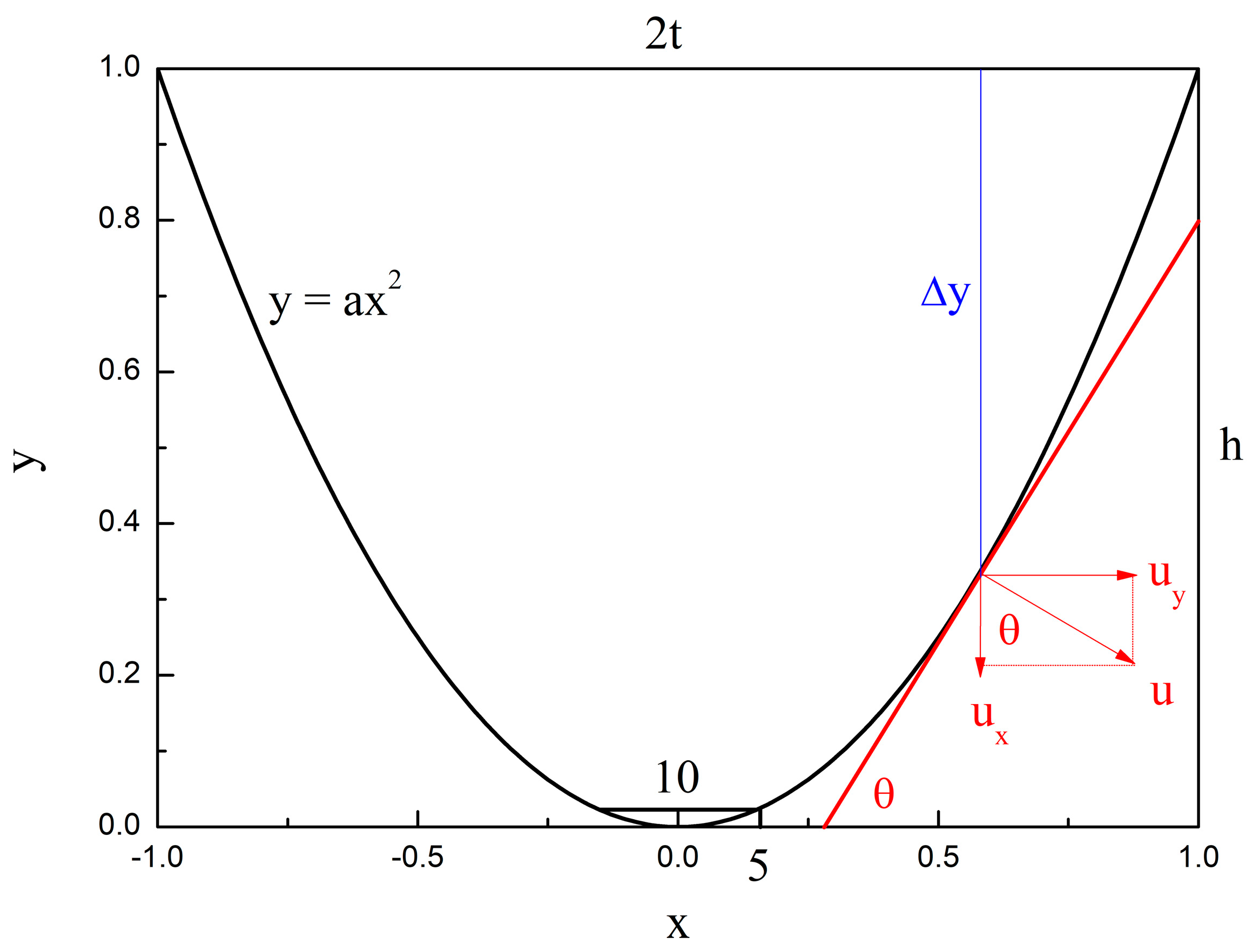
- The structural parameters of the parabolic–shaped guided valve are determined by the size of the parabolic opening a and half the length of the bottom side t. Parabolic–shaped guided valve trays for nine different function expressions were modeled and simulated. By comparing the average liquid phase velocity along the direction of flow of the main body at different heights of the tray, the parabolic–shaped guided valve of the a–value at 0.075 and the t–value at 26 is the optimum valve structure.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, X.G.; Liu, D.X.; Xu, S.M.; Li, H. CFD simulation of hydrodynamics of valve tray. Chem. Eng. Process.-Process Intensif. 2009, 48, 145–151. [Google Scholar] [CrossRef]
- Zarei, A.; Hosseini, S.H.; Rahimi, R. CFD and experimental studies of liquid weeping in the circular sieve tray columns. Chem. Eng. Res. Des. 2013, 91, 2333–2345. [Google Scholar] [CrossRef]
- Zarei, A.; Hosseini, S.H.; Rahimi, R. CFD study of weeping rate in the rectangular sieve trays. J. Taiwan Inst. Chem. Eng. 2013, 44, 27–33. [Google Scholar] [CrossRef]
- Zhao, H.K.; Li, Q.S.; Yu, G.Q.; Dai, C.N.; Lei, Z.G. Performance analysis and quantitative design of a flow-guiding sieve tray by computational fluid dynamics. AIChE J. 2019, 65, e16563. [Google Scholar] [CrossRef]
- Jiang, S.; Gao, H.; Sun, J.S.; Wang, Y.H.; Zhang, L.N. Modeling fixed triangular valve tray hydraulics using computational fluid dynamics. Chem. Eng. Process.-Process Intensif. 2012, 52, 74–84. [Google Scholar] [CrossRef]
- Ma, Y.F.; Ji, L.J.; Zhang, J.X.; Chen, K.; Wu, B.; Wu, Y.Y.; Zhu, J.W. CFD gas-liquid simulation of oriented valve tray. Chin. J. Chem. Eng. 2015, 23, 1603–1609. [Google Scholar] [CrossRef]
- Zarei, T.; Farsiani, M.; Khorshidi, J. Hydrodynamic characteristics of valve tray: Computational fluid dynamic simulation and experimental studies. Korean J. Chem. Eng. 2017, 34, 150–159. [Google Scholar] [CrossRef]
- Zarei, T.; Rahimi, R.; Zivdar, M. Computational fluid dynamic simulation of MVG tray hydraulics. Korean J. Chem. Eng. 2009, 26, 1213–1219. [Google Scholar] [CrossRef]
- Bangga, G.; Novita, F.J.; Lee, H.Y. Evolutional computational fluid dynamics analyses of reactive distillation columns for methyl acetate production process. Chem. Eng. Process.-Process Intensif. 2019, 135, 42–52. [Google Scholar] [CrossRef]
- Lavasani, M.S.; Rahimi, R.; Zivdar, M. Hydrodynamic study of different configurations of sieve trays for a dividing wall column by using experimental and CFD methods. Chem. Eng. Process.-Process Intensif. 2018, 129, 162–170. [Google Scholar] [CrossRef]
- Rodriguez-Angeles, M.A.; Gomez-Castro, F.I.; Segovia-Hernandez, J.G.; Uribe-Ramirez, A.R. Mechanical design and hydrodynamic analysis of sieve trays in a dividing wall column for a hydrocarbon mixture. Chem. Eng. Process.-Process Intensif. 2015, 97, 55–65. [Google Scholar] [CrossRef]
- Roshdi, S.; Kasiri, N.; Hashemabadi, S.H.; Ivakpour, J. Computational fluid dynamics simulation of multiphase flow in packed sieve tray of distillation column. Korean J. Chem. Eng. 2013, 30, 563–573. [Google Scholar] [CrossRef]
- Liu, C.J.; Yuan, X.G.; Yu, K.T.; Zhu, X.J. A fluid-dynamic model for flow pattern on a distillation tray. Chem. Eng. Sci. 2000, 55, 2287–2294. [Google Scholar] [CrossRef]
- Yu, K.T.; Yuan, X.G.; You, X.Y.; Liu, C.J. Computational fluid-dynamics and experimental verification of two-phase two-dimensional flow on a sieve column tray. Chem. Eng. Res. Des. 1999, 77, 554–560. [Google Scholar] [CrossRef]
- Li, Q.S.; Li, L.; Zhang, M.X.; Lei, Z.G. Modeling Flow-Guided Sieve Tray Hydraulics Using Computational Fluid Dynamics. Ind. Eng. Chem. Res. 2014, 53, 4480–4488. [Google Scholar] [CrossRef]
- Li, X.G.; Yang, N.; Sun, Y.L.; Zhang, L.H.; Li, X.G.; Jiang, B. Computational Fluid Dynamics Modeling of Hydrodynamics of a New Type of Fixed Valve Tray. Ind. Eng. Chem. Res. 2014, 53, 379–389. [Google Scholar] [CrossRef]
- Krishna, R.; van Baten, J.M. Modelling sieve tray hydraulics using computational fluid dynamics. Chem. Eng. Res. Des. 2003, 81, 27–38. [Google Scholar] [CrossRef]
- Krishna, R.; Van Baten, J.M.; Ellenberger, J.; Higler, A.P.; Taylor, R. CFD simulations of sieve tray hydrodynamics. Chem. Eng. Res. Des. 1999, 77, 639–646. [Google Scholar] [CrossRef]
- Feng, W.; Fan, L.; Zhang, L.; Xiao, X. Hydrodynamics Analysis of a Folding Sieve Tray by Computational Fluid Dynamics Simulation. J. Eng. Thermophys. 2018, 27, 357–368. [Google Scholar] [CrossRef]
- Rahimi, M.R. Characteristics of Gas-Liquid Contact on Cross-Current Trays. Sep. Sci. Technol. 2014, 49, 2772–2782. [Google Scholar] [CrossRef]
- Troudi, H.; Ghiss, M.; Ellejmi, M.; Tourki, Z. Performance comparison of a structured bed reactor with and without a chimney tray on the gas-flow maldistribution: A computational fluid dynamics study. Proc. Inst. Mech. Eng. Part E—J. Process Mech. Eng. 2020, 234, 83–97. [Google Scholar] [CrossRef]
- Krishna, R.; Urseanu, M.I.; van Baten, J.M.; Ellenberger, J. Rise velocity of a swarm of large gas bubbles in liquids. Chem. Eng. Sci. 1999, 54, 171–183. [Google Scholar] [CrossRef]
- Bennett, D.L.; Agrawal, R.; Cook, P.J. New pressure drop correlation for sieve tray distillation columns. AIChE J. 1983, 29, 434–442. [Google Scholar] [CrossRef]
- Jin, H.B.; Lian, Y.C.; Qin, L.; Yang, S.H.; He, G.X.; Guo, Z.W. Parameters Measurement of Hydrodynamics and Cfd Simulation in Multi-Stage Bubble Columns. Can. J. Chem. Eng. 2014, 92, 1444–1454. [Google Scholar] [CrossRef]
- Shenastaghi, F.K.; Roshdi, S.; Kasiri, N.; Khanof, M.H. CFD simulation and experimental validation of bubble cap tray hydrodynamics. Sep. Purif. Technol. 2018, 192, 110–122. [Google Scholar] [CrossRef]
- Wang, Y.; Du, S.; Zhu, H.G.; Ma, H.X.; Zuo, S.Q. CFD Simulation of Hydraulics of Dividing wall Sieve Trays. In Proceedings of the 3rd International Conference on Manufacturing Science and Engineering (ICMSE 2012), Xiamen, China, 27–29 March 2012; pp. 1345–1350. [Google Scholar]
- Papageorgakis, G.C.; Assanis, D.N. Comparison of linear and nonlinear RNG-based k-epsilon models for incompressible turbulent flows. Numer. Heat Transf. Part B Fundam. 1999, 35, 1–22. [Google Scholar] [CrossRef]
- Zakrzewska, B.; Jaworski, Z. CFD modelling of turbulent jacket heat transfer in a rushton turbine stirred vessel. Chem. Eng. Technol. 2004, 27, 237–242. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| a | t | I |
|---|---|---|
| 0.0486 | 30 | 0.46 u |
| 0.06 | 28 | 0.42 u |
| 0.075 | 26 | 0.37 u |
| 0.095 | 24 | 0.33 u |
| 0.123 | 22 | 0.28 u |
| 0.164 | 20 | 0.23 u |
| 0.2 | 18.5 | 0.20 u |
| 0.32 | 16 | 0.15 u |
| 0.478 | 14 | 0.11 u |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, Q.; Wang, C.; Sun, H.; Li, Y.; Yuan, P. CFD Simulation and Optimal Design of a New Parabolic–Shaped Guided Valve Tray. Separations 2023, 10, 267. https://doi.org/10.3390/separations10040267
Ye Q, Wang C, Sun H, Li Y, Yuan P. CFD Simulation and Optimal Design of a New Parabolic–Shaped Guided Valve Tray. Separations. 2023; 10(4):267. https://doi.org/10.3390/separations10040267
Chicago/Turabian StyleYe, Qiliang, Chenyu Wang, Hao Sun, Yu’an Li, and Peiqing Yuan. 2023. "CFD Simulation and Optimal Design of a New Parabolic–Shaped Guided Valve Tray" Separations 10, no. 4: 267. https://doi.org/10.3390/separations10040267