
Influence of the Application of a Sound Field on the Flow State Reduction of Newman Fine Iron Ore

Abstract
:1. Introduction
2. Experiment
2.1. Experimental Materials
2.2. Experimental Equipment
2.3. Experimental Scheme and Procedure
3. Experimental Results and Discussion
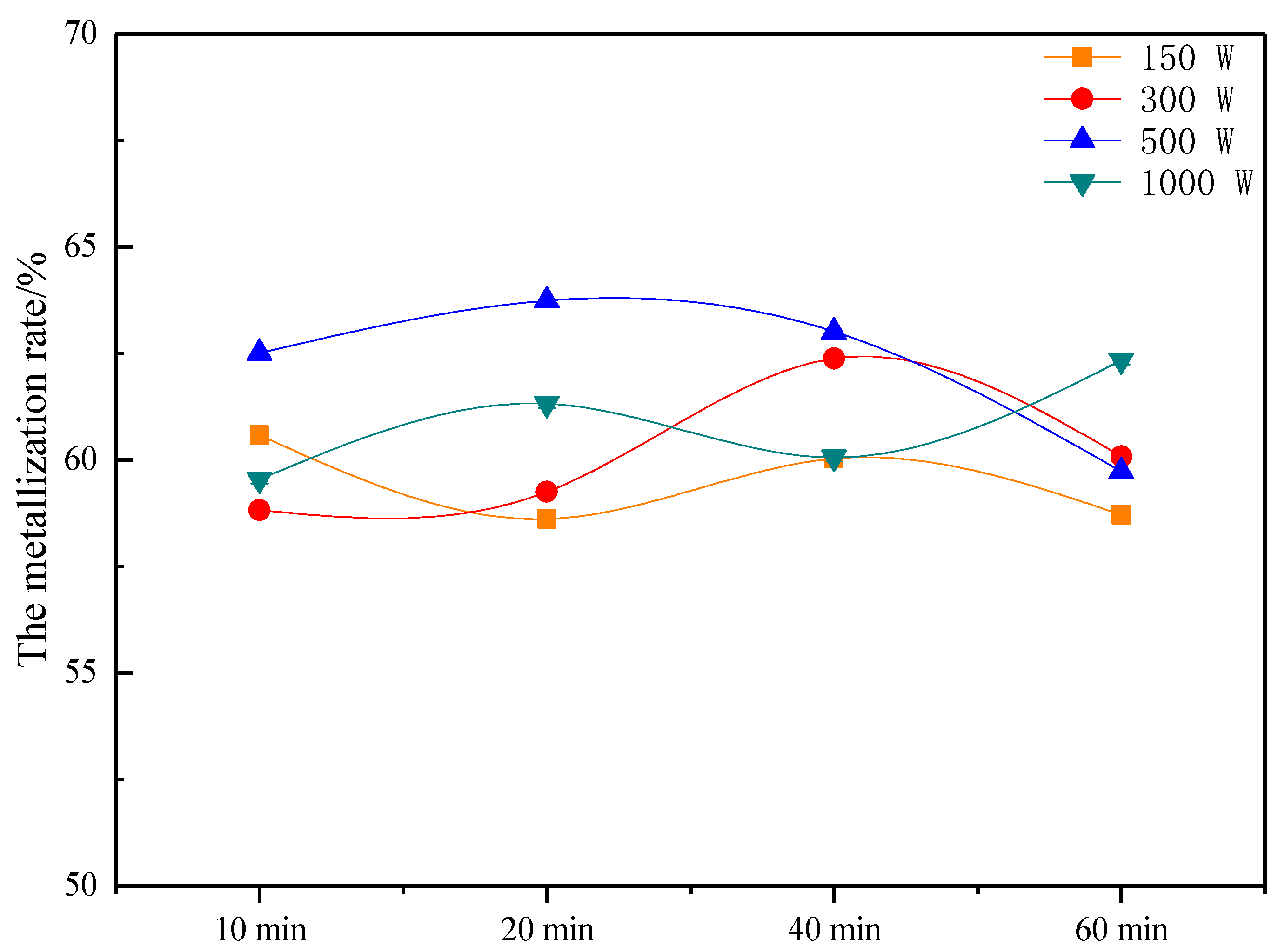
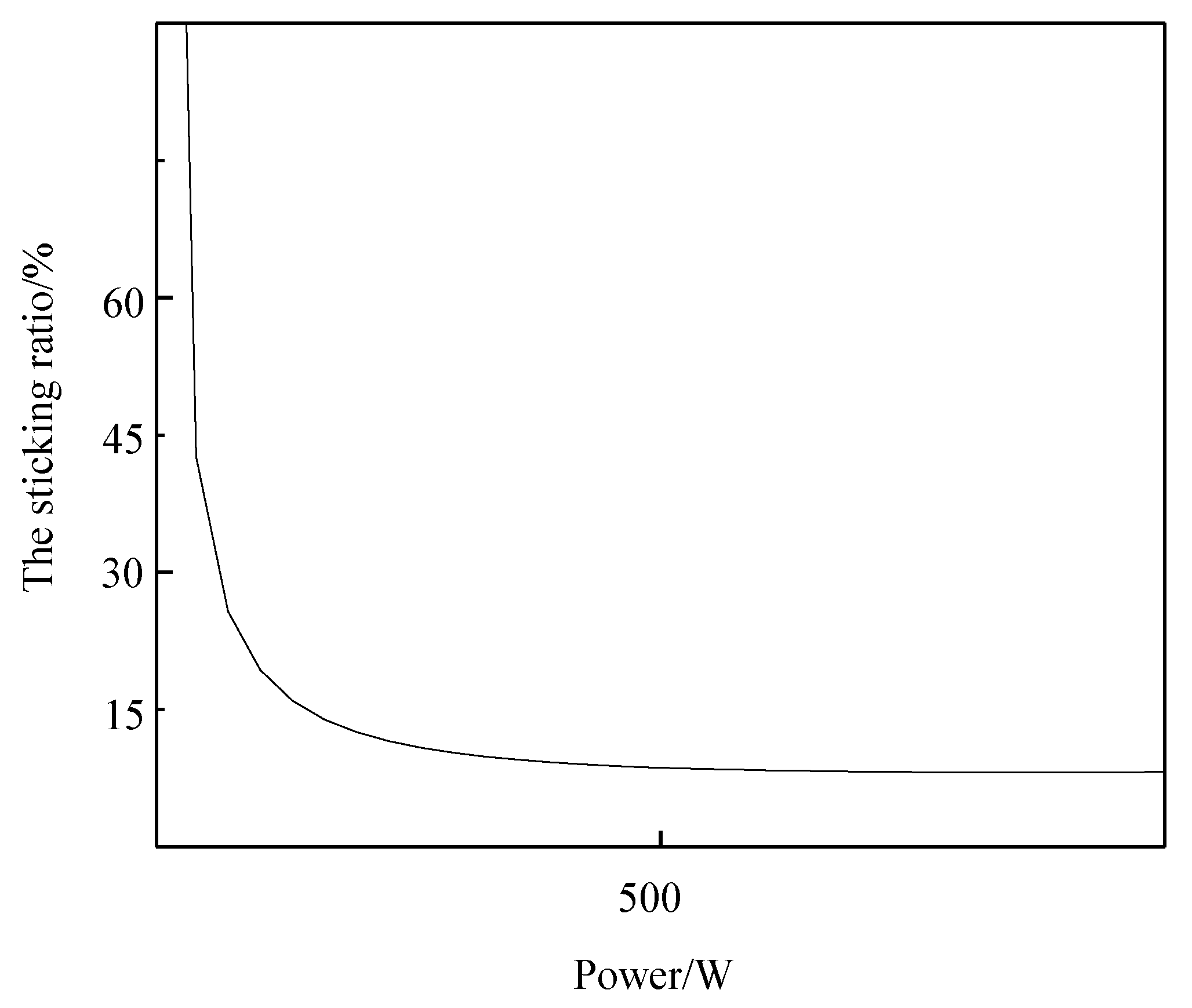
3.1. Influence of the Acoustic Power on the Reduction of Iron Ore Powder
3.2. Influence of the Acoustic Frequency on the Fluidization Characteristics of Iron Ore Powder Particles
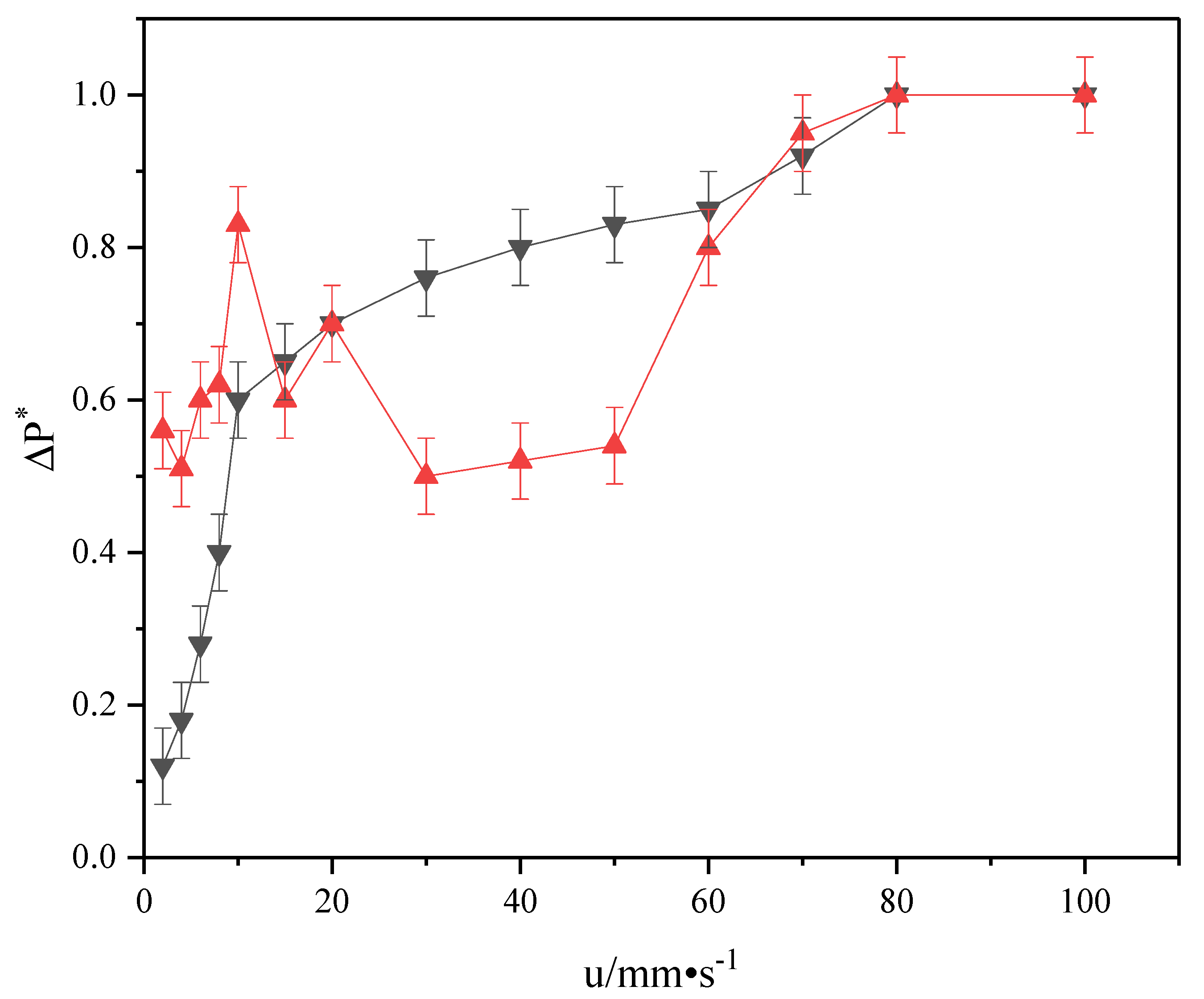
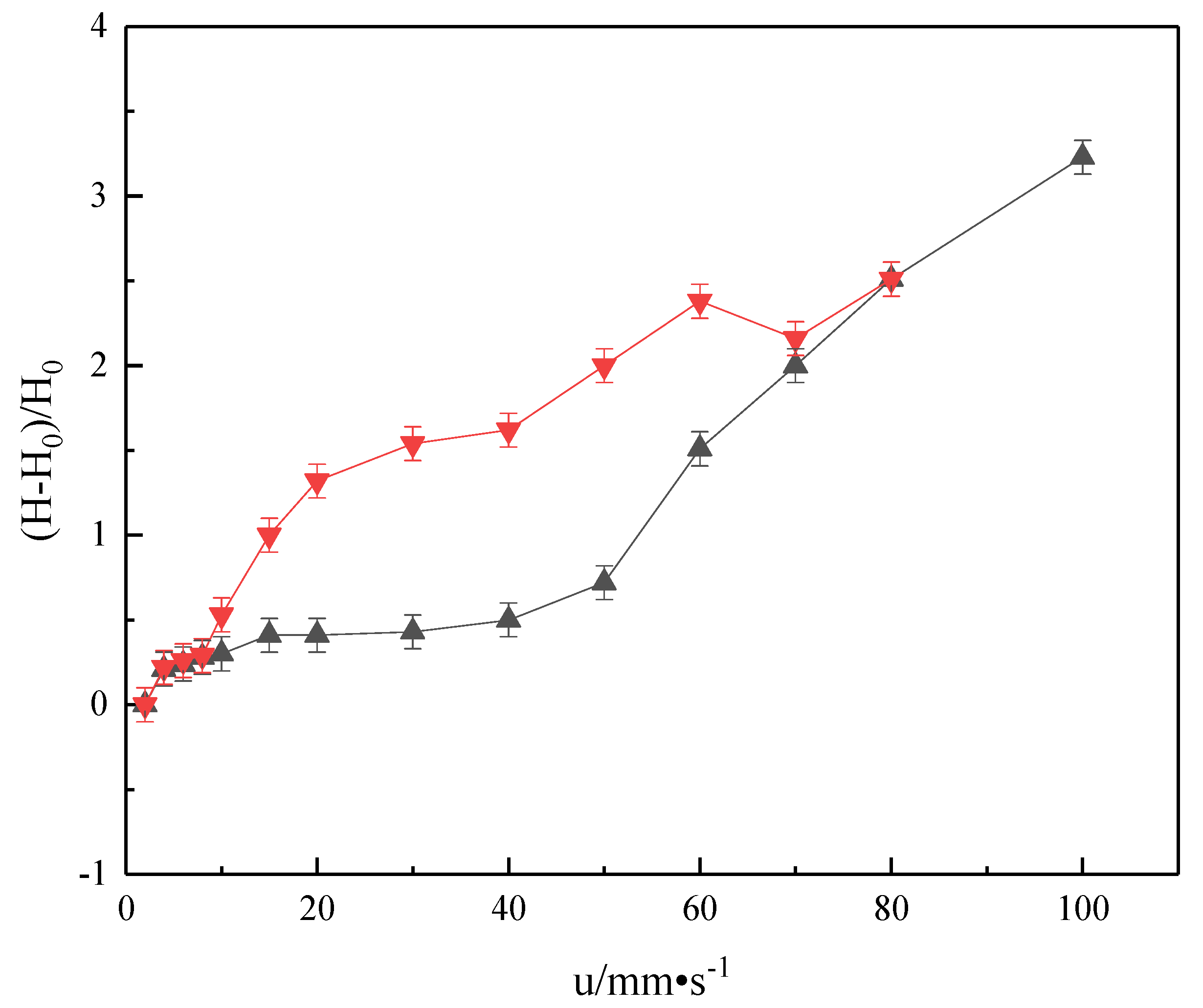
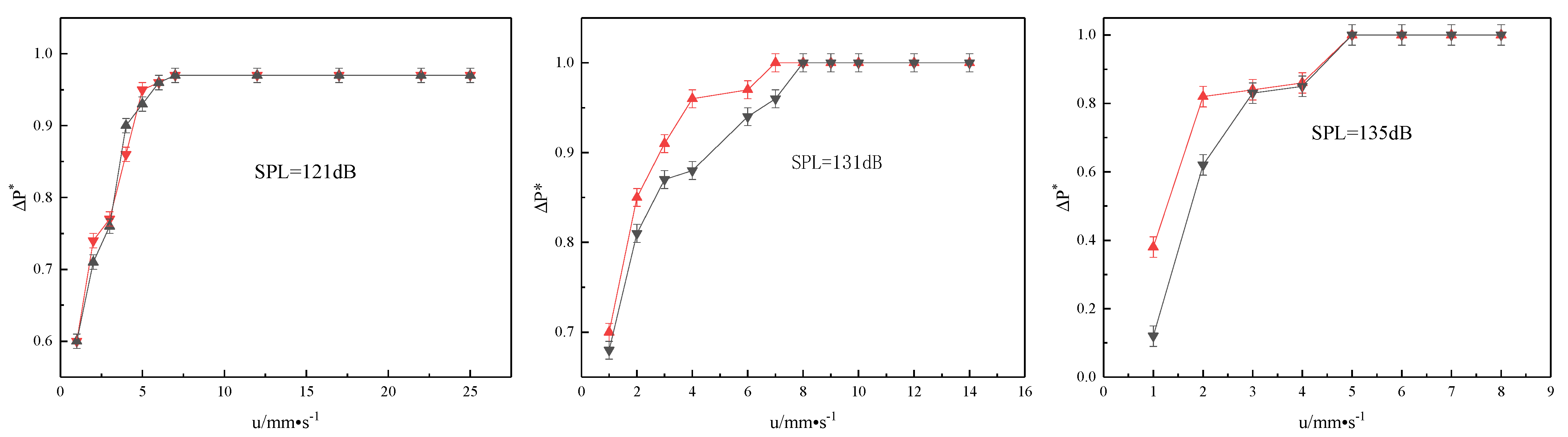
3.3. Influence of the Sound Pressure on the Fluidization Characteristics of the Iron Ore Powder Particles
4. Sound Field Inhibits the Bonding Loss of the Flow Mechanism
4.1. Characteristics of the Sound Field in the Fluidized Bed
4.1.1. Fluidization Characteristics
4.1.2. Energy Transfer
4.2. External Force of Iron Ore Powder Particles in the Sound Field
4.2.1. Viscous Force
4.2.2. Van der Waals forces
- a.
- Effect of Surface Roughness
- b.
- Use of Isolators
4.2.3. Electrostatic Force
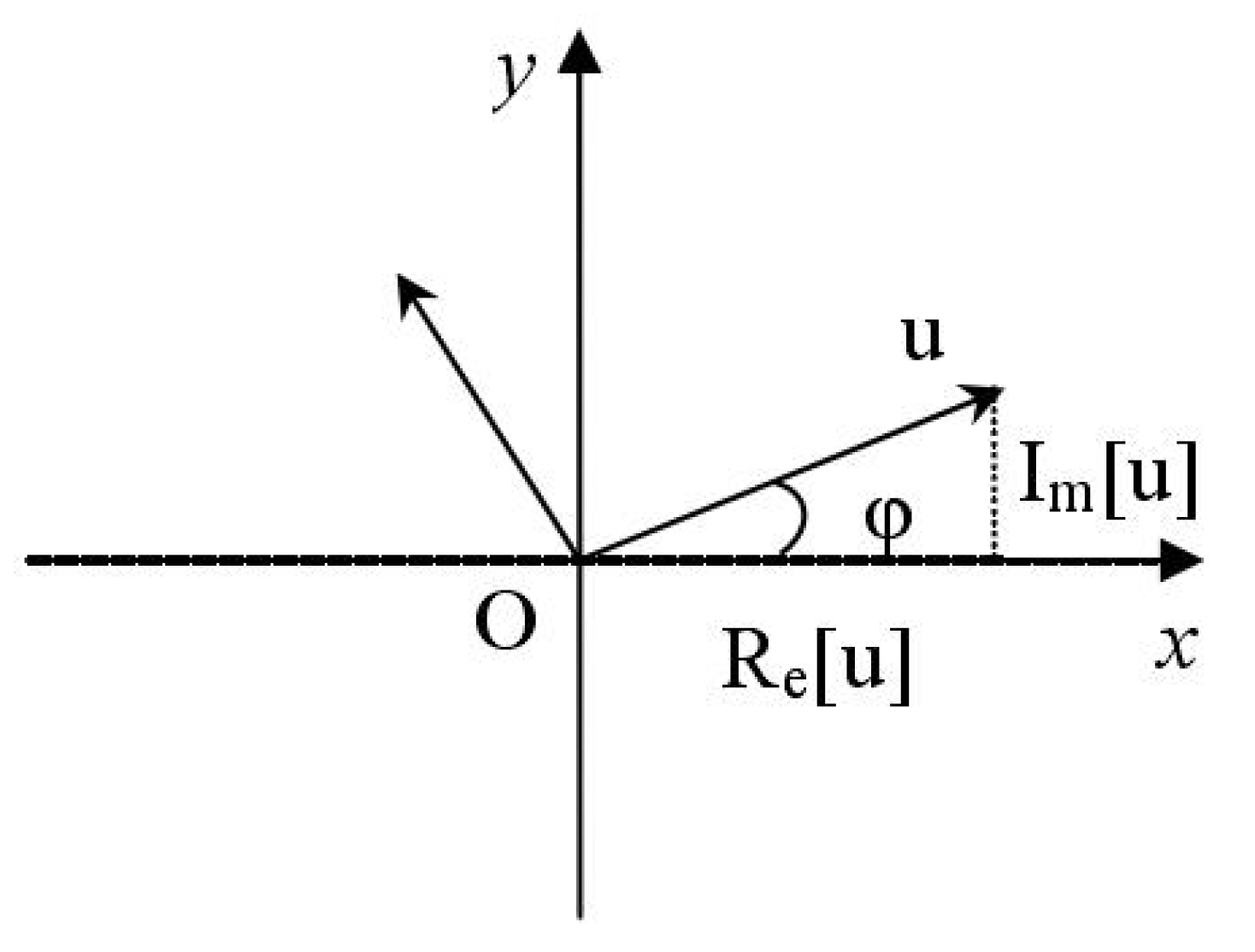
4.2.4. Acoustic Force
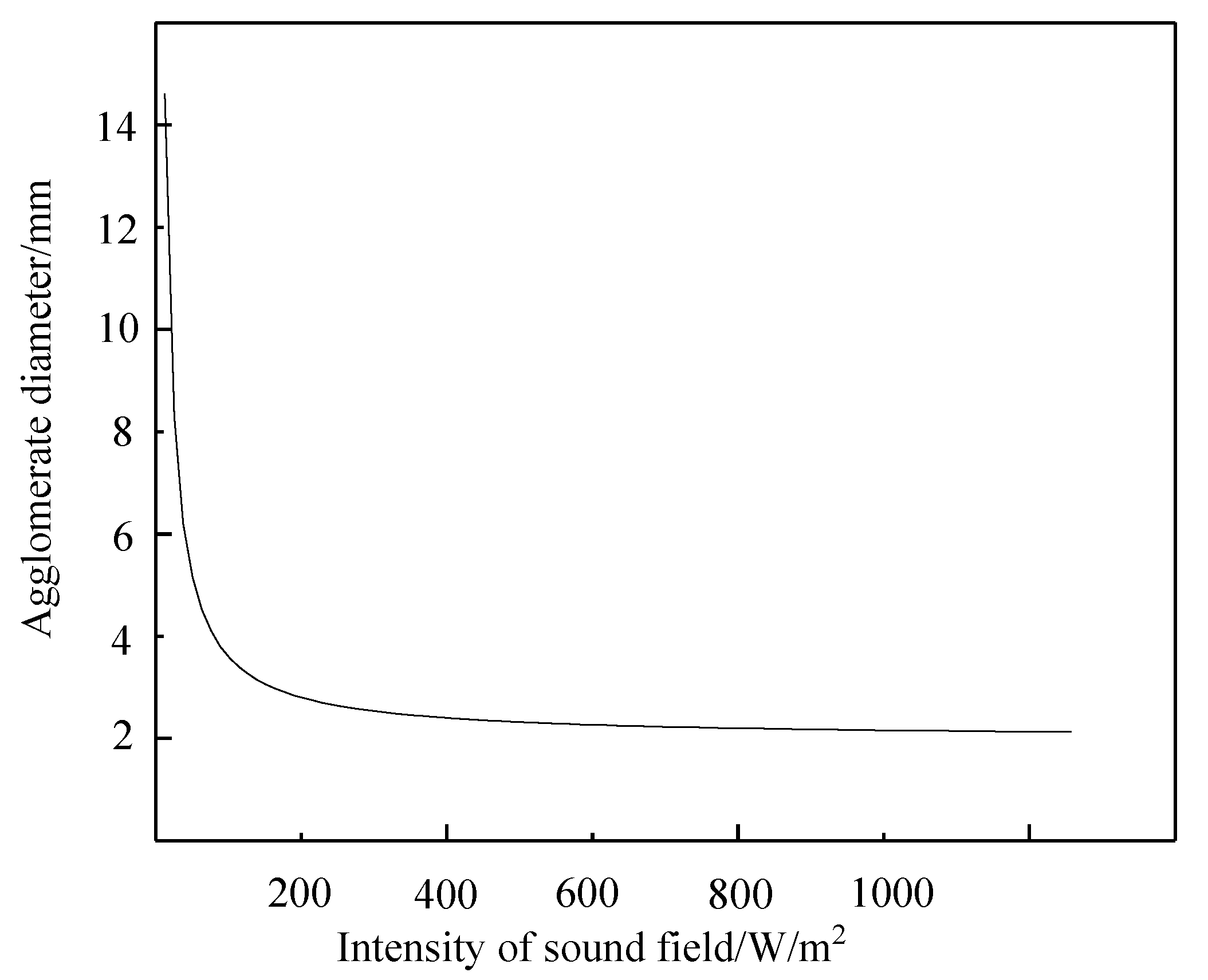
4.3. Breaking of the Cluster due to the Application of the Sound Field
5. Conclusions
- The addition of an acoustic field in the iron ore powder reduction process can significantly reduce the bond ratio and improve the fluidization quality;
- The bond ratio decreases with increasing sound field power. When the sound field power is large, the bond ratio’s decrease becomes smaller;
- A higher sound pressure corresponds to a lower critical fluidization velocity and better fluidization quality. An optimal range of frequencies is identified, with the lowest critical fluidization velocity and highest fluidization quality of the iron ore powder particles obtained in the frequency range of 100–150 Hz. When the frequency is below 100 Hz or above 150 Hz, the critical fluidization velocity increases and the effect of the sound wave is weakened;
- The energy provided by the sound field can break the large agglomerates into small clusters, which is conducive to the fluidization of fine iron ore particles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, Q.Y.; Gu, Z.H.; Li, Z.P.; Zhang, Y.Y.; Wang, H.C. Effects of pressure and plastic addition on sticking of fine iron ore particles in fluidized bed reduction. J. Iron Steel Res. Int. 2020, 28, 140–151. [Google Scholar] [CrossRef]
- Xu, Q.; Li, Z.; Gu, Z. Experimental Investigation of the Fluidization Reduction Characteristics of Iron Particles Coated with Carbon Powder under Pressurized Conditions. Molecules 2020, 25, 1810. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, Q.; Liu, Z.; Li, Z.; Wang, J.; Zhou, L. The Effect of Carbon Dissection of Waste Plastics on Inhibiting the Adhesion of Fine Iron Ore Particles during Hydrogen Reduction. Metals 2018, 8, 523. [Google Scholar] [CrossRef] [Green Version]
- Xu, Q.; Li, Z.; Gu, Z.; Yin, Z. Optimization of fluidized reduction conditions for Brazilian iron ore powder. Iron Steel Vanadium Titanium 2020, 41, 99–104. [Google Scholar]
- Xu, Q.; Ma, H.; Wang, H.; Fu, Y.; Wang, J. Optimization Study on inhibition of particle adhesion by fluidized reduced iron ore powder. Anhui Univ. Technol. (Nat. Sci. Ed.) 2017, 34, 111–114. (In Chinese) [Google Scholar]
- Zhang, B.; Gong, X.Z.; Wang, Z.; Guo, Z.C. Relation between Sticking and Metallic Iron Precipitation on the Surface of Fe2O3 Particles Reduced by CO in the Fluidized Bed. ISIJ Int. 2011, 51, 1403–1409. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.; Xiao, W.D.; Zhang, P. Processing mineralogy study on lead and zinc oxide ore in Sichuan. Metals 2016, 6, 93. [Google Scholar] [CrossRef] [Green Version]
- Xue, Q.; Ma, Y.J.; Lei, J.F.; Yang, R.; Wang, C. Evolution of microstructure and phase composition of Ti-3Al-5Mo-4.5V alloy with varied β phase stability. J. Mater. Sci. Technol. 2018. [Google Scholar] [CrossRef]
- Xu, Q.Y.; Li, Z.P.; Liu, Z.Z.; Wang, J.J. The Effect of Pressurized Decarbonization of CO on Inhibiting the Adhesion of Fine Iron Ore Particles. Metals 2018, 8, 525. [Google Scholar] [CrossRef] [Green Version]
- Piotrowski, K.; Mondal, K.; Lorethova, H.; Stonawski, L.; Szymański, T.; Wiltowski, T. Effect of gas composition on the kinetics of iron oxide reduction in a hydrogen production process. Int. J. Hydrogen Energy 2005, 30, 1543–1554. [Google Scholar] [CrossRef]
- Suzuki, K.; Fujigami, A.; Yamazaki, R.; Jimbo, G. Characteristics of vibro-fluidized bed for drying of wetted and agglomerated particles. J. Chem. Eng. Jpn. 1980, 13, 495–498. [Google Scholar] [CrossRef]
- Beeckmans, J.M.; Chu, J.C.H. Solids mixing kinetics and segregation in a vibrostabilized fluid bed. Can. J. Chem. Eng. 1987, 65, 536–540. [Google Scholar] [CrossRef]
- Erdesz, K.; Mujumdar, A.S. Hydrodynamic aspects of conventional and vibrofluidized beds-a comparative evaluation. Powder Technol. 1986, 46, 167–172. [Google Scholar] [CrossRef]
- Tang, H.; Zhao, J. study on agglomeration behavior of fine powder in vibrated fluidized bed. Chem. Ind. Eng. 1996, 13, 6–10. [Google Scholar]
- Mori, S.; Yamamoto, A.; Haruta, T.; Yamada, T.; Mizutani, E. Vibro-Fluidization of very fine particles. In Fluidization ’88-Scince and Technology, CJF-3 Symposium; Kwauk, M., Kunii, D., Eds.; Academic Press: Beijing, China, 1988; pp. 75–81. [Google Scholar]
- Levy, E.K.; Shnitzer, I.; Masaki, T.; Salmento, J. Effect of an Acoustic Field on Bubbling in a Gas Fluidized Bed. Powder Technol. 1997, 90, 53–57. [Google Scholar] [CrossRef]
- Chirone, R.; Massimilla, L.; Russo, S. Bubble-free Fluidization of a Cohesive Powder in an Acoustic Field. Chem. Eng. Sci. 1993, 48, 41–52. [Google Scholar] [CrossRef]
- Herrera, C.A.; Levy, E.K.; Ochs, J. Characteristics of Acoustic Standing Waves in Fluidized Beds. AIChE J. 2002, 48, 503–513. [Google Scholar] [CrossRef]
- Guo, Q.J.; Yang, X.P.; Shen, W.Z.; Liu, H. Agglomerate Size in an Acoustic Fluidized Bed with Sound Assistance. Chem. Eng. Process. 2007, 46, 307–313. [Google Scholar] [CrossRef]
- Xu, X. Acoustics Basis; Science Press: Beijing, China, 2003; pp. 236–242. [Google Scholar]
- Roy, R.; Davison, J.F.; Tuponogov, V.G. The Velocity of Sound in Fluidized Beds. Chem. Eng. Sci. 1990, 45, 3233–3245. [Google Scholar] [CrossRef]
- Dahneke, B. The Influence of Flattening on the Adhesion of Particles. J. Colloid Interface Sci. 1972, 40, 1–13. [Google Scholar] [CrossRef]
- Overbeek, J.T. Colloid Science; Elsevier: Amsterdam, The Netherlands, 1952; Volume 1, p. 245. [Google Scholar]
- Van Der Waals, J.D. The Effects of Corporate Environmental Practices on Financial Performance of Global Companies. Ph.D. Thesis, Leiden University, Leiden, The Netherlands, 1873. [Google Scholar]
- Visser, J. Lockedness profile for non-homogeneous liberation of symmetrical particles. Powder Technol. 1989, 58, 11–15. [Google Scholar]
- Harper, W.R. The generation of static charge. Adv. Phys. 1957, 6, 365–417. [Google Scholar] [CrossRef]
- Montgomery, D.J. Static electrification of solids. Solid State Phys. 1959, 9, 139–197. [Google Scholar]
- Visser, J. Surface and Colloid Science; Matijevic, E., Ed.; Wiley: New York, NY, USA, 1976; Volume 8. [Google Scholar]
- Ma, D. The Theoretical Basis of Modern Acoustics; Science Press: Beijing, China, 2004; Volume 3. [Google Scholar]
- Munjiza, A.; Andrews, K.R.F. NBS Contact Detection Algorithm for Bodies of Similar Size. Int. J. Numer. Methods Eng. 1998, 43, 131–149. [Google Scholar] [CrossRef]
- Rietema, K. Powders, What Are They? Powder Technol. 1984, 37, 5–23. [Google Scholar] [CrossRef]
- Morooka, S.; Kusakabe, K.; Kobata, A.; Kato, Y. Fluidization state of ultrafine powders. J. Chem. Eng. Jpn. 1988, 21, 41–46. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y. University Physics; Tongji University Press: Shanghai, China, 2002. [Google Scholar]
- Xu, C.; Zhu, J. Experimental and theoretical study on the agglomeration arising from fluidization of co-hesive particles-effects of mechanical vibration. Chem. Eng. Sci. 2005, 60, 6529–6541. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | TFe | SiO2 | CaO | MgO | Al2O3 | S | P |
|---|---|---|---|---|---|---|---|
| Content (%) | 62.5 | 4.37 | 0.07 | 0.10 | 2.08 | 0.099 | 0.088 |
| Time | 10 min | 20 min | 40 min | 60 min | |
|---|---|---|---|---|---|
| Power | |||||
| 150 w | 60.58 | 58.61 | 60.03 | 58.71 | |
| 300 w | 58.82 | 59.25 | 62.38 | 60.08 | |
| 500 w | 62.51 | 63.74 | 63.01 | 59.73 | |
| 1000 w | 59.54 | 61.32 | 60.06 | 62.34 | |
| Time | 10 min | 20 min | 40 min | 60 min | |
|---|---|---|---|---|---|
| Power | |||||
| 150 w | 28.14 | 24.32 | 23.81 | 24.11 | |
| 300 w | 23.54 | 17.85 | 19.92 | 19.71 | |
| 500 w | 20.82 | 16.61 | 17.31 | 17.29 | |
| 1000 w | 19.76 | 15.89 | 16.88 | 16.93 | |
| Frequency | 50 | 100 | 150 | 200 | 300 | 400 | 500 |
|---|---|---|---|---|---|---|---|
| Fluidization Velocity | 0.061 | 0.057 | 0.051 | 0.053 | 0.057 | 0.062 | 0.065 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Q.; Gu, Z.; Wan, Z.; Wu, B.; Xie, Q. Influence of the Application of a Sound Field on the Flow State Reduction of Newman Fine Iron Ore. Processes 2021, 9, 725. https://doi.org/10.3390/pr9040725
Xu Q, Gu Z, Wan Z, Wu B, Xie Q. Influence of the Application of a Sound Field on the Flow State Reduction of Newman Fine Iron Ore. Processes. 2021; 9(4):725. https://doi.org/10.3390/pr9040725
Chicago/Turabian StyleXu, Qiyan, Zhanghan Gu, Ziwei Wan, Baoguo Wu, and Qian Xie. 2021. "Influence of the Application of a Sound Field on the Flow State Reduction of Newman Fine Iron Ore" Processes 9, no. 4: 725. https://doi.org/10.3390/pr9040725