Ball Milling Treatment of Black Dross for Selective Dissolution of Alumina in Sodium Hydroxide Leaching


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Ball Milling Treatment
2.3. NaOH Leaching
3. Results and Discussion
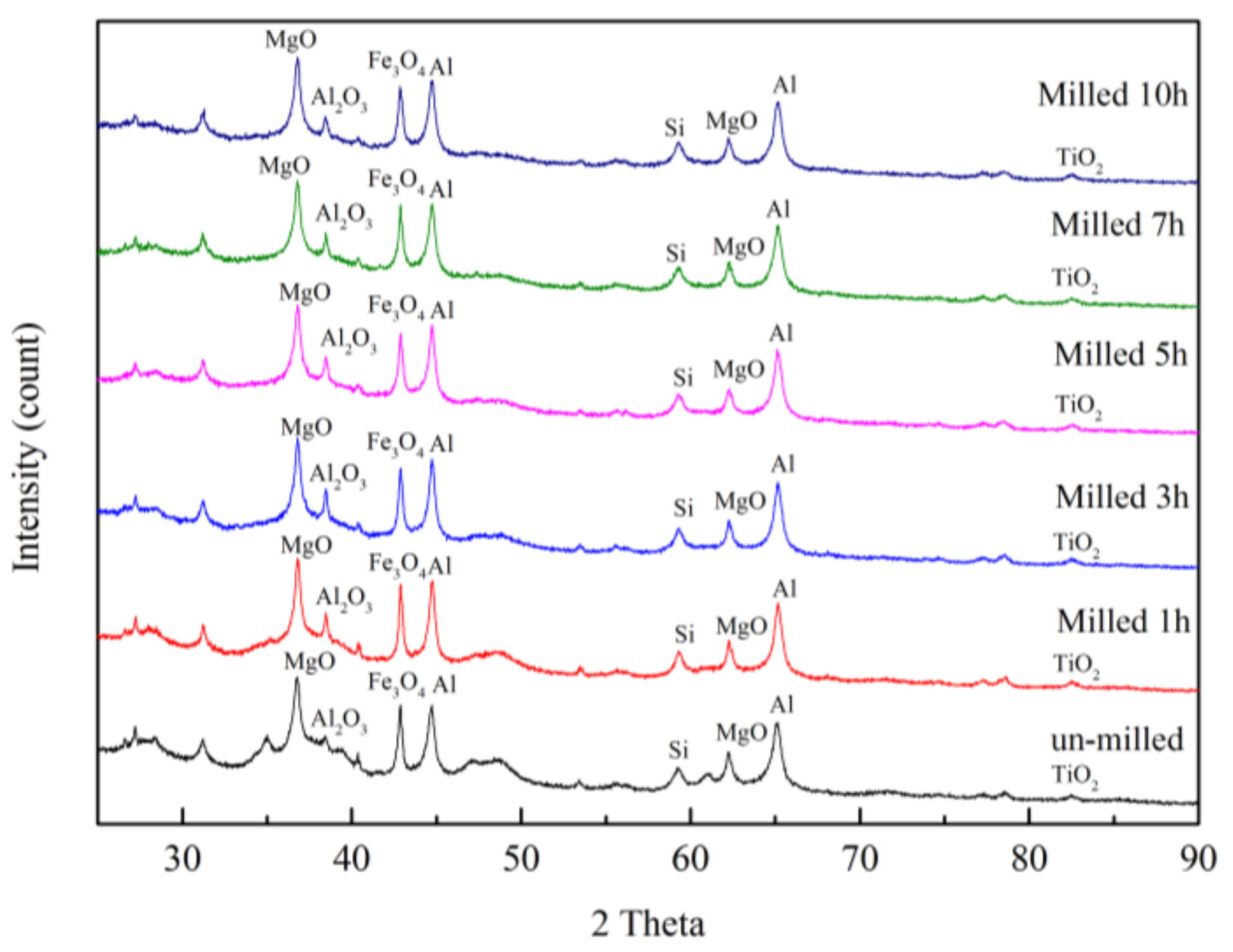
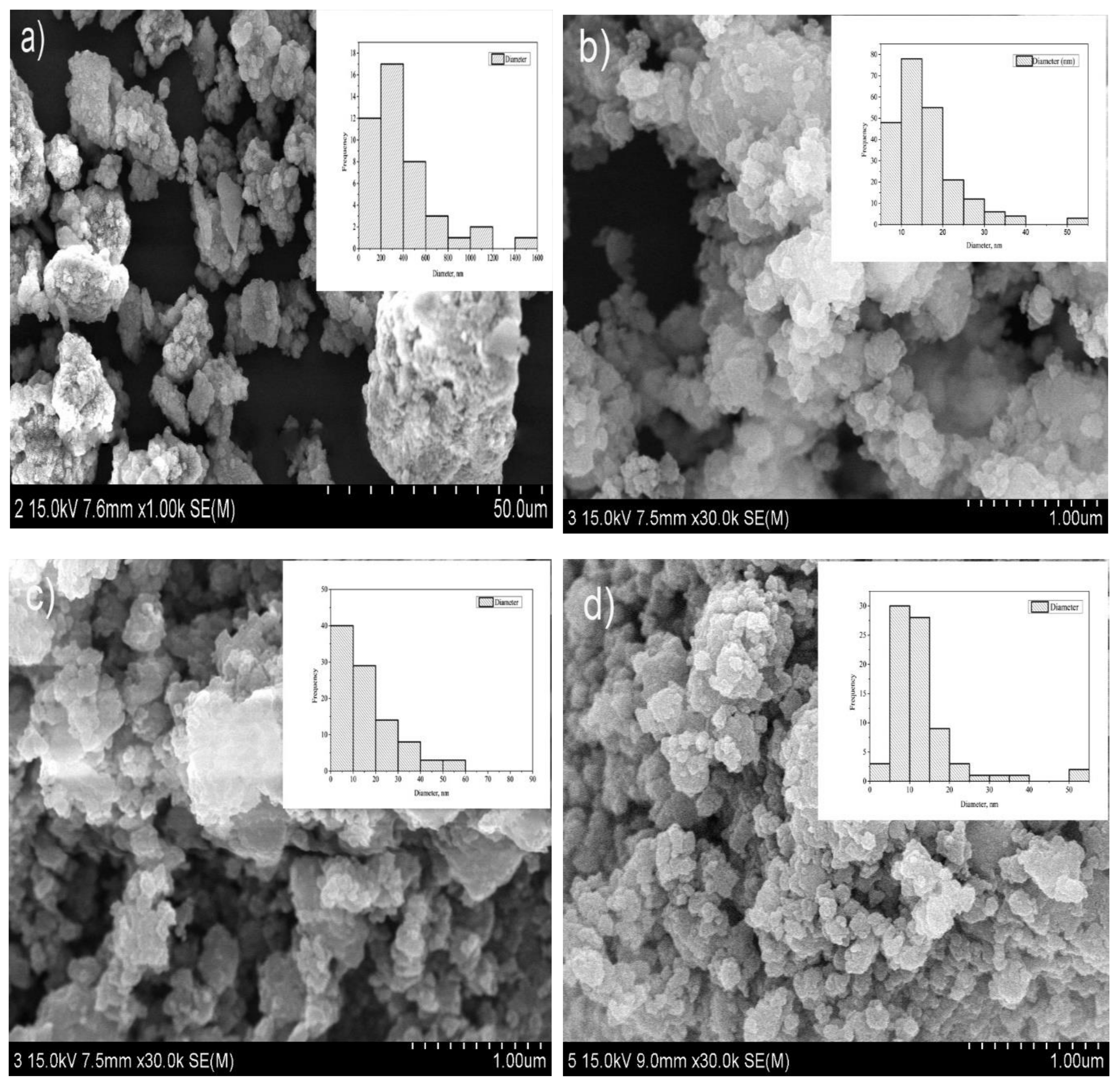
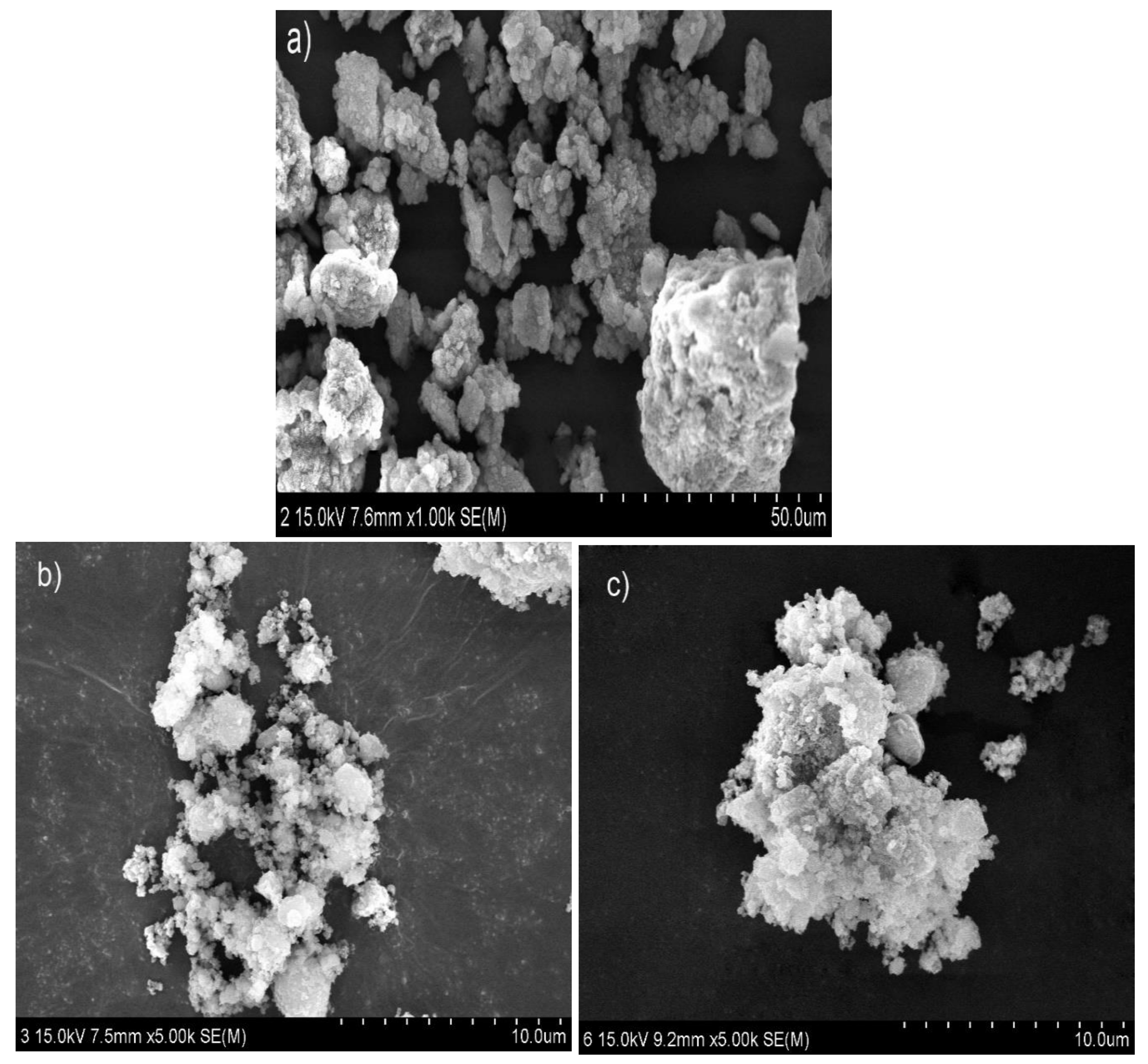
3.1. Change in Crystallite Size and Structure of Mechanically Activated Black Dross
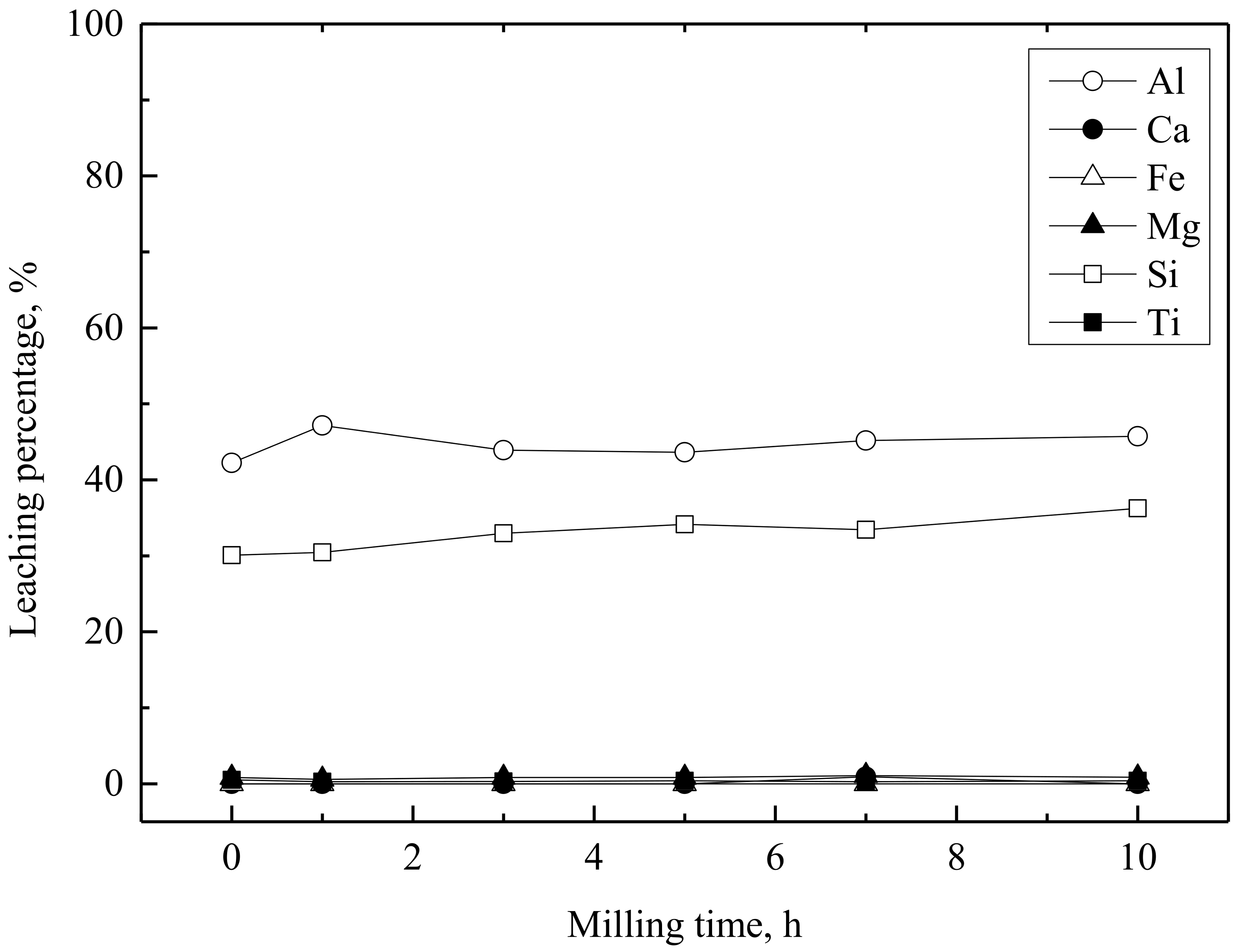
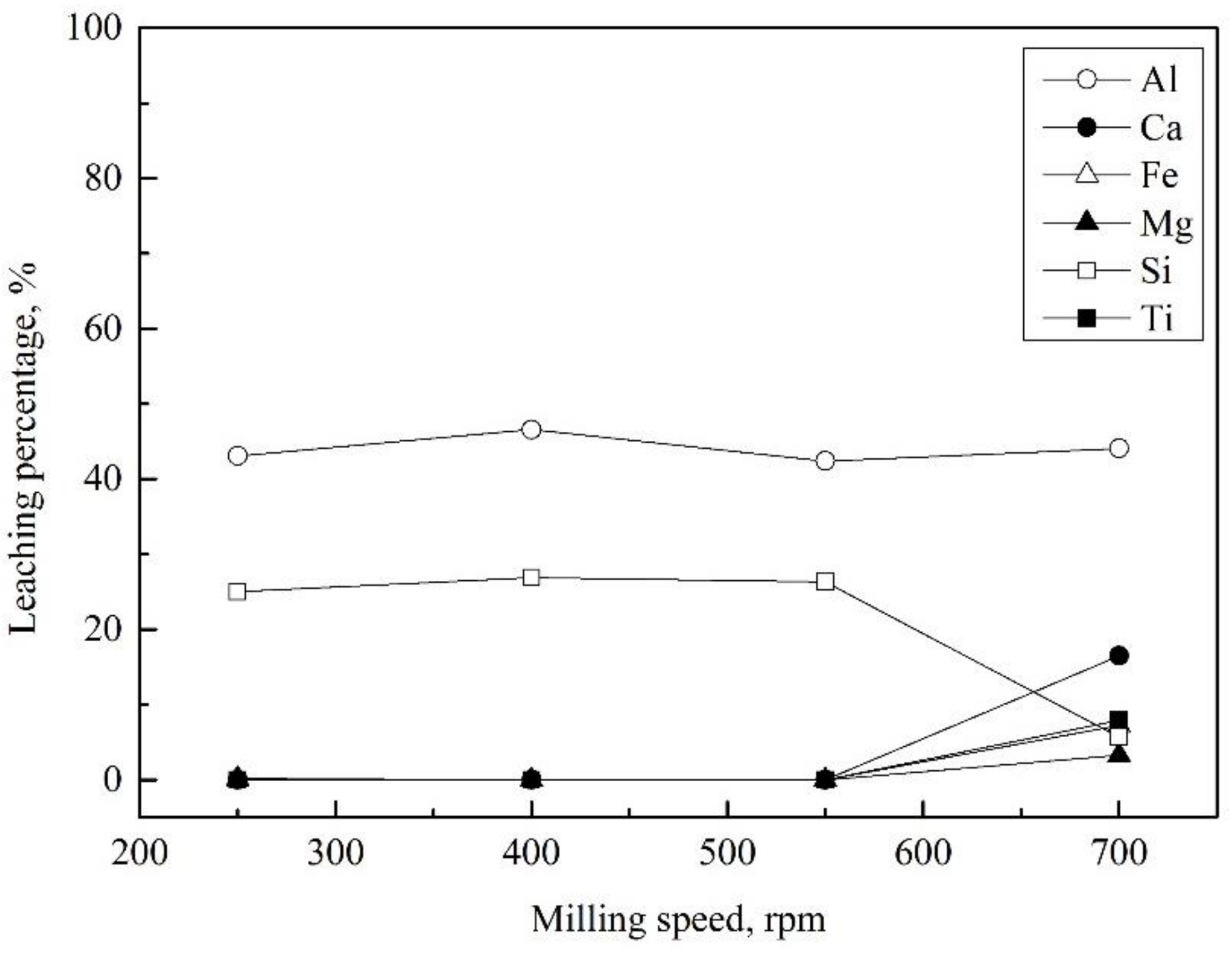
3.2. Leaching of the Mechanically Activated Dross in NaOH Solution
3.2.1. The Effect of Milling Time and Speed
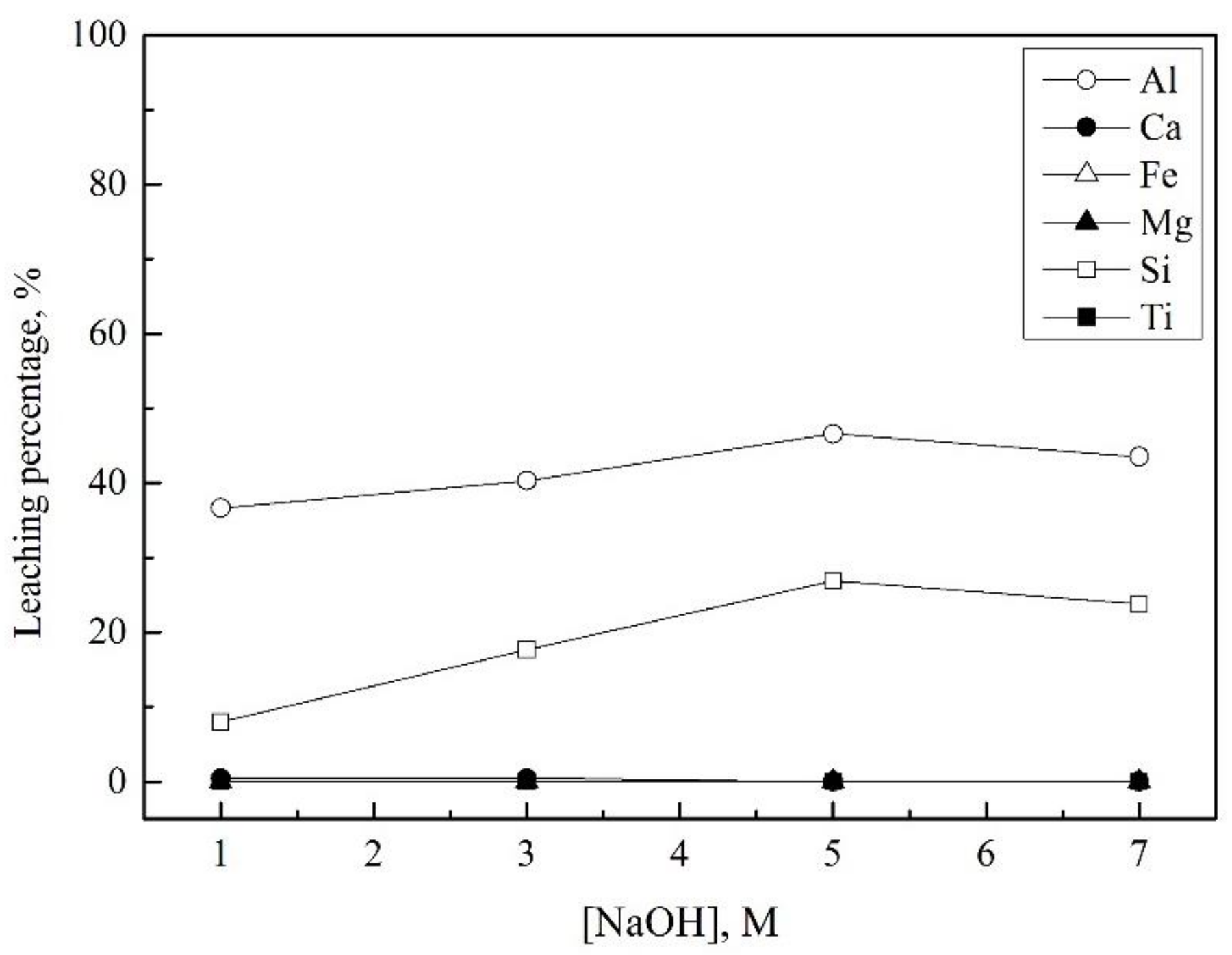
3.2.2. The Effect of NaOH Concentration

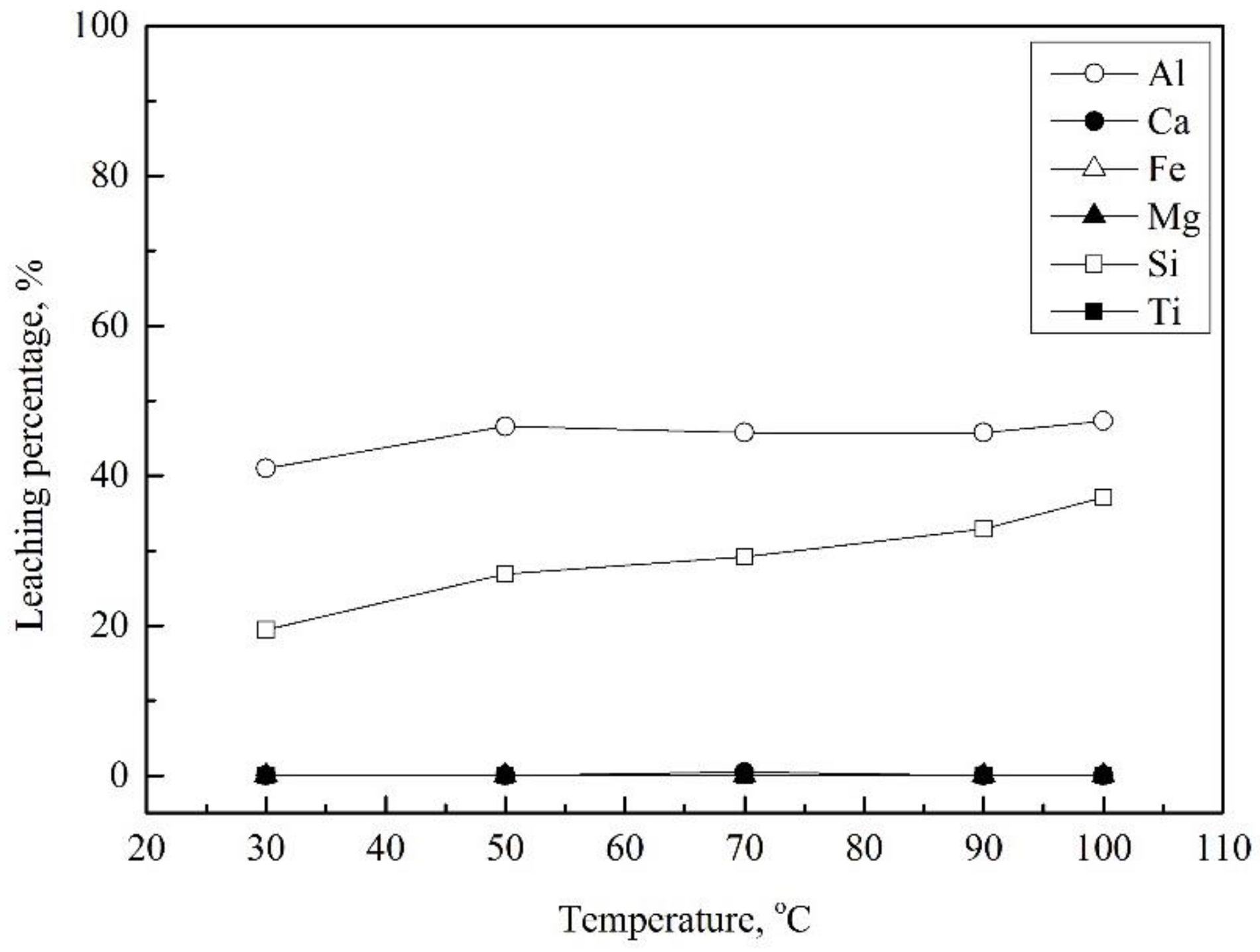
3.2.3. The Effect of Temperature
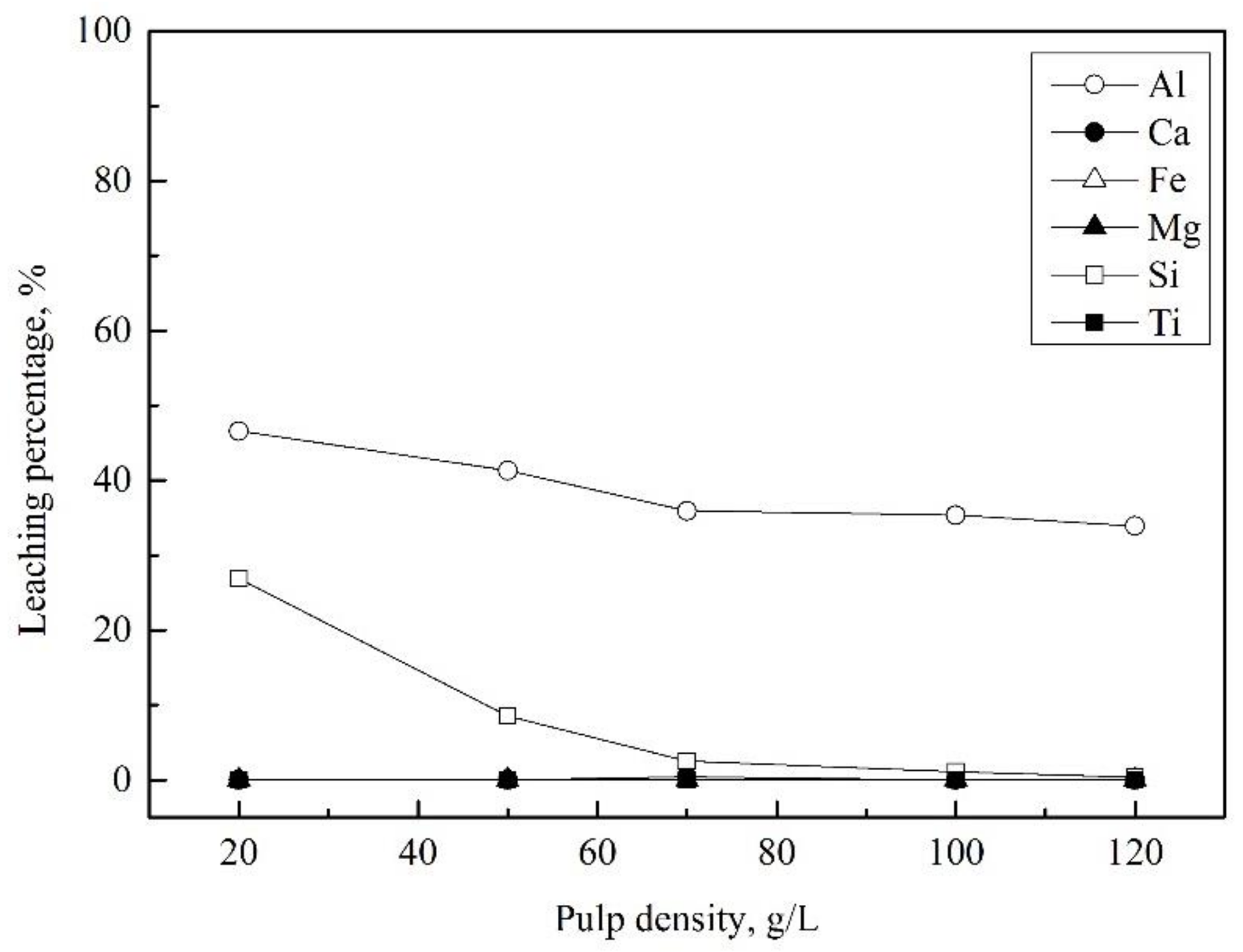
3.2.4. The Effect of Pulp Density
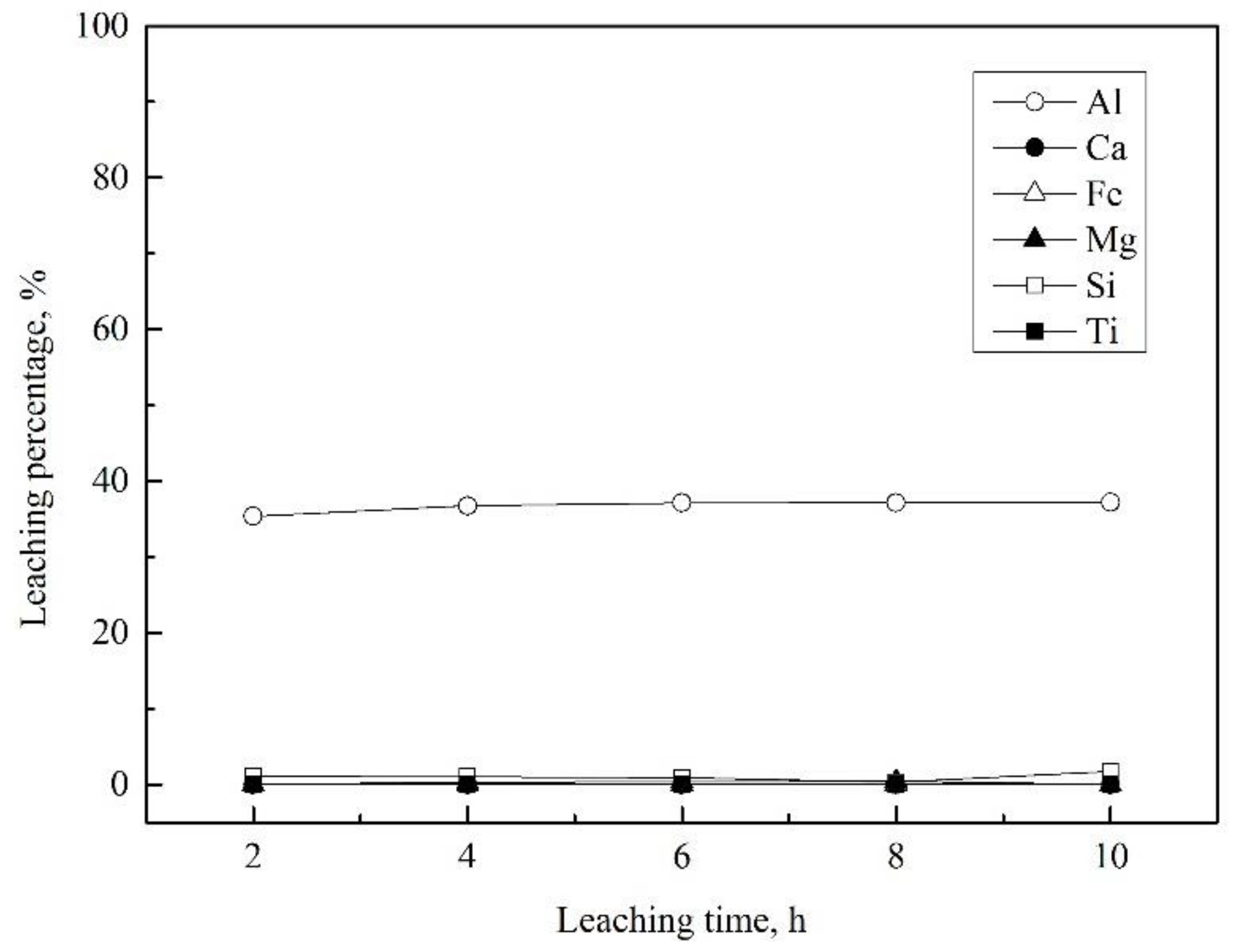
3.2.5. The Effect of Leaching Time
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Han, Q.; Setchi, R.; Evans, S.L. Characterisation and milling time optimisation of nanocrystalline aluminium powder for selective laser melting. Int. J. Adv. Manuf. Technol. 2017, 88, 1429–1438. [Google Scholar] [CrossRef]
- Cheremisinoff, N.P. Handbook of Solid Waste Management and Waste Minimization Technologies, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2003; p. 252. ISBN 978-0-7506-7507-9. [Google Scholar]
- Manfredi, O.; Wuth, W.; Bohlinger, I. Characterizing the physical and chemical properties of aluminum dross. Jom 1997, 49, 48–51. [Google Scholar] [CrossRef]
- Ünlü, N.; Drouet, M.G. Comparison of salt-free aluminum dross treatment processes. Resour. Conserv. Recycl. 2002, 36, 61–72. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Oustadakis, P.; Agatzini-Leonardou, S. Aluminium recovery during black dross hydrothermal treatment. J. Environ. Chem. Eng. 2013, 1, 23–32. [Google Scholar] [CrossRef]
- Drouet, M.G.; Handfield, M.; Meunier, J.; Laflamme, C.B. Dross treatment in a rotary arc furnace with graphite electrodes. Jom 1994, 46, 26–27. [Google Scholar] [CrossRef]
- Ridderbusch, M.; Jaroni, B.; Arnold, A.; Friedrich, B. From Oxide Residues of Al-slag-treatment to SiAl-masteralloys via carbothermic reduction. In Proceedings of the European Metallurgical Conference, Düsseldorf, Germany, 23–26 June 2009. [Google Scholar]
- Seyed Ghasemi, S.M.; Azizi, A. Alkaline leaching of lead and zinc by sodium hydroxide: Kinetics modeling. J. Mater. Res. Technol. 2017, 1–8. [Google Scholar] [CrossRef]
- Dash, B.; Das, B.R.; Tripathy, B.C.; Bhattacharya, I.N.; Das, S.C. Acid dissolution of alumina from waste aluminium dross. Hydrometallurgy 2008, 92, 48–53. [Google Scholar] [CrossRef]
- Zauzi, N.S.A.; Zakaria, M.Z.H.; Baini, R.; Rahman, M.R.; Mohamed Sutan, N.; Hamdan, S. Influence of alkali treatment on the surface area of aluminium dross. Adv. Mater. Sci. Eng. 2016, 2016, 6306304. [Google Scholar] [CrossRef]
- Xing, W.D.; Ahn, B.D.; Lee, M.S. Treatment of black dross with water and NaOH solution. Korean J. Met. Mater. 2017, 26, 53–60. [Google Scholar] [CrossRef]
- Zhao, Y.C.; Zhang, C.L. Pollution Control and Resource Reuse for Alkaline Hydrometallurgy of Amphoteric Metal Hazardous Wastes; Springer: Cham, Switzerland, 2017; pp. 61–62. ISBN 978-3-319-55158-6. [Google Scholar]
- Pickens, J.W.; Waite, M.D. Recovery of Products from Non-Metallic Products Derived from Aluminum Dross. U.S. Patent No. 6,110,434 A, 24 February 1999. [Google Scholar]
- Park, H.K.; Lee, H.; Yoon, E. Process for Recyling Waste Aluminum Dross. U.S. Patent No. 6,296,817 B1, 2 October 2001. [Google Scholar]
- Miskufova, A.; Petranikova, M.; Kovacs, M.; Briancin, J.; Havlik, T.; Orac, D. Leaching of Aluminium Dross in Alkaline Solution. In Proceedings of the European Metallurgical Conference, Düsseldorf, Germany, 23–26 June 2009. [Google Scholar]
- Lucheva, B.; Tsonev, T.; Petkov, R. Non-waste aluminium dross recycling. J. Univ. Chem. Technol. Metall. 2005, 40, 335–338. [Google Scholar]
- Ostovan, F.; Matori, K.A.; Toozandehjani, M.; Oskoueian, A.; Yusoff, H.M.; Yunus, R.; Ariff, A.H.M. Microstructural evaluation of ball-milled nano Al2O3 particulate-reinforced aluminum matrix composite powders. Inter. J. Mater. Res. 2015, 106, 636–640. [Google Scholar] [CrossRef]
- Klug, L.E.A. X-ray Diffraction Procedures for Polycrystalline and Amorphous Materials. J. Gen. Int. Med. 1954, 14, 485–487. [Google Scholar] [CrossRef]
- Hossein-Zadeh, M.; Razavi, M.; Mirzaee, O.; Ghaderi, R. Characterization of properties of Al–Al2O3 nano-composite synthesized via milling and subsequent casting. J. King Saud Univ. Eng. Sci. 2013, 25, 75–80. [Google Scholar] [CrossRef]
- Toozandehjani, M.; Matori, K.; Ostovan, F.; Abdul Aziz, S.; Mamat, M. Effect of Milling Time on the Microstructure, Physical and Mechanical Properties of Al-Al2O3 Nanocomposite Synthesized by Ball Milling and Powder Metallurgy. Materials 2017, 10, 1232. [Google Scholar] [CrossRef] [PubMed]
- Gheisari, K.; Javadpour, S.; Oh, J.T.; Gaffari, M. The effect of milling speed on the structural properties of mechanically alloyed Fe-45%Ni powders. J. Alloy. Compd. 2009, 472, 416–420. [Google Scholar] [CrossRef]
- Iwao, M.; Okuno, M.; Koyano, M.; Katayama, S. Structural changes of SiO2 glass by mechanical milling. J. Miner. Petrol. Sci. 2010, 105, 135–141. [Google Scholar] [CrossRef]
- Hebeish, A.; Aly, A.A.; Farag, S. Synthesis and evaluation of new environment-friendly starch hydroxypropyl phosphate as flocculant. Egypt. J. Chem. 2013, 56, 417–433. [Google Scholar] [CrossRef]
- Özacar, M.; Ayhan Sengil, I. Optimum conditions for leaching calcined alunite ore in strong NaOH. Can. Metall. Q. 1999, 38, 249–255. [Google Scholar] [CrossRef]
- Xu, H.; Van Deventer, J.S.J. The geopolymerisation of alumino-silicate minerals. Int. J. Miner. Process. 2000, 59, 247–266. [Google Scholar] [CrossRef]
- Rao, S.; Yang, T.; Zhang, D.; Liu, W.F.; Chen, L.; Hao, Z.; Wen, J.F. Leaching of low grade zinc oxide ores in NH4Cl-NH3 solutions with nitrilotriacetic acid as complexing agents. Hydrometallurgy 2015, 158, 101–106. [Google Scholar] [CrossRef]
- Barnes, M.C.; Addai-Mensah, J.; Gerson, A.R. The kinetics of desilication of synthetic spent Bayer liquor seeded with cancrinite and cancrinite/sodalite mixed-phase crystals. J. Cryst. Growth 1999, 200, 251–264. [Google Scholar] [CrossRef]
- Kaußen, F.M.; Friedrich, B. Methods for Alkaline Recovery of Aluminum from Bauxite Residue. J. Sustain. Metall. 2016, 2, 353–364. [Google Scholar] [CrossRef]
- Paramguru, R.K.; Rath, P.C.; Misra, V.N. Trends in red mud utilization - A review. Miner. Process. Extr. Metall. Rev. 2005, 29, 1–29. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Ca | Fe | Mg | Si | Ti |
|---|---|---|---|---|---|---|
| Residue after water leaching | 40.52 | 3.55 | 8.34 | 2.86 | 15.13 | 12.01 |
| Milling Time (Hour) | Average Crystallite Size (nm) |
|---|---|
| 1 | 52.6 |
| 3 | 50.6 |
| 5 | 45.0 |
| 7 | 44.0 |
| 10 | 43.0 |
| Composition | Al | Si | Purity of Al (%) |
|---|---|---|---|
| Concentration (ppm) | 12,726.0 | 149.0 | 98.8 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, T.T.N.; Lee, M.S.; Nguyen, T.H. Ball Milling Treatment of Black Dross for Selective Dissolution of Alumina in Sodium Hydroxide Leaching. Processes 2018, 6, 29. https://doi.org/10.3390/pr6040029
Nguyen TTN, Lee MS, Nguyen TH. Ball Milling Treatment of Black Dross for Selective Dissolution of Alumina in Sodium Hydroxide Leaching. Processes. 2018; 6(4):29. https://doi.org/10.3390/pr6040029
Chicago/Turabian StyleNguyen, Thi Thuy Nhi, Man Seung Lee, and Thi Hong Nguyen. 2018. "Ball Milling Treatment of Black Dross for Selective Dissolution of Alumina in Sodium Hydroxide Leaching" Processes 6, no. 4: 29. https://doi.org/10.3390/pr6040029