Joining of Al2O3 Rods Using Microwaves and Employing Sic Particles as Adhesive

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Compound Selection and Fabrication of Specimen
2.2. Microwave-Irradiation Experiment and Analysis of Joint Behaviour
3. Results and Discussion
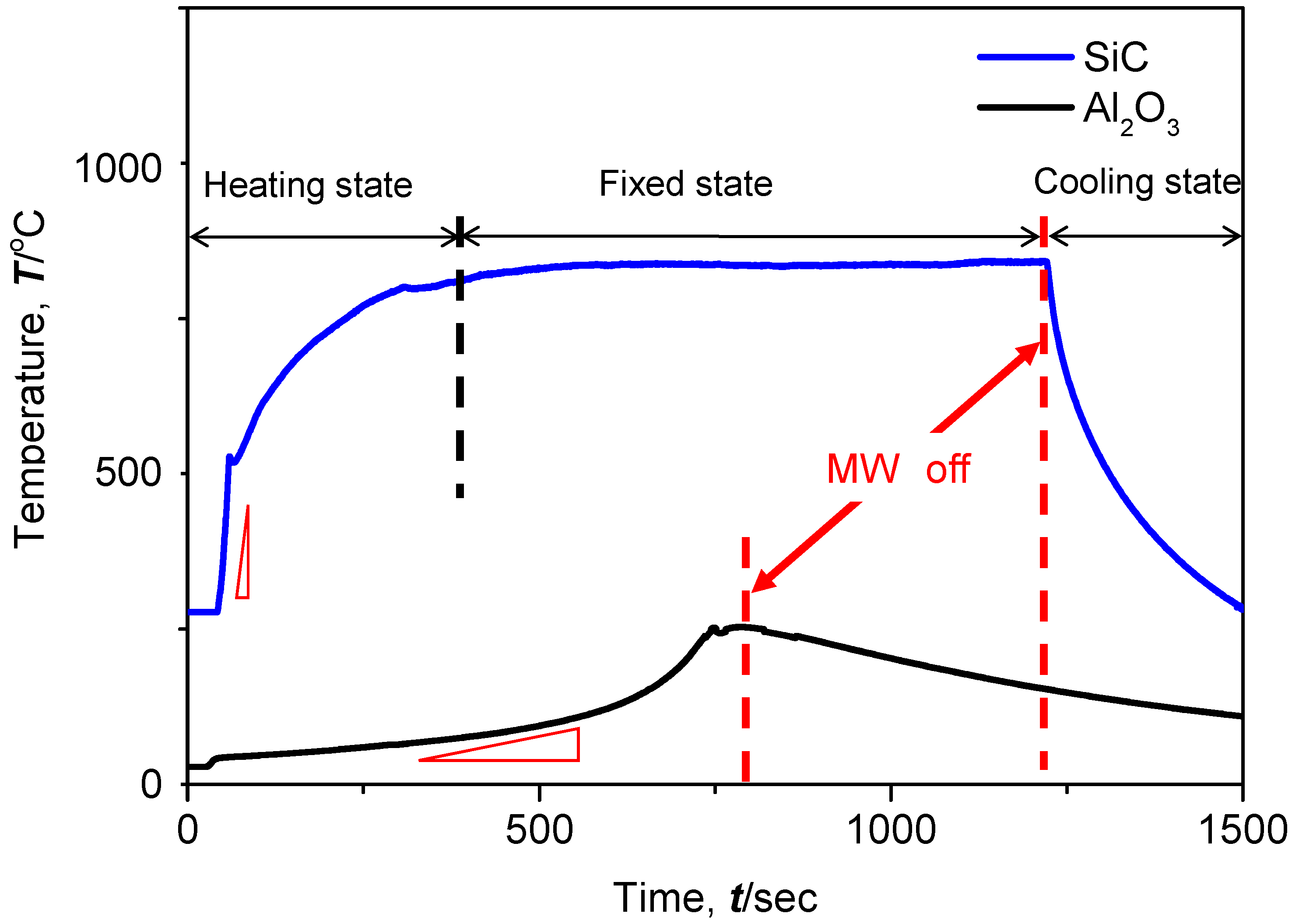
3.1. Selective Heating via Microwave Irradiation
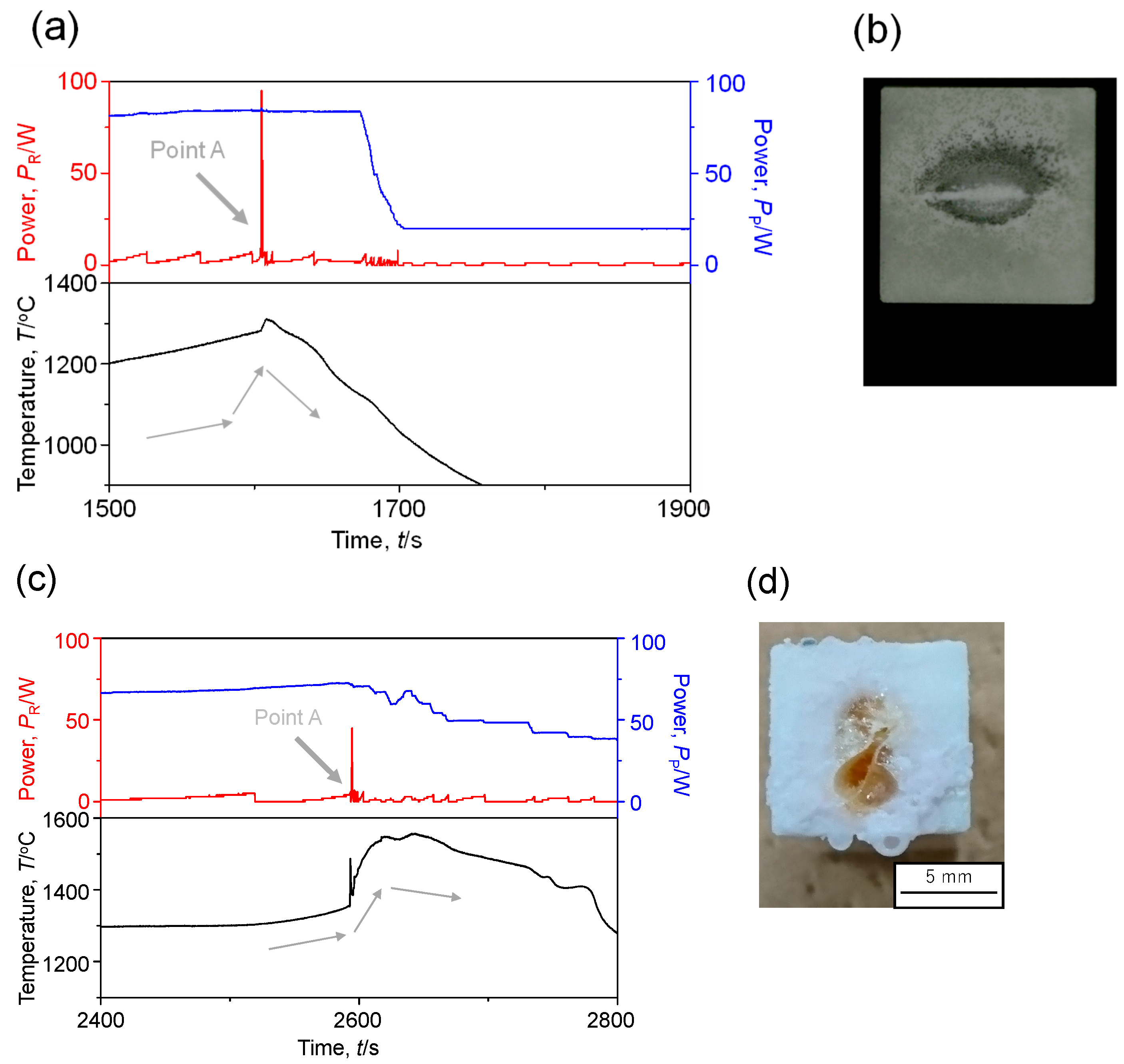
3.2. Identification of Substances Affecting Joining
3.3. Elucidation of Joining Mechanism Due to Microwave Irradiation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Joining of Al2O3 Rods Using Microwaves and Employing Sic Particles as Adhesive
A.1. Appendix Methods
A.1.1. Relative Permittivity Measurement of Al2O3 Rods and SiC as the Adhesive, and Heat Generation Properties because of Microwave Irradiation
A.1.2. Effect of Na2O3 Content on Joining Behaviour
A.2. Appendix Results and Discussion
A.2.1. Relative Permittivity Measurement of Al2O3 Rods and SiC as the Adhesive, and Heat Generation Properties because of Microwave Irradiation
A.2.2. Effect of Na2O3 Content on Joining Behaviour


References
- Hsieh, C.Y.; Lin, C.N.; Chung, S.L.; Cheng, J.; Agrawal, D.K. Microwave sintering of AlN powder synthesized by a SHS method. J. Eur. Ceram. Soc. 2007, 27, 343–350. [Google Scholar] [CrossRef]
- Zhang, J.; Cao, L.; Xia, F. Microwave Sintering of Si3N4 Ceramics. Mat. Res. Soc. Symp. Proc. 2018, 269, 329–334. [Google Scholar] [CrossRef]
- Fukushima, J.; Takayama, S.; Goto, H.; Sato, M.; Takizawa, H. In situ analysis of reaction kinetics of reduction promotion of NiMn2O4 under microwave H-field irradiation. Phys. Chem. Chem. Phys. 2017, 19, 17904–17908. [Google Scholar] [CrossRef] [PubMed]
- Jin, H.B.; Cao, M.S.; Zhou, W.; Agathopoulos, S. Microwave synthesis of Al-doped SiC powders and study of their dielectric properties. Mater. Res. Bull. 2010, 45, 247–250. [Google Scholar] [CrossRef]
- Mizuno, M.; Obata, S.; Takayama, S.; Ito, S.; Kato, N.; Hirai, T.; Sato, M. Sintering of alumina by 2.45 GHz microwave heating. J. Eur. Ceram. Soc. 2004, 24, 387–391. [Google Scholar] [CrossRef]
- Mcgill, B.S.L.; Walkiewicz, W.; Clark, A.E. Microwave heating of Chemicals and Minerals. U. S. Dep. Inter. Bur. Mines 1995, 95, 1–28. [Google Scholar]
- Fujii, T.; Kashimura, K.; Tanaka, H. Microwave sintering of fly ash containing unburnt carbon and sodium chloride. J. Hazard. Mater. 2019, 369, 318–323. [Google Scholar] [CrossRef]
- Ahmed, A.; Siores, E. Microwave joining of 48% alumina±32% zirconia±20% silica ceramics. J. Mater. Process. Technol. 2001, 118, 88–95. [Google Scholar] [CrossRef]
- Silberalitt, R.; Ahmad, I.; Black, W.M.; Katz, J.D. Recent Developments in Microwave Joining. MRS Bull. 1993, 18, 47–50. [Google Scholar]
- Fukushima, H.; Yamanaka, T.; Matsui, M. Microwave heating of ceramics and its application to joining. J. Mater. Res. 1990, 5, 397–405. [Google Scholar] [CrossRef]
- Sato, T.; Kojo, J.; Kawauchiya, N.; Tachikawa, T. The Joint of Alumina Ceramics by Using a Microwave Heating Method. J. Ceram. Soc. Jpn. 1989, 97, 623–627. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Aravindan, S.; Krishnamurthy, R. Joining of ceramic composites by microwave heating. Mat. Lett. 1999, 38, 245–249. [Google Scholar] [CrossRef]
- Baeraky, T.A. Microwave measurements of the dielectric properties of Silicon Carbide at high temperature. Egypt. J. Sol. 2002, 25, 263–272. [Google Scholar]
- Sugawara, H.; Kashimura, K.; Hayashi, M.; Ishihara, S.; Mitani, T.; Shinohara, S. Behavior of microwave-heated silicon carbide particles at frequencies of 2.0–13.5 GHz. Appl. Phys. Lett. 2014, 105, 034103. [Google Scholar] [CrossRef]
- Clark, D.E.; Gac, F.D.; Sutton, W. Microwaves: Theory and application in materials processing. Ceram. Trans. Amer. Ceram. Soc. 1991, 215–224. [Google Scholar]
- Kenkre, V.M.; Skala, L.; Weiser, M.W.; Katz, J.D. Theory of microwave interactions in ceramic materials: The phenomenon of thermal runaway. J. Mat. Sci. 1991, 26, 2483–2489. [Google Scholar] [CrossRef]
- Chatterjee, A.; Basak, T.; Ayappa, K.G. Analysis of Microwave Sintering of Ceramics. AIChE J. 1998, 44, 2302–2311. [Google Scholar] [CrossRef]
- Yokawa, H.; Mutou, H.; Tsubaki, S.; Haneishi, N.; Fuji, T.; Asano, N.; Kashimura, K.; Mitani, T.; Fujii, S.; Shinohara, N.; et al. Water Vaporization from Deposited Sand by Microwave Cavity Resonator. J. Civ. Environ. Eng. 2017, 7. [Google Scholar] [CrossRef] [Green Version]
- “NIST_JANAF”. Available online: https://janaf.nist.gov/ (accessed on 10 September 2018).
- Sacks, M.D.; Wang, K.; Scheiffele, G.; Bozkurt, N. Effect of Composition on Mullitization Behavior of a-Alumina/Silica Microcomposite Powders. J. Am. Ceram. Soc. 1997, 80, 663–672. [Google Scholar] [CrossRef]
- Yan, C.; Yoshikawa, N.; Taniguchi, S. Microwave Heating Behavior of Blast Furnace Slag Bearing High Titanium. ISIJ Int. 2005, 45, 1232–1237. [Google Scholar] [CrossRef] [Green Version]
- Shiota, I.; Miyamoto, Y. Functionally Graded Materials; Elsevier Science: Amsterdam, The Netherlands, 1995; Volume 44. [Google Scholar]
- Fukushima, J.; Takizawa, H. In Situ Spectroscopic Analysis of the Carbothermal Reduction Process of Iron Oxides during Microwave Irradiation. Metals 2018, 8, 49. [Google Scholar] [CrossRef]
- Mase, A.; Kawahata, K. Lecture 2. Fundamentals of plasma diagnostics with electromagnetic waves. J. Plasma Fusion Res. 2011, 87, 315–325. (In Japanese) [Google Scholar]
- Dubertrand, R.; Bogomolny, E.; Djellali, N.; Lebental, M.; Schmit, C. Circular dielectric cavity 124 and its deformations. Phys. Rev. A 2008, 77, 013804. [Google Scholar] [CrossRef]
- Jia, Q.; Zhang, H.; Li, S.; Jia, X. Effect of particle size on oxidation of silicon carbide powders. Ceram. Int. 2007, 33, 309–313. [Google Scholar]
- NIST Atomic Spectra Database Ionization Energies Form. Available online: https://physics.nist.gov/PhysRefData/ASD/ionEnergy.html (accessed on 10 October 2019).



© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kimura, N.; Fujii, T.; Kashimura, K.; Nakao, W. Joining of Al2O3 Rods Using Microwaves and Employing Sic Particles as Adhesive. Processes 2019, 7, 750. https://doi.org/10.3390/pr7100750
Kimura N, Fujii T, Kashimura K, Nakao W. Joining of Al2O3 Rods Using Microwaves and Employing Sic Particles as Adhesive. Processes. 2019; 7(10):750. https://doi.org/10.3390/pr7100750
Chicago/Turabian StyleKimura, Natsuko, Takashi Fujii, Keiichiro Kashimura, and Wataru Nakao. 2019. "Joining of Al2O3 Rods Using Microwaves and Employing Sic Particles as Adhesive" Processes 7, no. 10: 750. https://doi.org/10.3390/pr7100750