Separation Emulsion via Non-Ionic Surfactant: An Optimization


Abstract
:1. Introduction
2. Material and Methods
2.1. Materials
2.2. Demulsification Procedures
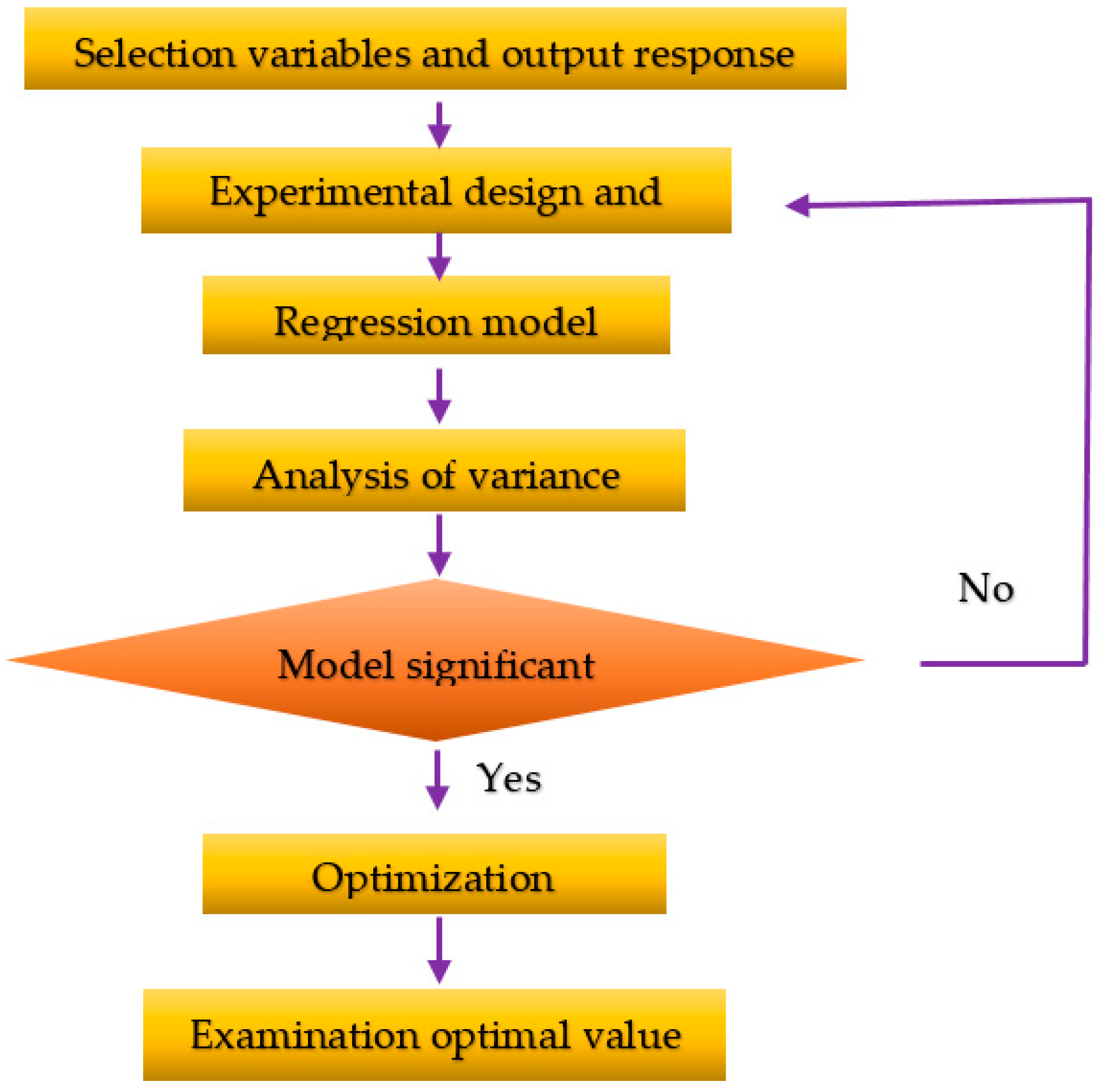
2.3. Experimental Design
3. Results and Discussion
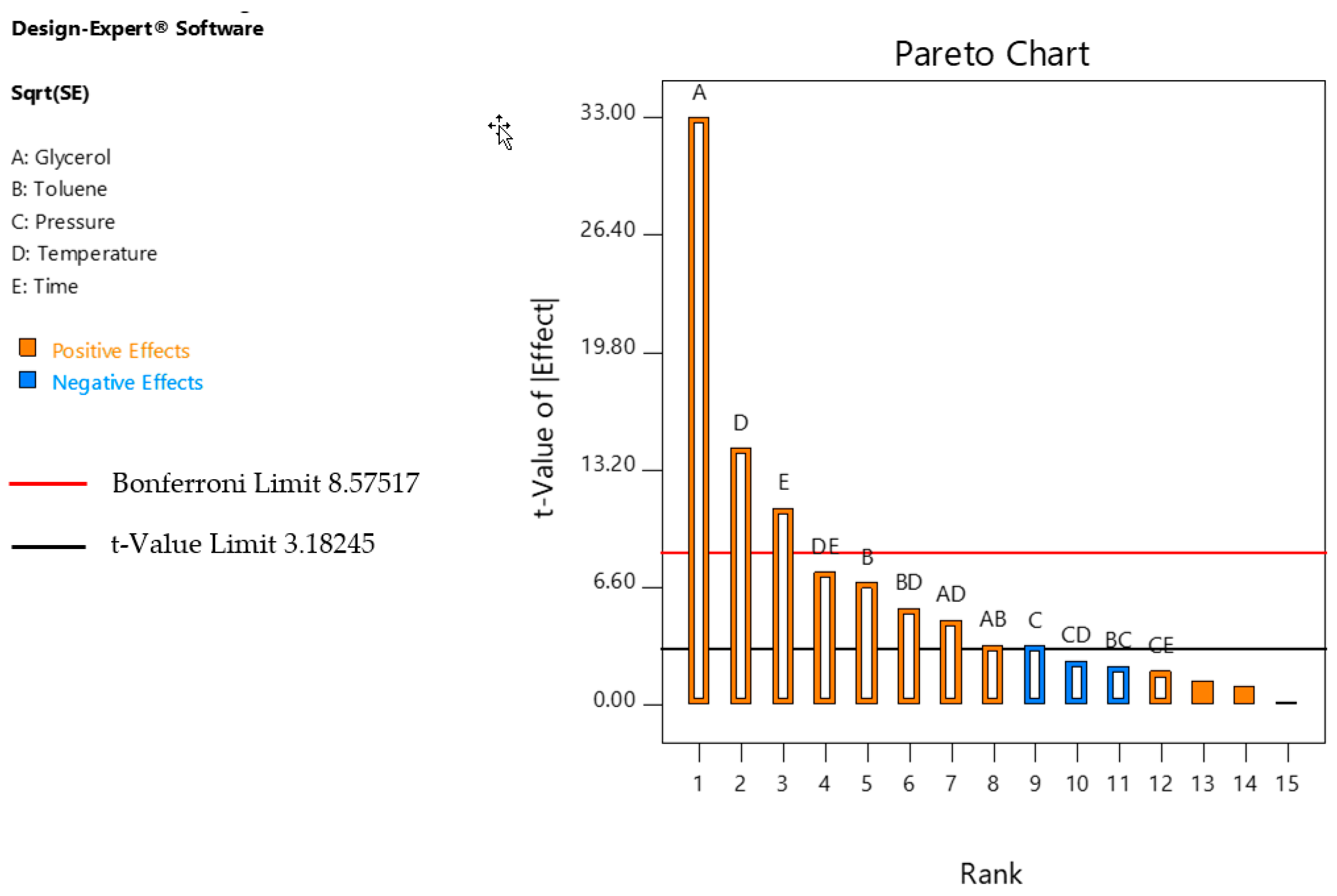
3.1. Two-Level Factorial Design
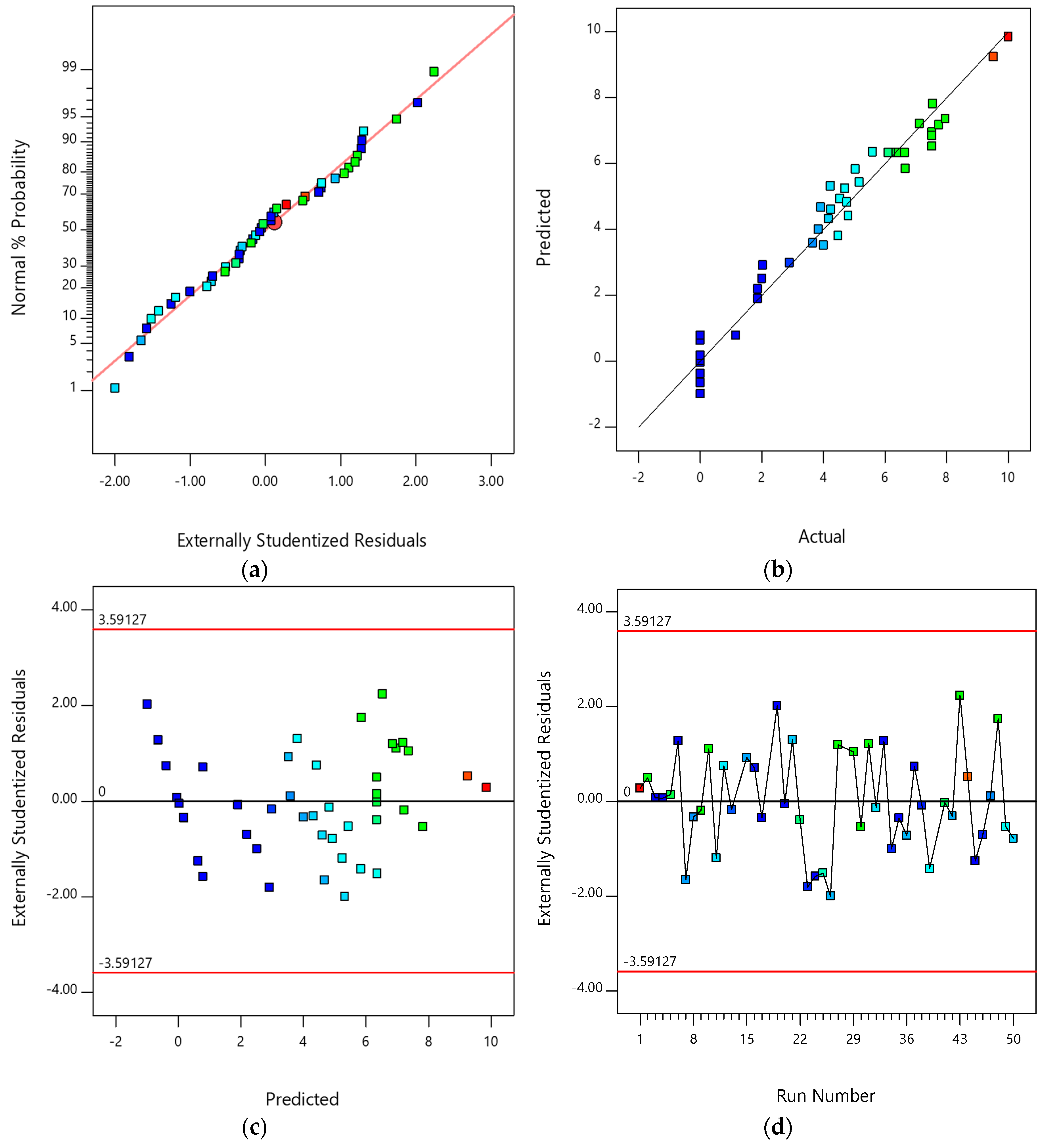
3.2. Statistical Analysis
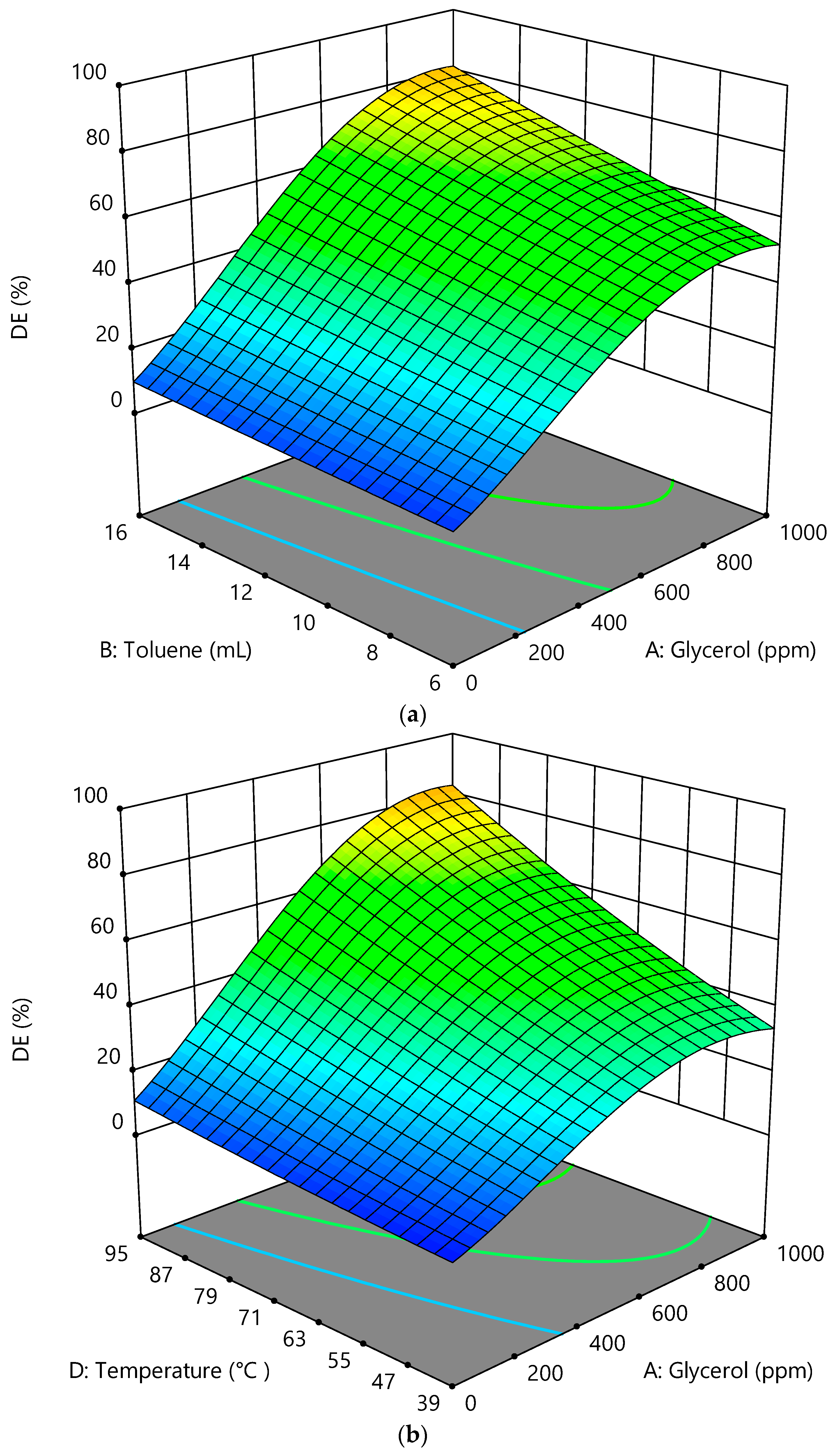
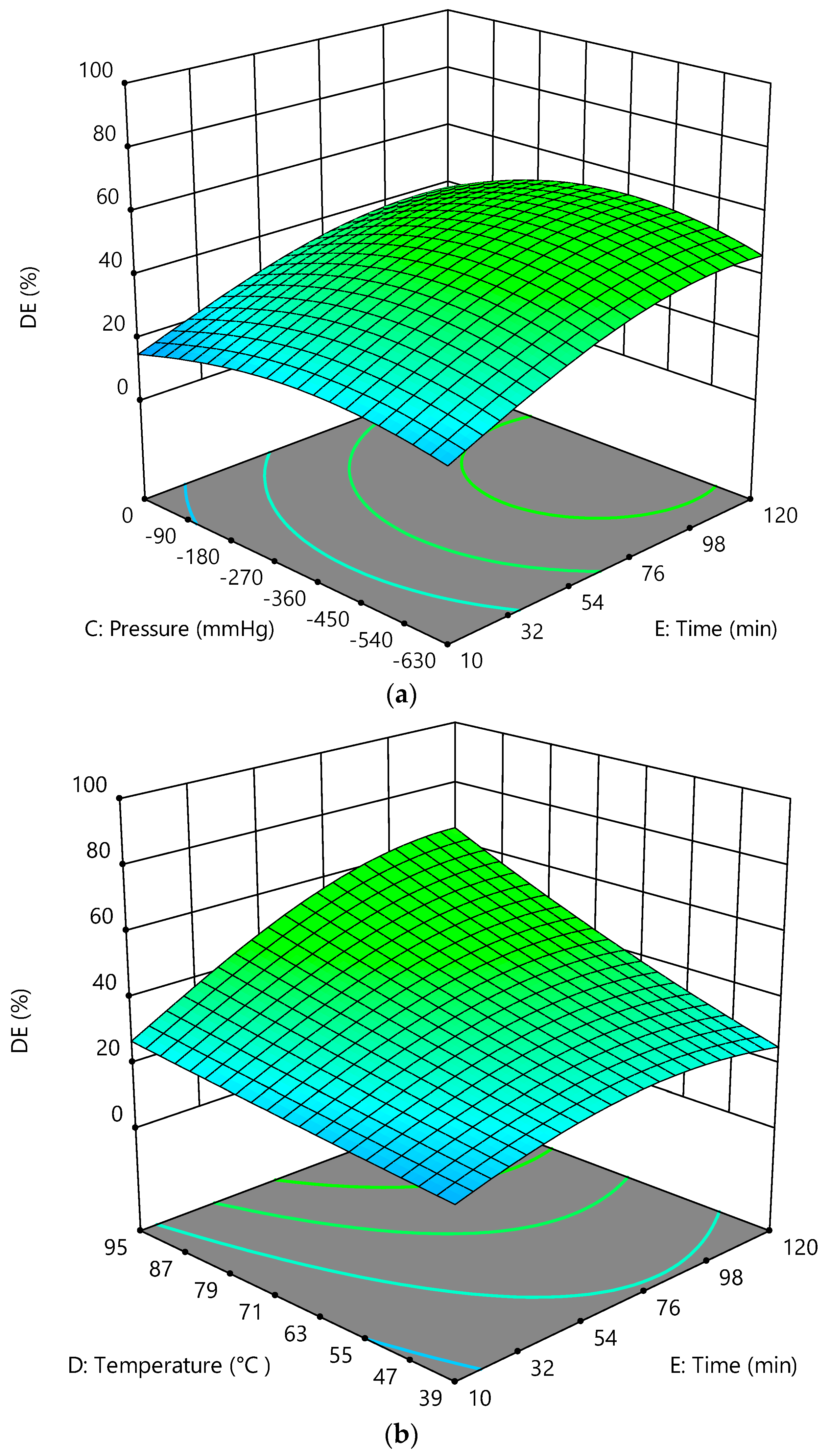
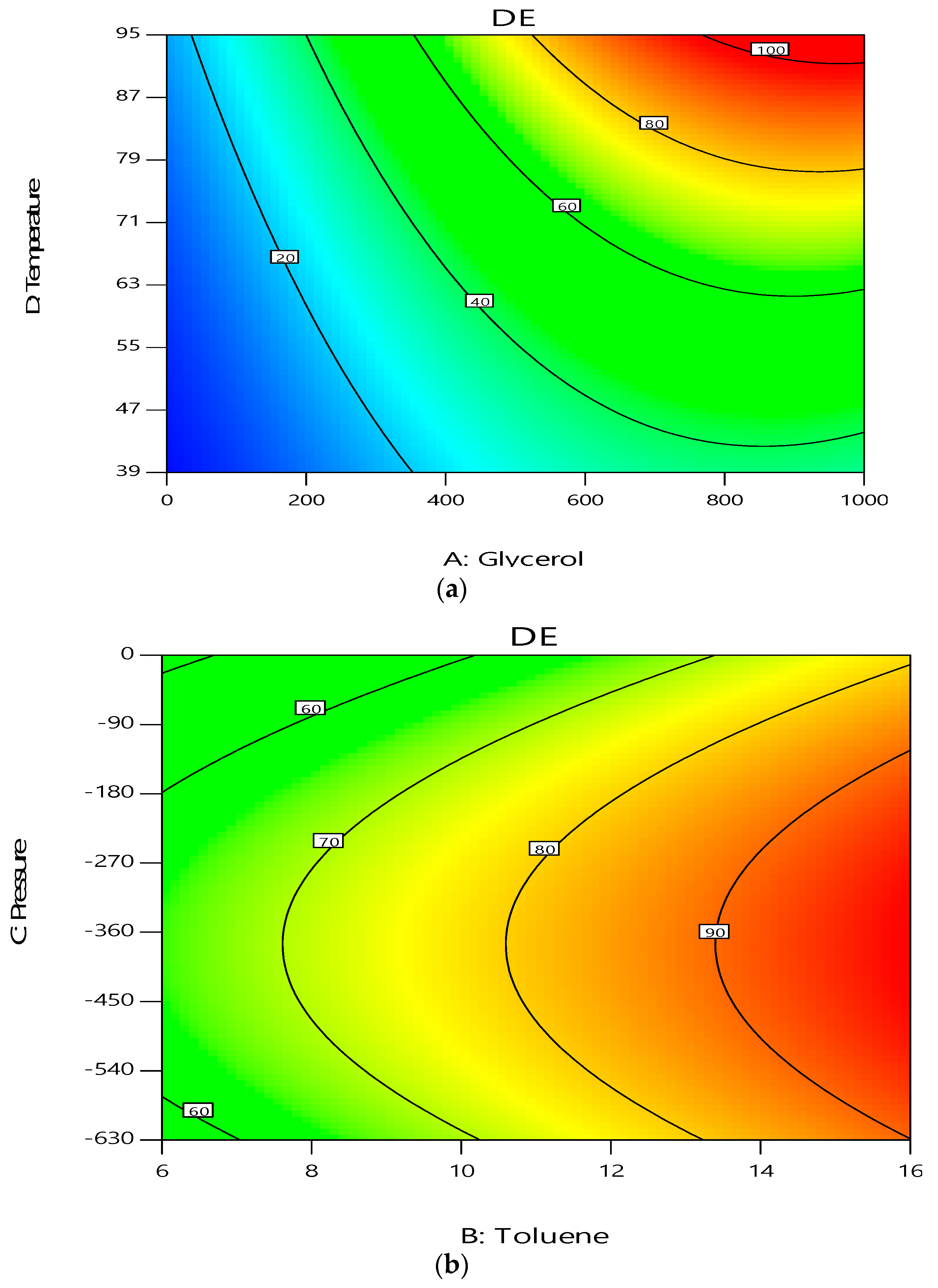
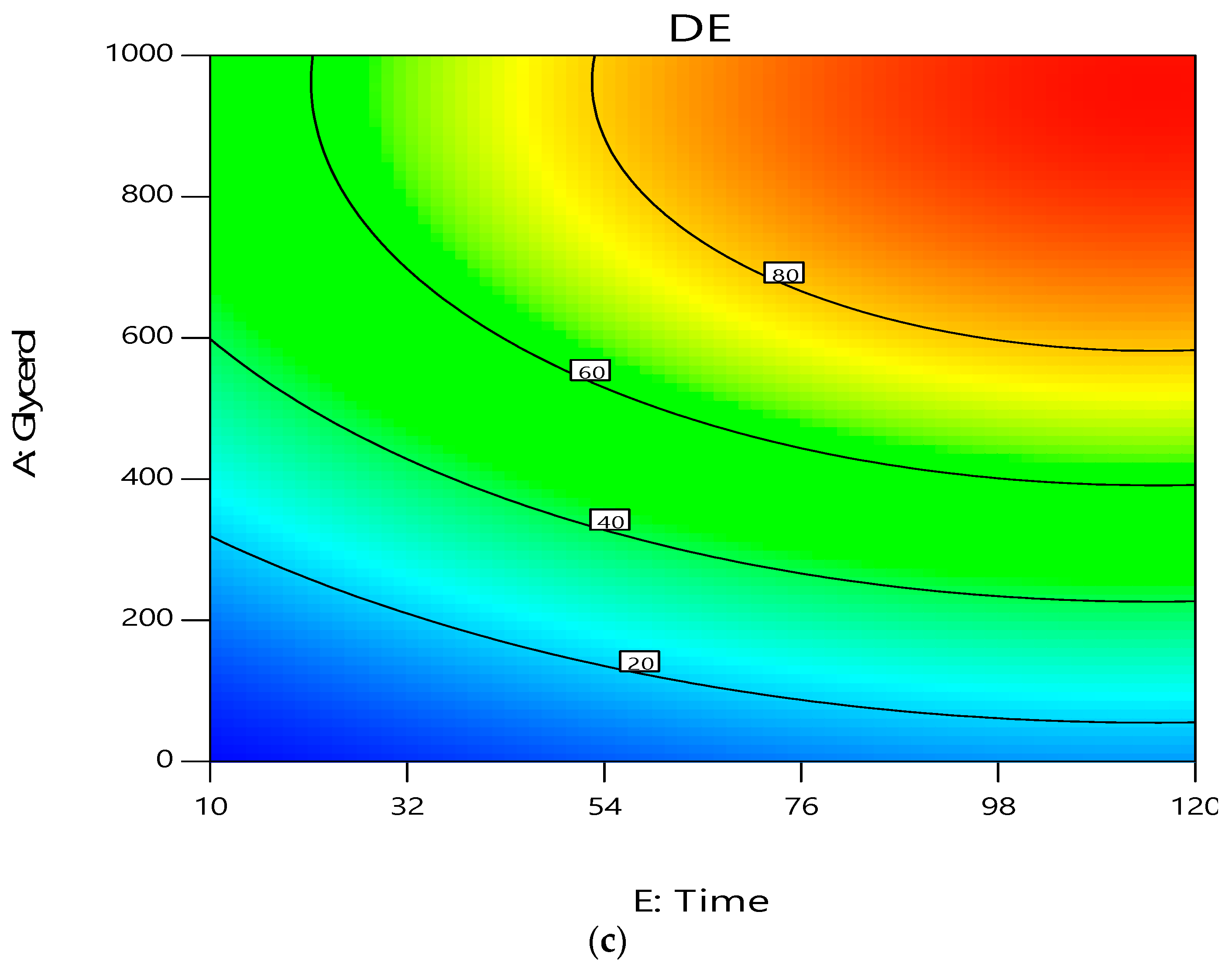
3.3. Parameter Influence and Their Interaction with Demulsification Efficiency
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Input Factors | Response (DE) | ||||
|---|---|---|---|---|---|---|
| A | B | C | D | E | ||
| 1 | 1 | 1 | −1 | 1 | 1 | 100.00 |
| 2 | 0 | 0 | 0 | 0 | 0 | 44.00 |
| 3 | −1 | 1 | −1 | −1 | −1 | 0.00 |
| 4 | −1 | −1 | −1 | −1 | −1 | 0.00 |
| 5 | 0 | 0 | 0 | 0 | 0 | 41.33 |
| 6 | −1 | 1 | 1 | −1 | −1 | 0.00 |
| 7 | 0 | 0 | 0 | 0 | −1 | 15.33 |
| 8 | 1 | 1 | 1 | −1 | −1 | 14.67 |
| 9 | 1 | −1 | 1 | 1 | 1 | 50.67 |
| 10 | 1 | 1 | −1 | 1 | −1 | 56.67 |
| 11 | 0 | 0 | 1 | 0 | 0 | 22.00 |
| 12 | 1 | −1 | −1 | −1 | 1 | 23.10 |
| 13 | 1 | −1 | 1 | −1 | −1 | 8.40 |
| 14 | −1 | 1 | −1 | 1 | 1 | 16.00 |
| 15 | −1 | 1 | −1 | −1 | 1 | 1.33 |
| 16 | −1 | 1 | 1 | −1 | 1 | 0.00 |
| 17 | −1 | −1 | 1 | 1 | −1 | 0.00 |
| 18 | −1 | 1 | 1 | 1 | −1 | 0.00 |
| 19 | 1 | −1 | 1 | −1 | 1 | 20.00 |
| 20 | 0 | 0 | 0 | 0 | 0 | 37.33 |
| 21 | −1 | 1 | 1 | 1 | 1 | 4.10 |
| 22 | −1 | −1 | −1 | −1 | 1 | 0.00 |
| 23 | 1 | 1 | 1 | 1 | −1 | 31.33 |
| 24 | 0 | 0 | 0 | −1 | 0 | 17.87 |
| 25 | 0 | 1 | 0 | 0 | 0 | 56.67 |
| 26 | 0 | 0 | 0 | 1 | 0 | 63.33 |
| 27 | 1 | −1 | −1 | 1 | 1 | 56.93 |
| 28 | 1 | 0 | 0 | 0 | 0 | 60.00 |
| 29 | 1 | 1 | 1 | −1 | 1 | 22.67 |
| 30 | −1 | −1 | 1 | −1 | −1 | 0.00 |
| 31 | −1 | −1 | −1 | 1 | 1 | 4.00 |
| 32 | −1 | −1 | 1 | −1 | 1 | 0.00 |
| 33 | 1 | 1 | −1 | −1 | −1 | 18.00 |
| 34 | −1 | −1 | −1 | 1 | −1 | 0.00 |
| 35 | −1 | −1 | 1 | 1 | 1 | 3.47 |
| 36 | 0 | −1 | 0 | 0 | 0 | 25.33 |
| 37 | 0 | 0 | 0 | 0 | 0 | 40.00 |
| 38 | 1 | −1 | 1 | 1 | −1 | 17.33 |
| 39 | 0 | 0 | 0 | 0 | 1 | 56.67 |
| 40 | 1 | 1 | 1 | 1 | 1 | 90.60 |
| 41 | −1 | 1 | −1 | 1 | −1 | 0.00 |
| 42 | −1 | 0 | 0 | 0 | 0 | 3.47 |
| 43 | 1 | −1 | −1 | −1 | −1 | 13.33 |
| 44 | 0 | 0 | −1 | 0 | 0 | 44.27 |
| 45 | 1 | 1 | −1 | −1 | 1 | 26.67 |
| 46 | 1 | −1 | −1 | 1 | −1 | 20.53 |
References
- Drioli, E.; Ali, A.; Lee, Y.M.; Al-Sharif, S.F.; Al-Beirutty, M.; Macedonio, F. Membrane operations for produced water treatment. Desalin. Water Treat. 2016, 57, 14317–14335. [Google Scholar] [CrossRef]
- Uma, A.A.; Saaid, I.B.M.; Sulaimon, A.A.; Pilus, R.B.M. A review of petroleum emulsions and recent progress on water-in-crude oil emulsions stabilized by natural surfactants and solids. J. Pet. Sci. Eng. 2018, 165, 673–690. [Google Scholar]
- Ammar, S.H.; Akbar, A.S. Oilfield produced water treatment in internal-loop airlift reactor using electrocoagulation/flotation technique. Chin. J. Chem. Eng. 2017, 26, 879–885. [Google Scholar] [CrossRef]
- Aryafard, E.; Farsi, M.; Rahimpour, M.; Raeissi, S. Modeling electrostatic separation for dehydration and desalination of crude oil in an industrial two-stage desalting plant. J. Taiwan Inst. Chem. Eng. 2016, 58, 141–147. [Google Scholar] [CrossRef]
- Zheng, J.; Chen, B.; Thanyamanta, W.; Hawboldt, K.; Zhang, B.; Liu, B. Offshore produced water management: A review of current practice and challenges in harsh/Arctic environments. Mar. Pollut. Bull. 2016, 104, 7–19. [Google Scholar] [CrossRef] [PubMed]
- Kedar, V.; Bhagwat, S.S. Effect of polar head surfactants on the demulsification of crude oil. Pet. Sci. Technol. 2018, 36, 91–98. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, L.; Lu, X.; Shi, C.; Tang, T.; Wang, X.; Huang, Q.; Zeng, H. Adsorption kinetics of asphaltenes at oil/water interface: Effects of concentration and temperature. Fuel 2018, 212, 387–394. [Google Scholar] [CrossRef]
- Biniaz, P.; Farsi, M.; Rahimpour, M. Demulsification of water in oil emulsion using ionic liquids: Statistical modeling and optimization. Fuel 2016, 184, 325–333. [Google Scholar] [CrossRef]
- Hippmann, S.; Ahmed, S.S.; Fröhlich, P.; Bertau, M. Demulsification of water/crude oil emulsion using natural rock Alginite. Colloids. Surf. A Physicochem. Eng. Asp. 2018, 553, 71–79. [Google Scholar] [CrossRef]
- Kang, W.; Yin, X.; Yang, H.; Zhao, Y.; Huang, Z.; Hou, X.; Sarsenbekuly, B.; Zhu, Z.; Wang, P.; Zhang, X. Demulsification performance, behavior and mechanism of different demulsifiers on the light crude oil emulsions. Colloids. Surf. A Physicochem. Eng. Asp. 2018, 545, 197–204. [Google Scholar] [CrossRef]
- Abdurahman, N.; Yunus, R.; Azhari, N.; Said, N.; Hassan, Z. The Potential of Microwave Heating in Separating Water-in-Oil (w/o) Emulsions. Energy Procedia 2017, 138, 1023–1028. [Google Scholar] [CrossRef] [Green Version]
- Kedar, V.; Bhagwat, S.S. Effect of salinity on the IFT between aqueous surfactant solution and crude oil. Pet. Sci. Technol. 2018, 36, 835–842. [Google Scholar] [CrossRef]
- Maaref, S.; Ayatollahi, S. The effect of brine salinity on water-in-oil emulsion stability through droplet size distribution analysis: A case study. J. Dispers. Sci. Technol. 2018, 39, 721–733. [Google Scholar] [CrossRef]
- Rajak, V.; Singh, I.; Kumar, A.; Mandal, A. Optimization of separation of oil from oil-in-water emulsion by demulsification using different demulsifiers. Pet. Sci. Technol. 2016, 34, 1026–1032. [Google Scholar] [CrossRef]
- Vilas Bôas Fávero, C.; Hanpan, A.; Phichphimok, P.; Binabdullah, K.; Fogler, H.S. Mechanistic investigation of asphaltene deposition. Energy Fuels 2016, 30, 8915–8921. [Google Scholar] [CrossRef]
- Painter, P.; Veytsman, B.; Youtcheff, J. Guide to asphaltene solubility. Energy Fuels 2015, 29, 2951–2961. [Google Scholar] [CrossRef]
- Hazrati, N.; Beigi, A.A.M.; Abdouss, M. Demulsification of water in crude oil emulsion using long chain imidazolium ionic liquids and optimization of parameters. Fuel 2018, 229, 126–134. [Google Scholar] [CrossRef]
- El-Helaly, S.N.; Habib, B.A.; El-Rahman, M.K.A. Resolution V fractional factorial design for screening of factors affecting weakly basic drugs liposomal systems. Eur. J. Pharm. Sci. 2018, 119, 249–258. [Google Scholar] [CrossRef]
- Kumar, A.; Thakur, A.; Panesar, P.S. Statistical optimization of lactic acid extraction using Green Emulsion Ionic Liquid Membrane (GEILM). J. Environ. Chem. Eng. 2018, 6, 1855–1864. [Google Scholar] [CrossRef]
- Al-Kayiem, H.H.; Khan, J.A. Evaluation of Alkali/Surfactant/Polymer Flooding on Separation and Stabilization of Water/Oil Emulsion by Statistical Modeling. Energy Fuels 2017, 31, 9290–9301. [Google Scholar] [CrossRef]
- Fouladitajar, A.; Ashtiani, F.Z.; Dabir, B.; Rezaei, H.; Valizadeh, B. Response surface methodology for the modeling and optimization of oil-in-water emulsion separation using gas sparging assisted microfiltration. Environ. Sci. Pollut. Res. 2015, 22, 2311–2327. [Google Scholar] [CrossRef] [PubMed]
- Roshan, N.; Ghader, S.; Rahimpour, M.R. Application of the response surface methodology for modeling demulsification of crude oil emulsion using a demulsifier. J. Dispers. Sci. Technol. 2018, 39, 700–710. [Google Scholar] [CrossRef]
- Dailey, A.; Vuong, Q. Optimum conditions for microwave assisted extraction for recovery of phenolic compounds and antioxidant capacity from Macadamia (Macadamia tetraphylla) skin waste using water. Processes 2016, 4, 2. [Google Scholar] [CrossRef]
- Tehlah, N.; Kaewpradit, P.; Mujtaba, I. Development of molecular distillation based simulation and optimization of refined palm oil process based on response surface methodology. Processes 2017, 5, 40. [Google Scholar] [CrossRef]
- Shao, J.; Darkwa, J.; Kokogiannakis, G. Review of phase change emulsions (PCMEs) and their applications in HVAC systems. Energy Build. 2015, 94, 200–217. [Google Scholar] [CrossRef] [Green Version]
- Roodbari, N.H.; Badiei, A.; Soleimani, E.; Khaniani, Y. Tweens demulsification effects on heavy crude oil/water emulsion. Arab. J. Chem. 2016, 9, S806–S811. [Google Scholar] [CrossRef]
- Yau, Y.-H.; Rudolph, V.; Ho, K.-C.; Lo, C.C.-M.; Wu, K.-C. Evaluation of different demulsifiers for Marpol oil waste recovery. J. Water Proc. Eng. 2017, 17, 40–49. [Google Scholar] [CrossRef]
- Kandeel, E. Synthesis and performance of glycerol ester-based nonionic surfactants. J. Dispers. Sci. Technol. 2012, 33, 949–954. [Google Scholar] [CrossRef]
- Lu, Z.; Jiang, J.; Ren, M.; Xu, J.; Da, J.; Cao, F. The study on removing the salts in crude oil via ethylene glycol extraction. Energy Fuels 2014, 29, 355–360. [Google Scholar] [CrossRef]
- Zhuang, G.; Zhang, Z.; Wu, H.; Zhang, H.; Zhang, X.; Liao, L. Influence of the nonionic surfactants’ nature on the structures and properties of organo-montmorillonites. Colloid. Surf. A Physicochem. Eng. Asp. 2017, 518, 116–123. [Google Scholar] [CrossRef]
- Langevin, D.; Argillier, J.-F. Interfacial behavior of asphaltenes. Adv.Colloid. Interface Sci. 2016, 233, 83–93. [Google Scholar] [CrossRef]
- Negin, C.; Ali, S.; Xie, Q. Most common surfactants employed in chemical enhanced oil recovery. Petroleum 2017, 3, 197–211. [Google Scholar] [CrossRef]
- Xu, B.; Zhou, X.; Wang, C. Synergistic effect of demulsifiers with different structures for crude oil emulsions. Pet. Sci. Technol. 2016, 34, 485–490. [Google Scholar] [CrossRef]
- Zhang, J.; Tian, D.; Lin, M.; Yang, Z.; Dong, Z. Effect of resins, waxes and asphaltenes on water-oil interfacial properties and emulsion stability. Colloid. Surf. A Physicochem. Eng. Asp. 2016, 507, 1–6. [Google Scholar] [CrossRef]
- Blondet, G.; Le Duigou, J.; Boudaoud, N.; Eynard, B. An ontology for numerical design of experiments processes. Comput. Ind. 2018, 94, 26–40. [Google Scholar] [CrossRef]
- Abreu-Naranjo, R.; Crespo, Y.A.; Pedretti, E.F.; Conesa, J.A. Experiments on torrefaction of Dichrostachys cinerea wood: Two-Level factorial design and thermogravimetric analysis. Wood Sci. Technol. 2018, 1–15. [Google Scholar] [CrossRef]
- Lundstedt, T.; Seifert, E.; Abramo, L.; Thelin, B.; Nyström, Å.; Pettersen, J.; Bergman, R. Experimental design and optimization. Chemom. Intell. Lab. Syst. 1998, 42, 3–40. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef]
- Karimifard, S.; Moghaddam, M.R.A. Application of response surface methodology in physicochemical removal of dyes from wastewater: A critical review. Sci. Total Environ. 2018, 640, 772–797. [Google Scholar] [CrossRef]
- Zhang, L.; Zeng, Y.; Cheng, Z. Removal of heavy metal ions using chitosan and modified chitosan: A review. J. Mol. Liq. 2016, 214, 175–191. [Google Scholar] [CrossRef]
- Gangil, M.; Pradhan, M. Modeling and optimization of electrical discharge machining process using RSM: A review. Mater. Today Proc. 2017, 4, 1752–1761. [Google Scholar] [CrossRef]
- Kala, M.; Shaikh, M.V.; Nivsarkar, M. Development and optimization of psychological stress model in mice using 2 level full factorial design. J. Pharmacol. Toxicol. Methods 2016, 82, 54–61. [Google Scholar] [CrossRef] [PubMed]
- Alara, O.; Abdurahman, N.; Olalere, O. Ethanolic extraction of flavonoids, phenolics and antioxidants from Vernonia amygdalina leaf using two-level factorial design. J. King Saud Univ. Sci. 2017, in press. [Google Scholar] [CrossRef]
- Ferreira, S.L.; Lemos, V.A.; de Carvalho, V.S.; da Silva, E.G.; Queiroz, A.F.; Felix, C.S.; da Silva, D.L.; Dourado, G.B.; Oliveira, R.V. Multivariate optimization techniques in analytical chemistry-an overview. Microchem. J. 2018, 140, 176–182. [Google Scholar] [CrossRef]
- Niaragh, E.K.; Moghaddam, M.A.; Emamjomeh, M. Techno-economical evaluation of nitrate removal using continuous flow electro-coagulation process: Optimization by Taguchi model. Water Sci. Technol. Water Supply 2017, 17, 1703–1711. [Google Scholar] [CrossRef]
- Witek-Krowiak, A.; Chojnacka, K.; Podstawczyk, D.; Dawiec, A.; Pokomeda, K. Application of response surface methodology and artificial neural network methods in modelling and optimization of biosorption process. Bioresour. Technol. 2014, 160, 150–160. [Google Scholar] [CrossRef]
- Antoniou, G.; Papakyriacou, I.; Papaneophytou, C. Optimization of Soluble Expression and Purification of Recombinant Human Rhinovirus Type-14 3C Protease Using Statistically Designed Experiments: Isolation and Characterization of the Enzyme. Mol. Biotechnol. 2017, 59, 407–424. [Google Scholar] [CrossRef]
- Benyounis, K.; Olabi, A.; Hashmi, M. Effect of laser welding parameters on the heat input and weld-bead profile. J. Mater. Proc. Technol. 2005, 164, 978–985. [Google Scholar] [CrossRef]
- Sktani, Z.D.I.; Rejab, N.A.; Ratnam, M.M.; Ahmad, Z.A. Fabrication of tougher ZTA ceramics with sustainable high hardness through (RSM) optimisation. Int. J. Refract. Met. Hard Mater. 2018, 74, 78–86. [Google Scholar] [CrossRef]
- Ghoreishian, S.M.; Badii, K.; Norouzi, M.; Malek, K. Effect of cold plasma pre-treatment on photocatalytic activity of 3D fabric loaded with nano-photocatalysts: Response surface methodology. Appl. Surf. Sci. 2016, 365, 252–262. [Google Scholar] [CrossRef]
- Selvakumaran, S.; Muhamad, I.I.; Razak, S.I.A. Evaluation of kappa carrageenan as potential carrier for floating drug delivery system: Effect of pore forming agents. Carbohydr. Polym. 2016, 135, 207–214. [Google Scholar] [CrossRef] [PubMed]
- Esmaeili, A.; Haseli, M. Electrospinning of thermoplastic carboxymethyl cellulose/poly (ethylene oxide) nanofibers for use in drug-release systems. Mater. Sci. Eng. C 2017, 77, 1117–1127. [Google Scholar] [CrossRef] [PubMed]
- Subramanian, D.; May, N.; Firoozabadi, A. Functional molecules and the stability of water-in-crude oil emulsions. Energy Fuels 2017, 31, 8967–8977. [Google Scholar] [CrossRef]
- Elsharkawy, A.M.; Al-Sahhaf, T.A.; Fahim, M.A. Further Investigation into the Stability of Water-in-Crude Oil Emulsions Formed in Burgan Oilfield: Effect of Toluene, Resins to Asphaltenes Ratio, and Surfactant. J. Dispers. Sci. Technol. 2012, 33, 805–811. [Google Scholar] [CrossRef]
- Wang, D.; Lin, M.; Dong, Z.; Li, L.; Jin, S.; Pan, D.; Yang, Z. Mechanism of High Stability of Water-in-Oil Emulsions at High Temperature. Energy Fuels 2016, 30, 1947–1957. [Google Scholar] [CrossRef]
- Auflem, I.H.; Kallevik, H.; Westvik, A.; Sjöblom, J. Influence of pressure and solvency on the separation of water-in-crude-oil emulsions from the North Sea. J. Pet. Sci. Eng. 2001, 31, 1–12. [Google Scholar] [CrossRef]








| Crude Oil Properties | Measure |
|---|---|
| Specific gravity at 15 °C (kg/m3) | 0.843 |
| Viscosity at 15 °C (cSt) | 3.381 |
| Asphaltenes (wt.%) | 0.5% |
| Density at 15 °C | 0.842 |
| API gravity at 15 °C | 36.4 |
| Parameters | Factor Terms | Coded Levels | |
|---|---|---|---|
| −1 | +1 | ||
| Demulsifier dose (ppm) | A | 0 | 1000 |
| Pressure (mmhg) | B | −630 | 0 |
| Toluene concentration (mL) | C | 6 | 16 |
| Sitting time (min) | D | 10 | 120 |
| Temperature (°C) | E | 39 | 95 |
| Variables | Terms | Coded Levels | Unit | ||
|---|---|---|---|---|---|
| −1 | 0 | +1 | |||
| Demulsifier dosage | A | 0 | 500 | 1000 | ppm |
| Toluene concentration | B | 6 | 11 | 16 | mL |
| Pressure | C | −630 | −315 | 0 | mmHg |
| Temperature | D | 39 | 67 | 95 | °C |
| Time | E | 10 | 65 | 120 | Minutes |
| Source | Sum of Squares | df | Mean Square | F-Value | P-Value | |
|---|---|---|---|---|---|---|
| Model | 383.02 | 12 | 31.92 | 85.49 | <0.0001 | Significant |
| A-Glycerol | 210.85 | 1 | 210.85 | 564.74 | <0.0001 | |
| B-Toluene | 8.77 | 1 | 8.77 | 23.49 | <0.0001 | |
| C-Pressure | 3.14 | 1 | 3.14 | 8.42 | 0.0066 | |
| D-Temperature | 35.29 | 1 | 35.29 | 94.53 | <0.0001 | |
| E-Time | 29.37 | 1 | 29.37 | 78.65 | <0.0001 | |
| AB | 2.07 | 1 | 2.07 | 5.55 | 0.0246 | |
| AD | 5.65 | 1 | 5.65 | 15.12 | 0.0005 | |
| BD | 2.06 | 1 | 2.06 | 5.52 | 0.0249 | |
| DE | 8.52 | 1 | 8.52 | 22.83 | <0.0001 | |
| A2 | 7.87 | 1 | 7.87 | 21.08 | <0.0001 | |
| C2 | 1.78 | 1 | 1.78 | 4.77 | 0.0361 | |
| E2 | 1.56 | 1 | 1.56 | 4.19 | 0.0487 | |
| Residual | 12.32 | 33 | 0.3734 | |||
| Lack of Fit | 12.18 | 30 | 0.4059 | 8.55 | 0.0505 | Not significant |
| Pure Error | 0.1424 | 3 | 0.0475 | |||
| Correlation Total | 395.34 | 45 | ||||
| R2 | 0.9688 | Predicted R2 | 0.9355 | |||
| Adjusted R2 | 0.9575 | Adequate Precision | 33.3811 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdulredha, M.M.; Hussain, S.A.; Abdullah, L.C. Separation Emulsion via Non-Ionic Surfactant: An Optimization. Processes 2019, 7, 382. https://doi.org/10.3390/pr7060382
Abdulredha MM, Hussain SA, Abdullah LC. Separation Emulsion via Non-Ionic Surfactant: An Optimization. Processes. 2019; 7(6):382. https://doi.org/10.3390/pr7060382
Chicago/Turabian StyleAbdulredha, Murtada Mohammed, Siti Aslina Hussain, and Luqman Chuah Abdullah. 2019. "Separation Emulsion via Non-Ionic Surfactant: An Optimization" Processes 7, no. 6: 382. https://doi.org/10.3390/pr7060382