
A Review of the Extraction and Closed-Loop Spray Drying-Assisted Micro-Encapsulation of Algal Lutein for Functional Food Delivery


Abstract
:1. Lutein Introduction
2. Benefits of Lutein
2.1. Antioxidant
2.2. Anti-Cancer
2.3. Eye Disease Prevention
2.4. Application to Cardiovascular Diseases
3. Extraction of Lutein from Algae
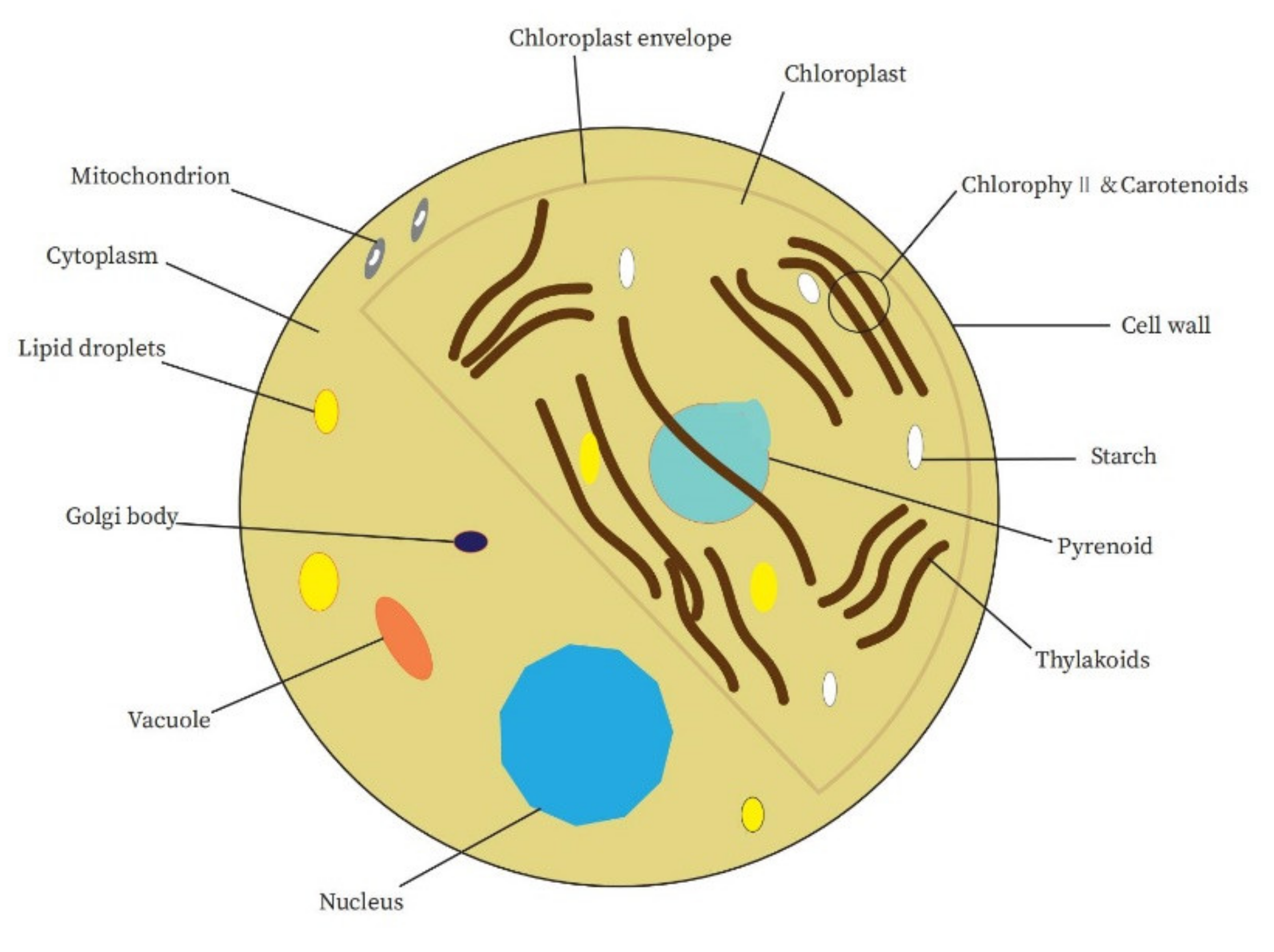
3.1. Selection of Algae
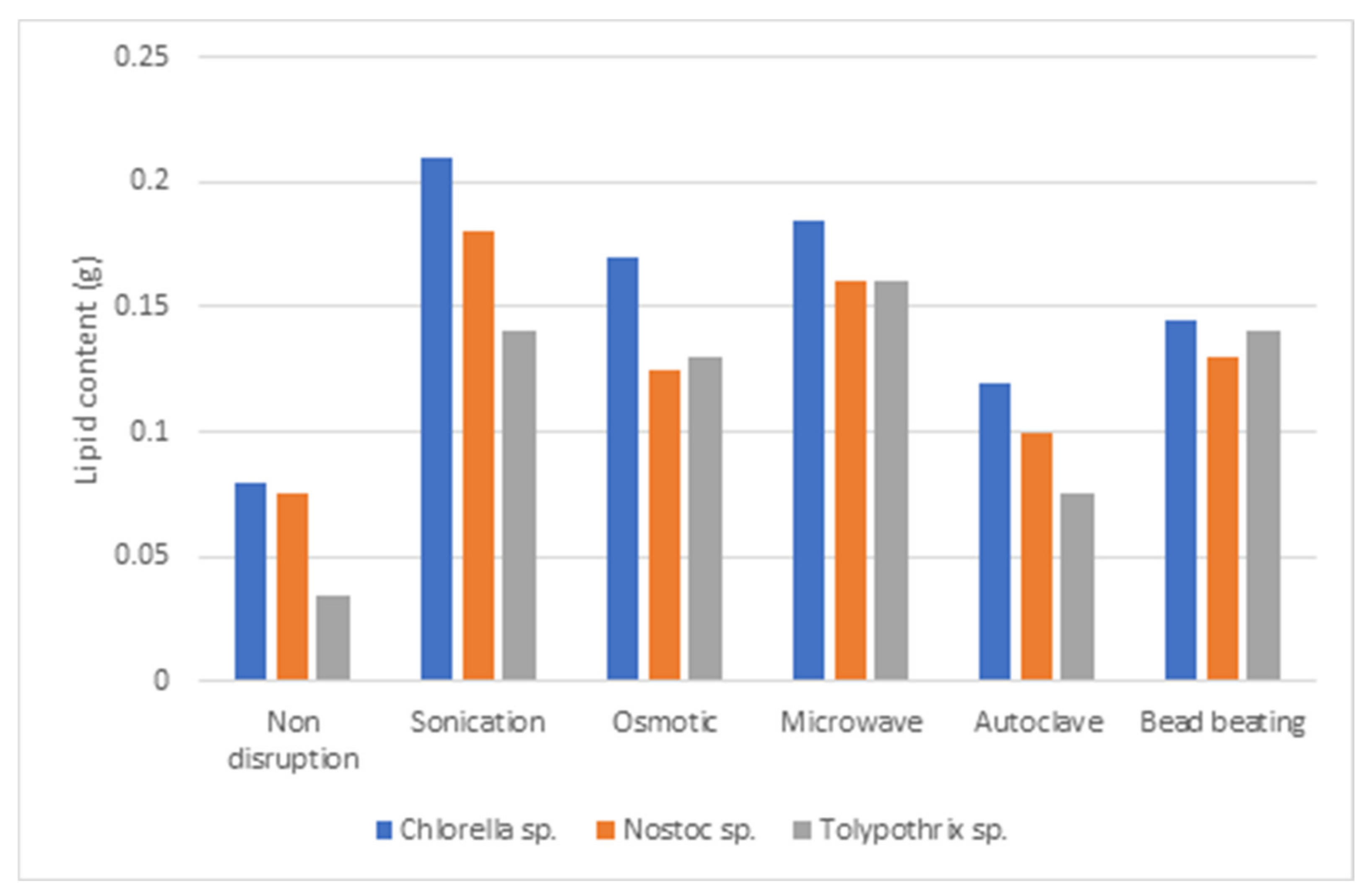
3.2. Cell Disruption
3.3. Solvent Selection and Extraction Methods
3.3.1. Solvent Selection
3.3.2. Extraction Methods
3.4. Neurotoxicity Analysis of Solvents Used for Extraction
4. Solvent Removal
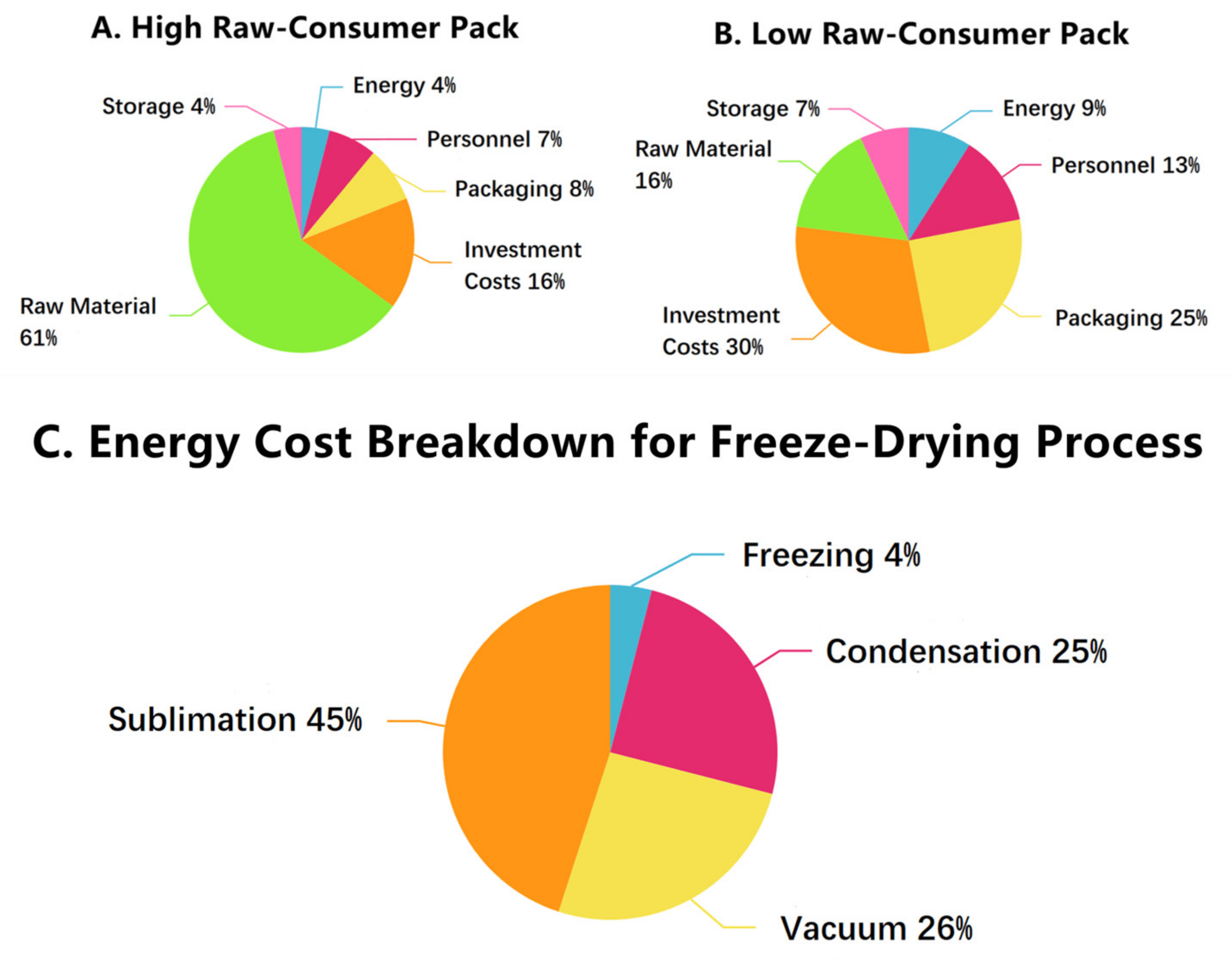
4.1. Freeze Drying
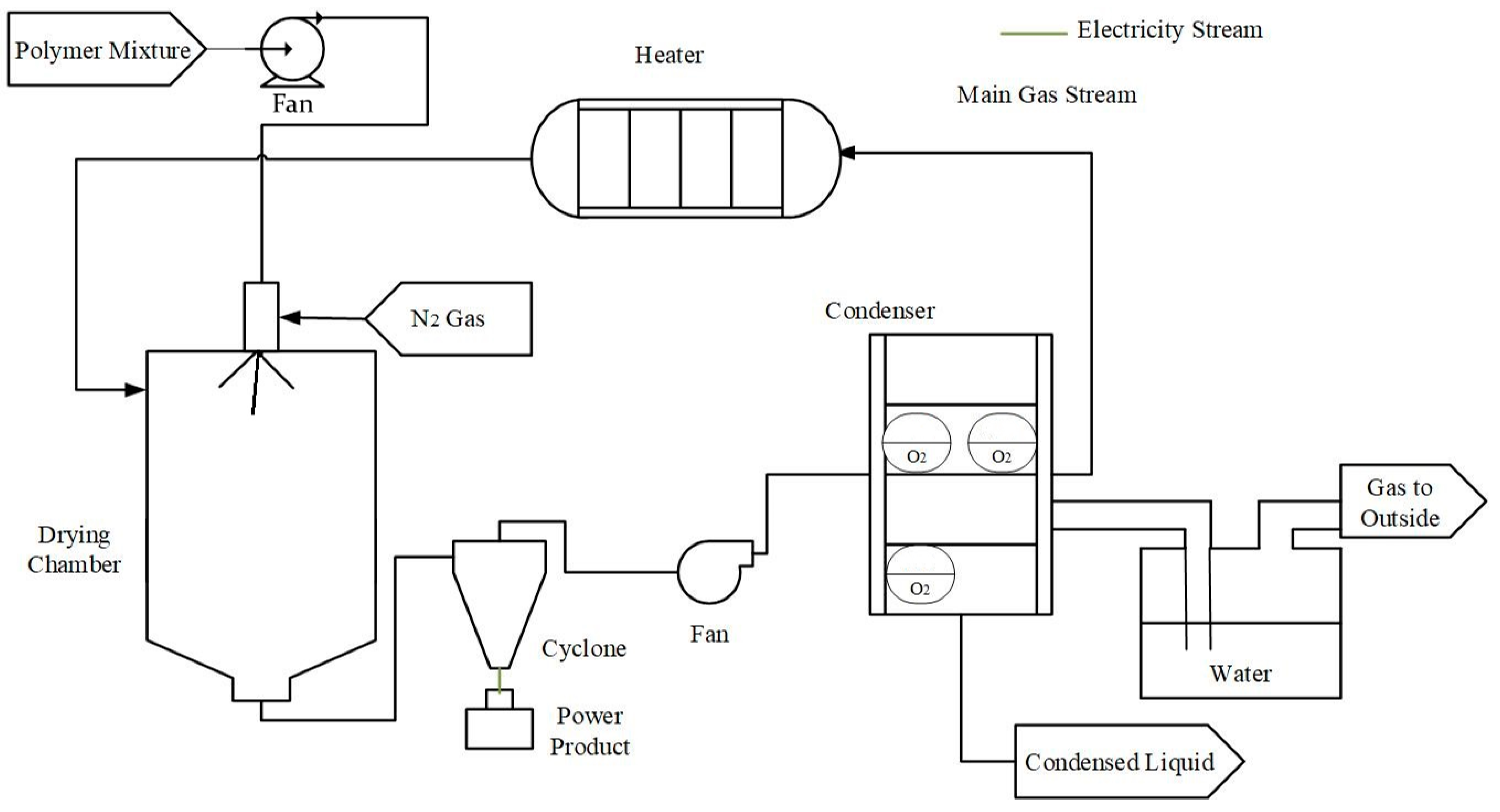
4.2. Spray Drying
5. Lutein Microencapsulation and Solubility
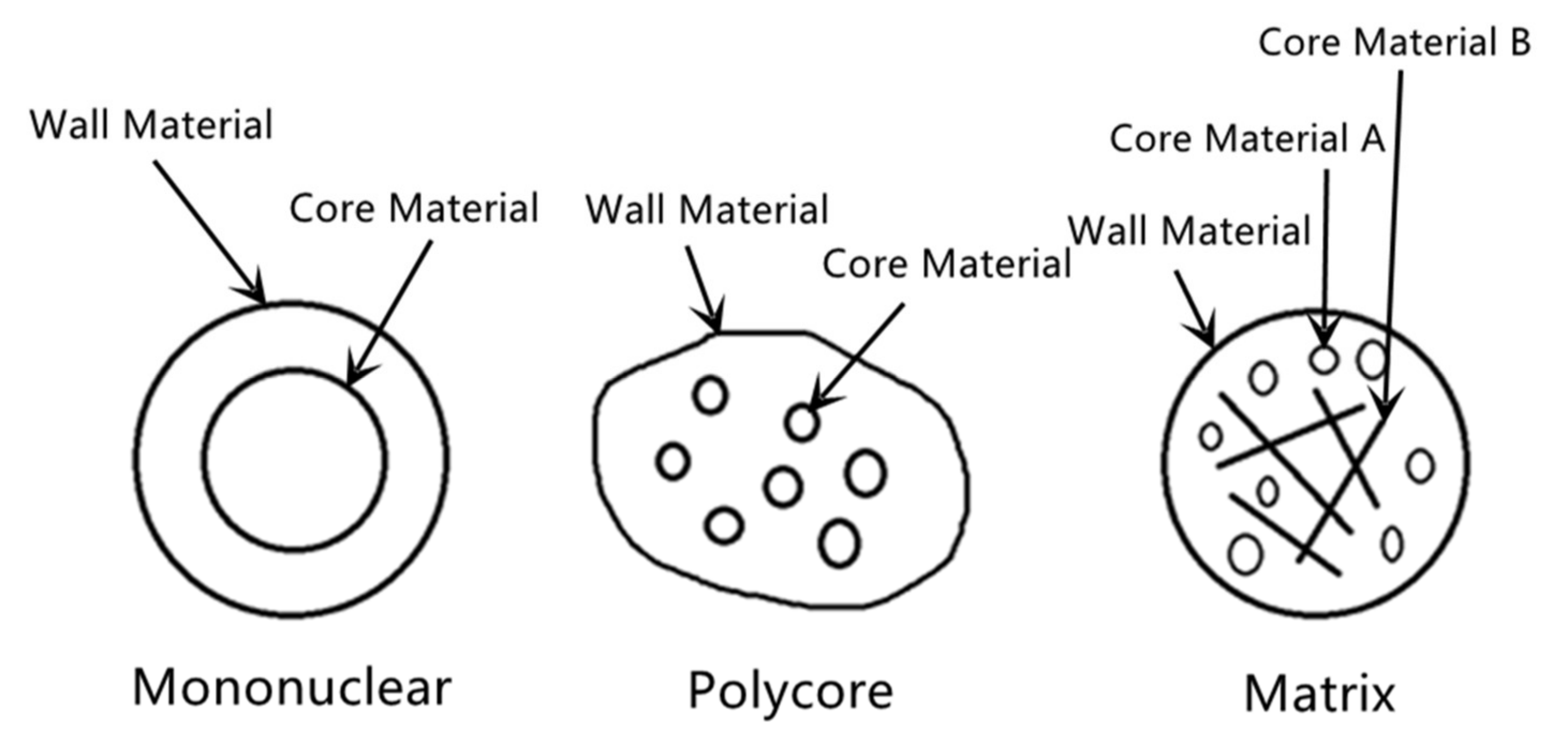
5.1. Classification of Microcapsules
5.2. Lutein Microcapsules
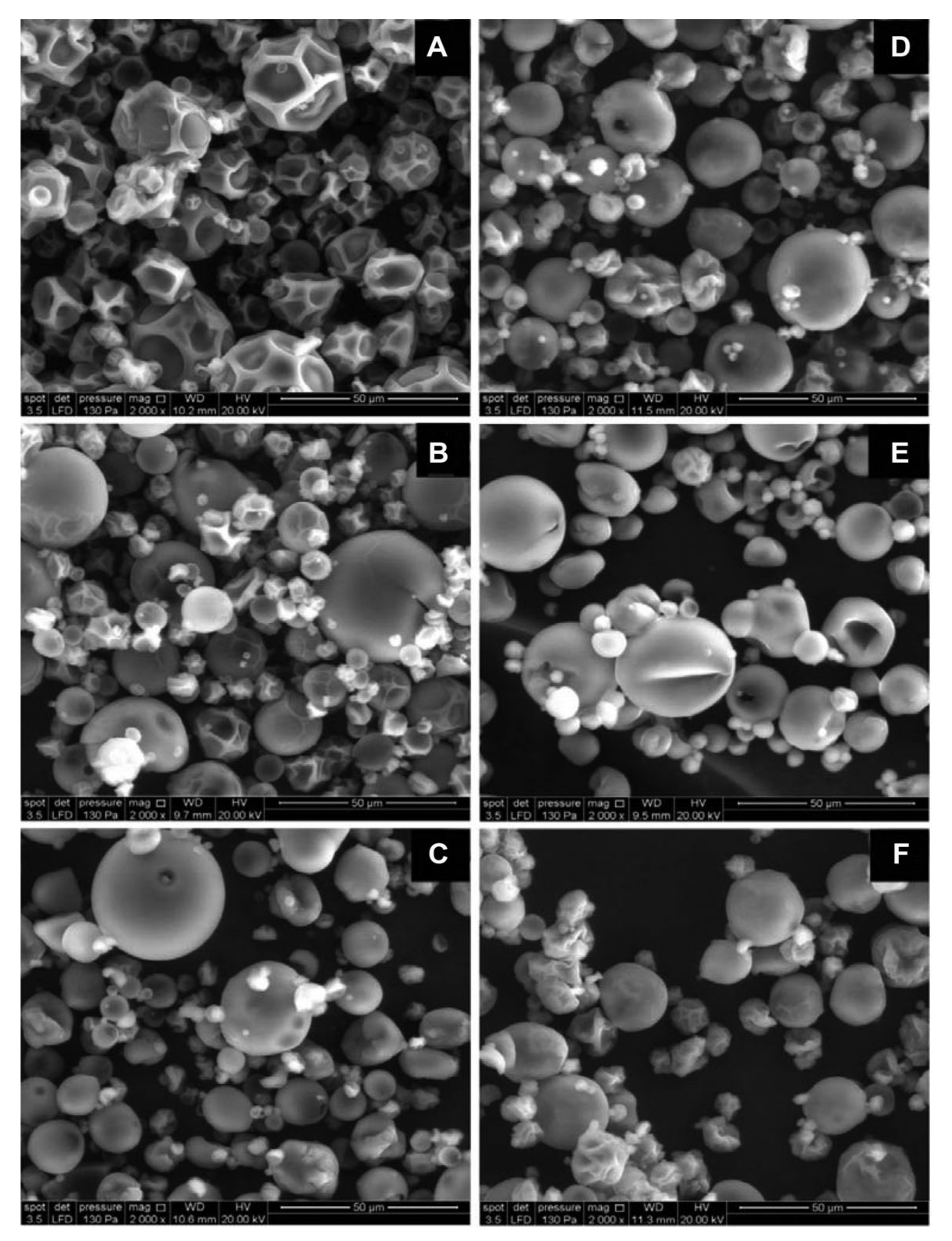
5.3. External Morphology and Glass Transition Temperature of Maltodextrin-Lutein Microcapsules
5.4. Characterization of Encapsulated Lutein
5.5. Characterization of Encapsulated Lutein
6. Gap Analysis and Opportunities for Process Improvement
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Kijlstra, A.; Tian, Y.; Kelly, E.R.; Berendschot, T.T. Lutein: More than just a filter for blue light. Prog. Retin. Eye Res. 2012, 31, 303–315. [Google Scholar] [CrossRef]
- Kelm, M.A.; Flanagan, V.P.; Pawlosky, R.J.; Novotny, J.A.; Clevidence, B.A.; Britz, S.J. Quantitative determination of 13C-labeled and endogenous β-carotene, lutein, and vitamin A in human plasma. Lipids 2001, 36, 1277. [Google Scholar] [CrossRef] [PubMed]
- Kurilich, A.C.; Britz, S.J.; Clevidence, B.A.; Novotny, J.A. Isotopic labeling and LC-APCI-MS quantification for investigating absorption of carotenoids and phylloquinone from kale (Brassica oleracea). J. Agric. Food Chem. 2003, 51, 4877–4883. [Google Scholar] [CrossRef] [PubMed]
- Tyssandier, V.; Reboul, E.; Dumas, J.-F.; Bouteloup-Demange, C.; Armand, M.; Marcand, J.; Sallas, M.; Borel, P. Processing of vegetable-borne carotenoids in the human stomach and duodenum. Am. J. Physiol.Gastrointest. Liver Physiol. 2003, 284, G913–G923. [Google Scholar] [CrossRef] [PubMed]
- Zaripheh, S.; Erdman, J.W., Jr. Factors that influence the bioavailablity of xanthophylls. J. Nutr. 2002, 132, 531S–534S. [Google Scholar] [CrossRef]
- Marchetti, N.; Bonetti, G.; Brandolini, V.; Cavazzini, A.; Maietti, A.; Meca, G.; Mañes, J. Stinging nettle (Urtica dioica L.) as a functional food additive in egg pasta: Enrichment and bioaccessibility of Lutein and β-carotene. J. Funct. Foods 2018, 47, 547–553. [Google Scholar] [CrossRef]
- Fernández-Sevilla, J.M.; Fernandez, F.G.A.; Grima, E.M. Biotechnological production of lutein and its applications. Appl. Microbiol. Biotechnol. 2010, 86, 27–40. [Google Scholar] [CrossRef]
- Becerra, M.O.; Contreras, L.M.; Lo, M.H.; Díaz, J.M.; Herrera, G.C. Lutein as a functional food ingredient: Stability and bioavailability. J. Funct. Foods 2020, 66, 103771. [Google Scholar] [CrossRef]
- Broniowska, K.A.; Kirilyuk, I.; Wisniewska, A. Spin-labelled lutein as a new antioxidant in protection against lipid peroxidation. Free Radic. Res. 2007, 41, 1053–1060. [Google Scholar] [CrossRef]
- Toniolo, P.; Van Kappel, A.L.; Akhmedkhanov, A.; Ferrari, P.; Kato, I.; Shore, R.E.; Riboli, E. Serum Carotenoids and Breast Cancer. Am. J. Epidemiol. 2001, 153, 1142–1147. [Google Scholar] [CrossRef] [Green Version]
- Chew, B.P.; Brown, C.M.; Park, J.S.; Mixter, P.F. Dietary lutein inhibits mouse mammary tumor growth by regulating angiogenesis and apoptosis. Anticancer. Res. 2003, 23, 3333–3339. [Google Scholar]
- Sommerburg, O.; E E Keunen, J.; Bird, A.C.; Van Kuijk, F.J.G.M. Fruits and vegetables that are sources for lutein and zeaxanthin: The macular pigment in human eyes. Br. J. Ophthalmol. 1998, 82, 907–910. [Google Scholar] [CrossRef]
- Polagruto, J.A.; Wang-Polagruto, J.F.; Braun, M.M.; Lee, L.; Kwik-Uribe, C.; Keen, C.L. Cocoa Flavanol-Enriched Snack Bars Containing Phytosterols Effectively Lower Total and Low-Density Lipoprotein Cholesterol Levels. J. Am. Diet. Assoc. 2006, 106, 1804–1813. [Google Scholar] [CrossRef]
- Nicolle, C.; Cardinault, N.; Aprikian, O.; Busserolles, J.; Grolier, P.; Rock, E.; Demigné, C.; Mazur, A.; Scalbert, A.; Amouroux, P. Effect of carrot intake on cholesterol metabolism and on antioxidant status in cholesterol-fed rat. Eur. J. Nutr. 2003, 42, 254–261. [Google Scholar] [CrossRef] [PubMed]
- McClure, D.D.; Nightingale, J.K.; Luiz, A.; Black, S.; Zhu, J.; Kavanagh, J.M. Pilot-scale production of lutein using Chlorella vulgaris. Algal Res. 2019, 44, 101707. [Google Scholar] [CrossRef]
- Safi, C.; Zebib, B.; Merah, O.; Pontalier, P.-Y.; Vaca-Garcia, C. Morphology, composition, production, processing and applications of Chlorella vulgaris: A review. Renew. Sustain. Energy Rev. 2014, 35, 265–278. [Google Scholar] [CrossRef] [Green Version]
- Zheng, H.; Yin, J.; Gao, Z.; Huang, H.; Ji, X.; Dou, C. Disruption of Chlorella vulgaris cells for the release of biodiesel-producing lipids: A comparison of grinding, ultrasonication, bead milling, enzymatic lysis, and microwaves. Appl. Biochem. Biotechnol. 2011, 164, 1215–1224. [Google Scholar] [CrossRef]
- Gong, M.; Bassi, A. Carotenoids from microalgae: A review of recent developments. Biotechnol. Adv. 2016, 34, 1396–1412. [Google Scholar] [CrossRef] [PubMed]
- Postma, P.; Miron, T.; Olivieri, G.; Barbosa, M.; Wijffels, R.; Eppink, M. Mild disintegration of the green microalgae Chlorella vulgaris using bead milling. Bioresour. Technol. 2015, 184, 297–304. [Google Scholar] [CrossRef]
- Prabakaran, P.; Ravindran, A.D. A comparative study on effective cell disruption methods for lipid extraction from microalgae. Lett. Appl. Microbiol. 2011, 53, 150–154. [Google Scholar] [CrossRef] [PubMed]
- Pernet, F.; Tremblay, R. Effect of ultrasonication and grinding on the determination of lipid class content of microalgae harvested on filters. Lipids 2003, 38, 1191–1195. [Google Scholar] [CrossRef]
- Geciova, J.; Bury, D.; Jelen, P. Methods for disruption of microbial cells for potential use in the dairy industry—A review. Int. Dairy J. 2002, 12, 541–553. [Google Scholar] [CrossRef]
- Cha, K.H.; Lee, H.J.; Koo, S.Y.; Song, D.-G.; Lee, D.-U.; Pan, C.-H. Optimization of Pressurized Liquid Extraction of Carotenoids and Chlorophylls fromChlorella vulgaris. J. Agric. Food Chem. 2010, 58, 793–797. [Google Scholar] [CrossRef] [PubMed]
- Wu, Z.; Wu, S.; Shi, X. Supercritical Fluid Extraction and Determination of Lutein In Heterotrophically Cultivated Chlorella Pyrenoidosa. J. Food Process. Eng. 2007, 30, 174–185. [Google Scholar] [CrossRef]
- Shibata, S.; Ishihara, C.; Matsumoto, K. Improved Separation Method for Highly Purified Lutein fromChlorellaPowder Using Jet Mill and Flash Column Chromatography on Silica Gel. J. Agric. Food Chem. 2004, 52, 6283–6286. [Google Scholar] [CrossRef] [PubMed]
- Cadoni, E.; De Giorgi, M.R.; Medda, E.; Poma, G. Supercritical CO2 extraction of lycopene and β-carotene from ripe tomatoes. Dye. Pigment. 1999, 44, 27–32. [Google Scholar] [CrossRef]
- Rozzi, N.L.; Singh, R.K.; Vierling, R.A.; Watkins, B. Supercritical Fluid Extraction of Lycopene from Tomato Processing Byproducts. J. Agric. Food Chem. 2002, 50, 2638–2643. [Google Scholar] [CrossRef]
- Spencer, P.S.; Schaumburg, H.H. Organic solvent neurotoxicity. Facts and research needs. Scand. J. Work Environ. Health 1985, 11, 53–60. [Google Scholar]
- Herskowitz, A.; Ishii, N.; Schaumburg, H. n-Hexane neuropathy: A syndrome occurring as a result of industrial exposure. N. Engl. J. Med. 1971, 285, 82–85. [Google Scholar] [CrossRef]
- Spencer, P.S.; Schaumburg, H.H. Ultrastructural studies of the dying-back process: IV. Differential vulnerability of PNS and CNS fibers in experimental central-peripheral distal axonopathies. J. Neuropathol. Exp. Neurol. 1977, 36, 300–320. [Google Scholar] [CrossRef]
- Mendell, J.R.; Saida, K.; Ganansia, M.; Jackson, D.; Weiss, H.; Gardier, R.; Chrisman, C.; Allen, N.; Couri, D.; O’Neill, J. Toxic polyneuropathy produced by methyl n-butyl ketone. Science 1974, 185, 787–789. [Google Scholar] [CrossRef]
- Spencer, P.S.; Schaumburg, H.H.; Sabri, M.I.; Veronesi, B.; DiVincenzo, G. The enlarging view of hexacarbon neurotoxicity. CRC Crit. Rev. Toxicol. 1980, 7, 279–356. [Google Scholar] [CrossRef]
- Metrick, S.A.; Brenner, R.P. Abnormal brainstem auditory evoked potentials in chronic paint sniffers. Ann. Neurol. Off. J. Am. Neurol. Assoc. Child Neurol. Soc. 1982, 12, 553–556. [Google Scholar] [CrossRef]
- Sasa, M.; Igarashi, S.; Miyazaki, T.; Miyazaki, K.; Nakano, S.; Matsuoka, I. Equilibrium disorders with diffuse brain atrophy in long-term toluene sniffing. Arch. Oto Rhino Laryngol. 1978, 221, 163–169. [Google Scholar] [CrossRef] [PubMed]
- Spencer, P. Experimental evaluation of selected petrochemicals for subchronic neurotoxic properties. In Toxicology of Petroleum Hydrocarbons; American Petroleum Institute: Washington, DC, USA, 1982; pp. 249–260. [Google Scholar]
- Armstrong, C.M.; Binstock, L. The effects of several alcohols on the properties of the squid giant axon. J. Gen. Physiol. 1964, 48, 265–277. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ratti, C. Hot air and freeze-drying of high-value foods: A review. J. Food Eng. 2001, 49, 311–319. [Google Scholar] [CrossRef]
- Di Matteo, P.; Donsi, G.; Ferrari, G. The role of heat and mass transfer phenomena in atmospheric freeze-drying of foods in a fluidised bed. J. Food Eng. 2003, 59, 267–275. [Google Scholar] [CrossRef]
- Lorentzen, J. Quality and Economics in Freeze Drying. 1979. Available online: https://pascal-francis.inist.fr/vibad/index.php?action=getRecordDetail&idt=PASCAL8010096336 (accessed on 19 June 2021).
- Williams, R.O., III; Watts, A.B.; Miller, D.A. Formulating Poorly Water Soluble Drugs; Springer: Berlin/Heidelberg, Germany, 2016; Volume 22. [Google Scholar]
- Vehring, R. Pharmaceutical Particle Engineering via Spray Drying. Pharm. Res. 2007, 25, 999–1022. [Google Scholar] [CrossRef] [Green Version]
- Masters, K. Applications in the food industry. In Spray Drying Handbook; Longman Scientific & Technical: Essex, UK, 1991. [Google Scholar]
- Dobry, D.E.; Settell, D.M.; Baumann, J.M.; Ray, R.J.; Graham, L.J.; Beyerinck, R.A. A model-based methodology for spray-drying process development. J. Pharm. Innov. 2009, 4, 133–142. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ledet, G.A.; Graves, R.A.; Bostanian, L.A.; Mandal, T.K. Spray-drying of biopharmaceuticals. In Lyophilized Biologics and Vaccines; Springer: Berlin/Heidelberg, Germany, 2015; pp. 273–297. [Google Scholar]
- Turchiuli, C.; Eloualia, Z.; El Mansouri, N.; Dumoulin, E. Fluidised bed agglomeration: Agglomerates shape and end-use properties. Powder Technol. 2005, 157, 168–175. [Google Scholar] [CrossRef]
- Rovey, J.; Stubbers, R.; Jurczyk, B.; Manley, F.; Ruzic, D.; Williams, M. Plasma Properties in the Magnetic Nozzle of an Electron Cyclotron Resonance Plasma Source. In Proceedings of the 44th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Hartford, CT, USA, 21–23 July 2008; p. 5191. [Google Scholar]
- Raybaudi-Massilia, R.M.; Mosqueda-Melgar, J. Polysaccharides as carriers and protectors of additives and bioactive compounds in foods. Complex Word Polysacch. 2012, 16, 429–453. [Google Scholar]
- Wang, Y.; Ye, H.; Zhou, C.; Lv, F.; Bie, X.; Lu, Z. Study on the spray-drying encapsulation of lutein in the porous starch and gelatin mixture. Eur. Food Res. Technol. 2012, 234, 157–163. [Google Scholar] [CrossRef]
- Langrish, T. Multi-scale mathematical modelling of spray dryers. J. Food Eng. 2009, 93, 218–228. [Google Scholar] [CrossRef]
- Aparicio-Ruiz, R.; Mínguez-Mosquera, M.I.; Gandul-Rojas, B. Thermal degradation kinetics of lutein, β-carotene and β-cryptoxanthin in virgin olive oils. J. Food Compos. Anal. 2011, 24, 811–820. [Google Scholar] [CrossRef]
- Kuang, P.; Zhang, H.; Bajaj, P.R.; Yuan, Q.; Tang, J.; Chen, S.; Sablani, S.S. Physicochemical properties and storage stability of lutein microcapsules prepared with maltodextrins and sucrose by spray drying. J. Food Sci. 2015, 80, E359–E369. [Google Scholar] [CrossRef]
- Kim, E.H.-J.; Chen, X.D.; Pearce, D. Surface composition of industrial spray-dried milk powders. 2. Effects of spray drying conditions on the surface composition. J. Food Eng. 2009, 94, 169–181. [Google Scholar] [CrossRef]
- Identifying Color Differences Using L*a*b* or L*C*H* Coordinates. Available online: https://sensing.konicaminolta.us/us/blog/identifying-color-differences-using-l-a-b-or-l-c-h-coordinates/ (accessed on 19 June 2021).
- Partanen, R.; Yoshii, H.; Kallio, H.; Yang, B.; Forssell, P. Encapsulation of sea buckthorn kernel oil in modified starches. J. Am. Oil Chem. Soc. 2002, 79, 219–223. [Google Scholar] [CrossRef]
- Grenha, A.; Seijo, B.; Serra, C.; Remunán-López, C. Chitosan nanoparticle-loaded mannitol microspheres: Structure and surface characterization. Biomacromolecules 2007, 8, 2072–2079. [Google Scholar] [CrossRef]
- Shahidi, F.; Han, X. Encapsulation of food ingredients. Crit. Rev. Food Sci. Nutr. 1993, 33, 501–547. [Google Scholar] [CrossRef] [PubMed]
- Chiou, D.; Langrish, T. Development and characterisation of novel nutraceuticals with spray drying technology. J. Food Eng. 2007, 82, 84–91. [Google Scholar] [CrossRef]
- Ding, Z.; Tao, T.; Wang, X.; Prakash, S.; Zhao, Y.; Han, J.; Wang, Z. Influences of different carbohydrates as wall material on powder characteristics, encapsulation efficiency, stability and degradation kinetics of microencapsulated lutein by spray drying. Int. J. Food Sci. Technol. 2020, 55, 2872–2882. [Google Scholar] [CrossRef]
- Avila-Reyes, S.V.; Garcia-Suarez, F.J.; Jiménez, M.T.; San Martín-Gonzalez, M.F.; Bello-Perez, L.A. Protection of L. rhamnosus by spray-drying using two prebiotics colloids to enhance the viability. Carbohydr. Polym. 2014, 102, 423–430. [Google Scholar] [CrossRef]
- de Barros Fernandes, R.V.; Borges, S.V.; Botrel, D.A. Gum arabic/starch/maltodextrin/inulin as wall materials on the microencapsulation of rosemary essential oil. Carbohydr. Polym. 2014, 101, 524–532. [Google Scholar] [CrossRef] [PubMed]
- Suryabhan, P.; Lohith, K.; Anu-Appaiah, K. Sucrose and sorbitol supplementation on maltodextrin encapsulation enhance the potential probiotic yeast survival by spray drying. LWT 2019, 107, 243–248. [Google Scholar] [CrossRef]
- Muhoza, B.; Zhang, Y.; Xia, S.; Cai, J.; Zhang, X.; Su, J. Improved stability and controlled release of lutein-loaded micelles based on glycosylated casein via Maillard reaction. J. Funct. Foods 2018, 45, 1–9. [Google Scholar] [CrossRef]
- Dima, Ş.; Dima, C.; Iordăchescu, G. Encapsulation of functional lipophilic food and drug biocomponents. Food Eng. Rev. 2015, 7, 417–438. [Google Scholar] [CrossRef]
- Van Citters, G.W.; Lin, H.C. The ileal brake: A fifteen-year progress report. Curr. Gastroenterol. Rep. 1999, 1, 404–409. [Google Scholar] [CrossRef] [PubMed]
- Langer, R.; Peppas, N. Chemical and physical structure of polymers as carriers for controlled release of bioactive agents: A review. J. Macromol. Sci. Rev. Macromol. Chem. Phys. 1983, 23, 61–126. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Species | Maximum Specific Lutein Concentration (mg g −1 DCW) | Biomass Concentration (g L−1) | Lutein Productivity (mg L−1 day −1) |
|---|---|---|---|
| Chlorella Minutissima | 8.24 | 3 | 6.4 |
| Chlorella protothecoides | 4.58 | 19.6 | 11.3 |
| Chlorella sorokiniana | 5.21 | 2.5 | 5.78 |
| Chlorella vugaris | 3.86 | 1.28 | 0.51 |
| Chlorella vugaris (UTEX 1803) | 9.82 | 2.93 | 11.98 |
| Chlorella vugaris (CS-41) | 4.85 | 16.4 | 8.4 |
| Classification | Description | Neurological Dysfunction | Related Research |
|---|---|---|---|
| Alkanes | Hexane, the most commonly used alkane solvent, is believed to cause chronic nervous system damage. Depending on the degree, it can be partially or fully restored to healthy levels after stopping exposure [28]. Its human metabolite is 2,5-hexanedion [29,30]. | Sensorimotor or peripheral motor neuropathy, cranial and autonomic dysfunction, Sensorimotor or peripheral motor neuropathy, cranial and autonomic dysfunction [29]. | By exposing the rats to different doses of pure AZ-hexane, the rats showed the same symptoms as humans suffering from mental illness [30]. |
| Ketones | Take n-butyl ketone as an example, which causes the same nerve damage pattern as hexane [28,31]. | Sensorimotor or peripheral motor neuropathy, cranial and autonomic dysfunction, Sensorimotor or peripheral motor neuropathy, cranial and autonomic dysfunction [29]. | Workers who are exposed to the compound suffer from the same type of psychosis as hexane, and it is difficult to distinguish specific types. At the same time, methyl ethyl ketone can enhance the neurotoxicity of n-hexane [32]. |
| Benzene | Repeated inhalation of toluene causes irreversible damage to the brain structure [33]. | Anxiety, irritability, memory loss and mood swings.Limbs and nystagmus, hearing and speech impairment, and obvious brain stem and cerebellar atrophy [33,34]. | Through multiple intravenous injections, the dog’s cerebellum and cortex deformed. After the rats were exposed to toluene at a concentration of 1200–1400 pm for 14 h/day for 35 days, high-frequency hearing loss and cochlear changes were found [35]. |
| Alcohols | Ethanol mainly affects the excitability of the human body. | Ethanol can cause a decrease in nerve conduction velocity. | Low concentration of ethanol increases the excitability of the human body, increasing the concentration, the excitability decreases [36]. |
| Items | Parameter |
|---|---|
| The ratio of core to wall material | 1:30 |
| Embedding Temperature | 60 °C |
| Embedding Time | 1.5 h |
| Inlet Gas Temperature | 190 °C |
| Feed Flow Rate | 50 mL/min |
| Drying Air Flow Rate | 60 m3/h |
| Encapsulation Efficiency | (94.4 ± 0.4)% |
| Yield of Product | (96.6 ± 1.7)% |
| Height | 150 cm |
| Diameter | 80 cm |
| Methods (Test the Absorbance Value, λmax = 445 nm) | Results | |
|---|---|---|
| Temperature | a. 10 mL of lutein solution was heated for 10 min at different temperatures (0–100 °C). b. Keep 10 mL lutein solution at 100 °C for a certain heating time (10–60 min). | When the temperature is lower than 70 °C, heating has little effect on R (%) of free lutein and microencapsulated lutein. When the temperature exceeds 70 °C, under the same conditions, the content of free lutein decreased by 6%, while the content of microencapsulated lutein only decreased by 1% The microcapsulated lutein shows better thermal stability than unencapsulated lutein. |
| pH | Ten milliliters of lutein solution at 25 °C was tested for 1 H at different pH values (1–11). | R (%) increased in the pH range of 1–9 and decreased in the pH range of 9–11. The R (%) of microcapsulated lutein is always around 15% higher than that of free lutein during this process. |
| Light | One-hundred milliliter lutein solution at pH 7 was exposed to daylight for several days (0–30 days). | R (%) of lutein within 5 days did not change. In 5–30 days, the free lutein R (%) decreased by 43%, and the R (%) of microencapsulated lutein decreased by 7% compared with the lutein solution before spray drying. The microcapsulated lutein has better light stability than unencapsulated lutein. |
| Oxygen | One-hundred milliliter lutein solution at pH 7 was exposed for 70% oxygen content at 25 °C for a certain time (0–10 h). | Within 2 h, R (%) was relatively stable. After 2 h, the free lutein R (%) dropped to 69.4%, and the microencapsulated lutein R (%) dropped to 85.1%. The microencapsulated lutein has better oxygen stability than unencapsulated lutein. |
| Microcapsules | Tgi (℃) | (Tge−Tgi) (℃) | L* | a* | b* |
|---|---|---|---|---|---|
| M040:0 | NA | NA | 64.9 ± 0.89a | −2.16 ± 0.11d | 29.8 ± 0.51f |
| M040:1 | 82.4 ± 0.36b | 23.0 ± 1.69bc | 60.6 ± 0.36def | −1.42 ± 0.01a | 36.6 ± 0.17cd |
| M040:3 | 65.1 ± 0.16d | 20.3 ± 2.66cd | 62.0 ± 0.95cd | −1.36 ± 0.10a | 40.0 ± 0.56b |
| M100:0 | NA | NA | 64.2 ± 0.59ab | −2.28 ± 0.06d | 32.1 ± 0.25e |
| M100:1 | 76.1 ± 2.00c | 25.9 ± 1.45b | 60.0 ± 0.48ef | −2.80 ± 0.08e | 31.8 ± 0.23e |
| M100:3 | 59.2 ± 0.28e | 18.6 ± 0.29cd | 64.1 ± 0.89ab | −1.99 ± 0.04c | 37.4 ± 0.50c |
| M180:0 | 106.1 ± 1.70a | 18.4 ± 3.39cd | 62.6 ± 1.71bc | −2.21 ± 0.09d | 36.2 ± 0.86d |
| M180:1 | 73.5 ± 2.96c | 32.4 ± 3.59a | 59.3 ± 1.70f | −1.40 ± 0.06a | 41.1 ± 1.08a |
| M180:3 | 56.7 ± 0.28e | 17.3 ± 0.39d | 61.3 ± 0.90cde | −1.78 ± 0.01b | 39.0 ± 0.56b |
| Encapsulation Material and Mass Ratio | Median Particle Size (um) | Moisture Content (%) | Moisture Adsorption (%) | Encapsulation Efficiency (%) | Retention Value (%) | Product Yield (%) |
|---|---|---|---|---|---|---|
| Sucrose | 7.0 ± 0.5 | 1.4 ± 0.2 | 0.8 ± 0.3 | 0.7 ± 0.5 | 22.2 ± 0.7 | 55.6 ± 1.4 |
| Trehalose | 7.6 ± 0.5 | 3.3 ± 0.3 | 9.0 ± 0.3 | 70.6 ± 1.2 | 86.3 ± 2.2 | 69.1 ± 3.2 |
| Inulin | 7.7 ± 0.6 | 3.8 ± 0.5 | 8.4 ± 0.3 | 75.0 ± 0.7 | 86.5 ± 0.9 | 67.7 ± 3.1 |
| Modified starch | 9.4 ± 0.7 | 2.3 ± 0.3 | 9.4 ± 0.4 | 73.2 ± 0.9 | 83.6 ± 0.9 | 92.6 ± 1.0 |
| Maltodextrin 10 | 7.5 ± 0.6 | 3.5 ± 0.2 | 12.4 ± 1.3 | 61.2 ± 1.1 | 84.1 ± 4.5 | 92.4 ± 1.2 |
| Maltodextrin 15 | 7.2 ± 0.4 | 3.5 ± 0.2 | 13.6 ± 1.0 | 58.9 ± 1.8 | 82.4 ± 2.9 | 90.7 ± 1.8 |
| Maltodextrin 20 | 6.8 ± 0.8 | 3.1 ± 0.2 | 16.7 ± 0.6 | 56.1 ± 2.8 | 83.3 ± 2.8 | 83.1 ± 1.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, Z.; Langrish, T. A Review of the Extraction and Closed-Loop Spray Drying-Assisted Micro-Encapsulation of Algal Lutein for Functional Food Delivery. Processes 2021, 9, 1143. https://doi.org/10.3390/pr9071143
Lei Z, Langrish T. A Review of the Extraction and Closed-Loop Spray Drying-Assisted Micro-Encapsulation of Algal Lutein for Functional Food Delivery. Processes. 2021; 9(7):1143. https://doi.org/10.3390/pr9071143
Chicago/Turabian StyleLei, Zexin, and Timothy Langrish. 2021. "A Review of the Extraction and Closed-Loop Spray Drying-Assisted Micro-Encapsulation of Algal Lutein for Functional Food Delivery" Processes 9, no. 7: 1143. https://doi.org/10.3390/pr9071143