Research work on pulsed multiphase flows, especially for the evaluation of injected sprays and resulting particle formation as well as particle dynamics in the operating regime of Glatt’s APPtec
® method, is very limited. In general, modeling and experimental studies on common pulse combustion and pulsed flows do exist, but they usually focus on very specific aspects of pulsating single-phase flow and pulse combustion, e.g., thermal efficiency or pollutant emissions. Due to the complexity of the pulse combustion process, many different theoretical and numerical zero-, one- or even multi-dimensional models on the basis of CFD were developed since the early 1950s [
9]. Only a few studies were carried out focusing on particle dynamics, gas–particle relative velocities [
10,
11], resulting gas–particle heat and mass transfer [
12,
13] or droplet dispersion, droplet breakup and nanoparticle formation [
13,
14,
15] or particle separation by coupled CFD-DEM approach [
16] for pulsating flows, pulsed combustion drying or pulsating coal combustors in general. The modeling of pulsed multiphase flow was performed mostly with direct numerical simulation approaches and only for selected frequencies of specific pulsed combustor setups. The results show enhancements of the heat and mass transfer for single particles as well as particle grouping effects for collectives, that occur with pulsation. Carvalho Jr. [
10] also found an effect on particle residence times, indicating a reduction of the residence time for pulsating flows compared to stationary flow. Research on the topic of pulse combustion spray pyrolysis is rather limited and mostly related to experimental work for the processing of very specific material systems, such as ZnO [
6]. One distinctive feature of Glatt’s APPtec
® method is the adjustable frequency and amplitude of the pulsation independently of other crucial processing parameters like gas temperature and mean gas flow velocity, providing a wide range of operation regimes. Typical frequencies are in-between 40–160 Hz with pulsation pressure amplitudes of up to 5 kPa. Therefore, the influence of different combinations of these two parameters on particles of different properties (especially particle size) are of special interest for a deeper understanding of process behavior and resulting product properties.
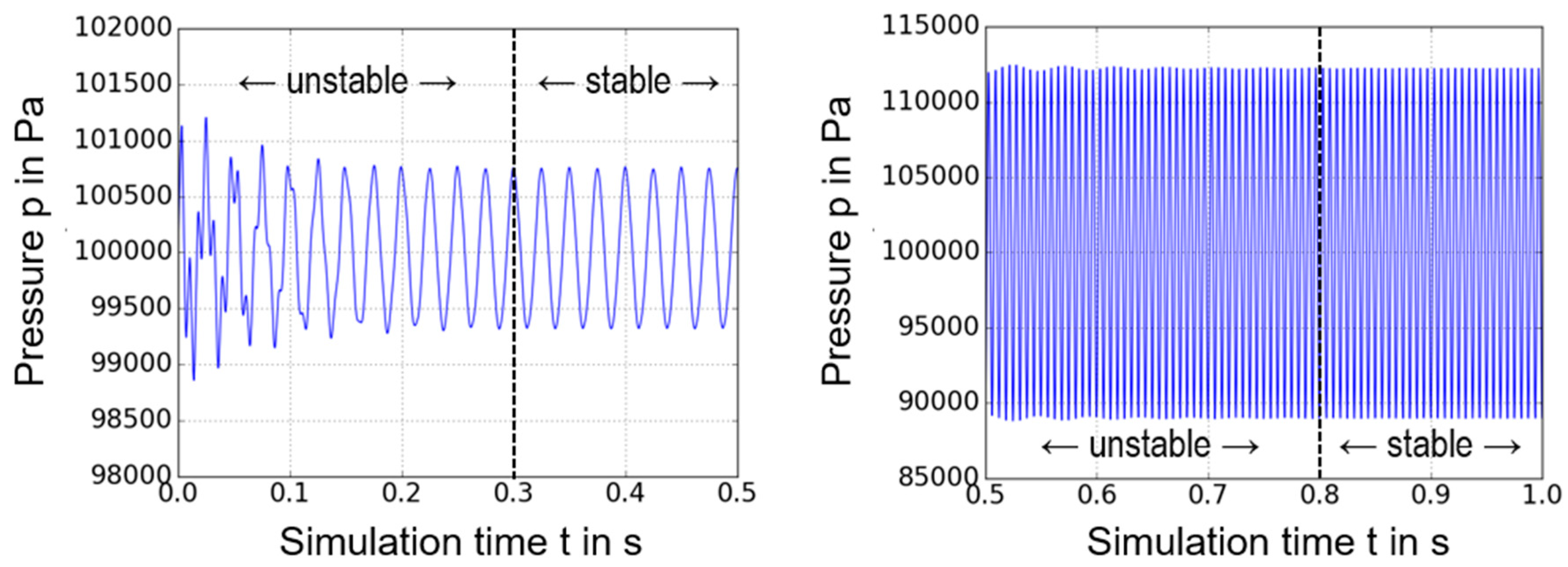
In the present work, particle formation in pulsed multiphase flow is modelled in two subsequent stages. In the first stage, gas pulsation is simulated in a vertical cylindrical pipe reactor by computational fluid dynamics method (CFD) without consideration of the solid phase. Since the solid concentration in the considered reactor with analysis of single particles is low, it is assumed that the individual particles have no influence on gas dynamics. Afterwards, obtained CFD data are revaluated and resulting flow profiles for different pulsation frequencies and amplitudes are extracted for one sinusoidal pulsation period. The extraction is started only after the stabilization of transient oscillations at the quasi-stationary point. Extracted data text files are reorganized and thereby prepared for further analysis during modeling of the solid phase. The obtained time-dependent fluid profile is then transferred to the second model, where simulation of single particle dynamics as well as heat and mass transfer is performed. A similar approach has been effectively used for the modeling of liquid injection into fluidized beds [
17,
18,
19].
2.1. Modeling of Fluid Flow
In this contribution, for CFD calculations, the open source tool OpenFOAM
® (Version 2.4.X, TheOpenFOAMFoundation Ltd., London, UK, 2011 – 2020) was used [
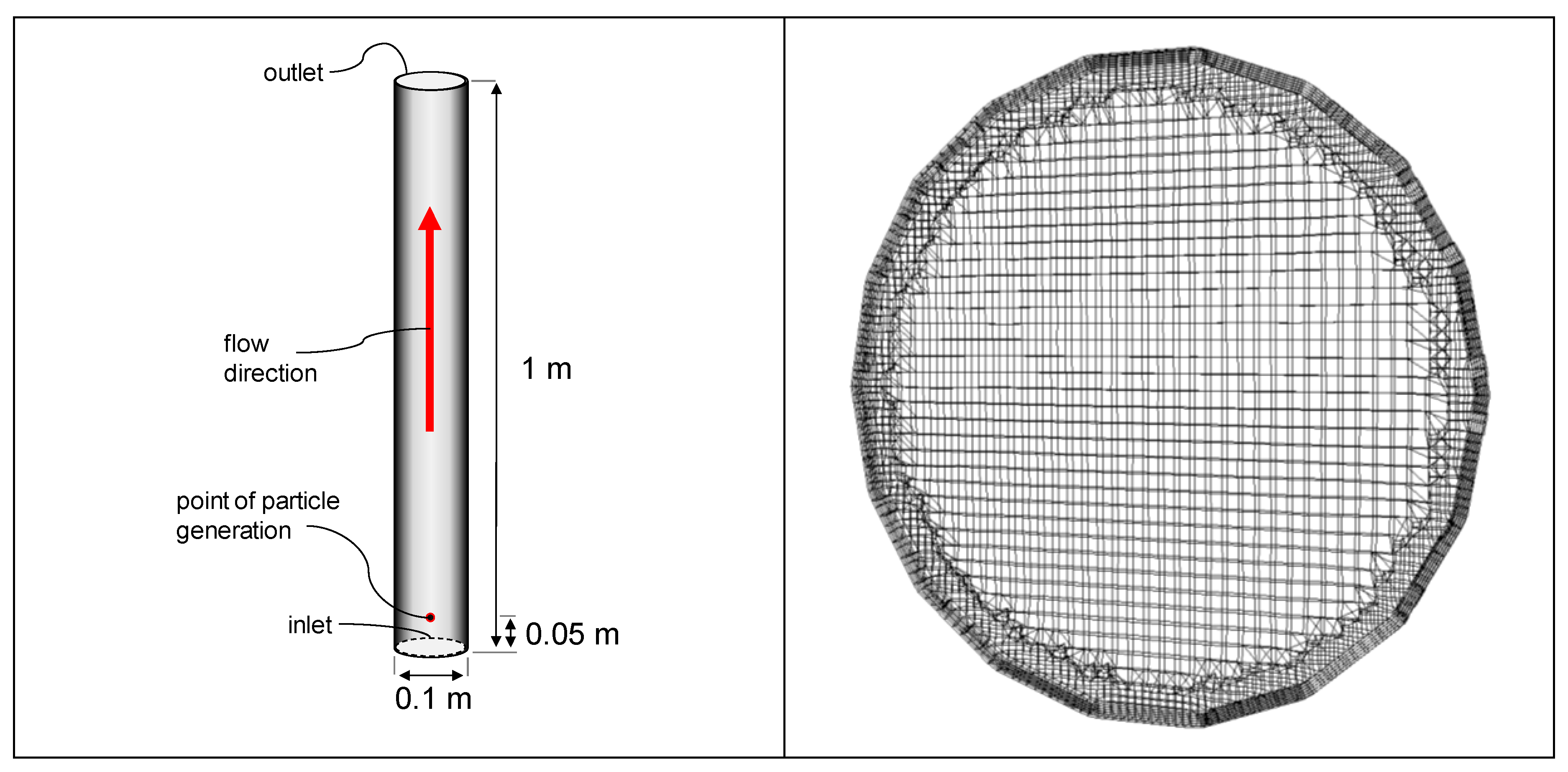
20]. The geometry of the vertical cylindrical process chamber (d
cyl = 0.1 m, H
cyl = 1 m, see
Figure 2) was drawn in CAD software SolidWorks
® and the simulation mesh was generated with hexahedral cut-cell-based OpenFOAM
® meshing tool snappyHexMesh. Meshing was performed with addition of 5 layers for higher resolution in the wall region of the cylindrical volume and a cell refinement level of 3. For the underlying block mesh, a mesh independency test was carried out. Four different refinement levels were simulated. Block mesh cell sizes
of 10 mm; 5 mm; 2.5 mm and 1 mm were used. For comparison of results, the velocity profiles at heights of z = 0.05 Tablem and z = 0.95 m as well as pressure profiles at these points were compared. The percentual difference of results compared to the smallest cell size
of 1 mm were up to 50% for the case of 10 mm, up to 10% for the case of 5 mm and maximum 2.5% for 2.5 mm. Based on the comparison of accuracy and calculation time, a block mesh cell size
of 2.5 mm (2.5…10 times particle diameter d
p) with a total of 640,000 cells was chosen. After the addition of layers and the refinement of cells, in total, the simulation mesh contained around 1,715,000 cells of mostly hexahedral type (see
Figure 2).
Simulations were carried out using the built-in SprayFOAM solver for solving combustion problems of sprays, also considering acoustic phenomena. The solver is generally based on the PIMPLE algorithm, which is a combined algorithm of the Semi-Implicit method for Pressure Linked Equations (SIMPLE) and Pressure Implicit with Splitting of Operator (PISO). Simulations were performed for turbulent flows of compressible fluids using the standard k-ε-model and Reynolds-Averaged Navier-Stokes equations (RANS). Pulsation has been modelled with a time-dependent sinusoidal gas velocity defined in the vertical direction (z):
where
is the mean vertical flow velocity,
is the pulsation velocity amplitude,
is the angular phase shift and
is pulsation frequency. The inlet velocities in radial (x, y) direction were equal to zero.
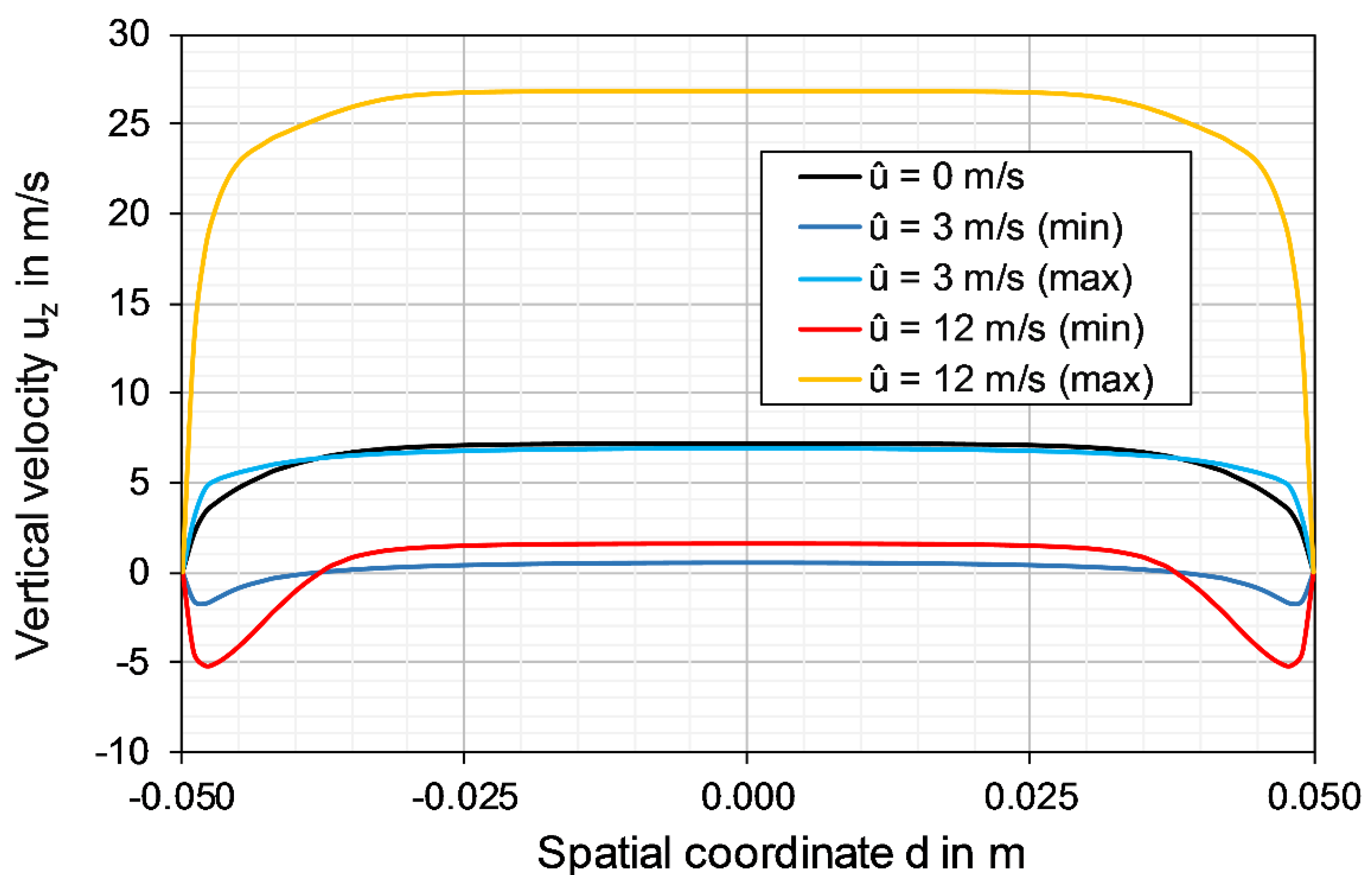
In this study, several gas flow profiles were simulated. The parameters of the investigated profiles are listed in
Table 1. The parameters, except pulsation velocity amplitude, were chosen based on typical operating parameters of Glatts APPtec
® measured with the powder synthesis plant ProAPP500
®. These parameters define the chosen boundary conditions for the numerical investigation. Since the acoustic behavior of the overall plant ProAPP500 is not only determined by the geometry of the pyrolysis reactor pipe, but also by duct work and gas–solid separation units, like cyclones and filters, the acoustic behavior in terms of resonance differs from the simplified reactor (only) model volume investigated in this study. Resulting pulsation amplitudes from excitation based on the chosen boundary conditions are shown and further explained in
Section 3.1.
The pulsation velocity amplitude is a necessary simulation parameter derived from the pulsation frequency and pressure amplitude. Based on the theory of acoustics, the velocity pulsation amplitude
is equal to the sound particle velocity
, which is a function of the root mean square of the pressure amplitude, the speed of sound
and the density of the gas
at a given temperature.
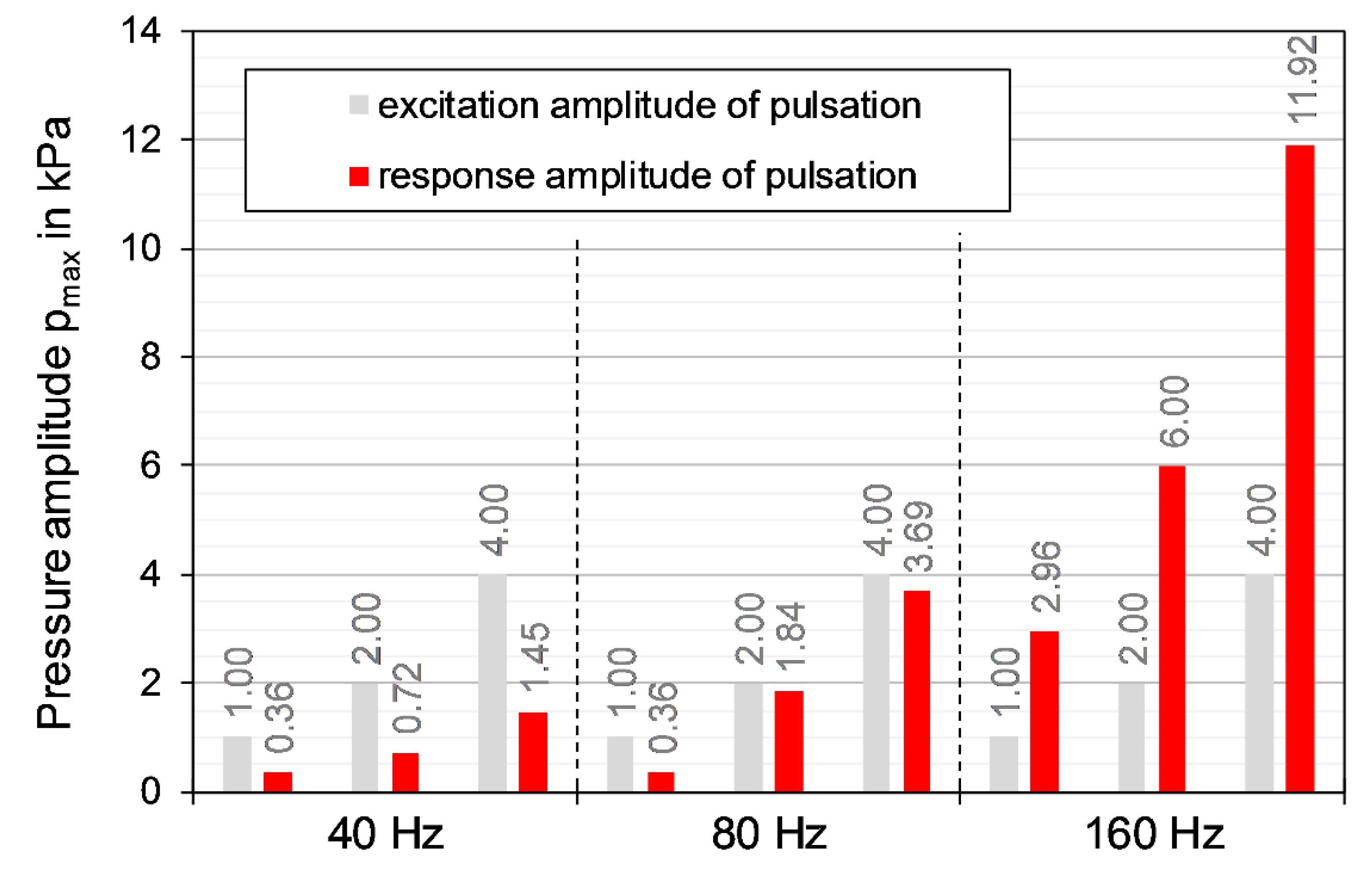
The basis for the pulsation pressure amplitude are measured values at typical operation regimes of the powder synthesis plant ProAPP500®. For the measurement, a fast, dynamic pressure measurement with online fast Fourier transformation is used to analyze main frequencies and their respective pressure amplitudes.
In total, the variation of listed parameters provides a set of 10 different fluid flow simulations: 9 simulations with pulsation and one stationary fluid flow simulation for comparison. All other inlet condition parameters kept constant in all simulations are listed in
Table 2. In order to not overdetermine the simulation system, thermodynamic gas properties are only defined either for the inlet or the outlet of the model volume. Temperature (T
outlet), velocity (u
outlet) at outlet and pressure (p
inlet) at inlet are defined as “zero gradient” and directly calculated from the given boundary conditions during simulation. Pressure at the outlet is set to ambient conditions to simulate an open pipe to the environment. Time-dependent pressure pulsation in the cylindrical volume results from the defined sinusoidal velocity excitation at the inlet. A no-slip condition is assumed for all fluid–solid boundaries, so that the gas phase will have zero velocity relative to the wall boundary. Simulation time steps and saving intervals are dependent on the actual simulated pulsation frequency and amplitude. The simulation time steps are set to be adjustable by the solver and calculated on the basis of a maximum Courant-Number
Co = 0.75 [
21].
where
is the simulation time step,
is the cell size and
is the flow velocity.
The saving interval of obtained data is chosen to be 1/10 of the duration of a single pulsation period which is dependent on the simulated pulsation frequency. The sampling frequency
is therefore 10 times the pulsation frequency
.
2.2. Modeling of Solid Phase
For the modeling of particle dynamics in the reactor, a separate sub-model was developed and implemented in C++ programming language. Here, the single particles are generated in the injection zone and afterwards each particle is treated as a separate discrete entity. It is supposed that in a steady-state regime, the gas profile is the same for different pulsation periods. Therefore, the fluid profile extracted from CFD calculations for one pulsation period is recursively repeated for a longer time interval. The fluid flow profile for one pulsation period is represented by 10 equidistant time points. Each time point is exported from the CFD calculations as an individual text file. To extract information about flow profile at any arbitrary time, linear interpolation was used. To be able to evaluate the single particle dynamics at any time and any condition of injection 40,000 particles per second are considered and simulated simultaneously.
Three main groups of time-dependent particle characteristics are studied in this contribution:
single particle dynamics: trajectory, velocity and acceleration;
thermal evolution: temperature, heat and enthalpy flux;
species evolution: concentration, mass flux and size change.
To simulate time-dependent change of particle properties, the whole simulation time was discretized into smaller simulation time steps of constant size, and calculations were performed iteratively. All temperature-dependent thermodynamic properties of the fluids, such as, e.g., evaporation enthalpy, dynamic viscosity or heat conductivity, are calculated according to [
22] and will not be explained in further detail.
2.2.1. Particle Dynamics
Particle dynamics were modeled with certain simplifications and assumptions. It is assumed that all particles are spherical and have the same initial size and composition. Particle–particle interaction, particle breakage or agglomeration, as well as an influence of the solid phase on gas flow are neglected. For the modeling of particle–wall interactions, it is assumed that if a particle collides with any part of the geometry, it sticks to its surface and no rebound occurs. Furthermore, a homogeneous temperature profile inside of each particle is assumed. Thus, heat conduction inside of the particles is not considered. Particle shrinking caused by the evaporation of solvent is assumed to be dependent only on the loss of volume of the solvent.
Relative velocities
urel between particles and surrounding fluid are calculated for any time point
t and particle i as the difference between gas and particle velocity
u and
v in all three coordinates x, y and z. To obtain gas properties such as flow velocity or temperature, the closest node to the position of the particle in the 3D simulation volume is selected
The particle Reynolds number
Rep is derived by Equation (6), where
ρf is the density of the fluid,
ηf is the dynamic viscosity of the fluid and
rp is the time-dependent particle radius. The dynamic viscosity and density of the surrounding gas are calculated for each particle and time point separately. Depending on the particle’s position, the temperature of the gas of the closest node is used for the calculation of temperature-dependent gas properties as described in
Section 2.2.2.
The drag coefficient
CD is dependent on the particle Reynolds number Re
p. For spherical particles and
Rep < 10
5 the drag coefficient is calculated with the correlation of [
23] described by:
The change in the velocity of the individual particle is estimated through its momentum balance. The net forces acting on the particle constitute the downward gravity force, the upward drag force and buoyancy. In this contribution the buoyancy force is neglected and resulting forces F are described by:
Note, that due to the evaporation, the mass of particles is not constant. Detailed explanations regarding mass loss are given in the following sections related to heat and mass transfer.
To calculate changes of particle velocities
vi and coordinates
for each following time step
the Euler integration scheme is used:
2.2.2. Heat Transfer
Thermal evolution of the particles depends on heat transfer from the surrounding gas to the particle and on solvent evaporation. The empirical Ranz and Marshall correlation defines the heat transfer between a spherical particle and the surrounding gas for a wide range of thermodynamic properties [
24,
25]. The calculation of the individual particle Nusselt number Nu thereby is given as:
with the Prandtl number
Pr, where
cP,f,i is the specific heat capacity of the fluid at constant pressure and
λf,i is the heat conductivity of the fluid and. Fluid parameters like
λf,i or the dynamic viscosity η
f,i are directly derived from fluid flow simulation results at the closest node to the particle i. Temperature- and pressure-dependent parameters are then calculated with polynomial functions from VDI-Wärmeatlas [
22]:
The individual gas–particle heat transfer coefficient
h is derived from the Nusselt number obtained by Equation (11).
The resulting heat flow
to the individual particle is described by Equation (14):
where
Tf,i and
Tp,i are the time-dependent temperature of fluid and individual particle. The changes in particle temperature for each time step are calculated with respect to mass transfer and evaporation enthalpy of the liquid according to Equation (26) of
Section 2.2.3.
2.2.3. Mass Transfer
Species evolution of the particles is based upon mass transfer from the particle to the surrounding gases and vice versa. In analogy to heat transfer, the empirical Ranz and Marshall correlation can be used for mass transfer calculations between a spherical particle and the surrounding gas [
24]. The calculation of the individual particle Sherwood number
Shp,i thereby is given as:
The Prandtl number
Pr in Equation (12) is replaced with the Schmidt number
Sc,
For gases at low pressures, binary mass diffusivity
D12,i needed for the calculation of
Sci is estimated according to [
26] with the following conditional equation:
where
M1,
M2 are the molar weights of substance 1 (solute) and 2 (solvent) accordingly;
pf,i is the pressure of the fluid surrounding the particle; ∑Δ
ν1, ∑Δ
ν2 are diffusion volumes of substance 1 and 2 based on functional group contributions.
The individual gas–particle mass transfer coefficient
ki is derived from the Sherwood number obtained by Equation (15)
The resulting mass flow
of vapor from the individual particle is described by Equation (19):
where
YP,sat,i and
Yf,i are the time-dependent saturation humidity at the surface of each individual particle and of bulk fluid
Here
pvap,I is the vapor pressure for the evaporating substance at current temperature
Tp,i of each individual particle, calculated with Antoine’s equation (Antoine coefficients C
A, C
B and C
C are listed in
Table 3):
The solids weight fraction
wp,S,i of the individual particles changes with time by the evaporation of the solvent and is described by:
The evaporation of the solvent causes each individual particle to shrink and to change its mass. This transient behavior is described by Equations (23) and (24), where
ρL is the density of the evaporated liquid:
On the basis of the evaporated mass of liquid
the resulting enthalpy stream
from the gas to the liquid and vapor at the surface of each individual particle is calculated according to Equation (25), where Δ
hvap,i(
Tf,i) is the temperature-dependent evaporation enthalpy of the liquid and
cP,vap,i is the specific heat capacity of the vapor at constant pressure:
The individual particle temperature
Tp,i is calculated as:
2.2.4. Calculation Algorithm
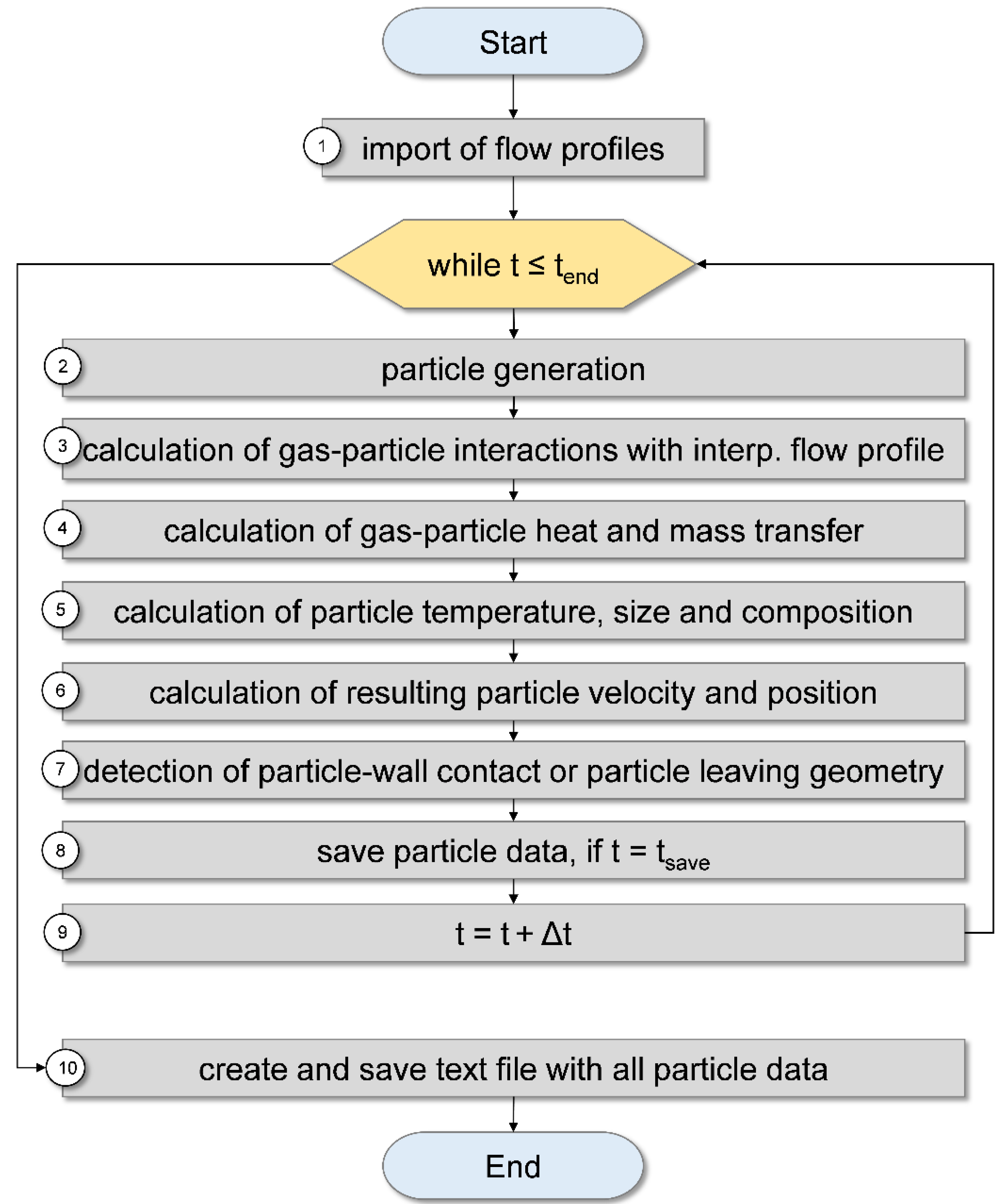
The overall calculation algorithm for the particle modeling as discrete elements unilaterally coupled with CFD gas flow profiles is shown in
Figure 3. At start of the simulation, flow profiles for all 10 time points are imported. This data is stored in RAM to increase the performance of data access. Afterwards, calculations are performed iteratively with a simulation time step Δ
t until the end simulation time
tend.
In each simulation time step
new particles (droplets) are generated, where
is the particle generation rate. Particles are generated in a point-like source (x = 0; y = 0 and z = 0.05) with an initial velocity in radial and vertical direction. The distribution of initial particle velocity is defined with a normal distribution. The parameters of the distribution are listed in
Table 4. These parameters were chosen to cover all possible injection angles in a full cone with an opening angle of 30°, which is a typical spray cone geometry for this type of application. In the following algorithm stage, the forces acting on particles from the fluid are calculated. To obtain flow properties at a specific time point, linear interpolation of existing CFD data is performed. Gas particle interactions and resulting particle motion with respect to velocities, trajectories and positions are then calculated. On the basis of the resulting gas–particle heat and mass transfer new particle properties, such as temperature, solids weight fraction and particle size, are obtained. As a next step wall contacts or particles leaving the volume through the top are detected and correspondent elements are deactivated. Obtained information is saved into RAM with saving step t
save. The algorithm is repeated until the defined end time
tend is reached. In the end, all data are saved to a text file. The format of saved text files is optimized for further analysis in the component-based framework MUSEN [
27].
2.2.5. Parameters for Particle Simulation
In this study, particles are composed of a model solid material and water as the solvent liquid. Besides a variation of particle size, all other parameters are kept constant for all simulation case studies.
Table 3 lists all initial particle and material properties. Simulation time steps and saving intervals as well as the end time are kept constant for all simulation cases. To keep the computational effort and required storage space comparably low in all studies, one second of process time was simulated. The analysis of simulation results for longer time intervals such as 2 or 5 seconds shows that already after 1 second, a convergent solution is reached. The origin for particle generation was chosen to be in the center and slightly above the inlet cross section of the cylinder. The particle inlet velocity is set to be slow compared to the surrounding gas velocities. All simulation parameters and other boundary conditions are kept constant as well (see
Table 4).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}