1. Introduction
The manufacturing sector is growing rapidly and contributing significantly to the world economy [
1]. An increasing trend is seen in the demand for customized products. Adoption of the latest technologies enables smooth management of customized demand. Industry 4.0 technologies are practiced in many organizations to achieve a smooth flow for customized product demand [
2]. Industry 4.0 helps establish socio-environmental sustainability functions, such as harmful emission reduction, energy sustainability, and social welfare improvement [
3]. Additive manufacturing (AM) is one such technology of Industry 4.0 that helps develop customized products within the shortest time frame [
4]. AM technologies are widely applied in manufacturing [
5].
As the manufacturing sector generates heavy waste and harmful emissions, it is necessary to take specific precautionary measures to control those issues. Sustainable manufacturing concepts are gaining importance in the current scenario to minimize harmful emissions. Sustainable manufacturing concepts facilitate the development of products with minimal impact on the environment [
6]. Sustainability in manufacturing brings environmental benefits and economic and societal benefits [
7]. Sustainability in AM or sustainable additive manufacturing (SAM) gains importance due to advantages such as enhanced design freedom, product functionality, recycling potential, and so on [
8]. Adopting SAM concepts in the manufacturing sector will provide significant improvement in terms of triple bottom line benefits of sustainability. Before adopting SAM practices in the manufacturing scenario, it is very important to analyze the challenges associated with its adoption. In this regard, this article presents the analysis of challenges for SAM using the MCDM approach. The following research questions are addressed in the research study:
RQ1. What are the challenges associated with adopting SAM practices in manufacturing sectors?
RQ2. How could these challenges be analyzed using decision making methods?
RQ3. What might the potential implications of adopting SAM practices in the manufacturing sector be?
To answer these research questions, the following objectives have been proposed:
To recognize the challenges of SAM adoption in manufacturing sectors;
To decide the solution methodology for prioritizing the SAM challenges;
To analyze the identified challenges and deliver the implications based on the findings.
To address these research questions, this study starts with identifying the challenges of SAM practices in the manufacturing sector. A comprehensive literature review is conducted to study recent articles pertaining to SAM challenges. Fifteen challenges are identified from the literature review. An MCDM-based “Gray Technique for Order of Preference by Similarity to Ideal Solution” (G-TOPSIS) methodology is used to analyze and prioritize the challenges. Data are collected from an industry expert to analyze the challenges. Furthermore, the results are discussed, and practical implications are highlighted.
The rest of the structure of the article is as follows. The literature review is carried out in
Section 2.
Section 3 discusses the methodology, and analysis of the challenges of using G-TOPSIS is carried out in
Section 4.
Section 5 discusses the results of the study. The implications of this study are presented in
Section 6. Finally, conclusions, limitations, and future research directions are highlighted in
Section 7.
2. Literature Review
The barriers, drivers, and challenges for sustainable product development considering product recovery and recycling were studied by Rahimifard et al. [
9]. The study discussed various case studies and examples to analyze issues such as the improvement and expansion of producer responsibility, technology advancements, and EoL considerations in the design stage itself. The most significant challenge identified was developing a sustainable business model for product recovery and recycling. Another literature review on sustainable manufacturing and sustainable developments was presented by Koho et al. [
6]. The study includes a questionnaire-based survey and presents the views of Spanish companies on sustainable development and compared their study with a similar study conducted by the American management association. The authors found that business strategies and top management support are the most important drivers of sustainability, whereas a lack of customer demand and measurement-related problems are the most important challenges pertaining to sustainability.
The relation between the performance, structure, and optimization approaches of AM technologies was analyzed by Doubrovski et al. [
10]. The study uses a model based on Olsen’s three-link chain to relate the design structure and product performance. Furthermore, the study surveyed and analyzed AM processes for various aspects such as speed and resolutions, curved layers, materials, and DSS. They also proposed the DFAM method by considering the strength, thermal, dynamic, and visual properties. Ford and Despeisse [
11] analyzed and summarized the importance of deploying AM in industrial sectors with case studies. They investigated and categorized the advantages and challenges of the AM process in different stages, including the design stage, material processing stage, product fabrication stage, use phase, EoL stage, recycling stage, and repair stage. By analyzing the deployment of AM in different life cycle phases, the study reveals the major criteria with which significant sustainable benefits through AM can be achieved. The study also highlighted the major challenges of deploying AM in different life cycle stages which need to be addressed.
A review of the AM processes, application domains, technological advancements, and related materials was presented by Ngo et al. [
12]. The study discusses applications of AM in various sectors like production, aerospace, construction, and biomedical. The authors also highlight the developments in AM materials, considering polymers, metal alloys, concretes, and ceramics. Furthermore, the processing challenges associated with AM, such as its layered appearance, void formation, design limitations, and anisotropic behavior, are also discussed. Martinsuo and Luomaranta [
13] aimed to analyze the deployment of AM technologies in SMEs. They explore the challenges faced by SMEs in the deployment and promotion of AM technologies. The study includes an interview-based survey on four different SMEs. Responses were collected from several experts, and they found the challenges faced by SMEs in adopting AM technologies. Furthermore, strategic plans are suggested to overcome the identified challenges, such as technological advancements in SMEs like educating customers, and enhancing the skills of the designers leads to overcoming the challenges of AM adoption.
A review on AM processes considering their technological advancements and industrial applications was presented by Mehrpouya et al. [
5]. The study includes the sustainability aspect of AM by considering TBL orientation in the review. The authors highlight several challenges and obstacles of AM, like void formation, high costs, the limitation of materials, and size limitations. They also highlight the potential of AM, which helps in attaining Industry 4.0 challenges. Furthermore, Vidakis et al. [
14] presented a study on recycling parts fabricated with extrusion-based 3D printing. The study analyzes the mechanical properties of recycled ABS parts and compares them with virgin parts. The results of the study reveal that there is an increment in the mechanical properties of the recycled materials compared with virgin materials due to heat treatment processes. Furthermore, in 2021, Vidakis et al. [
15] analyzed the recycling of polypropylene material and achieved similar enhanced results.
Agrawal and Vinodh [
16] aimed to analyze the drivers associated with the adoption of SAM practices in manufacturing industries. The study highlights several drivers and analyzes the identified drivers using the best-worst method. Furthermore, the results show that eco-design and energy consumption were the top priority drivers for adopting SAM practices in manufacturing industries.
Research Gaps
From the above literature review, it is found that many research works have been carried out in the field of SAM. Several authors have proposed different studies, such as Doubrovski et al. [
10], who presented the optimization approaches of AM, Ford and Despeisse [
11], who presented the design for AM guidelines, and Vidakis et al. [
14,
15], who analyzed the recycling of AM materials. However, studies pertaining to the challenges associated with the adoption of SAM practices in the manufacturing sector were limited. In this regard, the present study aims to analyze the challenges associated with SAM practices in the manufacturing sector.
3. Research Methodology
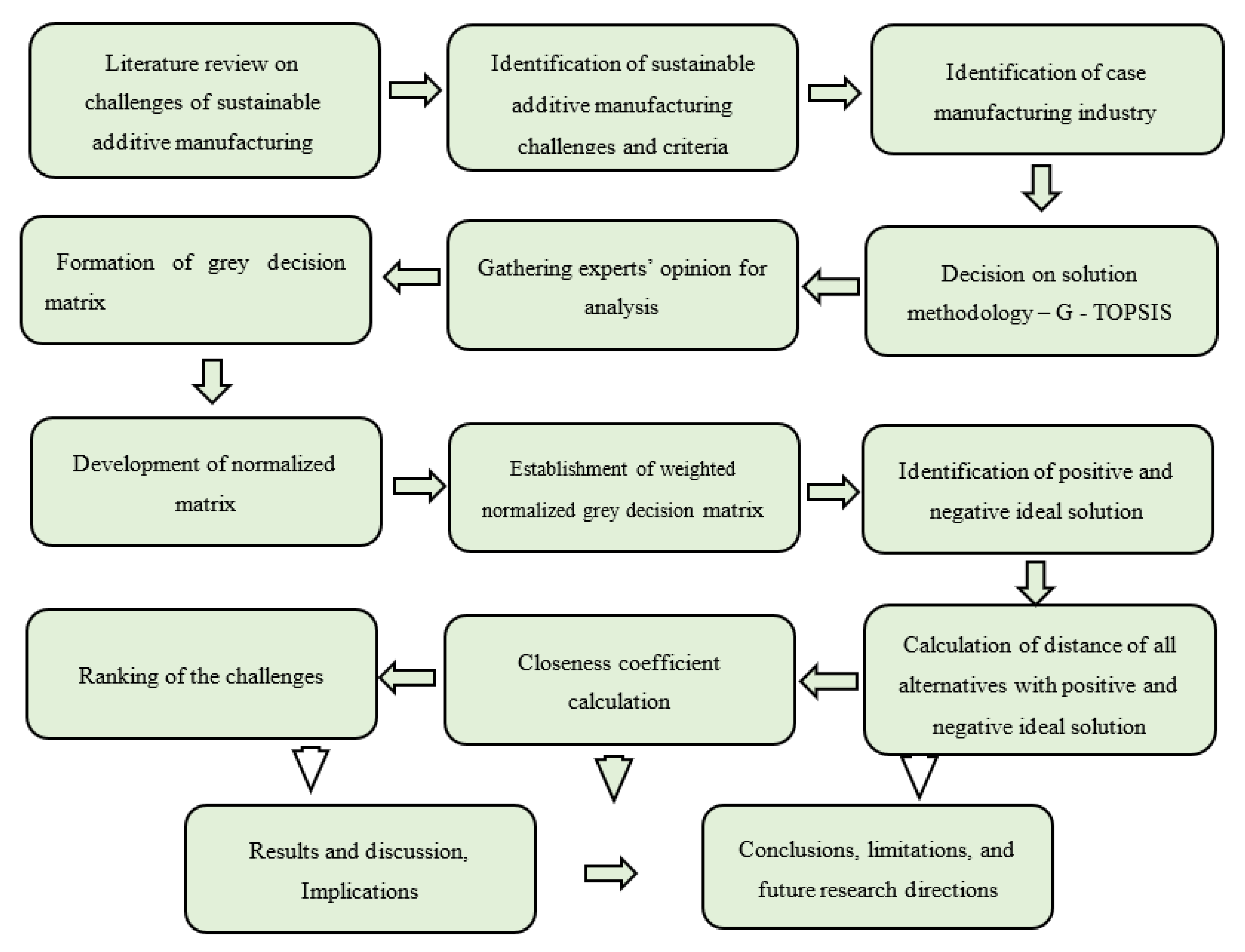
The research methodological flow is shown in
Figure 1. The research methodology began with identification of the literature pertaining to sustainable additive manufacturing challenges. Furthermore, based on the literature review of sustainable additive manufacturing, the challenges and criteria were identified. The problem was formulated for understanding the potential challenges for sustainable additive manufacturing, and thus, the case industry interested in modifying their manufacturing activities into additive manufacturing was recognized. The solution methodology of G-TOPSIS was used to analyze the challenges. Then, the experts’ opinions were gathered. Based on the G-TOPSIS approach, the final ranking of the challenges was attained. Finally, the results, discussions, implications, and conclusions were derived. Limitations and future research directions were provided.
TOPSIS is an MCDM method widely used by practitioners for analyzing and prioritizing alternatives based on certain criteria. TOPSIS first identifies the ideal solution and compares all alternatives with the ideal solution [
17,
18]. In TOPSIS, there are two ideal solutions: the Positive Ideal Solution (PIS) and Negative Ideal Solution (NIS). The principle of TOPSIS is based on comparing the alternatives with both the PIS and NIS. The prioritization of alternatives is performed based on the minimum distance with the PIS and the maximum distance with the NIS [
19]. It signifies that the best alternative will have the minimum distance with the PIS and the maximum distance with the NIS. In the present study, the TOPSIS approach has been used in a gray environment to deal with decision-making inconsistencies [
17].
The steps in G-TOPSIS include the following [
19]:
Step 1: Identification of alternatives.
Step 2: Selection of possible criteria based on which alternatives are prioritized.
Step 3: Data collection from experts.
Step 4: Formation of a comparison matrix by comparing the alternatives with all criteria:
where
C1,
C2,…
Cn represents the criteria,
A1,
A2,…
Am represents the alternatives, and
represents the gray ranking.
Step 5: Formation of a normalized matrix:
If the criteria are benefit-based, then
If the criteria are cost-based, then
Step 6: Formation of comparison matrix by comparing the alternatives with all criteria:
where
where
is the weight of the criteria.
Step 7: Identification of the positive and negative ideal solutions:
where
I+ represents the PIS and
I− represents the NIS.
Step 8: Calculation of the distance of all alternatives with the PIS and NIS:
Step 9: Calculation of the closeness of the alternatives with the PIS:
Finally, the ranking will be performed using the closeness value of the alternatives. A higher closeness value of the alternative will be given top preference.
4. Analysis of SAM Challenges
The present study is intended to identify and analyze the challenges in the adoption and development of SAM practices in manufacturing industries. The literature review was conducted to identify the challenges pertaining to SM and AM. Furthermore, experts’ opinions were taken to finalize the identified challenges. Fifteen challenges were identified as important challenges for SAM. The identified challenges are presented in
Table 1.
After identifying the challenges for SAM, G-TOPSIS was used to analyze and prioritize the challenges. Four criteria were considered based on which challenges were prioritized. Resource efficiency, time compression, product functionality, and environmental impact were the considered criteria. Data were collected from experts in the form of gray numbers for rating challenges with respect to the criteria. The experts possessed rich experience of over 10 years in the area of additive manufacturing. The experts were in senior managerial positions and were responsible for strategic decision making regarding the adoption of systems.
Table 2 presents the linguistic variables and gray numbers used for data collection. Inputs were collected for the challenges based on each criterion, and they are presented in
Table 3. The inputs were then converted to gray numbers, which are shown in
Table 4.
The average of the inputs from all experts was then calculated, and this is presented in
Table 5. After obtaining the average rating, the next step was to normalize the rating. Equations (1) and (2) were used for the normalization of the ratings.
Table 6 presents the normalized ratings of the challenges.
After obtaining the normalized rating, the next step was to calculate the weighted normalized rating of the challenges based on the considered criteria. In the present study, equal weights were taken for each criterion (i.e., 0.25 weight). Equation (3) was used for calculating the weighted normalized matrix.
Table 7 presents the weighted normalized ratings of the challenges.
Then, the PIS and NIS were calculated by using Equations (4) and (5).
Table 8 presents the ideal solutions to each criterion.
The final step was to calculate the distance of each challenge with the PIS and NIS using Equations (6) and (7). Equation (8) was used to calculate the closeness rating of each challenge with the PIS, and finally, ranking of the challenges was performed based on the closeness value. Higher closeness values would be considered the most important challenges.
5. Results and Discussions
The present study attempted to analyze the challenges of the sustainable additive manufacturing process. The G-TOPSIS methodology was deployed to understand the significant challenges for ensuring sustainability in additive manufacturing. The distance of the challenges from both the PIS and NIS, the closeness value, and the rankings of all challenges are represented in
Table 9.
From
Table 9, it can be seen that the topmost challenges for SAM were “training of designers and engineers concerning the potential utilization and benefits of SAM (C15)”, “limited materials recycling potential (C2)”, and “low-cost effectiveness and energy efficiency at low production volumes (C5)”. Based on the closeness coefficient values, the priority order (from more significant to less significant) obtained for the challenges was “training of designers and engineers concerning the potential utilization and benefits of SAM (C15)”, “limited materials recycling potential (C2)”, “low-cost effectiveness and energy efficiency at low production volumes (C5)”, “integrating design for environment principles (C1)”, “limited capability of AM in integrating functional materials (C4)”, “energy consumption need to be reduced (C10)”, “optimizing AM build process (C6)”, “limited reliability of AM technologies (C3)”, “lack of environmental consciousness culture in an organization (C12)”, “standard measures for evaluating sustainability performance (C11)”, “uncertain performance of AM printed parts (C14)”, “long production time and size limitations of AM (C7)”, “certification of new components (C13)”, “Time consumed in learning new technologies (C9)”, and “unsuitability of AM for existing parts (C8)”. To ensure sustainability in additive manufacturing, the manufacturing organizations primarily need to improve the designers’ and engineers’ skills concerning sustainability and its importance. The second most important challenge that needed to be focused upon was found to be “limited materials recycling potential (C2)”. Resource efficiency improvements in additive manufacturing refer to optimizing the product and process design, material input processing, and fabricating the product or component as made-to-order, among other factors. The recycling and resource efficiency improvements should be implemented by incorporating the advanced technologies into existing additive manufacturing systems. The challenge of “low cost effectiveness and energy efficiency at low production volumes (C5)” achieved the third position in the priority order. This suggests concentrating on enhancing the energy efficiency of the additive manufacturing process at higher production volumes. The cost effectiveness of the additive manufacturing process needs to ensure sustainability. Furthermore, the sustainable additive manufacturing challenge of “integrating design for environment principles (C1)” being ranked at the fourth position suggests incorporating design for eco-design and environment principles into sustainable additive manufacturing. “Limited capability of AM in integrating functional materials (C4)” was the challenge ranked at the fifth position, revealing the significance of enhancing the manufacturing capability of additive manufacturing to integrate the functional materials. The functional materials provide additively manufactured products relatively faster and at lower fabrication costs. The challenge “energy consumption needs to be reduced (C10)” ranked sixth, directed towards reducing the energy consumption of additive manufacturing processes. Furthermore, this study also presented the least (but no less) significant challenges that need to be addressed during the implementation of sustainable additive manufacturing in an organization, and they are “optimizing AM build process (C6)”, “limited reliability of AM technologies (C3)”, “lack of environmental consciousness culture in an organization (C12)”, “standard measures for evaluating sustainability performance (C11)”, “uncertain performance of AM printed parts (C14)”, “long production time and size limitations of AM (C7)”, “certification of new components (C13)”, “time consumed in learning new technologies (C9)”, and “unsuitability of AM for existing parts (C8)”.
6. Implications
6.1. Theoretical and Academic Implications
The advent of advanced manufacturing technologies triggers agile and customized production in a manufacturing organization. Accepting additive manufacturing technologies offers several sustainability benefits and a more collaborative and localized value chain. Although additive manufacturing delivers sustainability benefits, it comes with several integration challenges that need to be focused upon. Thus, the present study has proposed a theoretical foundation for integration of the challenges of additive manufacturing and sustainability. This study provides an understanding of analyzing the sustainable additive manufacturing challenges using the G-TOPSIS approach. The proposed study developed a conceptual framework of 15 sustainable additive manufacturing challenges through a literature review and expert recommendations. Furthermore, the G-TOPSIS methodology helped in obtaining the priority of the identified challenges. The fuzzy TOPSIS method is mainly applied for complex decision-making problems that utilize the fuzzy set theory to deal with the inconsistencies with experts’ opinions. On the other hand, the present study utilizes the gray systems theory. Gray system theory helps to access and analyze the systems whose information is incomplete and uncertain. The gray systems theory allows for avoiding making necessary assumptions about rough, statistical, or fuzzy approaches and provides a more accurate result than any other methodologies. Thus, G-TOPSIS helps industry managers and practitioners in analyzing the challenges of SAM. The present study also facilitated the research institutions’ researchers working in the additive manufacturing domain. The methodology applied in the study offers several avenues to future researchers to discover sustainability and additive manufacturing integration from various viewpoints. The researchers may apply the findings of this study in establishing a sustainable additive manufacturing set-up.
6.2. Practical and Managerial Implications
The manufacturing industries aim to adopt additive manufacturing in fabricating their products to achieve agile and customized production. The organizations practicing additive manufacturing would also require a deeper understanding of sustainable manufacturing. The shift of manufacturing towards additive manufacturing for product quality enhancement and quick delivery instigated the need for sustainable manufacturing. The present study provided implications for organizational managers and manufacturing practitioners by analyzing the significant challenges of sustainable additive manufacturing in a manufacturing organization. There are organizational limitations due to all the SAM challenges which could not be achieved simultaneously. The most prioritized challenges can be focused on and planned for in the adequate solution measures. The developed solution measures for the top challenges that may assist in conquering other challenges.
The major implications of the study for manufacturing organizations are shown below:
The study analyzed the 15 potential sustainable additive manufacturing challenges that would help industrial practitioners implement sustainability practices in additive manufacturing.
The manufacturing organization managers can utilize the benefits of the analysis to understand the requirements of sustainable manufacturing and develop appropriate policies in order to lay the foundation of sustainability in additive manufacturing.
One of the major implications of the study is with respect to government support. The organization’s decision-making authority can approach the government to establish a sustainable infrastructure that can ensure less energy consumption and appropriate sustainability measures for the additive manufacturing process.
The present study was conducted considering experts’ involvement in addressing the importance of each SAM challenge. To form an expert team, industrial practitioners were contacted who were working in product development and had rich experience in sustainability concepts. Furthermore, the experts were selected based on their rich knowledge and experience in additive manufacturing and sustainability. Thus, the contribution of experts was found to be significant in addressing the prioritization of sustainable additive manufacturing challenges. The findings of the study may aid other manufacturing organizations in developing necessary implementation guidelines for sustainable additive manufacturing.
7. Conclusions, Limitations, and Future Research Directions
Recent manufacturing applications necessitate SAM in the viewpoint of the Fourth Industrial Revolution’s requirements. SAM has numerous benefits from various perspectives. This article presents an analysis of the challenges of SAM. Fifteen challenges were analyzed. An MCDM technique (G-TOPSIS) was applied for analysis. Based on the closeness rating calculation, the most prioritized challenges were derived. The closeness coefficient values obtained from G-TOPSIS were used to decide the priority order of the challenges. The top challenges included “training of designers and engineers concerning the potential utilization and benefits of SAM” and “limited materials recycling potential”. The prioritized order of challenges would enable the practicing engineers to deploy SAM concepts effectively. This result implies the importance of training designers and manufacturers on sustainability to utilize the benefits of sustainable additive manufacturing. Thus, it is firmly recommended to formulate the sustainable practices guidelines in manufacturing for practicing additive manufacturing for production. The findings from this study facilitated manufacturing practitioners to take suitable measures for the execution of SAM.
The present study possesses few limitations, which offers several opportunities for future research studies. The present study suggests 15 crucial challenges of sustainable additive manufacturing practiced in manufacturing organizations. In the future, the challenges can be further classified into different process characteristics for analysis. In addition, for the results obtained for the manufacturing industry, the outcomes may vary for other organizations such as construction, textile, and service organizations. Additionally, this study was carried out using limited experts due to less expertise and experience in sustainable additive manufacturing. A greater number of experts may be involved to generalize the study outcomes in the future. The researchers may attempt to analyze the challenges of sustainable additive manufacturing using a hybrid solution methodology, such as decision making trial and evaluation laboratory (DEMATEL)-G-TOPSIS or gray best-worst method (BWM)-TOPSIS, to enhance the accuracy of decision making with respect to ranking the problems. Cross-country analysis could be conducted in the future with respect to SAM adoption.




{kind=link}