1. Introduction
Secondary refining in steelmaking consists of removing impurities from liquid steel through desulfurization, deoxidation and inclusion removal [
1]. All aspects of refinement require agitation of the steel in its molten liquid form to accelerate steel–slag exchanges and mixing phenomena. Liquid steel is agitated by injecting gas through porous plugs located in the bottom of the ladle, which produces a movement of recirculation in the liquid steel, causing homogenization of thermal and chemical gradients, acceleration of metal–slag reactions, removal of gaseous species and flotation/precipitation of non-metallic inclusions present in the molten metal towards the slag to be removed [
2]. A ladle usually has a cylindrical or truncated cone shape with a metal casing, covered inside with refractory brick. At the bottom is the porous plug, where inert gas (Ar) is injected. It usually also has graphite electrodes on top to maintain the temperature of the liquid mixture. It also has a hopper for the addition of alloys, mainly ferroalloys, and a powder injection system for the processes that require it. The slag layer plays a decisive role in refining the steel in the ladle. It is used to perform the desulfurization reaction, as well as to prevent oxidation of the metal and reduce heat dissipation. As the key to obtaining low sulfur containing steel, the efficiency and productivity of the desulfurization process depend largely on: (a) the consecutive kinetic steps, which consist of two main processes, namely, the chemical reactions at the interface and interphase mass transfer of sulfur from metal to slag phase, and (b) mixing within steel–slag phases. The efficiency of these physicochemical processes depends largely on the mixing degree of the molten steel by gas injection; thus, mixing time has been used extensively as a measure of the efficiency of the process. As the ladle is agitated by gas injection, the argon bubbles break up the slag layer, exposing a certain area of liquid metal to the atmosphere, called the slag eye or open eye. This phenomenon is harmful, because it is a site for reoxidation and nitrogen pickup in the bath. During ladle operation, this can be envisaged by the reaching of low mixing times using violent gas stirring. However, large gas flow rates lead to big slag eye areas as well. The behavior of the slag layer and mixing phenomena in the ladle are highly influenced by the argon stirring rates, the number of nozzles and their configuration. Thus, there is a balance needed for the ladle refining process which requires high mixing times but low slag eye areas [
3,
4].
Mixing time is a parameter that measures the mixing efficiency of the primary phase (liquid steel) in a bath. Mathematically, it is defined as the time at which there is a chemical homogeneity of 95% in the steel [
5]. Mixing time helps to quantify the degree of agitation needed to homogenize the liquid contents after a step change in the composition inside a ladle. Researchers [
6,
7] have studied the mixing time of a two-phase system using central gas injection. Joo and Guthrie [
8] concluded that the more a nozzle is moved from the center towards the mid-radius position, the more the mixing time decreases, which was confirmed by Krishnapisharody et al. [
9]. It is important to note that both these research groups injected a tracer above the plume area to measure mixing time. Khajavi and Barati et al. [
10] stated that an overlying slag layer has a significant effect on mixing time. In the case of dual gas injection, Chattopadhyay et al. [
11] identified all possible dual purging locations that produced the least mixing time and compared their result with single purging experiments. They concluded that dual purging can reduce mixing time to a great extent even in the lower flowrate range. The promising results obtained initially by Liu et al. [
12] and Haiyan et al. [
13], showing the possibility of improving the mixing in a ladle by performing differentiated gas blowing, raised interest in the study of the effects of different gas blown modes for dual injection (equal and differentiated) on the ladle performance. Tang et al. [
14] found both the ladle mixing and its exposed slag eye area are remarkably affected by the bottom gas blowing modes. In most cases, the differentiated mode can decrease the mixing time and slag eye area under given gas flowrates, compared with the equal gas blown mode. They also found that, generally, a relatively small angle between the porous plugs and a small radial position is beneficial to a decrease in the mixing time, whereas a relatively far plug radial position leads to a smaller slag eye. Jardón-Pérez et al. [
15] used a physical model of a gas-stirred ladle with dual plugs to study the effect of gas flow ratio (equal or differentiated), gas flow rate, and slag thickness on mixing time and open eye area, using particle image velocimetry (PIV) to reveal the flow structure and using planar laser-induced fluorescence (PLIF) to determine the mixing time. They also performed a multi-objective optimization using a genetic algorithm, similar to Mazumdar et al. [
16]. Their results revealed that the differentiated injection ratio significantly changes the flow structure and greatly influences the behavior of the system regarding mixing time and open eye area. Their results suggest that for optimal performance the ladle must be operated using a differentiated flow ratio. Liu et al. [
17] recently made a comprehensive review of the variables considered in the study of mixing time in ladle metallurgy in the last three decades. Among all the variables, they found that the gas flow rate is by far the most important variable affecting the mixing time. In general terms, the effect of increasing the gas flow rate increases the slag eye area and an increase in the slag thickness decreases the slag eye area.
The dynamics of gas–liquid interaction in a metallurgical reactor such as a ladle furnace is similar to a bubble column reactor [
17], although it is more complex, since the process is a triphasic system. Gathering experimental data in such high temperature environment is quite complex; thus, researchers use scaled down water (physical) models and numerical models using computational fluid dynamics (CFD) to understand the hydrodynamics and mixing processes [
5]. Li et al. [
18] developed a CFD model to analyze the transient three phase flow in an argon-stirred ladle with one and two off-centered porous plugs. The effect of the argon gas flow rate on the spout height and slag eye area was discussed. The slag layer behavior and the interface phenomena were also analyzed. Haiyan et al. [
13] found that the use of different flowrates can significantly reduce the mixing time, compared with the mixing time reached when using the same flow rate. They performed a validation of their CFD model, which suggests that the difference in mixing time arises due to the different flow behavior and the associated changes in stirring energy dissipation, which in turn could explain the observed decrease in mixing time. In the case of differentiated flows, the simulation showed that the eyes of the loops of the two plumes are not located at the same height. This is due to the difference in the gas flow rates injected at each plug (i.e., the strong plume forms a larger circulation loop stirring most of the ladle, whereas the weak plume forms a smaller circulation loop). Using a coupled Eulerian–Lagrangian model, Conejo et al. [
19] studied mixing time and slag eye area fitted with dual plugs as a function of operating variables, namely, gas flow rate, radial nozzle position, separation angle between nozzles and partitioning flow rate. They suggested that if mixing time is the parameter of primary interest then nozzle configuration with equal flow partitioning (50%:50%) between the nozzles should suffice for both low and high gas flow rates, whereas if slag eye is the parameter of primary interest then a configuration with non-equal flow partitioning (25%:75%) between the nozzles should be preferred. Villela-Aguilar et al. [
20] performed a multiphase numerical simulation to analyze the effects of the gas flow rate, radial position and angle between plugs and differentiated flows in two plugs on the mixing time in a secondary refining ladle. They found that the angle of separation between the plugs is the most relevant variable to reduce mixing time. They also found that it is possible to reduce the mixing time by using a good differentiated configuration in both gas flow and location of the porous plugs. According to a review by Liu et al. [
17], there is still room for further improvement of the numerical model regarding the representation of the turbulence and the slag–steel interactions. One of the least studied variables, in the case of dual gas injection points, is the effect of the use of different gas flow rates in each plug (i.e., a gas blowing ratio different from 50%:50%).
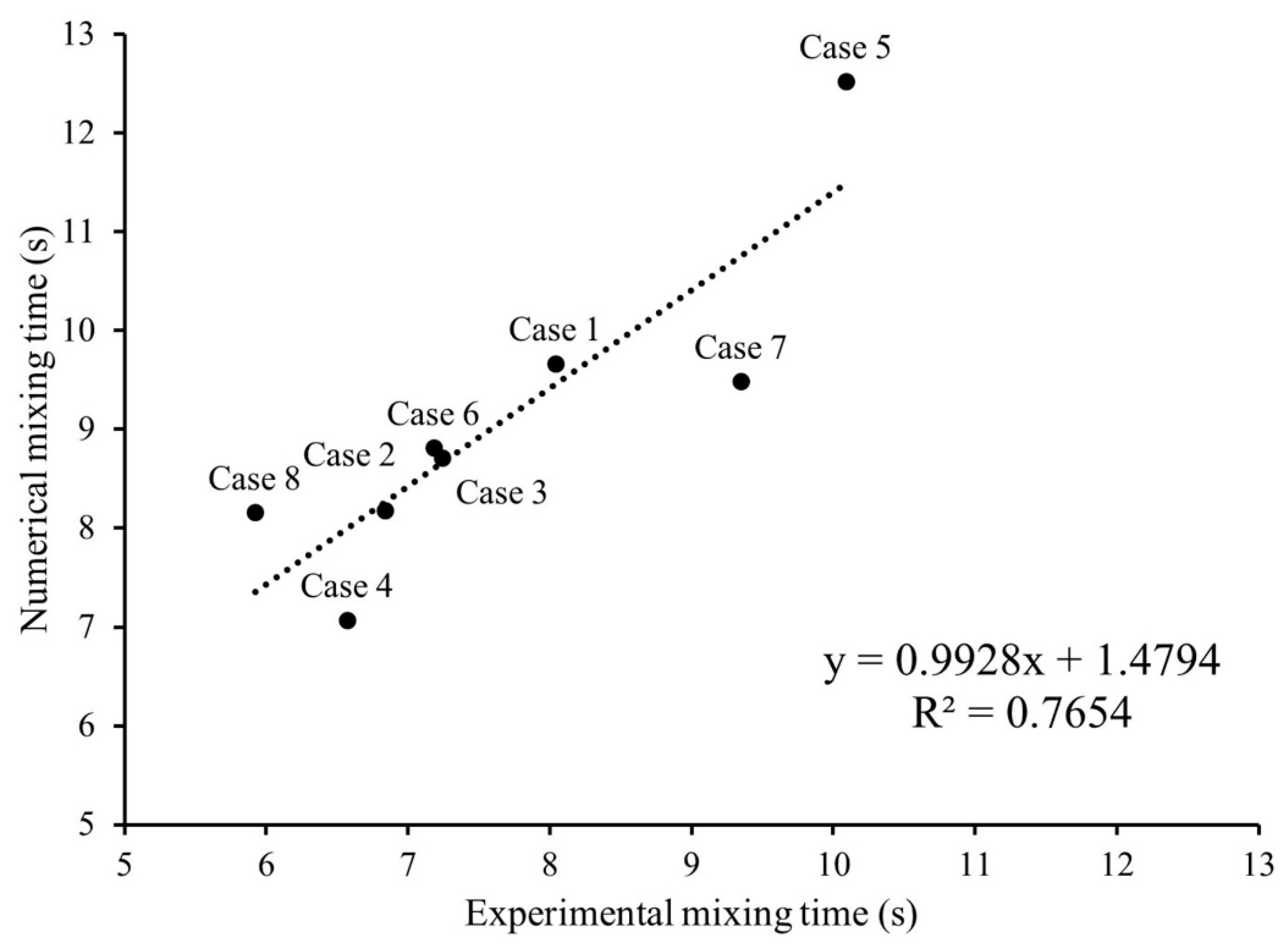
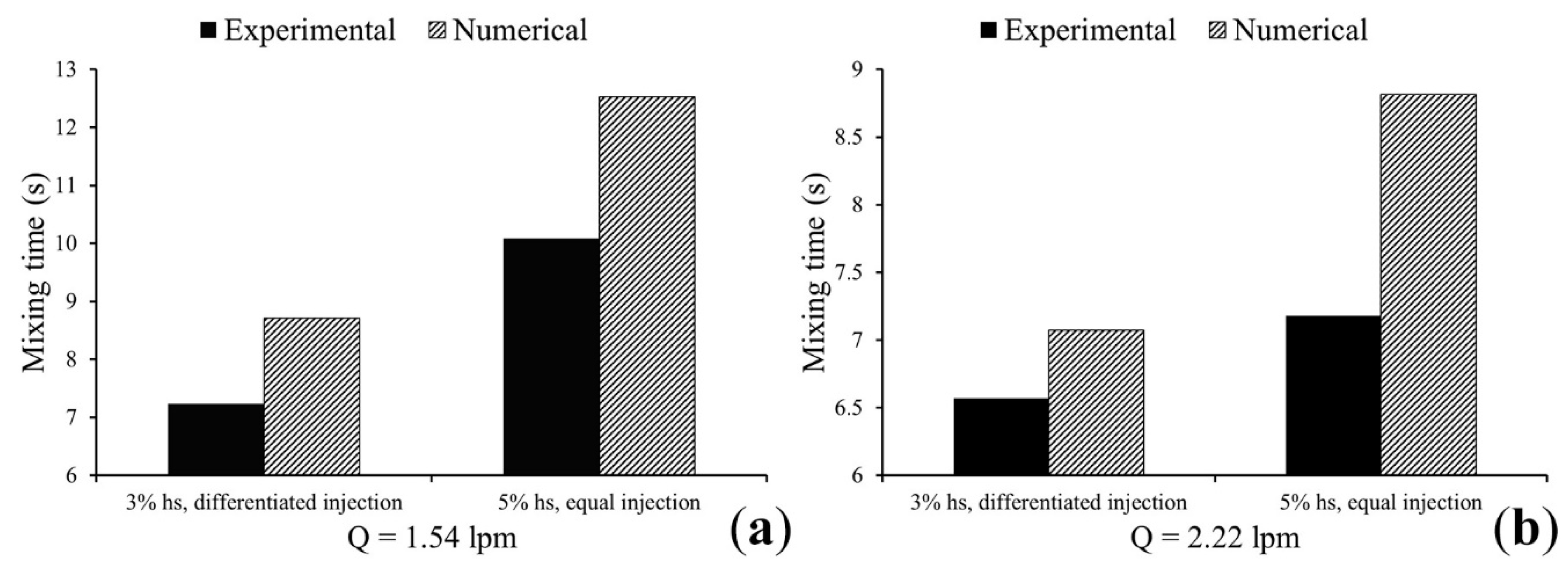
In the present study, the effect of gas injection in equal (50%:50%) and differentiated (75%:25%) flows, along with the gas flow rate and slag thickness, on mixing time and slag eye were studied using a numerical model of a ladle and were compared with previously-obtained experimental data based on PIV measurements of the hydrodynamics and PLIF measurements of mixing time for model validation. This study aims to improve the mixing time in a secondary refining ladle and to identify a balanced compromise between mixing time and slag eye, while improving numerical modeling practices using experimental data on differentiated dual gas injection modes in ladles.
2. Methodology: Numerical Model Development
A Eulerian multi-phase mathematical model simulating the physical model described in this study was developed under the following assumptions: (i) steady state, (ii) a symmetry plane is considered for the dual gas injection system and thus only half of the ladle is solved; (iii) Newtonian and incompressible fluids for both liquids and gas phases; (iv) isothermal flow and (v) constant bubble diameter of 0.01 m. The latter is certainly an oversimplification, by neglecting bubble disintegration and coalescence phenomena under real dynamic bubble size distributions. However, using the Eulerian model most regions of the ladle are fairly well predicted, as presented in
Section 3.1, both in turbulence and velocity magnitude, except for the water-oil-bubble open eye regions. Governing equations for the 3D Eulerian-Eulerian multi-phase algorithm include mass conservation equation, Navier–Stokes equations and the
k-
realizable turbulence model for the water phase.
The volume of the
q-phase,
, is given by the volume integral:
where
is the volume fraction of phase
q, and the sum of volume fractions must be equal to one according to:
The continuity equation for each
q-phase is:
where
and
are the density and velocity vector of the
q-phase, respectively.
The momentum conservation equation for the
q-phase is:
For other phases:
where
,
,
are the pressure, effective viscosity of the
q-phase and the gravity acceleration, respectively. The effective viscosity for the water phase is the sum of the molecular viscosity (
) and the turbulent viscosity (
) defined by the turbulence model employed. For the other phases
is only the laminar viscosity of every fluid, and the subscripts
and
stand for water and laminar, respectively. The term
is the contribution of all interphase forces. The only force considered is the drag force, and the virtual mass, lift and turbulent dispersion forces are neglected.
In this study, a sensitivity analysis was performed to choose the best turbulence model that predicts correctly the turbulence measured in the ladle. From all the models tested, the best option is the realizable
-
turbulence model [
21]. This model solves two additional conservation equations applicable only to the water liquid phase, one of these equations being the conservation of turbulent kinetic energy,
:
The conservation equation for the dissipation of the turbulent kinetic energy,
:
,
,
,
and
are constants of the model, with values of 1.44, 1.92, 1.3, 1.0 and 1.2 respectively.
is the production of turbulent kinetic energy due to the mean velocity gradients of the water phase and
is the additional turbulent kinetic energy produced by the bubbles.
and
are the turbulent interaction terms defined by Troshko-Hassan [
22] as:
where
and
are model constants with values of 0.75 and 0.45, respectively.
is the covariance of the velocities of the continuous phase
and the disperse phase
.
is the bubble diameter; the velocity difference between the gas and liquid phase,
, is defined as the relative velocity,
; whereas
is the drag coefficient determined through a sensitivity analysis (not mentioned in this study) performed that revealed the best option was the well-known symmetric model:
where
is the Reynolds number.
The interphase forces,
are limited to the drag force,
as follows:
Finally, to compute mixing time in the water phase
, a single conservation equation for a tracer chemical species
is solved in transient mode with initial conditions of zero concentration of solute everywhere except for the pulsed tracer injected at the free surface above the plume of high flow, as follows:
The geometry of the water (physical) model that was used in PIV experiments is made in 3D using ANSYS Design Modeler 19.0 (Ansys Inc., Canonsburg, PA, USA) for the numerical model. The diameter and height of the cylindrical ladle are 0.185 m and 0.214 m (0.17 m liquid level), respectively, similar to that of the physical model [
15] that corresponds to a 1:17 scale ratio of an industrial-size ladle of 200-ton capacity.
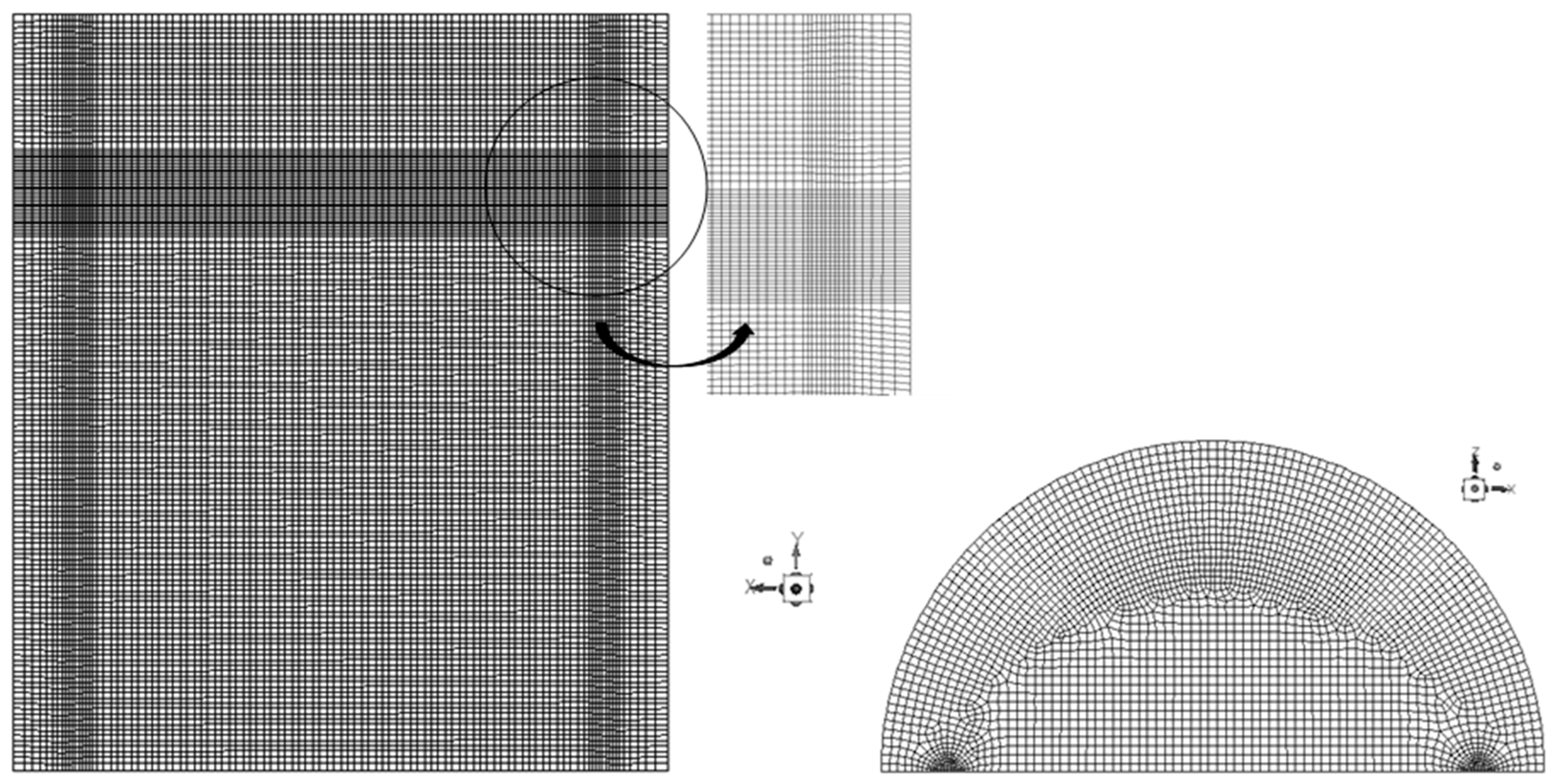
Figure 1 shows an illustration of the mesh built with approximately 350,000 elements with average orthogonality, skewness and aspect ratios of 0.98, 0.1 and 1.99, respectively. The choice of the mesh elements was based on a sensitivity analysis using approximately 200,000 and 500,000 mesh elements.
Non-slip boundary conditions at the bottom and lateral walls have been used, whereas the standard wall functions have been used to connect the turbulent core of the fluid with the laminar flow near the walls. The gas injection inlets at the nozzle positions and an open boundary to the atmosphere at the top of the system allow the outflow of the gas phase. The complete set of boundary conditions can be found in
Table 1.
The system of partial differential equations was numerically solved and the solution in pseudo-transient mode was considered to be converged when the residuals of all conservation equations were below 1 × 10
−3. Approximately 1200 iterations were required to get the convergence in around 36 h of CPU time in a computer with 8 MB in RAM with an Intel Core
® i7-3770 processor of 3.4 GHZ.
Table 2 lists all the numerical simulations performed in this study which is based on a full factorial experimental design at two levels with the three variables, namely, gas flow rate, dual gas injection ratio and (slag) oil thickness, as mentioned in Jardón-Pérez et al. [
15].

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}