Characterization of Licorice Root Waste for Prospective Use as Filler in more Eco-Friendly Composite Materials

 ,
, 
 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Residues of Licorice Root
2.1.2. Preparation of the Composites
2.2. Characterisation Methods
3. Results and Discussions
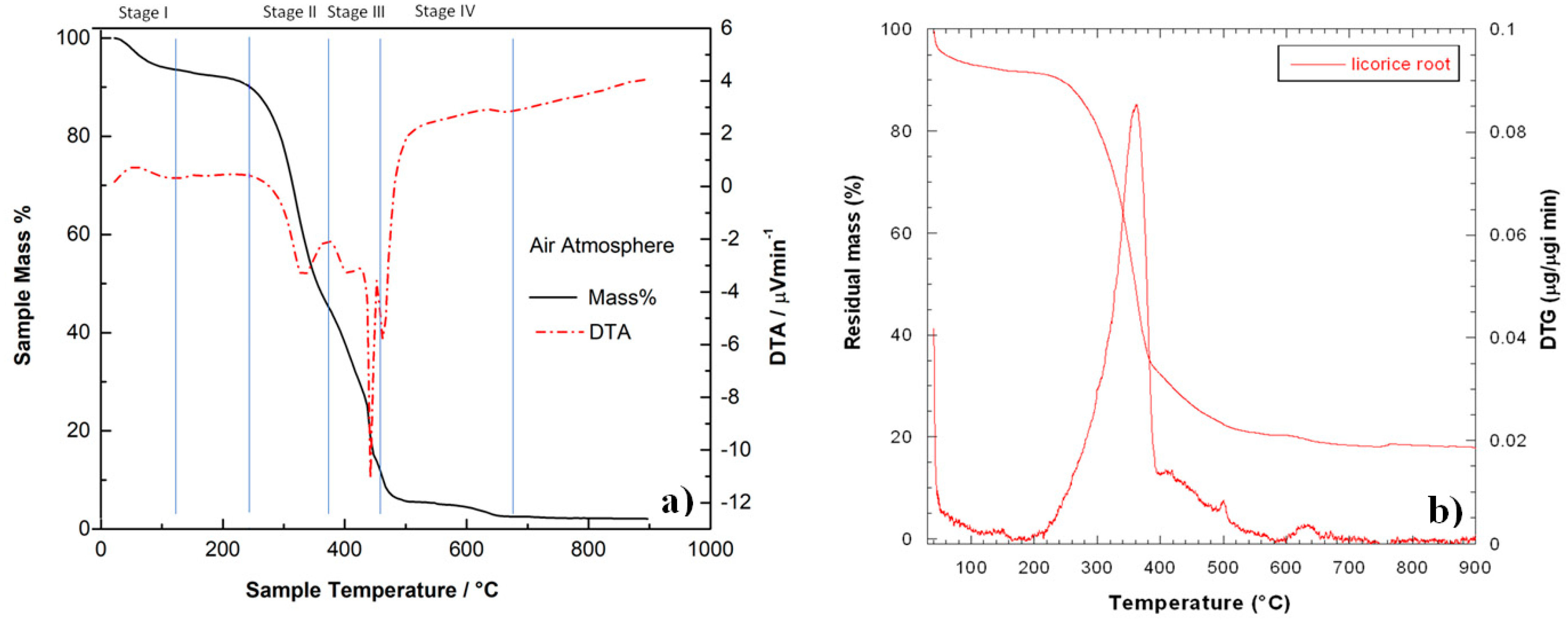
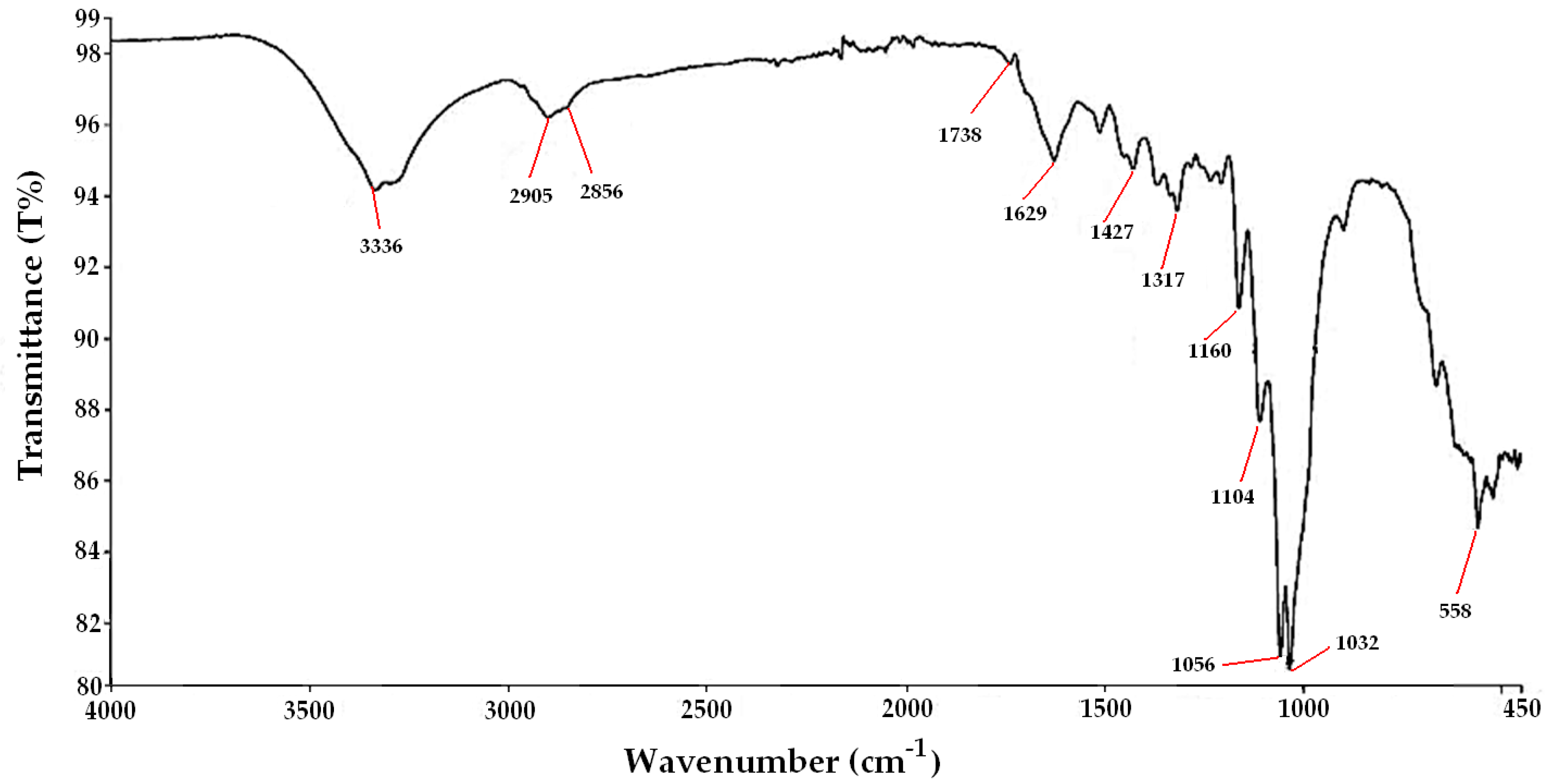
3.1. Characterization of Licorice Root Extract
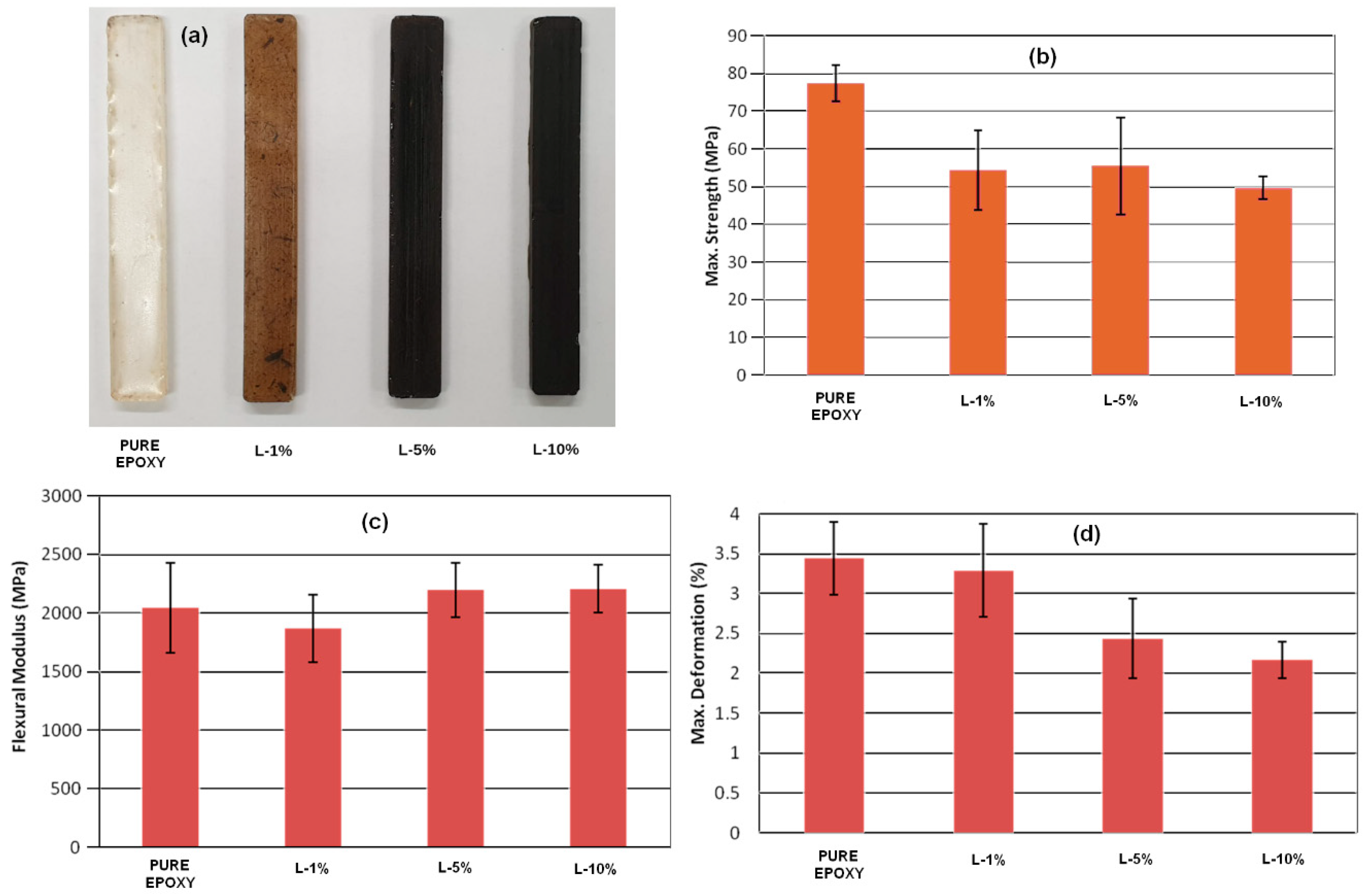
3.2. Introduction into Epoxy Matrix and Characterization of the Composites
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Collins, M.N.; Nechifor, M.; Tanasă, F.; Zănoagă, M.; Mc Loughlin, A.; Stróżyk, M.A.; Culebras, M.; Teacă, C.A. Valorization of lignin in polymer and composite systems for advanced engineering applications—A review. Int. J. Biol. Macromol. 2019, 131, 828–849. [Google Scholar] [CrossRef] [PubMed]
- Motaung, T.E.; Linganiso, L.Z. Critical review on agrowaste cellulose applications for biopolymers. Int. J. Plast. Technol. 2018, 22, 185–216. [Google Scholar] [CrossRef]
- Housemn, P.A.; Lacey, H.Y. The licorice root in industry. Ind. Eng. Chem. 1929, 21, 915–917. [Google Scholar] [CrossRef]
- Hayashi, H.; Sudo, H. Economic importance of licorice. Plant Biotechnol. 2009, 26, 101–104. [Google Scholar] [CrossRef] [Green Version]
- Sdykov, T.; Abduazimov, K.A. Lignins of Allochruza paniculata and Glycyrrhiza glabra. Chem. Nat. Compd. 2002, 38, 288–290. [Google Scholar] [CrossRef]
- Komarov, F.P. Guide to Laboratory Work on the Chemistry of Wood and Cellulose; Gostekhlesizdat: Leningrad, Russia, 1934; p. 12. (In Russian) [Google Scholar]
- Edwards, C.S. Determination of lignin and cellulose in forages by extraction with triethylene glycol. J. Sci. Food Agric. 1973, 24, 381–388. [Google Scholar] [CrossRef]
- Schmid, C.; Dawid, C.; Peters, V.; Hofmann, T. Saponins from European licorice roots (Glycyrrhiza glabra). J. Nat. Prod. 2018, 81, 1734–1744. [Google Scholar] [CrossRef]
- Bai, M.; Yao, G.D.; Ren, Q.; Li, Q.; Liu, Q.-B.; Zhang, Y.; Wang, X.B.; Huang, X.-X.; Song, S.-J. Triterpenoid saponins and flavonoids from licorice residues with anti-inflammatory activity. Ind. Crops Prod. 2018, 125, 50–58. [Google Scholar] [CrossRef]
- Kim, H.-S.; Lee, S.-Y.; Kim, B.-Y.; Lee, E.-K.; Ryu, J.-H.; Lim, G.-B. Effects of modifiers on the supercritical CO2 extraction of glycyrrhizin from licorice and the morphology of licorice tissue after extraction. Biotechnol. Bioprocess Eng. 2004, 9, 447–453. [Google Scholar] [CrossRef]
- Fukai, T.; Marumo, A.; Kaitou, K.; Kanda, T.; Terada, S.; Nomura, T. Anti-Helicobacter pylori flavonoids from licorice extract. Life Sci. 2002, 71, 1449–1463. [Google Scholar] [CrossRef]
- Han, Y.; Yu, M.; Wang, L. Preparation and characterization of antioxidant soy protein isolate films incorporating licorice residue extract. Food Hydrocoll. 2018, 75, 13–21. [Google Scholar] [CrossRef]
- Gui, X.H.; Wang, G.L.; Hu, M.J.; Yan, Y.J. Combined fungal and mild acid pretreatment of glycyrrhiza uralensis residue for enhancing enzymatic hydrolysis and oil production. Bioresources 2013, 8, 5485–5499. [Google Scholar] [CrossRef]
- Medina, S.; Krassnovsky, A.; Yogev, A.; Raviv, M. Horticultural characteristics of licorice waste compost. Compost Sci. Util. 2011, 19, 163–169. [Google Scholar] [CrossRef]
- Ghaedi, M.; Ghazanfarkhani, M.D.; Khodadoust, D.; Sohrabib, N.; Oftade, M. Acceleration of methylene blue adsorption onto activated carbon prepared from dross licorice by ultrasonic: Equilibrium, kinetic and thermodynamic studies. J. Ind. Eng. Chem. 2014, 20, 2548–2560. [Google Scholar] [CrossRef]
- Wang, S.; Wang, X.; Liu, W.; Zhang, L.; Ouyang, H.; Hou, Q.; Fan, K.; Li, J.; Liu, P.; Liu, X. Fabricating cellulose nanofibril from licorice residues and its cellulose composite incorporated with natural nanoparticles. Carbohydr. Polym. 2020, 229, 115464. [Google Scholar] [CrossRef] [PubMed]
- Kaghazchi, T.; Asasian, N.; Soleimani, K.M. Licorice residue and Pistachio-nut shell mixture: A promising precursor for activated carbon. J. Ind. Eng. Chem. 2010, 16, 368–374. [Google Scholar] [CrossRef]
- Italian Licorice: A Fortune Grown in Calabria. Available online: https://www.bottegadicalabria.com/blog/italian-licorice-a-fortune-grown-in-calabria/ (accessed on 12 June 2020).
- Valášek, P.; Ruggiero, A.; Müller, M. Experimental description of strength and tribological characteristic of EFB oil palm fibres/epoxy composites with technologically undemanding preparation. Compos. B 2017, 122, 79–88. [Google Scholar] [CrossRef]
- Wang, J.; Hu, Y. Novel particleboard composites made from coir fiber and waste banana stem fiber. Waste Biomass Valorization 2016, 7, 1447–1458. [Google Scholar] [CrossRef]
- Angelini, S.; Cerruti, P.; Scarinzi, G.; Malinconico, M. Extraction and fractionation of a lignocellulosic biomass and its use as a bio-filler in poly(3-hydroxybutyrate). Cell. Chem. Technol. 2016, 50, 429–437. [Google Scholar]
- Maheswari, C.U.; Reddy, K.O.; Muzenda, E.; Guduric, B.R.; Rajulu, A.V. Extraction and characterization of cellulose microfibrils from agricultural residue—Cocos nucifera L. Biomass Bioenergy 2012, 46, 555–563. [Google Scholar] [CrossRef]
- Dagar, J.C.; Yadav, R.K.; Dar, S.R.; Ahamad, S. Liquorice (Glycyrrhiza glabra): A potential salt-tolerant, highly remunerative medicinal crop for remediation of alkali soils. Curr. Sci. 2015, 108, 1683–1688. [Google Scholar]
- Balla, K.; Kate, K.H.; Satyavolu, J.; Singh, P.; Ganesh, J.; Tadimeti, D. Additive manufacturing of natural fiber reinforced polymer composites: Processing and prospects. Compos. Part B Eng. 2019, 174, 106956. [Google Scholar] [CrossRef]
- Zhou, X.; Li, W.; Mabon, R.; Broadbelt, L.J. A critical review on hemicellulose pyrolysis. Energy Technol. 2017, 5, 52–79. [Google Scholar] [CrossRef]
- Wang, S.; Guo, X.; Wang, K.; Luo, Z. Influence of the interaction of components on the pyrolysis behavior of biomass. J. Anal. Appl. Pyrolysis 2011, 91, 183–189. [Google Scholar] [CrossRef]
- Gaur, S.; Reed, T.B. Thermal Data for Natural and Synthetic Fuels; By Soddhartha (VSLR Sciences-Dallas, TX, USA); Marcel Dekker and Thomas Reed, Inc.: New York, NY, USA, 1998. [Google Scholar]
- Chen, W.H.; Kuo, P.C. Study on torrefaction of various biomass materials and its impact on ligninocellulosic structure simulated by thermogravimetry. Energy 2010, 45, 2580–2586. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Mohomane, S.M.; Linganiso, L.Z.; Buthelezi, T.; Motaung, T.E. Effect of extraction period on properties of sugarcane bagasse and softwood chips cellulose. Wood Res. 2017, 62, 931–938. [Google Scholar]
- Colom, X.; Carrillo, F.; Nogues, F.; Garriga, P. Structural analysis of photodegraded wood by means of FTIR spectroscopy. Polym. Degrad. Stab. 2003, 80, 544–547. [Google Scholar] [CrossRef]
- Wang, X.; Ren, H. Comparative study of the photo-discoloration of Moso bamboo (Phyllostachys pubescens Mazel) and two wood species. Appl. Surf. Sci. 2008, 254, 7029–7034. [Google Scholar] [CrossRef]
- Pickering, K.L.; Aruan Efendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Scognamiglio, F.; Mirabile Gattia, D.; Roselli, G.; Persia, F.; De Angelis, U.; Santulli, C. Thermoplastic starch films added with dry nopal (Opuntia Ficus Indica) fibres. Fibers 2019, 7, 99. [Google Scholar] [CrossRef] [Green Version]








© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santulli, C.; Rallini, M.; Puglia, D.; Gabrielli, S.; Torre, L.; Marcantoni, E. Characterization of Licorice Root Waste for Prospective Use as Filler in more Eco-Friendly Composite Materials. Processes 2020, 8, 733. https://doi.org/10.3390/pr8060733
Santulli C, Rallini M, Puglia D, Gabrielli S, Torre L, Marcantoni E. Characterization of Licorice Root Waste for Prospective Use as Filler in more Eco-Friendly Composite Materials. Processes. 2020; 8(6):733. https://doi.org/10.3390/pr8060733
Chicago/Turabian StyleSantulli, Carlo, Marco Rallini, Debora Puglia, Serena Gabrielli, Luigi Torre, and Enrico Marcantoni. 2020. "Characterization of Licorice Root Waste for Prospective Use as Filler in more Eco-Friendly Composite Materials" Processes 8, no. 6: 733. https://doi.org/10.3390/pr8060733