Hydrodynamic and Mass Transfer in the Desorption Process of CO2 Gas in a Packed-Bed Stripper

Abstract
:1. Introduction
2. Models
3. Experiment
3.1. Experimental Design
3.2. Experimental Device and Operating Procedure
4. Results and Discussion
4.1. Dynamic and Steady State of the CO2 Stripper
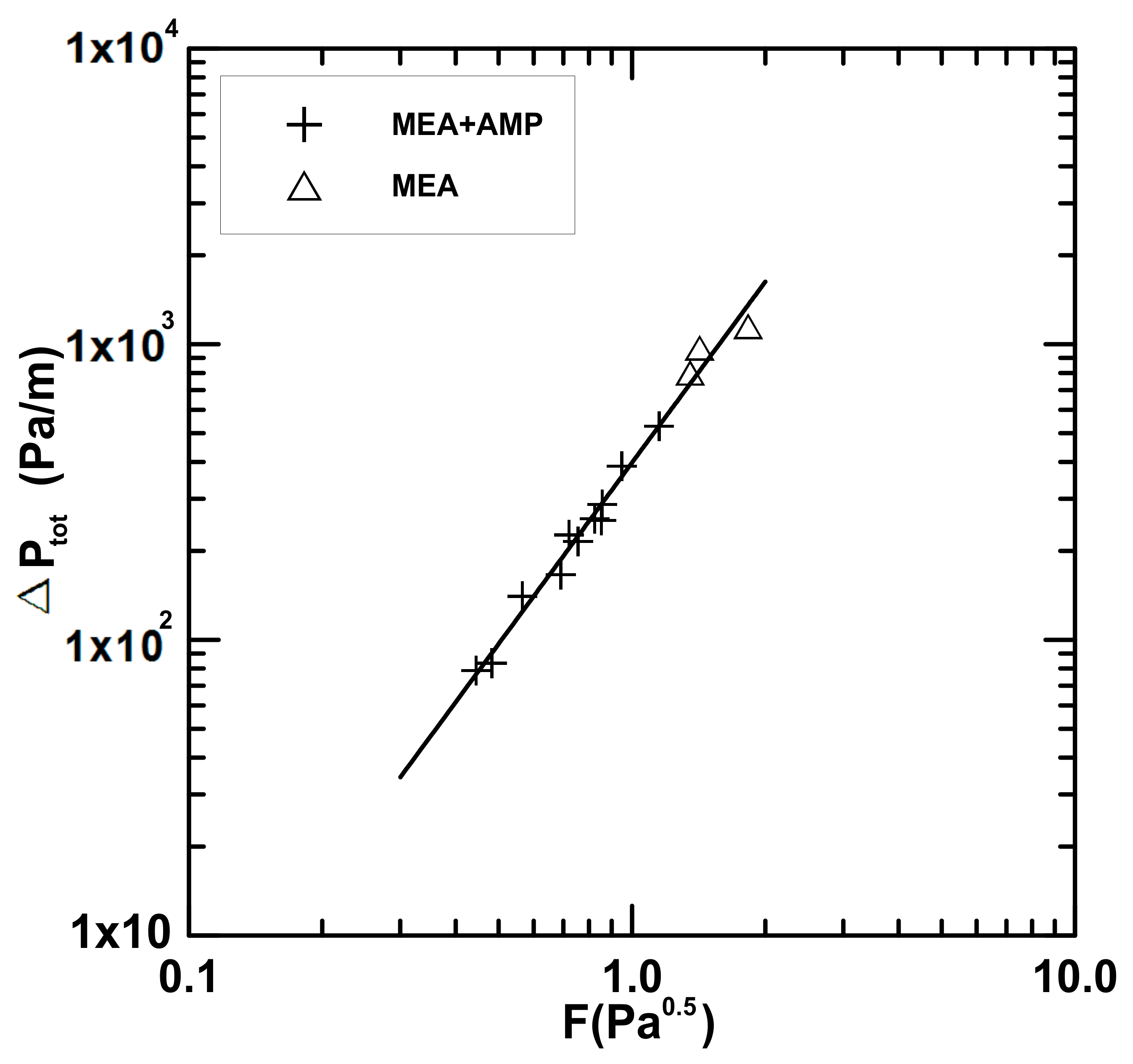
4.2. Hydrodynamic in a Packed Column
4.3. Evaluation Using Mass-Transfer Model
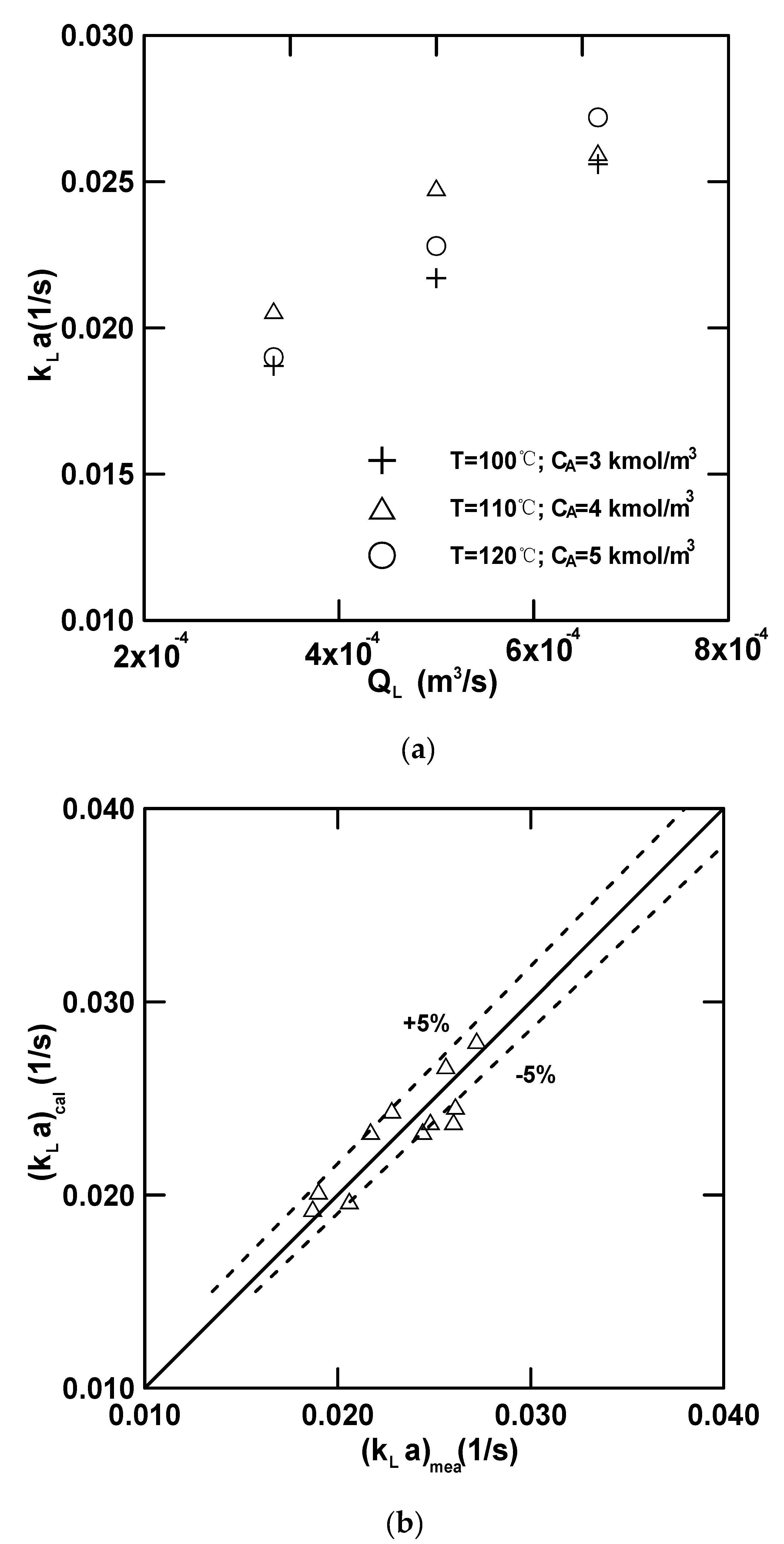
4.3.1. Mass Transfer Data
4.3.2. Effect of Parameter on the Overall Mass-Transfer Coefficient
4.3.3. NTU and HTU
4.4. Comparison with Base-Line
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| specific surface area of liquid (m2 m−3) | |
| effective specific surface area (m2 m−3) | |
| specific surface area of packings (m2 m−3) | |
| C | total concentration (kmolm−3) |
| heat capacity of mixed amine (kJ kg−1 K−1) | |
| CA | concentration of amine (kmol m−3) |
| diameter of packings (m) | |
| diameter of liquid (m) | |
| DG | diffusivity of gas (m2 s−1) |
| DL | diffusivity of liquid (m2 s−1) |
| F | F-factor defined in Equation (24) (pa0.5) |
| G | gas molar flow rate (kmols−1) |
| dynamic hold up below the loading point (-) | |
| dynamic hold up (-) | |
| Henry’s law constant (kpa·m3 kmol−1) | |
| liquid side mass-transfer coefficient (ms−1) | |
| gas side mass-transfer coefficient (ms−1) | |
| overall mass-transfer coefficient (ms−1) | |
| L | liquid molar flow rate (kmol s−1) |
| m | equilibrium ratio (mole fraction/mole fraction) |
| stripping rate (kgs−1) | |
| steam flow rate (kgs−1) | |
| P | total pressure (pa) |
| specific dry pressure drop (pa m−1) | |
| specific pressure drop (pa m−1) | |
| specific dry pressure drop at flooding (pa m−1) | |
| QL | volumetric flow rate of liquid (m3 s−1) |
| Reynolds number for gas (-) | |
| S | stripping factor (-) |
| Treb | temperature in the rebolier (K) |
| T’1 | temperature at the column top (K) |
| uG | gas linear flow rate (ms−1) |
| uL | liquid linear flow rate (ms−1) |
| uGe | effective gas velocity (ms−1) |
| uLe | effective liquid velocity (ms−1) |
| xin | mole fraction of liquid at inlet (-) |
| xout | mole fraction of liquid at outlet (-) |
| X | parameter in Equation (14)(-) |
| Greek symbols | |
| α0 | rich loading (mol-CO2 mol-amine−1) |
| α | lean loading (mol-CO2 mol-amine−1) |
| γ | contact angel between the liquid and solid(deg) |
| ε | void fraction (-) |
| viscosity of gas (mpa·s) | |
| viscosity of liquid (mpa·s) | |
| density of gas phase (kgm−3) | |
| density of liquid phase (kgm−3) | |
| surface tension (Nm−1) |
Abbreviations
| APM 2 | amino-2-methyl-1-propanol |
| HETP | height equivalent to a theoretical plate |
| HTU | height of transfer unit |
| MEA | monoethanolamine |
| NTU | number of transfer unit |
References
- Stichlmair, J.; Bravo, J.; Fair, J. General model for prediction of pressure drop and capacity of countercurrent gas/liquid packed columns. Gas Sep. Purif. 1989, 3, 19–28. [Google Scholar] [CrossRef]
- Richardson, J.K.; Zaki, W.N. Sedimentation and fluidization. Part1. Trans. Chem. Eng. 1954, 32, 35–53. [Google Scholar]
- Rocha, J.A.; Bravo, J.L.; Fair, J.R. Distillation columns containing structured packings: A comprehensive model for their performance. 1. Hydraulic models. Ind. Eng. Chem. Res. 1993, 32, 641–651. [Google Scholar] [CrossRef]
- Hoffmann, A.; Noeres, C.; Górak, A. Scale-up of reactive distillation columns with catalytic packings. Chem. Eng. Process. Process. Intensif. 2004, 43, 383–395. [Google Scholar] [CrossRef]
- Rocha, J.A.; Bravo, J.L.; Fair, J.R. Distillation Columns Containing Structured Packings: A Comprehensive Model for Their Performance. 2. Mass-Transfer Model. Ind. Eng. Chem. Res. 1996, 35, 1660–1667. [Google Scholar] [CrossRef]
- Gualito, J.J.; Cerino-Córdova, F.; Cardenas, J.C.; Rocha, J.A. Design Method for Distillation Columns Filled with Metallic, Ceramic, or Plastic Structured Packings. Ind. Eng. Chem. Res. 1997, 36, 1747–1757. [Google Scholar] [CrossRef]
- Ortiz-Del-Castillo, J.R.; Guerrero-Medina, G.; Lopez-Toledo, J.; Rocha, J.A. Design of Steam-Stripping Columns for Removal of Volatile Organic Compounds from Water Using Random and Structured Packings. Ind. Eng. Chem. Res. 2000, 39, 731–739. [Google Scholar] [CrossRef]
- Li, M.-H.; Lie, Y.-C. Densities and Viscosities of Solutions of Monoethanolamine + N-methyldiethanolamine + Water and Monoethanolamine + 2-Amino-2-methyl-1-propanol + Water. J. Chem. Eng. Data 1994, 39, 444–447. [Google Scholar] [CrossRef]
- Geankoplis, C.J. Transport Processes and Unit Operations, 2nd ed.; Allyn and Bacon Inc.: Boston, MA, USA, 1983; pp. 384–387. [Google Scholar]
- Xiao, J.; Li, C.-W.; Li, M.-H. Kinetics of absorption of carbon dioxide into aqueous solutions of 2-amino-2-methyl-1-propanol+monoethanolamine. Chem. Eng. Sci. 2000, 55, 161–175. [Google Scholar] [CrossRef]
- Hsu, C.-H.; Li, M.-H. Viscosities of Aqueous Blended Amines. J. Chem. Eng. Data 1997, 42, 714–720. [Google Scholar] [CrossRef]
- Jayarathna, S.A.; Weerasooriya, A.; Dayarathna, S.; Eimer, D.A.; Melaaen, M.C. Densities and Surface Tensions of CO2 Loaded Aqueous Monoethanolamine Solutions with r = (0.2 to 0.7) at T = (303.15 to 333.15) K. J. Chem. Eng. Data 2013, 58, 986–992. [Google Scholar] [CrossRef]
- Vázquez, G.; Álvarez, E.; Navaza, J.M.; Rendo, R.; Romero, E. Surface Tension of Binary Mixtures of Water + Monoethanolamine and Water + 2-Amino-2-methyl-1-propanol and Tertiary Mixtures of These Amines with Water from 25 °C to 50 °C. J. Chem. Eng. Data 1997, 42, 57–59. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, S.; Otto, F.; Mather, A. Solubility of N2O in alkanolamines and in mixed solvents. Chem. Eng. J. 1992, 48, 31–40. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, L.; Watanasiri, S. Representing Vapor–Liquid Equilibrium for an Aqueous MEA–CO2System Using the Electrolyte Nonrandom-Two-Liquid Model. Ind. Eng. Chem. Res. 1999, 38, 2080–2090. [Google Scholar] [CrossRef]
- Chiu, L.-F.; Li, M.-H. Heat Capacity of Alkanolamine Aqueous Solutions. J. Chem. Eng. Data 1999, 44, 1396–1401. [Google Scholar] [CrossRef]
- Chen, P.C.; Lai, Y.-L. Optimization in the Stripping Process of CO2 Gas Using Mixed Amines. Energies 2019, 12, 2202. [Google Scholar] [CrossRef] [Green Version]
- Brunazzi, E.; Macías-Salinas, R.; Viva, A. Calculation Procedure for Flooding in Packed Columns Using a Channel Model. Chem. Eng. Commun. 2008, 196, 330–341. [Google Scholar] [CrossRef]
- Mangalapally, H.P.; Notz, R.; Hoch, S.; Asprion, N.; Sieder, G.; García, H.; Hasse, H. Pilot plant experimental studies of post combustion CO2 capture by reactive absorption with MEA and new solvents. Energy Procedia 2009, 1, 963–970. [Google Scholar] [CrossRef] [Green Version]
- McCabe, W.L.; Smith, J.C.; Harriott, P. Unit Operations of Chemical Engineering, 5th ed.; McGraw-Hill Inc.: New York, NY, USA, 1993; pp. 722–724. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | (°C) | CA (kmol/m3) | |
|---|---|---|---|
| 1 | 100 | 0.2 | 3 |
| 2 | 100 | 0.3 | 3 |
| 3 | 100 | 0.4 | 3 |
| 4 | 110 | 0.2 | 4 |
| 5 | 110 | 0.3 | 4 |
| 6 | 110 | 0.4 | 4 |
| 7 | 120 | 0.2 | 5 |
| 8 | 120 | 0.3 | 5 |
| 9 | 120 | 0.4 | 5 |
| 10 | 110 | 0.3 | 3 |
| 11 | 110 | 0.3 | 4 |
| 12 | 110 | 0.3 | 5 |
| 13 | 110 | 0.3 | 3 |
| 14 | 110 | 0.3 | 4 |
| 15 | 110 | 0.3 | 5 |
| Experimental Number | (g/min) | (pa/m) | (pa/m) | (1/s) | HTU (m) | |
|---|---|---|---|---|---|---|
| No.13–15 (MEA) | 8.4–11.6 | 119.8–147.7 | 799.9–1150 | 1441–1492 | 0.01–0.0152 | 0.1678–0.2535 |
| No.10–12 (MEA + AMP) | 7.82–11.7 | 66.1–107.6 | 257.1–528.9 | 1514–1562 | 0.0244–0.0261 | 0.0976–0.1045 |
| No.1–12 (MEA + AMP) | 3.77–15.3 | 34.8–107.6 | 83.4–528.9 | 1360–1725 | 0.0187–0.0272 | 0.0823–0.1329 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, P.C.; Yang, M.-W.; Lai, Y.-L. Hydrodynamic and Mass Transfer in the Desorption Process of CO2 Gas in a Packed-Bed Stripper. Processes 2021, 9, 46. https://doi.org/10.3390/pr9010046
Chen PC, Yang M-W, Lai Y-L. Hydrodynamic and Mass Transfer in the Desorption Process of CO2 Gas in a Packed-Bed Stripper. Processes. 2021; 9(1):46. https://doi.org/10.3390/pr9010046
Chicago/Turabian StyleChen, Pao Chi, Ming-Wei Yang, and Yan-Lin Lai. 2021. "Hydrodynamic and Mass Transfer in the Desorption Process of CO2 Gas in a Packed-Bed Stripper" Processes 9, no. 1: 46. https://doi.org/10.3390/pr9010046