Development of Poly(L-Lactic Acid)/Chitosan/Basil Oil Active Packaging Films via a Melt-Extrusion Process Using Novel Chitosan/Basil Oil Blends

 ,
,  ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation Methods
2.2.1. Preparation of CS/BO Hybrid Blend
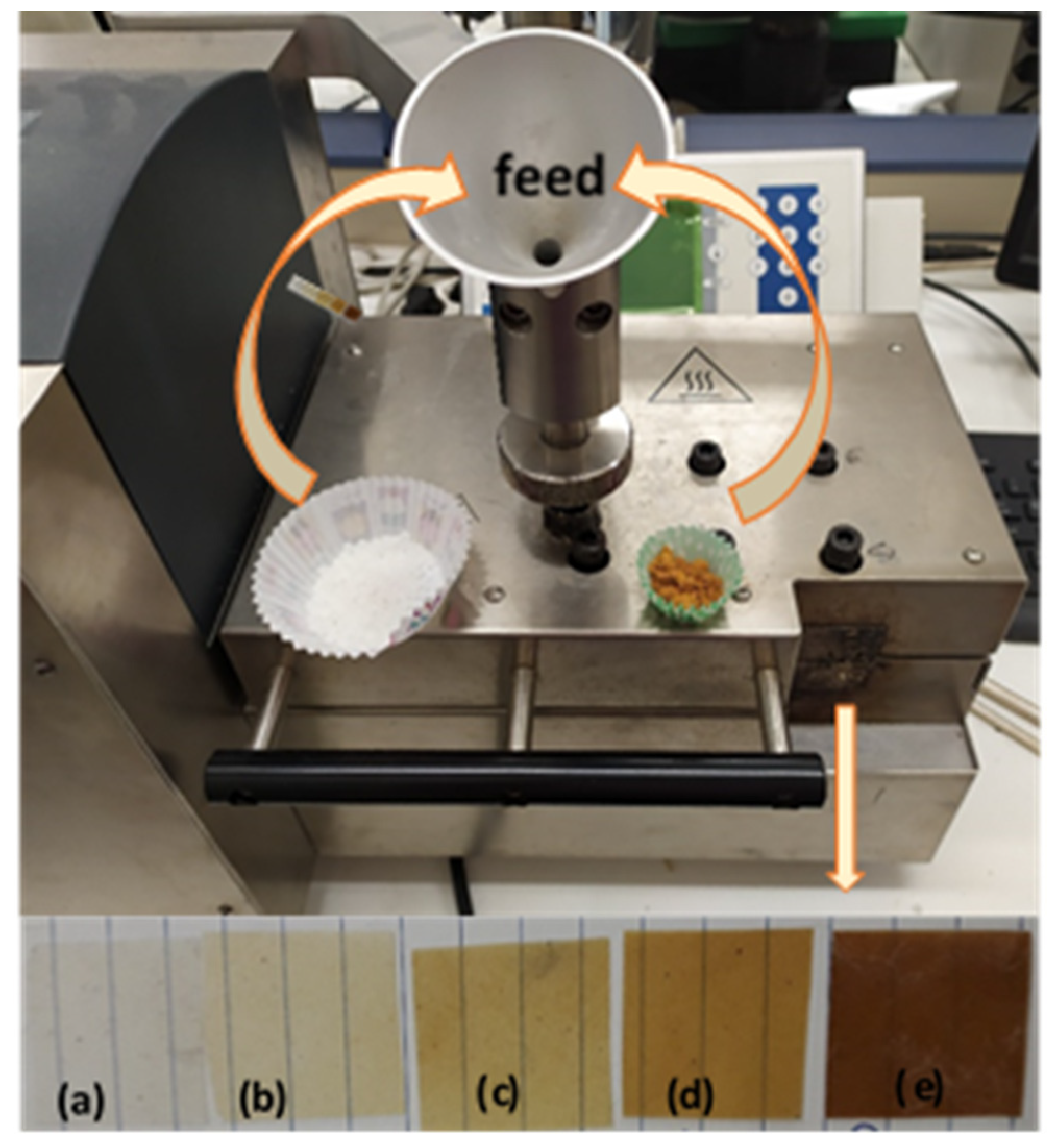
2.2.2. Preparation of PLLA/CS/BO Films
2.3. XRD Analysis
2.4. FT-IR Spectrometry
2.5. Thermogravimetric/Differential Thermal Analysis (TG-DTA)
2.6. Tensile Properties
2.7. Water Sorption
2.8. Water Vapor Permeability (WVTR)
2.9. Oxygen Permeability (OP)
2.10. Antioxidant Activity
2.11. Statistical Analysis
3. Results
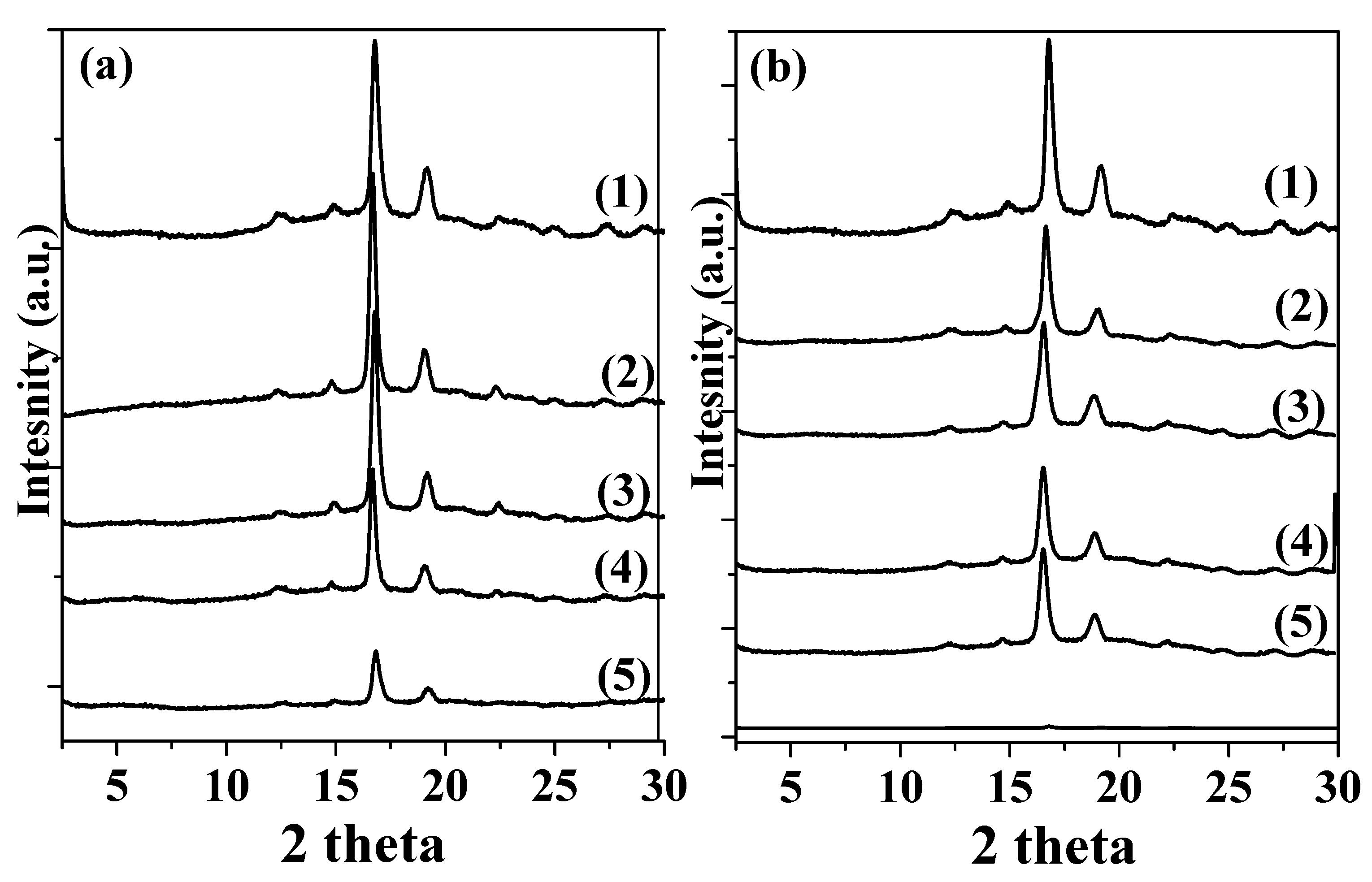
3.1. XRD Analysis
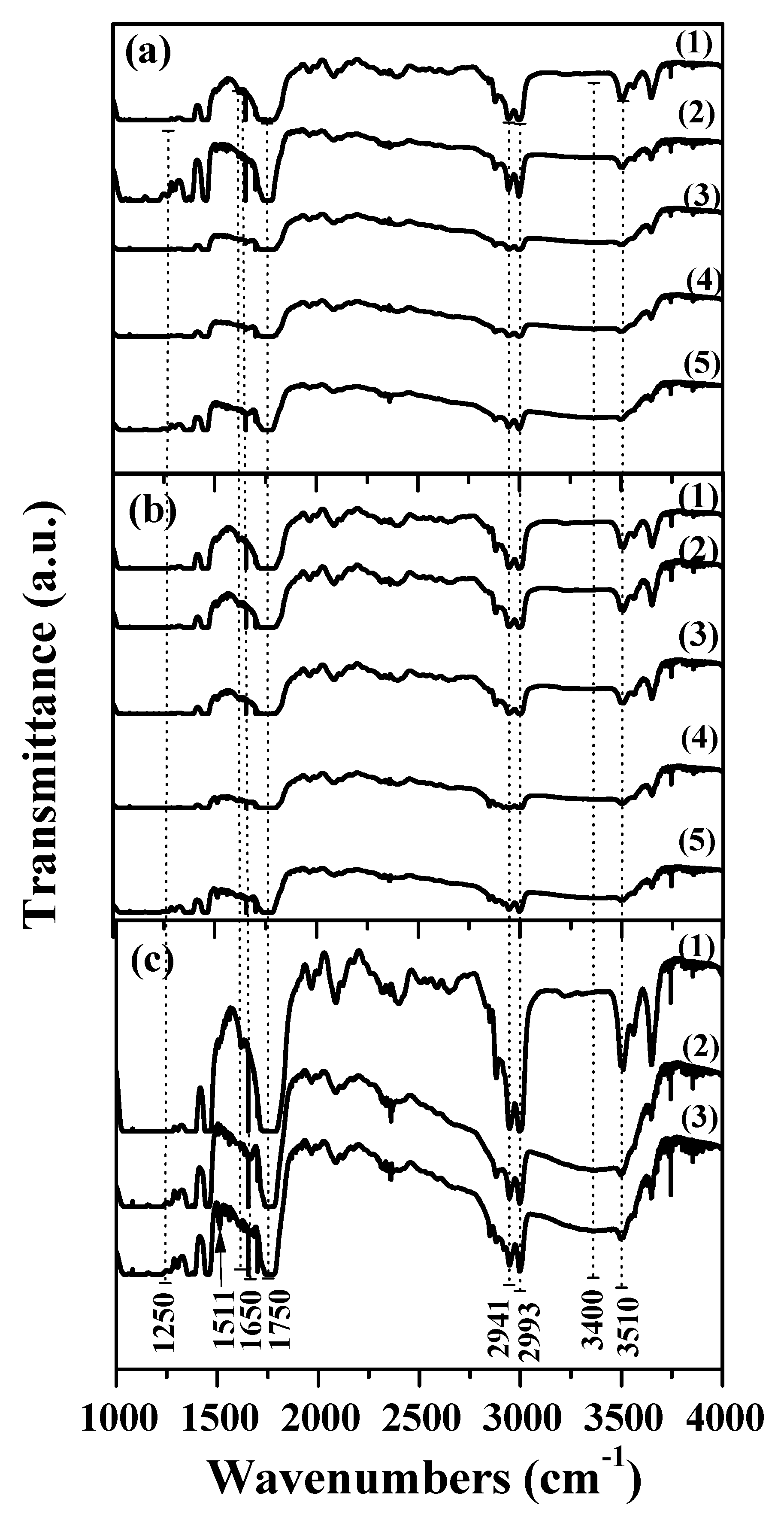
3.2. FT-IR
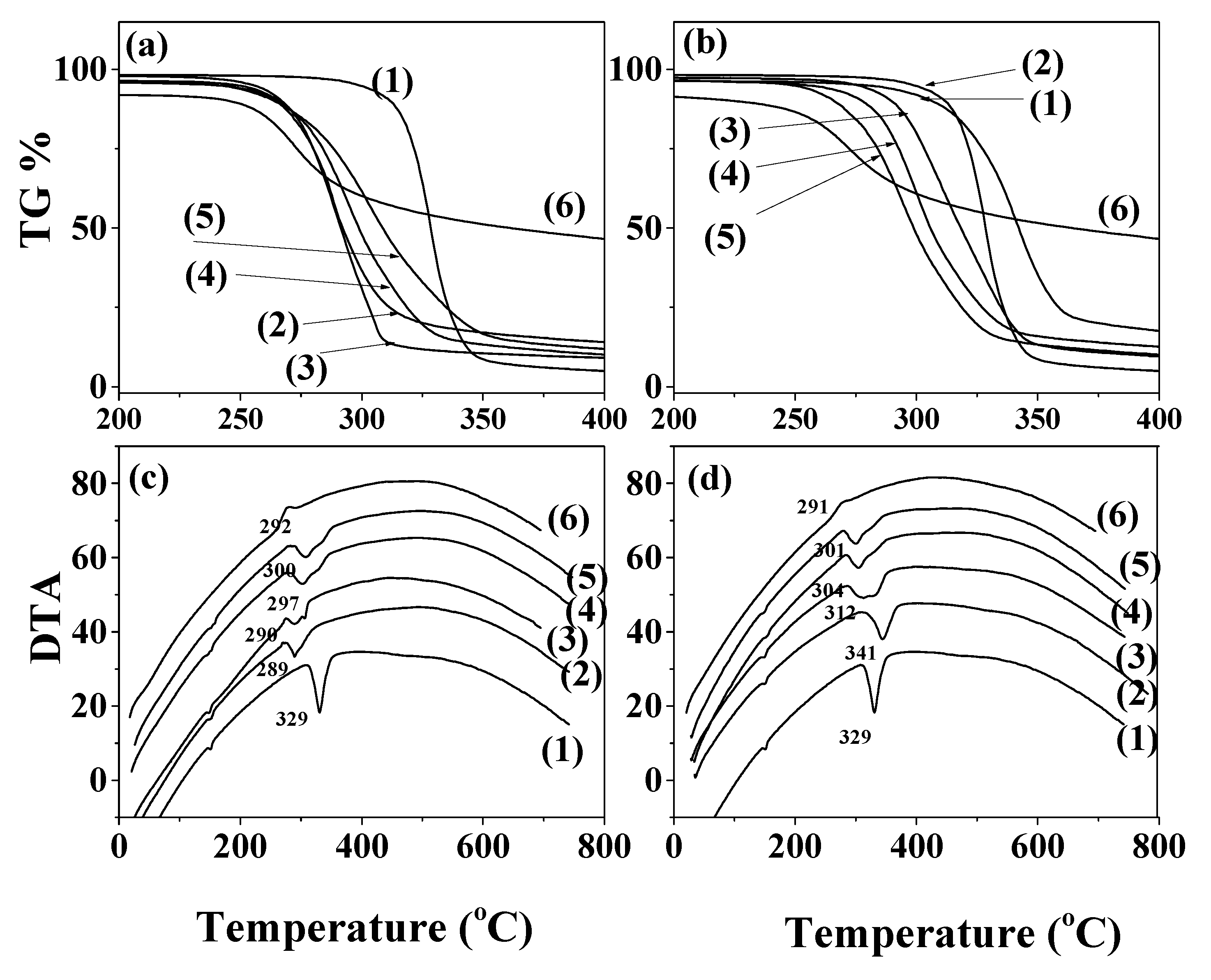
3.3. TG-DTA
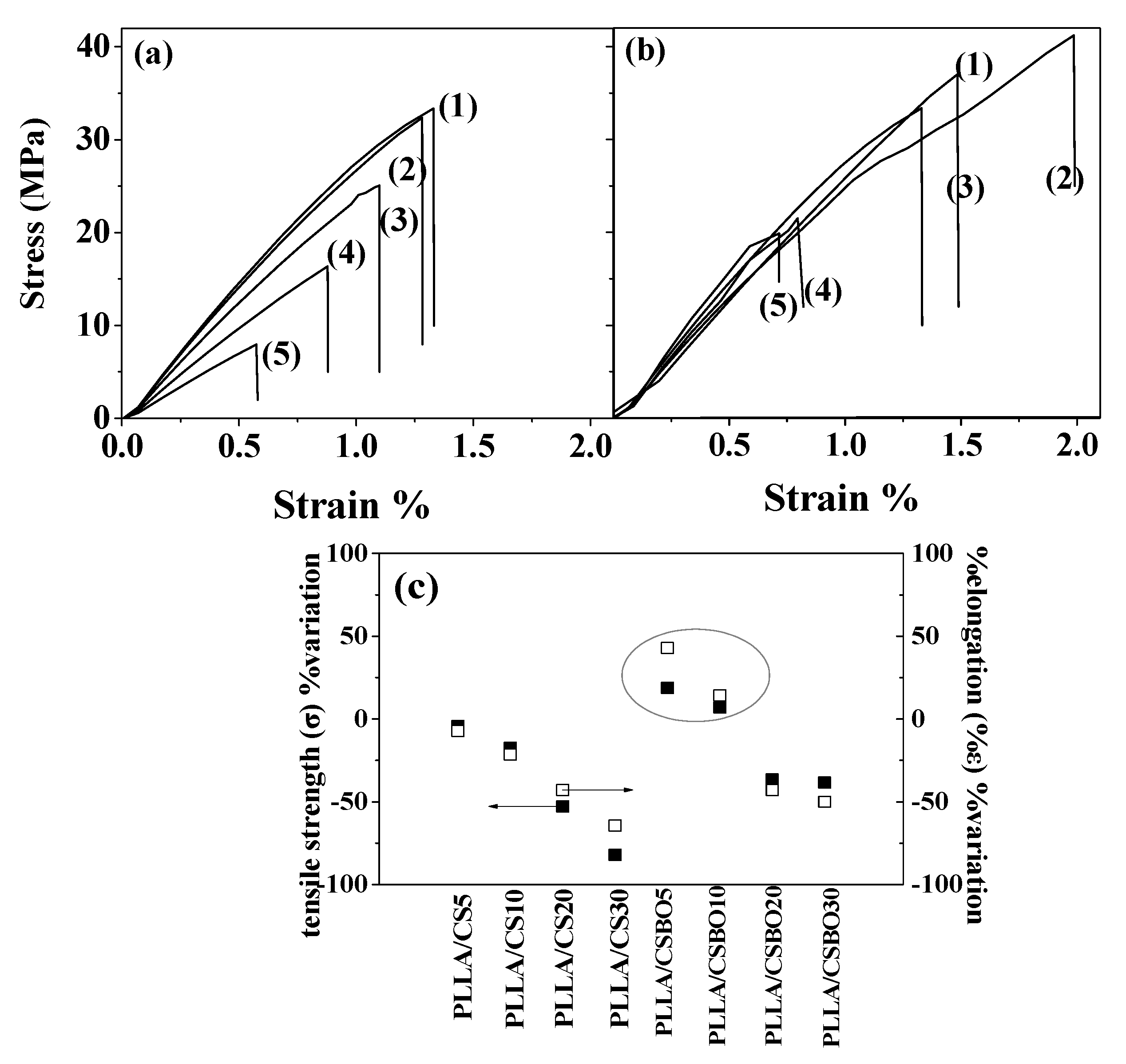
3.4. Tensile Properties
3.5. Water Sorption
3.6. Water Barrier Properties
3.7. Oxygen Permeability (OP)
3.8. Antioxidant Activity
3.9. Statistical Analysis of the Experimental Data
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- John, R.P.; Nampoothiri, K.M.; Pandey, A. Fermentative production of lactic acid from biomass: An overview on process developments and future perspectives. Appl. Microbiol. Biotechnol. 2007, 74, 524–534. [Google Scholar] [CrossRef] [PubMed]
- Connolly, M.; Zhang, Y.; Brown, D.M.; Ortuño, N.; Jordá-Beneyto, M.; Stone, V.; Fernandes, T.F.; Johnston, H.J. Novel polylactic acid (PLA)-organoclay nanocomposite bio-packaging for the cosmetic industry; migration studies and in vitro assessment of the dermal toxicity of migration extracts. Polym. Degrad. Stab. 2019, 168, 108938. [Google Scholar] [CrossRef]
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly(lactic acid) modifications. Prog. Polym. Sci. 2010, 35, 338–356. [Google Scholar] [CrossRef]
- Ghorpade, V.M.; Gennadios, A.; Hanna, M.A. Laboratory composting of extruded poly(lactic acid) sheets. Bioresour. Technol. 2001, 76, 57–61. [Google Scholar] [CrossRef]
- Neumann, I.A.; Flores-Sahagun, T.H.S.; Ribeiro, A.M. Biodegradable poly (l-lactic acid) (PLLA) and PLLA-3-arm blend membranes: The use of PLLA-3-arm as a plasticizer. Polym. Test. 2017, 60, 84–93. [Google Scholar] [CrossRef]
- Gerometta, M.; Rocca-Smith, J.R.; Domenek, S.; Karbowiak, T. Physical and Chemical Stability of PLA in Food Packaging. In Reference Module in Food Science; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 978-0-08-100596-5. [Google Scholar]
- Muzzarelli, R.A.A.; Boudrant, J.; Meyer, D.; Manno, N.; Demarchis, M.; Paoletti, M.G. Current views on fungal chitin / chitosan, human chitinases, food preservation, glucans, pectins and inulin: A tribute to Henri Braconnot, precursor of the carbohydrate polymers science, on the chitin bicentennial. Carbohydr. Polym. 2012, 87, 995–1012. [Google Scholar] [CrossRef]
- Cazón, P.; Vázquez, M. Applications of Chitosan as Food Packaging Materials. In Sustainable Agriculture Reviews 36: Chitin and Chitosan: Applications in Food, Agriculture, Pharmacy, Medicine and Wastewater Treatment; Crini, G., Lichtfouse, E., Eds.; Sustainable Agriculture Reviews; Springer International Publishing: Cham, Switzerland, 2019; pp. 81–123. ISBN 978-3-030-16581-9. [Google Scholar]
- Bonilla, J.; Fortunati, E.; Vargas, M.; Chiralt, A.; Kenny, J.M. Effects of chitosan on the physicochemical and antimicrobial properties of PLA films. J. Food Eng. 2013, 119, 236–243. [Google Scholar] [CrossRef]
- Stoleru, E.; Dumitriu, R.P.; Munteanu, B.S.; Zaharescu, T.; Tănase, E.E.; Mitelut, A.; Ailiesei, G.-L.; Vasile, C. Novel procedure to enhance PLA surface properties by chitosan irreversible immobilization. Appl. Surf. Sci. 2016, 367, 407–417. [Google Scholar] [CrossRef]
- Râpă, M.; Miteluţ, A.C.; Tănase, E.E.; Grosu, E.; Popescu, P.; Popa, M.E.; Rosnes, J.T.; Sivertsvik, M.; Darie-Niţă, R.N.; Vasile, C. Influence of chitosan on mechanical, thermal, barrier and antimicrobial properties of PLA-biocomposites for food packaging. Compos. Part. B Eng. 2016, 102, 112–121. [Google Scholar] [CrossRef]
- Claro, P.I.C.; Neto, A.R.S.; Bibbo, A.C.C.; Mattoso, L.H.C.; Bastos, M.S.R.; Marconcini, J.M. Biodegradable Blends with Potential Use in Packaging: A Comparison of PLA/Chitosan and PLA/Cellulose Acetate Films. J. Polym. Environ. 2016, 24, 363–371. [Google Scholar] [CrossRef]
- Fathima, P.E.; Panda, S.K.; Ashraf, P.M.; Varghese, T.O.; Bindu, J. Polylactic acid/chitosan films for packaging of Indian white prawn (Fenneropenaeus indicus). Int. J. Biol. Macromol. 2018, 117, 1002–1010. [Google Scholar] [CrossRef] [PubMed]
- Ye, J.; Wang, S.; Lan, W.; Qin, W.; Liu, Y. Preparation and properties of polylactic acid-tea polyphenol-chitosan composite membranes. Int. J. Biol. Macromol. 2018, 117, 632–639. [Google Scholar] [CrossRef] [PubMed]
- Kasirajan, S.; Umapathy, D.; Chandrasekar, C.; Aafrin, V.; Jenitapeter, M.; Udhyasooriyan, L.; Packirisamy, A.S.B.; Muthusamy, S. Preparation of poly(lactic acid) from Prosopis juliflora and incorporation of chitosan for packaging applications. J. Biosci. Bioeng. 2019, 128, 323–331. [Google Scholar] [CrossRef] [PubMed]
- Sánchez-González, L.; Vargas, M.; González-Martínez, C.; Chiralt, A.; Cháfer, M. Use of Essential Oils in Bioactive Edible Coatings: A Review. Food Eng. Rev. 2011, 3, 1–16. [Google Scholar] [CrossRef]
- Sanches-Silva, A.; Costa, D.; Albuquerque, T.G.; Buonocore, G.G.; Ramos, F.; Castilho, M.C.; Machado, A.V.; Costa, H.S. Trends in the use of natural antioxidants in active food packaging: A review. Food Addit. Contam. Part. A 2014, 31, 374–395. [Google Scholar] [CrossRef] [PubMed]
- Salgado, P.R.; Di Giorgio, L.; Musso, Y.S.; Mauri, A.N. Bioactive Packaging; Elsevier Inc.: Amsterdam, The Netherlands, 2019; ISBN 978-0-12-814130-4. [Google Scholar]
- Arroyo, B.J.; Santos, A.P.; de Melo, E.d.A.; Campos, A.; Lins, L.; Boyano-Orozco, L.C. Chapter 8—Bioactive Compounds and Their Potential Use as Ingredients for Food and Its Application in Food Packaging. In Bioactive Compounds; Campos, M.R.S., Ed.; Woodhead Publishing: Sawston, UK, 2019; pp. 143–156. ISBN 978-0-12-814774-0. [Google Scholar]
- Giannakas, A.; Tsagkalias, I.; Achilias, D.S.; Ladavos, A. A novel method for the preparation of inorganic and organo-modified montmorillonite essential oil hybrids. Appl. Clay Sci. 2017, 146, 362–370. [Google Scholar] [CrossRef]
- Giannakas, A.; Spanos, C.G.; Kourkoumelis, N.; Vaimakis, T.; Ladavos, A. Preparation, characterization and water barrier properties of PS/organo-montmorillonite nanocomposites. Eur. Polym. J. 2008, 44, 3915–3921. [Google Scholar] [CrossRef]
- Giannakas, A.; Patsaoura, A.; Barkoula, N.-M.; Ladavos, A. A novel solution blending method for using olive oil and corn oil as plasticizers in chitosan based organoclay nanocomposites. Carbohydr. Polym. 2017, 157, 550–557. [Google Scholar] [CrossRef]
- Grigoriadi, K.; Giannakas, A.; Ladavos, A.K.; Barkoula, N.-M. Interplay between processing and performance in chitosan-based clay nanocomposite films. Polymer Bull. 2015, 72. [Google Scholar] [CrossRef]
- Wasanasuk, K.; Tashiro, K.; Hanesaka, M.; Ohhara, T.; Kurihara, K.; Kuroki, R.; Tamada, T.; Ozeki, T.; Kanamoto, T. Crystal Structure Analysis of Poly(l-lactic Acid) α Form On the basis of the 2-Dimensional Wide-Angle Synchrotron X-ray and Neutron Diffraction Measurements. Macromolecules 2011, 44, 6441–6452. [Google Scholar] [CrossRef]
- Hosen, M.S.; Rahaman, M.H.; Gafur, M.A.; Habib, R.; Qadir, M.R. Preparation and Characterization of Poly(L-lactic acid)/Chitosan/Microcrystalline Cellulose Blends. Chem. Sci. Int. J. 2017, 1–10. [Google Scholar] [CrossRef]
- Duarte, A.R.C.; Mano, J.F.; Reis, R.L. Novel 3D scaffolds of chitosan–PLLA blends for tissue engineering applications: Preparation and characterization. J. Supercrit. Fluids 2010, 54, 282–289. [Google Scholar] [CrossRef] [Green Version]
- Giannakas, A.; Salmas, C.; Leontiou, A.; Tsimogiannis, D.; Oreopoulou, A.; Braouhli, J. Novel LDPE/Chitosan Rosemary and Melissa Extract Nanostructured Active Packaging Films. Nanomaterials 2019, 9, 1105. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sunilkumar, M.; Francis, T.; Thachil, E.T.; Sujith, A. Low density polyethylene–chitosan composites: A study based on biodegradation. Chem. Eng. J. 2012, 204, 114–124. [Google Scholar] [CrossRef]
- Prasanna, K.; Sailaja, R.R.N. Blends of LDPE/chitosan using epoxy-functionalized LDPE as compatibilizer. J. Appl. Polym. Sci. 2012, 124, 3264–3275. [Google Scholar] [CrossRef]
- Rajalakshmi, A.; Krithiga, N.; Jayachitra, A. Antioxidant Activity of the Chitosan Extracted from Shrimp Exoskeleton. Middle East. J. Sci. Res. 2013, 16, 1446–1451. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code Name | PLLA(g) | CS (g) | CS/BO (g) | Extruder Temperature (°C) | Extruder Rotation Speed (rpm) | Extruder Total Processing Time (min) |
|---|---|---|---|---|---|---|
| PLLA | 5.00 | - | 170 | 150 | 5 | |
| PLLA/CS5 | 4.75 | 0.25 | - | 170 | 150 | 5 |
| PLLA/CS10 | 4.50 | 0.50 | - | 170 | 150 | 5 |
| PLLA/CS20 | 3.00 | 1.00 | - | 170 | 150 | 5 |
| PLLA/CS30 | 3.50 | 1.50 | - | 170 | 150 | 5 |
| PLLA/CS/BO5 | 4.75 | - | 0.25 | 170 | 150 | 5 |
| PLLA/CS/BO10 | 4.50 | - | 0.50 | 170 | 150 | 5 |
| PLLA/CS/BO20 | 3.00 | - | 1.00 | 170 | 150 | 5 |
| PLLA/CS/BO30 | 3.50 | - | 1.50 | 170 | 150 | 5 |
| Code Name | Tensile E (St. Dev.) (MPa) | σuts (MPa) (St. Dev.) | %ε (St. Dev.) |
|---|---|---|---|
| PLLA | 2891.3(61.9) | 33.9(4.9) | 1.4(0.5) |
| PLLA/CS5 | 2877.3(125.3) | 32.2(5.4) | 1.3(0.3) |
| PLLA/CS10 | 2557.5(137.8) | 28.2(6.0) | 1.1(0.3) |
| PLLA/CS20 | 2006.3(225.4) | 16.1(6.3) | 0.8(0.2) |
| PLLA/CS30 | 1446.7(298.5) | 6.1(2.4) | 0.5(0.1) |
| PLLA/CS/BO5 | 2690.7(285.3) | 40.3(7.9) | 2.0(0.4) |
| PLLA/CS/BO10 | 2913.4(121.7) | 36.3(3.7) | 1.6(0.3) |
| PLLA/CS/BO20 | 3060.2(184.5) | 21.5(4.0) | 0.8(0.1) |
| PLLA/CS/BO30 | 3226.5(188.6) | 20.9(4.4) | 0.7(0.3) |
| Code Name | WVTR (St. Dev.) (g/m2·day) | OP (St. Dev.) cm3·mm/m2·day | % Water Sorption (St. Dev.) | Antioxidant Activity after 24 h (St. Dev.) |
|---|---|---|---|---|
| PLLA | 13.80(3.5) | 541.6(2.4) | 1.85(0.22) | n.d. |
| PLLA/CS5 | 14.2(2.8) | 538.7(2.8) | 2.92(0.25) | 2.6(0.9) |
| PLLA/CS10 | 16.3(3.1) | 548.3(3.5) | 5.04(1.65) | 5.8(1.2) |
| PLLA/CS20 | 24.4(3.4) | 569.5(4.3) | 9.23(1.55) | 11.3(1.4) |
| PLLA/CS30 | 35.1(3.8) | 586.4(5.2) | 26.57(2.96) | 16.4(1.5) |
| PLLA/CS/BO5 | 12.74(2.5) | 468.2(1.5) | 1.81(0.35) | 7.8(0.9) |
| PLLA/CS/BO10 | 13.54(3.2) | 518.5(2.1) | 1.94(1.75) | 12.8(1.2) |
| PLLA/CS/BO20 | 20.22(2.8) | 552.7(2.9) | 6.23(1.85) | 24.4(1.4) |
| PLLA/CS/BO30 | 30.41(4.2) | 562.4(3.5) | 20.57(2.86) | 34.6(1.5) |
| Sig. | IA | |
|---|---|---|
| E | 0.002 | 96 |
| Σuts | 0.005 | 90 |
| %ε | 0.003 | 94 |
| WVTR | 0.005 | 90 |
| % water sorption | 0.005 | 90 |
| OP | 0.004 | 92 |
| % Antioxidant activity after 24 h | 0.001 | 98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salmas, C.E.; Giannakas, A.E.; Baikousi, M.; Leontiou, A.; Siasou, Z.; Karakassides, M.A. Development of Poly(L-Lactic Acid)/Chitosan/Basil Oil Active Packaging Films via a Melt-Extrusion Process Using Novel Chitosan/Basil Oil Blends. Processes 2021, 9, 88. https://doi.org/10.3390/pr9010088
Salmas CE, Giannakas AE, Baikousi M, Leontiou A, Siasou Z, Karakassides MA. Development of Poly(L-Lactic Acid)/Chitosan/Basil Oil Active Packaging Films via a Melt-Extrusion Process Using Novel Chitosan/Basil Oil Blends. Processes. 2021; 9(1):88. https://doi.org/10.3390/pr9010088
Chicago/Turabian StyleSalmas, Constantinos E., Aris E. Giannakas, Maria Baikousi, Areti Leontiou, Zoe Siasou, and Michael A. Karakassides. 2021. "Development of Poly(L-Lactic Acid)/Chitosan/Basil Oil Active Packaging Films via a Melt-Extrusion Process Using Novel Chitosan/Basil Oil Blends" Processes 9, no. 1: 88. https://doi.org/10.3390/pr9010088