1. Introduction
In the hydraulic drive systems, fixed displacement axial piston pumps are essential and widely used in machining, transportation, aerospace, and other industrial fields due to their high power-to-weight ratio and wide operating range. However, there are periodic flow ripples during pump operation. Excessive flow ripples will weaken pump performance and service life. With the development of pump design and manufacturing, the damping groove on the valve plate was carried out and could effectively reduce the flow ripples. Traditionally, in order to obtain the optimized structure of the damping groove, researchers have to process and test damping groove structures with different structural parameters, which are inefficient and costly. The numerical simulation method was the focus and development as an auxiliary experimental method in the structure optimizing method. In the past 50 years, researchers have been working to improve numerical models of axial-piston pumps.
Yamaguchi [
1,
2] proposed a numerical model to calculate the pressure dynamics in the piston chamber. The leakages through the clearance between the cylinder and the port plate, and the clearance between the piston and the cylinder were counted. This is the first research of the numerical model of the axial-piston pump. Edge and Darling [
3] conducted extensive research on the theoretical model of a swash plate axial piston pumps. The effects of inertial flow and cavitation phenomenon were studied, and an improved model was proposed to figure out the optimal structure of damping grooves. Manring [
4] counted the leakage and compressibility of fluid in his model, and proposed improving models of flow dynamics, which directly improve the accuracy of the model. Ma et al. [
5] counted the effect of fluid inertial on unsteady flow. Bergada et al. calculated leakages through the key friction pairs [
6], and designed a special test rig to measure the dynamic pressure in the piston chamber [
7]. The simulation results are in good agreement with the experimental results. Xu et al. [
8] studied the erosion damage of the valve plate and proposed a computational fluid dynamics (CFD) turbulence model to predict pump dynamic characteristics. Yin et al. [
9] proposed a complete numerical model, which counted the compressibility effects of fluids and the dynamic processes of gas, steam, pseudo-cavitation and cavitation failure. Lijian S. and Jun Z. [
10] proposed a multi-disciplinary optimization design method based on the approximation model to improve the comprehensive performance of axial-flow pump impellers, which considered the interaction and mutual influences of the hydraulic and structural designs. The method provides guidance for the optimal design of axial-flow pump impellers.
In recent years, with the development of the computational accuracy of the numerical models, researchers have applied numerical models to the structural optimization of axial piston pumps. It is a more efficient and effective way compared with the actual test. Mandal et al. [
11,
12] emphasized the effects of the groove volume change, and used numerical analysis to optimize the groove structure. The oil compressibility and fluid inertial were counted, and the optimal dimensions were indicated. Xu et al. [
13] developed dynamic models and studied the effects of cross-angle and pressure relief grooves of the valve plate on pumping dynamics. An optimization method based on the simulation model was proposed to reduce the transient flow. Wieczorek and Ivantysynova [
14,
15] developed an integrated computing software which is named Calculation of Swash- Plate Type Axial Piston Pump/Motor (CASPAR) framework to analyze and help improve pump design. It was a frame for the comprehensive analysis of the piston pump friction pairs and pump dynamics. In [
5,
16], Ma optimized the cross angle and pre-compression angle of the valve plate with the improved dynamics models. Xinjie Z. and Yanhui C. [
17] established a simulation model based on the AMESim software, which considered the swash plate angle, spindle speed, and export volume. The results provided a reference for further study of the output pulsation of the control piston pump. Pan Y. and Li Y. [
18] proposed a theoretical model of the outlet flow ripple and pressure pulsation of a constant power variable-displacement piston pump. The proposed model considered the vibration of the swash plate, flow leakage, and valve dynamic characteristics. The valve plate is optimized based on the theoretical model of the outlet flow ripple, using the amplitude of the instantaneous outlet flow ripple as the optimization objective function. The optimization work was a single parameter optimization process. Song L. and Chuan W. [
19] proposed a nonlinear mathematical model of the flow characteristics of micro piston pump, considering the leakage of the friction pair. Based on a multi-objective optimization genetic algorithm, with pressure and flow value as optimization targets, the pre-compression and decompression angle of the kidney groove on a swash plate was optimized using the computational fluid dynamics (CFD) method.
This paper presents a method to optimize triangular damping groove, which is based on the dynamic characteristics of discharge flow. The optimization work aims to reduce the amplitude of flow ripples. Therefore, the content of the article contains the following aspects. In
Section 2 and
Section 3, the theoretical models of the fixed displacement axial piston pump are discussed. The effects of leakage flow, inertial flow, and reverse flow are counted, and the simulation models with a special damping groove structure are verified by experiments. In
Section 4, the effects of the depth and width angle of the triangular groove on dynamic characteristics are analyzed based on the simulation results. In
Section 5, an optimizing index is constructed based on four time-domain characteristics of the discharge flow, and the optimized solution of the triangular groove is figured out. The conclusions are drawn in
Section 6.
2. Simulation Model
The pressure transient in the piston chamber is expressed as [
3,
13]:
where
pf is the pressure in the piston chamber,
Vf is the fluid volume of the piston chamber,
Ke is the bulk modulus of the oil, and
Qout is the theoretical flow rate of the piston chamber.
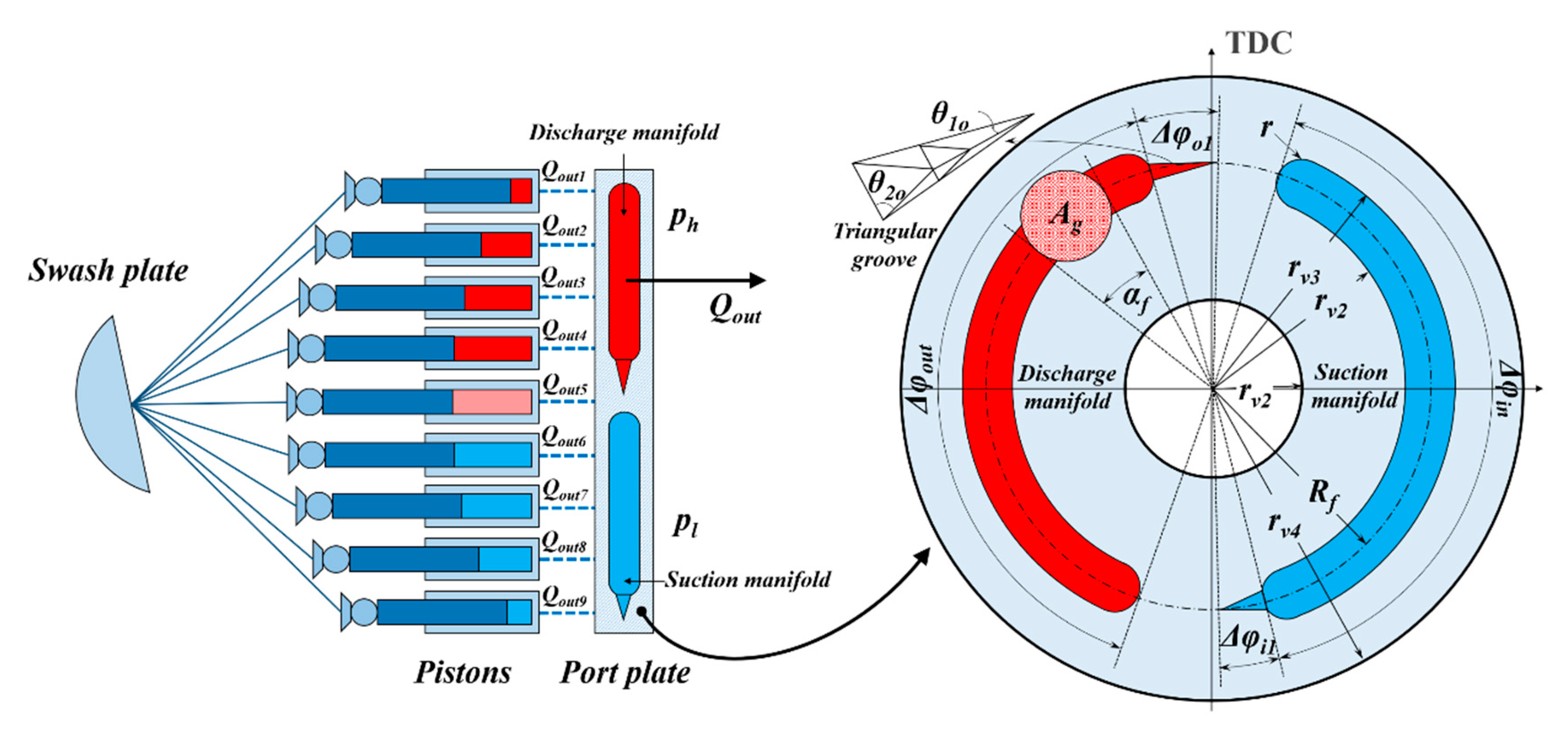
The schematic diagram of the piston chamber is shown in
Figure 1. When the rotor is driven by the main shaft, the piston reciprocates in the piston chamber.
The theoretical output flow of the piston chamber is expressed as:
where
Qlp and
Qhp are the flow rates between the piston chamber and the inlet and outlet, respectively,
Ql is the leakage and
Qm is the inertia flow rate of the oil.
The leakage from the valve plate and piston chamber is a thin-walled orifice. In this case, the leakage flow between the piston chamber and the inlet and outlet is turbulent,
Qlp and
Qhp are calculated flows through simple throttle orifice, which are expressed as [
13,
20]:
where
Cr is the flow coefficient,
pf is the pressure of piston chamber,
pl and
ph are the pressure at the inlet and outlet,
ρ is the density of the oil, and
Alp and
Ahp are the throttling areas between the piston chamber and the inlet and outlet.
Leakage includes piston/cylinder pairs, slipper/swash plate pairs, spherical piston/slipper pairs and cylinder/valve plate pair leakage, and the numerical models of leakage through the clearances have been studied by researchers. The classical equations of leakages are used in this study [
7].
where
Ql-pc is the leakage through the piston/cylinder pair,
Ql−ss is the leakage through the slipper/swash-plate pair,
Ql−sps is the leakage through the spherical piston/slipper pair,
Ql−vc is the leakage through the cylinder/valve-plate pair.
Leakage between two friction pairs is expressed as:
where
δ is the clearance between two friction pairs,
l is the generalized sealing length of the oil film,
d is the cylindrical diameter. As for the friction pairs of axial piston pump, the leakage flow between the piston and piston chamber is an oil film with annular-shaped. For the leakage between the valve plate and the piston chamber, the leakage between the slipper and the swash plate, the leakage between spherical piston/slipper, the sealing length is expressed as:
In this case, the leakage of different friction pairs is expressed as
where
μ is the dynamic viscosity of the oil,
Dc is the diameter of the piston chamber,
hp is the clearance between piston and chamber,
pcase is the case pressure,
pf is the pressure of piston chamber,
lp is the contact length,
hsp is the clearance between the spherical piston and slipper,
δ1 and
δ2 are the maximum and minimum angle of sphere position,
Dd is the diameter of the pressure hole in slipper,
hss is the clearance between the slipper and swash plate,
r1 is the inner radius of the slipper,
r2 is outer radius of the slipper,
ld is the length of the center hole on the slipper,
hvc is the clearance between the valve plate and rotor,
rv1 is the inner radius of the inner plate,
rv2 is the outer radius of the inner plate,
rv3 is the inner radius of the outer plate, and
rv4 is the outer radius of the outer plate and
αf is the envelope angle of piston chamber.
The volume of oil in the piston chamber is expressed as:
where
Vf is the oil volume of the piston chamber,
V0 is the fluid volume at the bottom dead center,
Rf is the pitch radius of piston chamber,
ω is the angular velocity of the pump and
β is the swash plate angle. For the fixed-displacement pump, the swash plate angle
β is constant.
The inertia flow caused by the pressure difference at the end of the relief groove is expressed as [
20]:
where
At is the flow area of the relief groove,
x1 and
x2 are the overlap line positions of the port plate, and
Ag is the instantaneous cross section of the relief groove.
The flow rate of the nine-piston pump is the sum of all piston chambers, and the phase difference between each piston is under consideration.
where
QPUMP is the total flow rate of the whole pump,
Qouti is the flow rate of each piston,
i is the number of the piston (in this paper, the maximum value of
i is 9),
φi is the phase angle of each piston.
The scheme of the simulation model is shown in
Figure 2.
The pressure in the piston chamber is calculated based on certain operating conditions of the pump, and then the flow rates of a single piston chamber is calculated using Formula (2). Finally, the flow of the pump is calculated using Formula (9). The simulation model is modeled by MATLAB/Simulink, and the accuracy and reliability of the models are discussed in
Section 3. Effects on the depth angle (
θ1o) and width angle (
θ2o) are studied by the flow under different groove structures, and the results are discussed in
Section 3.
3. Validation Tests
In this section, an axial piston pump of a specific type (L11V71) was tested to verify the accuracy and reliability of the established pump model, the pressure and flow dynamics were measured by the secondary source method [
16]. For the validation tests apply in this section, the structure parameters of the triangular damping groove, such as depth angle and width angle (the parameters of the damping grooves are listed in Table 2,
Section 4), are specific. The schematic diagram of the test system is shown in
Figure 3. The test system applied an auxiliary pump, which is used to detect source impedance of the test pump. The rotating speed of the auxiliary pump is 1500 r/min, and the rotating speed of the test pump is 1300 r/min. The outlet pressure of the system is 20 MPa. A long-rigid pipe is connected to the outlet of the test pump. Five pressure transducers (MPM4861, Measuring range: 0~40 MPa, Sampling frequency: 9.73 kHz) are installed in the pipeline. The distance differences are 100 mm, 400 mm, 700 mm, 1400 mm, and 2100 mm. The pressure relief valves are used as safety valves. Further details are listed in
Table 1.
Firstly, keep the ball valve open; the test pump and the auxiliary pump outlets are connected together. The pressure pulsation of the auxiliary pump is used to calculate the source impedance. According to the rotation speed of the pumps, the basic pulsation frequency of the auxiliary pump is 225 Hz, and the basic pulsation frequency of the test pump is 195 Hz. The source impedance of the test pump harmonics is calculated using a distributed parameter mathematical model. The pressure pulsations of the pressure sensor are calculated. The calculation method of flow ripples can be seen in our earlier studies [
16].
The experimental and simulated pressure curves are shown in
Figure 4. The experimental results are in good agreement with the simulation results, and the pressure calculation error is less than 0.7%. The pressure pulsation amplitude in experimental and simulation are 8.76% and 5.95%, respectively.
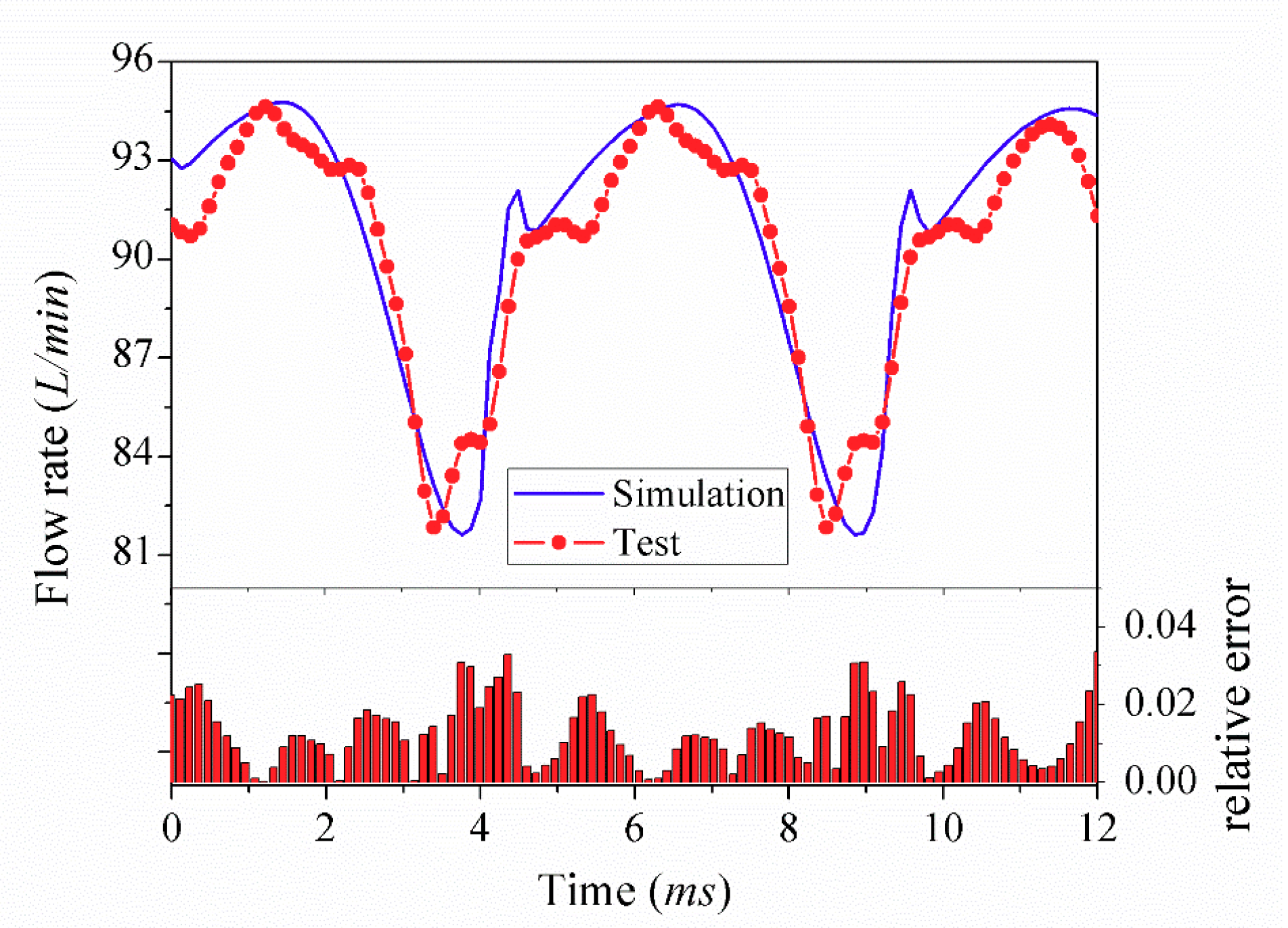
In addition, the experimental and simulated flow curves are shown in
Figure 5. The relative error of the experimental and simulation results is less than 1.34%. The measured flow pulsation amplitude is 14.23%, and the simulated flow pulsation amplitude is 14.55%.
The comparison between the experiment and the simulation results proves that the proposed numerical model has certain accuracy. In
Section 4, the output flow results under triangular grooves; different depth and width angle parameters are calculated by the proposed numerical model.
5. Optimization
In
Section 4, the discharge flow rate and flow discordance are calculated. Results of flow discordance show that the flow ripples could cause a sudden peak (as point “L” in
Figure 10). Regarding discharge flow rate as a time series function. The time domain characteristics of the discharge flow are calculated, such as the variance, the median absolute deviation, and other higher-order statistics. According to the characteristics of statistical features, the higher-order statistics, such as kurtosis and skewness, are much sensitive than the mean value and variance value on identifying local maximum point (point “G” in
Figure 7). In this paper, when the depth angle is smaller than 10.5° or the width angle is smaller than 44°, the value “M” (in
Figure 10) of q’ appears at the peak, which means that there has a sudden change at end of the suction period. The variance of the flow is sensitive to the amplitude changes, which are used to identify change of flow peak at the beginning of the discharge period. The median absolute deviation of flow is sensitive to the variation of width angle. The kurtosis of the flow is sensitive to the variation of depth angle. The skewness of q’ is sensitive to the sudden change in the flow. Variations of those time domain characteristics are drawn in
Figure 11.
The optimizing index is expressed as:
where
Xvar is the pulsation of flow rate,
Xskewness is the skewness index of flow rate,
Xmiddle is the absolute error of median,
Xkurtosis is the kurtosis index of flow rate,
X(n) is the discrete curve,
N is the number of the sampling points,
Xm is the mean of the flow rate,
Xstd is the mean of the flow rate.
The optimizing index
E is proposed as the weighted mean value of
Xvar,
Xkurtosis,
Xskewness and
Xmiddle. In this paper, the weight of each parameter is 1/4 respectively. To avoid dimensionless impact between indicators, the feature value should be normalized to [0, 1]. The width angle and depth angle are ranged from 0 to 90° and 0 to 29° respectively. The results of the optimizing index are drawn in
Figure 12. As shown in
Figure 12, while the depth angle is up to 30° or as low as 0°, the optimizing index
E is large, and the discharge flow has a large ripple. Therefore, to obtain the minimum flow ripple, the optimizing index
E should be minimized. The variations of
E displayed as a reversed saddle-shaped plate. As the definition of
E, in order to get the best optimized structure, the optimized
E should be the minimum. Using the gradient descent method to calculate the minimum value of
E, which is listed in
Table 3.
Table 3 lists the comparison of the optimized structure and the initial structure, and the comparison curves are shown in
Figure 13.
The amplitude of flow ripple is reduced from 14.60% to 9.78%. Besides, the backflow at the beginning of the discharge period is decreased effectively.
6. Conclusions and Further Studies
Herein, a multi-parameter structure optimizing method for the triangular damping groove of the axial piston pump is proposed.
Firstly, the theoretical models of the nine-piston pump are proposed to study the effects of triangular damping groove on outlet flow dynamics. The leakage flow, the inertial flow, and the reverse flow are calculated. The simulation results and experimental results are verified, in which good agreement is demonstrated as well as the high accuracy of the simulation. Next, the effects of the width angle and depth angle on flow dynamics are analyzed. The results indicate that as the width and depth angles increase, the minimum of the flow is decreased owing to the blocked volume of the piston chamber. The structure optimizing index based on the time domain characteristics of the discharge flow rate is proposed. The variance, the absolute error, the kurtosis of the flow results, and the skewness of the discharge flow rate are calculated to from the optimizing index. The optimized structure is figured out and decreases flow ripple from 14.60% to 9.78%. Besides, the backflow at the beginning of the discharge period is decreased, and the sudden break is effectively decreased.
This work proposed a structure optimizing method of triangular damping groove of the outlet port on the valve plate, which considers effects of multi-parameters of discharge flow rate. The validated numerical models of the axial piston pump are applied to calculate discharge flow rate of a specific pump type, which is much more efficient and convenient comparing with the traditional optimizing method through practical experiments.
In this paper, the numerical models are based on the specific type of L11V71. However, the validation tests of the optimized structure haven not been discussed in this paper due to the limitation of the test conditions. For further study, the validation tests of the optimized structure are our principal work. Additionally, the generalization properties of the proposed numerical model should be expanded to other types of pumps.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}