This part of the study gives insights into hydrogen production costs with different technologies, such as biomass gasification, coal gasification, natural gas reforming and water electrolysis (based on a solid oxide technology). Previously developed NREL cost models were used for this purpose [
43]. The financial inputs of all the technologies are the same as those presented in
Table 4, and the operating capacity factor is fixed to 80%. To focus on the comparison with low-carbon technologies, the considered coal gasification and natural gas-reforming models integrate carbon capture and sequestration units that remove CO
2 from syngas before storing it in underground reservoirs. The reference primary resources costs used in this section are: biomass cost = 0.1 €/kg, coal cost = 0.04 €/kg, NG cost = 0.01 €/kWh, electricity cost for electrolysis = 0.10 €/kWh.
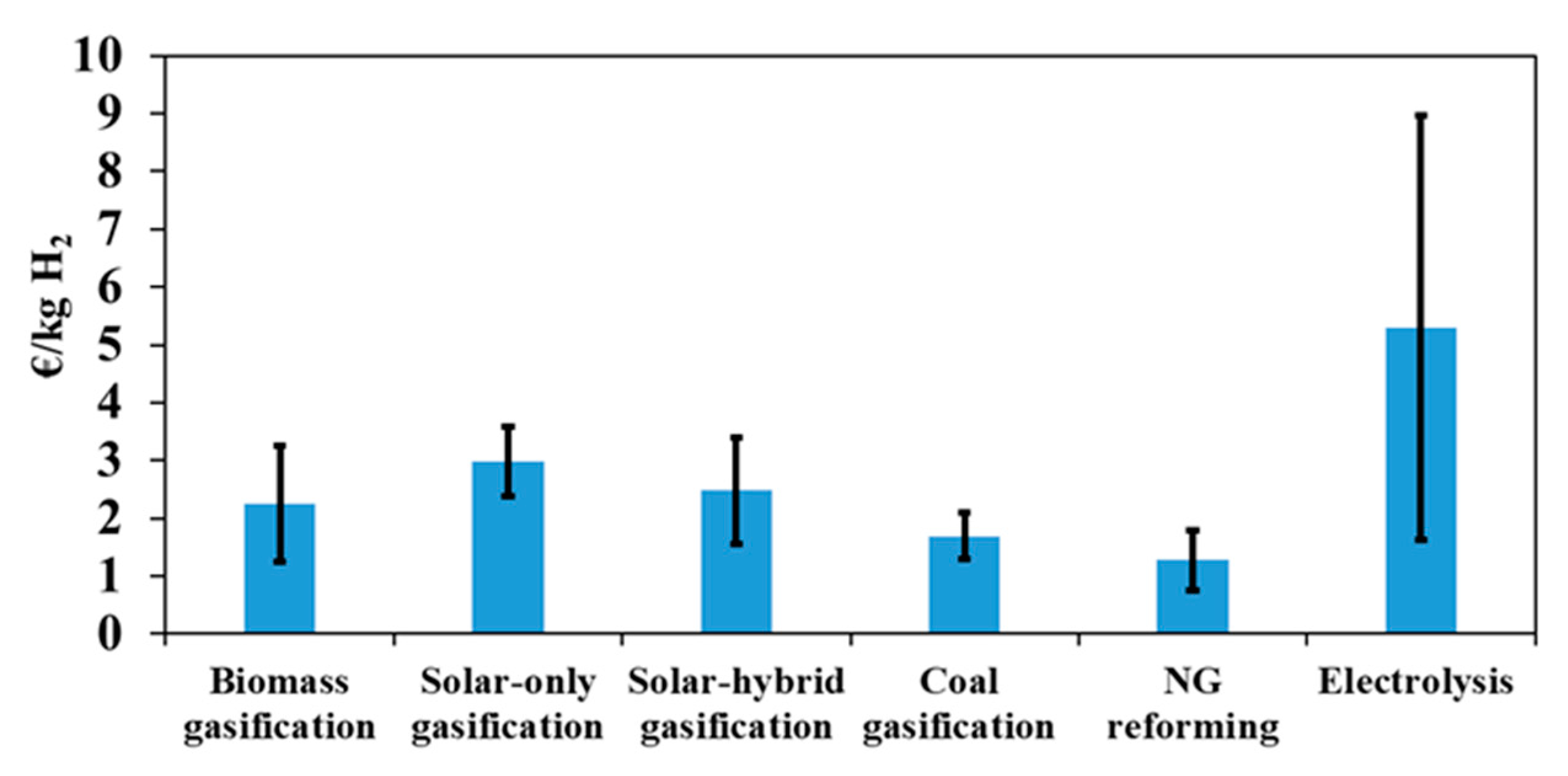
Figure 10 shows the hydrogen minimum price of the different technologies. The grey bars show the sensitivity to the primary resource price (electricity price for electrolysis; process water was fixed to 0.61 €/m
3) when it increases from zero to twice the reference cost.
It can be seen that natural gas reforming is the most profitable process so far, with a hydrogen production cost of only 1.28 €/kg. This process is followed by coal (1.69 €/kg) and biomass gasification. The difference between these three processes is mainly due to two factors: the cost of the primary resource and the capacity of the plant. Clearly, due to the low fossil fuel cost, fossil-based processes are the most competitive on the market. Moreover, very large plants can be envisaged, which lowers the price of hydrogen even further thanks to the economy of scale. The cost of hydrogen produced by electrolysis is much higher than that of the other processes (5.48 €/kg), and shows a greater sensitivity to primary resource cost. It can be seen that, for a zero-resource cost, the price of hydrogen produced by electrolysis decreases drastically to 1.68 €/kg, making this technology potentially more competitive when recovering and valorizing unusable electricity (due, for example, to lack of demand and storage). Although coal gasification plant capacity is seven times larger than that of biomass gasification (and, therefore, benefits from the economy of scale), it appears that, for low feedstock costs, hydrogen price is almost the same in both configurations. This is due to the extra costs entailed by CO2 capture and sequestration operations (which are not considered in biomass gasification). Finally, NG reforming with CO2 capture and sequestration is the cheapest process with a hydrogen cost below than that of coal and biomass gasification (solar and non-solar), making this technology the most economically attractive option at present for decarbonized hydrogen generation.
It is essential to recall that other solar thermochemical processes are prospected for the generation of solar fuels. In view of the increasingly stringent environmental regulations, and noting the urgency of climate change, the sustainable paths have undergone extensive research and development to increase efficiency and cost-effectiveness. The number of publications in this field considerably increased, by more than five times since 2000 [
44]. This brought significant insights regarding the technical feasibility and the possibilities of scale up. A number of economic studies were carried out to estimate the cost of hydrogen using different solar thermochemical technologies. Although initial assumptions differ from one study to another regarding plant site, solar material cost, operating hours, installation costs and optical/thermal efficiencies, the calculated values estimate the prices and their sensitivity to the input parameters. Möller et al. [
45] analyzed the solar steam reforming of natural gas for the production of 103.8 Million Nm
3/year (i.e., ~25,594 kg/day) of hydrogen. The study showed that the solar process allows 40% of the fuel to be saved compared to the conventional process, with a hydrogen cost of less than 0.05 €/kWh LHV of H
2 (~1.67 €/kg of H
2). Similarly, Rodat et al. [
46] studied solar thermal decomposition of natural gas at a plant design capacity of 436 kg of H
2/day. Hydrogen cost was about 1.42
$/kg and showed great sensitivity to carbon blacks’ (which are the process byproducts) selling price. The study determined carbon blacks’ minimum cost, making solar thermal decomposition of natural gas competitive with solar and conventional reforming processes. Baykara and Bilgen [
47] compared commercial, hybrid and solar coal gasification processes for the production of hydrogen. The plants were designed to produce 10
7 GJ of H
2 per year (~228,310 kg/day). The study showed that the commercial process (based on partial feedstock combustion) is the most cost-effective, with a hydrogen price of 0.94
$/kg, which is 5.2% and 6.3% lower than the hybrid and solar (only) process and is, in some respects, consistent with the present study outcomes. This means that solarization is still economically challenging and requires incentive environmental policies. Other researchers took a keen interest in the thermochemical splitting of water using high-temperature solar heat. Given that single-step direct thermolysis, at temperatures beyond 2500 °C, was hardly feasible, thermochemical cycles technologies were rather considered. This process involves several reactional intermediates, which are regenerated during the cycles to lower the water dissociation temperature. Over 280 cycles were developed and screened to select the most suitable ones for coupling with concentrated solar thermal energy [
48]. Among the most promising cycles studied from an economic perspective, zinc, ferrite, and sulphur cycles were proposed. Charvin et al. [
49,
50] studied two-step (ZnO/Zn and Fe
3O
4/FeO) and three-step (Fe
2O
3/Fe
3O
4) thermochemical cycles driven by concentrated solar energy. The economic study was performed with a design capacity ranging from 50 to 250 kg/h of H
2. The analysis gave a hydrogen production cost between 7.98 and 14.75
$/kg of H
2 depending on process intensification and on the targeted hydrogen productivity. In a similar study, Steinfeld [
51] analyzed hydrogen production cost via two-step water-splitting ZnO/Zn redox system, and the hydrogen price was around 4–5 €/kg at a design capacity of 61 Million-kWh/year (~5014 kg/day), which is somewhat larger than Charvin et al. [
49] design capacity and therefore lowers hydrogen prices. Solar hydrogen production costs from the hybrid-sulfur cycle and a metal oxide-based cycle were studied and compared to that of commercial electrolysis (powered by a CSP plant with a thermal storage capacity of 4.5 h) by Graf et al. [
52]. The metal-oxide-based cycle hydrogen cost ranged between 3.5 and 12.8 €/kg, and thus covered the ranges calculated Charvin et al. [
49] and Steinfeld [
51]. It showed the greatest cost variability due to the high demand of the metal oxide and its cost dependence. Hydrogen costs for hybrid sulfur cycle were the lowest and ranged between 3.9 and 5.6 €/kg. Water electrolysis was highly influenced by the cost of electricity, with a hydrogen price between 2.1 and 6.8 €/kg.
Overall, it appears from these results that, to date, solar thermochemical processes are far from being competitive with conventional processes based on fossil fuels (coal and natural gas). Major challenges remain to improve the efficiency of the processes. They concern the cost of the solar concentrators, which represents a significant part of the investment, and the cost of the receiver, which, in many cases, must withstand high temperatures in the presence of highly corrosive chemical species. Another challenge concerns the solar reactor design, which should minimize the heat losses and maximize the chemical conversion for a better use of the solar resource. The recycling of chemicals in thermochemical cycles that impose a high degree of purity and a precise control of phases and constituent separation is another issue that needs to be properly managed and solved. Carbon-based solar thermochemical technologies generally show lower hydrogen production costs. These processes, which, by definition, are less harmful to the environment, offer the possibility to extend the lifespan of fossil resources on earth and can play a role in the transition towards a zero-carbon economy.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}