
Coupled Oxygen-Enriched Combustion in Cement Industry CO2 Capture System: Process Modeling and Exergy Analysis

Abstract
:1. Introduction
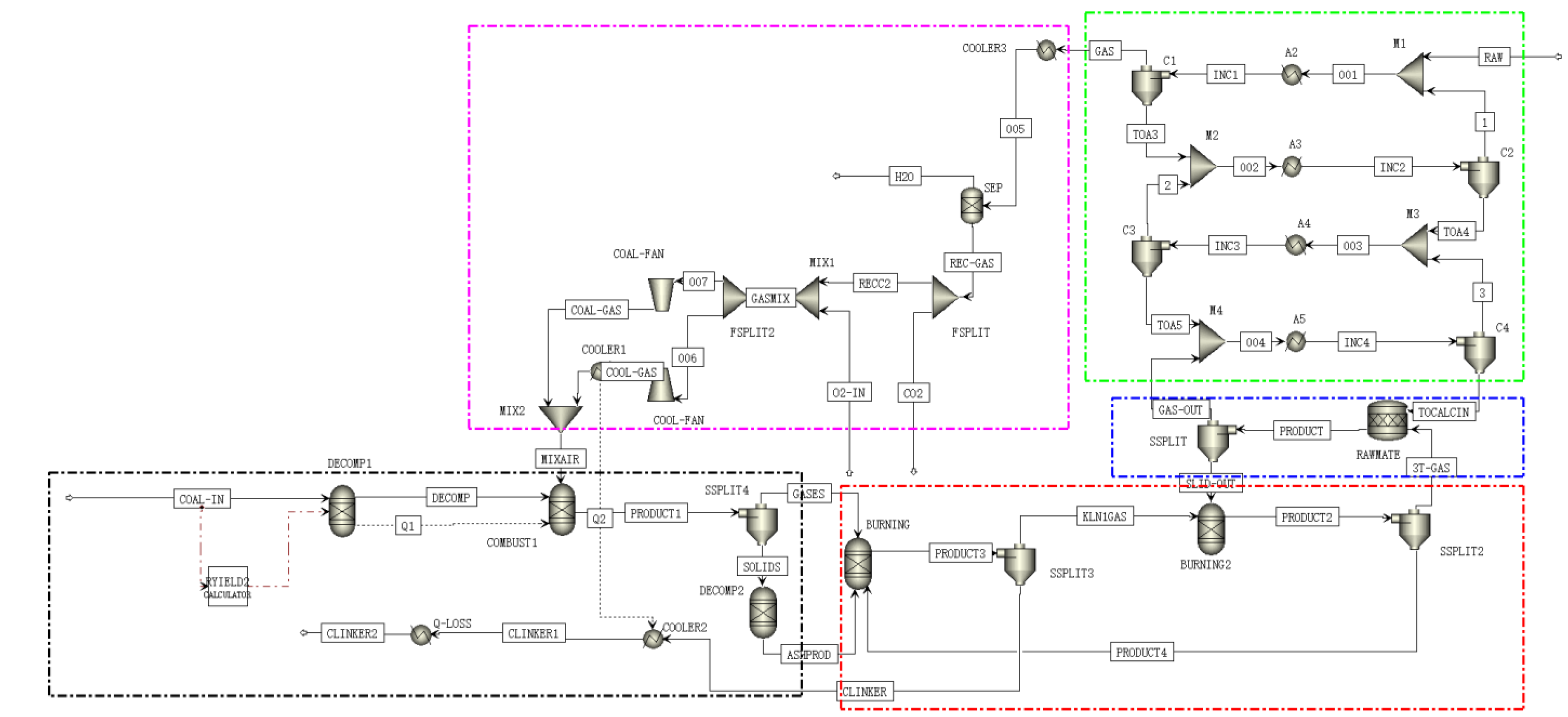
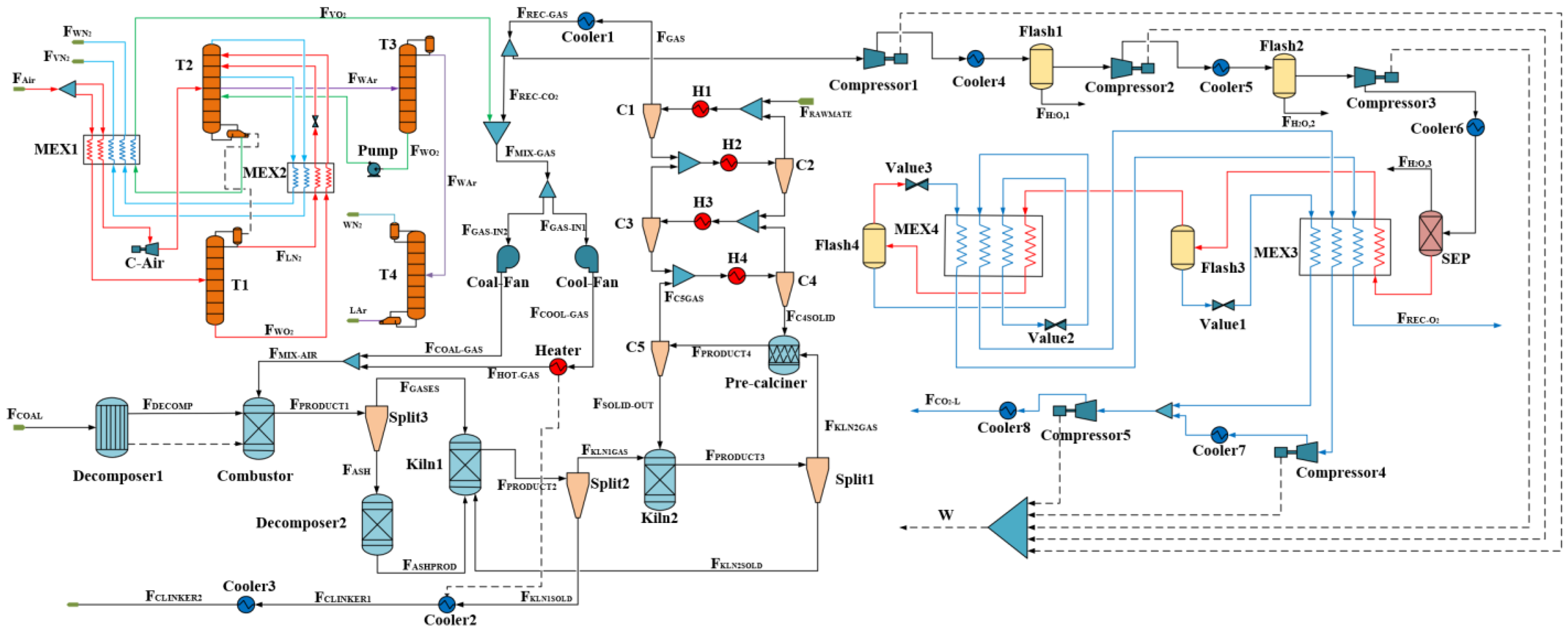
2. Establishment of Full-Process System Model
2.1. Cement Production System with Coupled Oxygen-Enriched Combustion Process
- The whole process is in a stable condition, and the composition of the feedstock does not vary.
- All chemical reactions within the system are in thermodynamic equilibrium.
- The pressure decrease and partial heat loss of the process are ignored.
- All materials in the reactor are in the same state and leave the reactor at the same temperature.
- In total, 70% of the CaCO3 and MgCO3 are decomposed in the decomposition furnace.
- All chemical reactions take place only in the reactor.
2.2. Air Separation System
2.3. CO2 Purification Unit
2.4. Model Verification
3. Study on System Operating Conditions Parameters
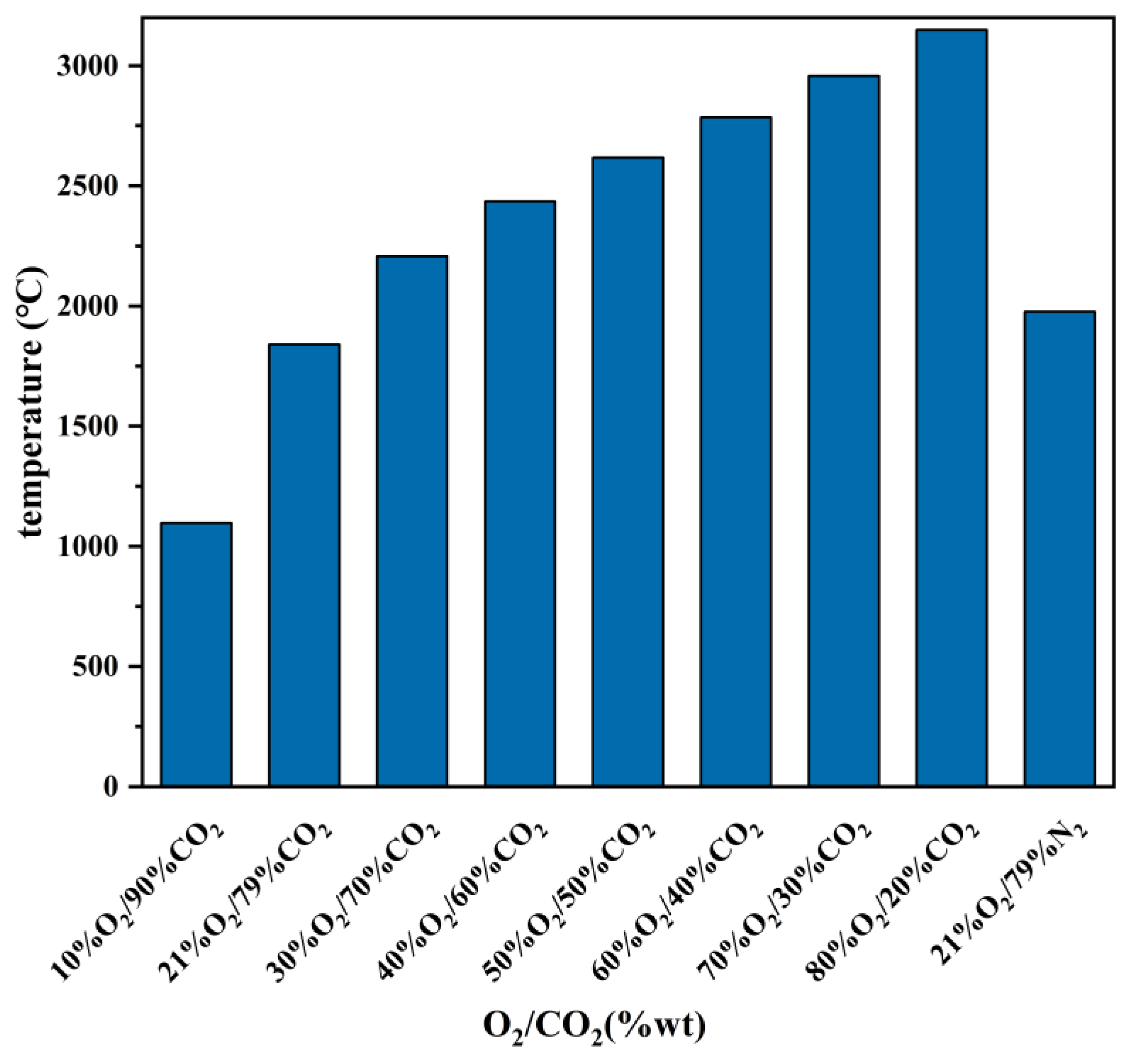
3.1. Effect of O2/CO2 Atmosphere on the System
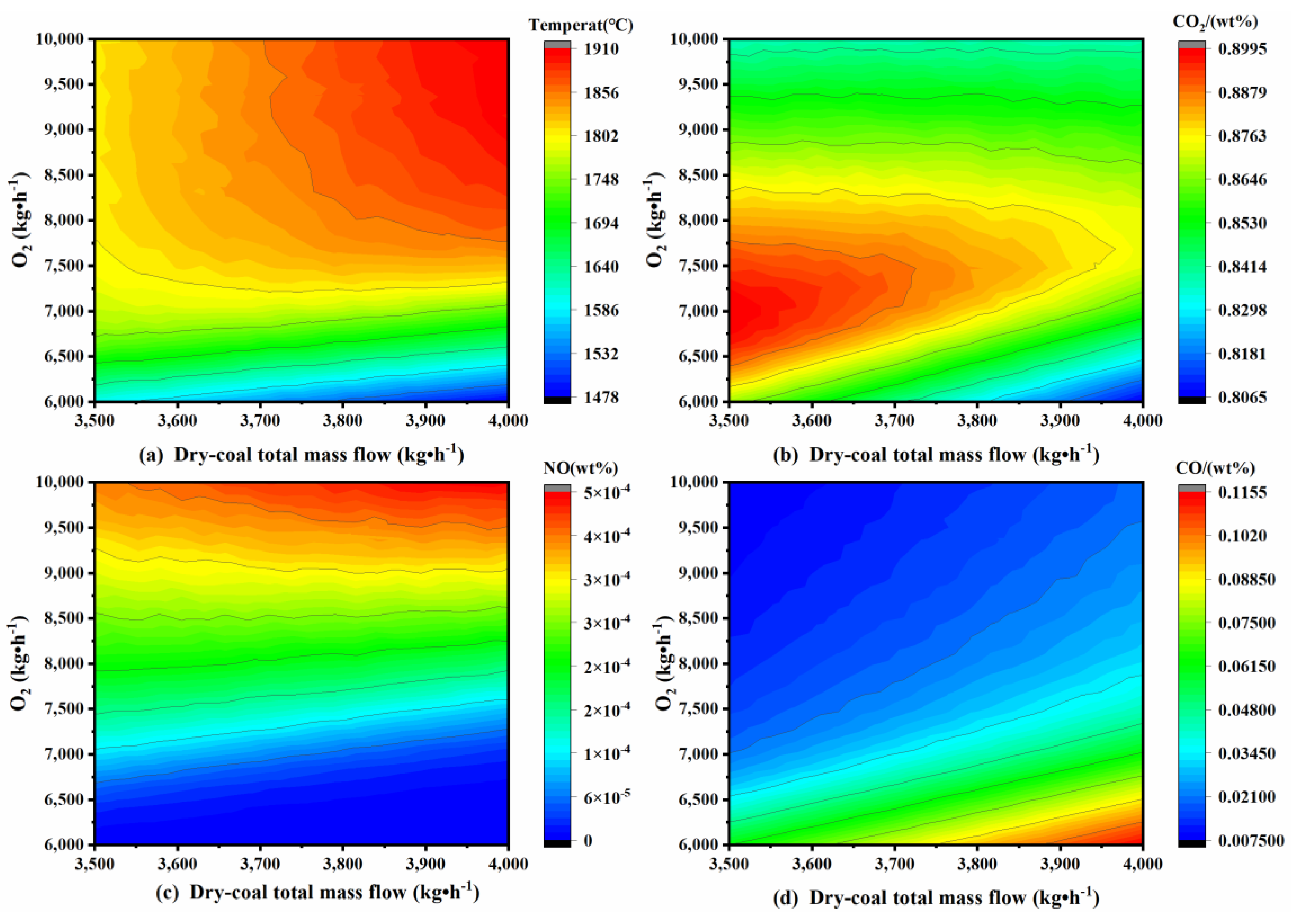
3.2. Effect of Different Oxygen and Coal Flow Rates on Combustion Systems
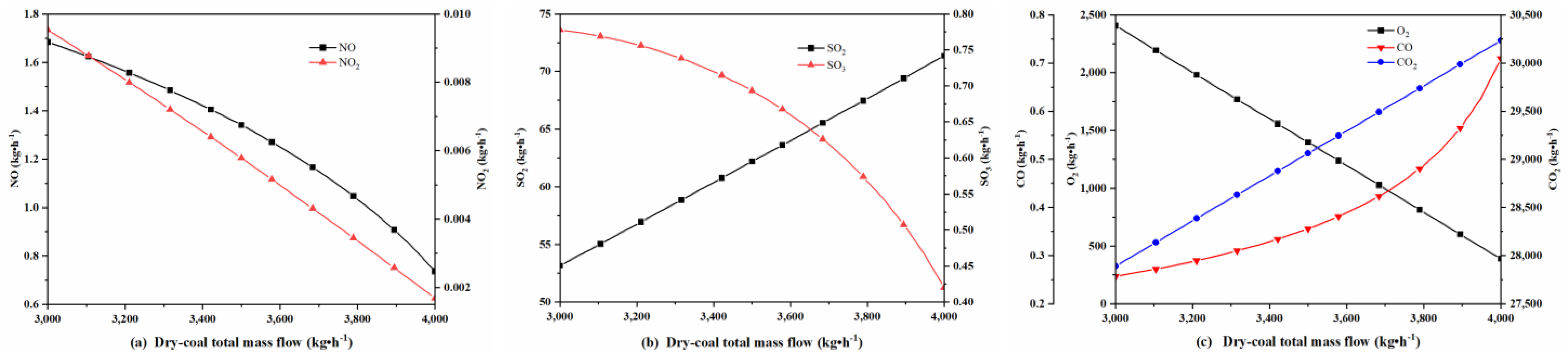
3.3. Effect of Pulverized Coal Flow on Tail Gas Emissions
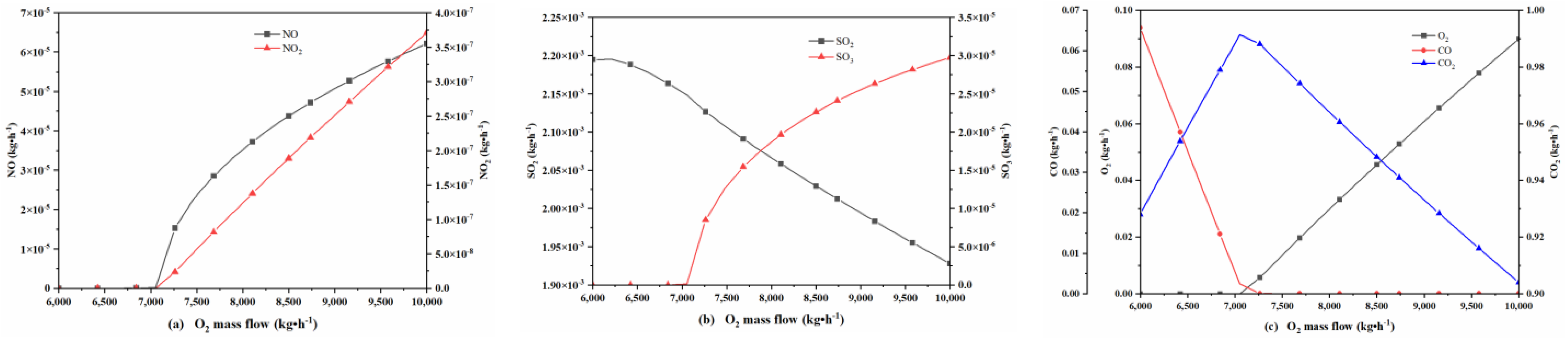
3.4. Effect of Oxygen Flow Rate on Tail Gas Emissions
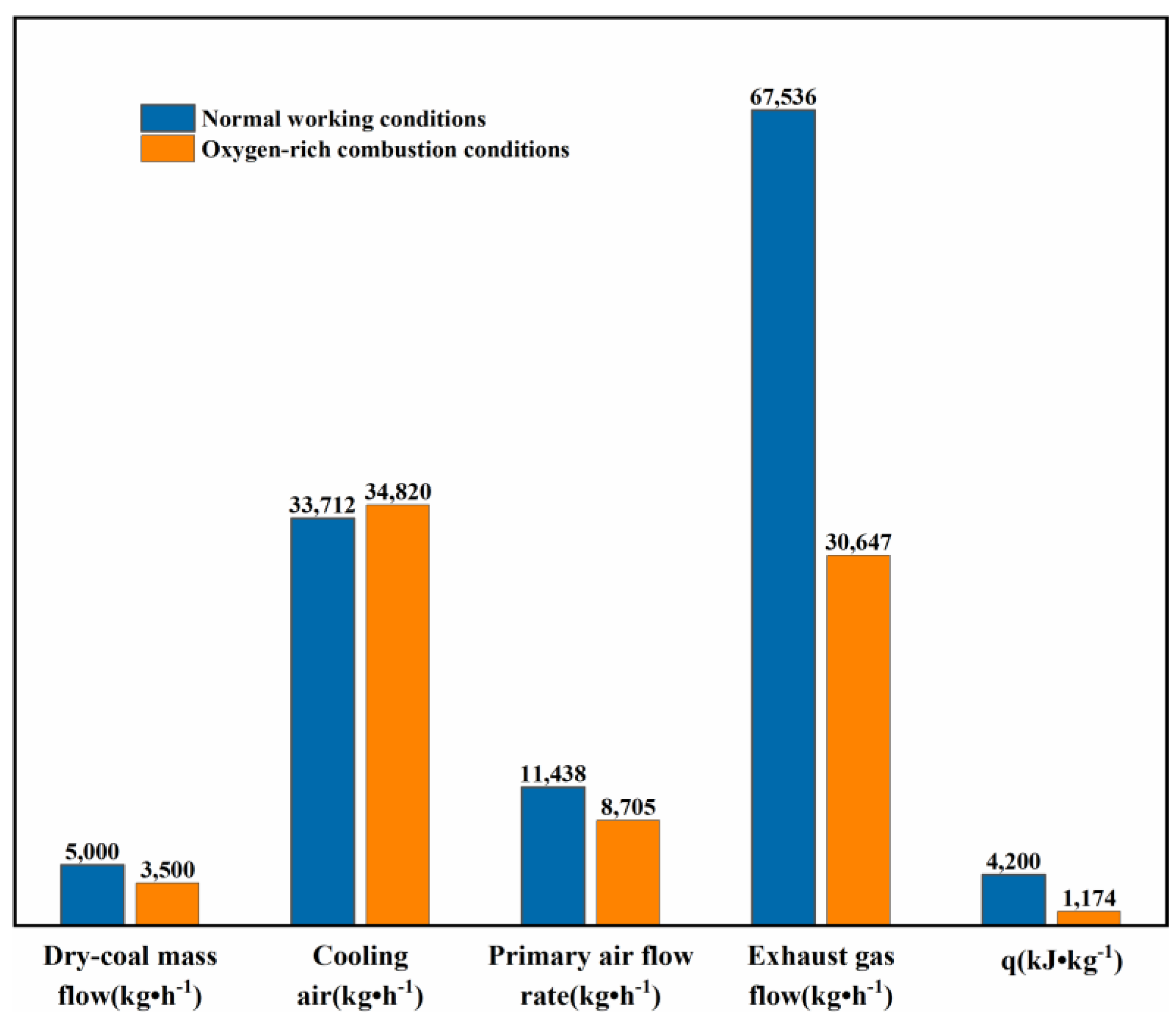
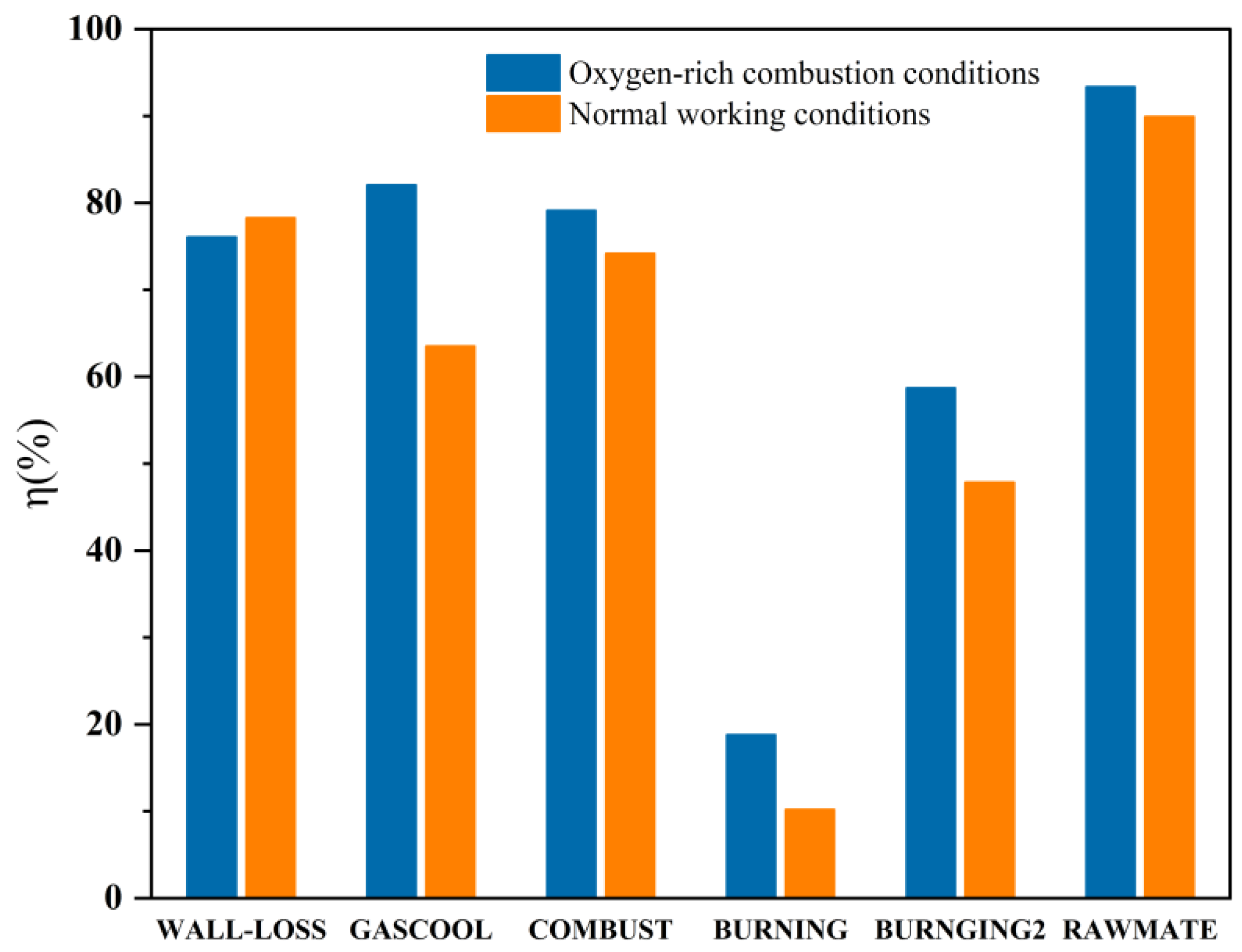
3.5. Results under Different Working Conditions
4. Exergy Analysis of Production Process
4.1. Exergy Analysis and Calculation Method
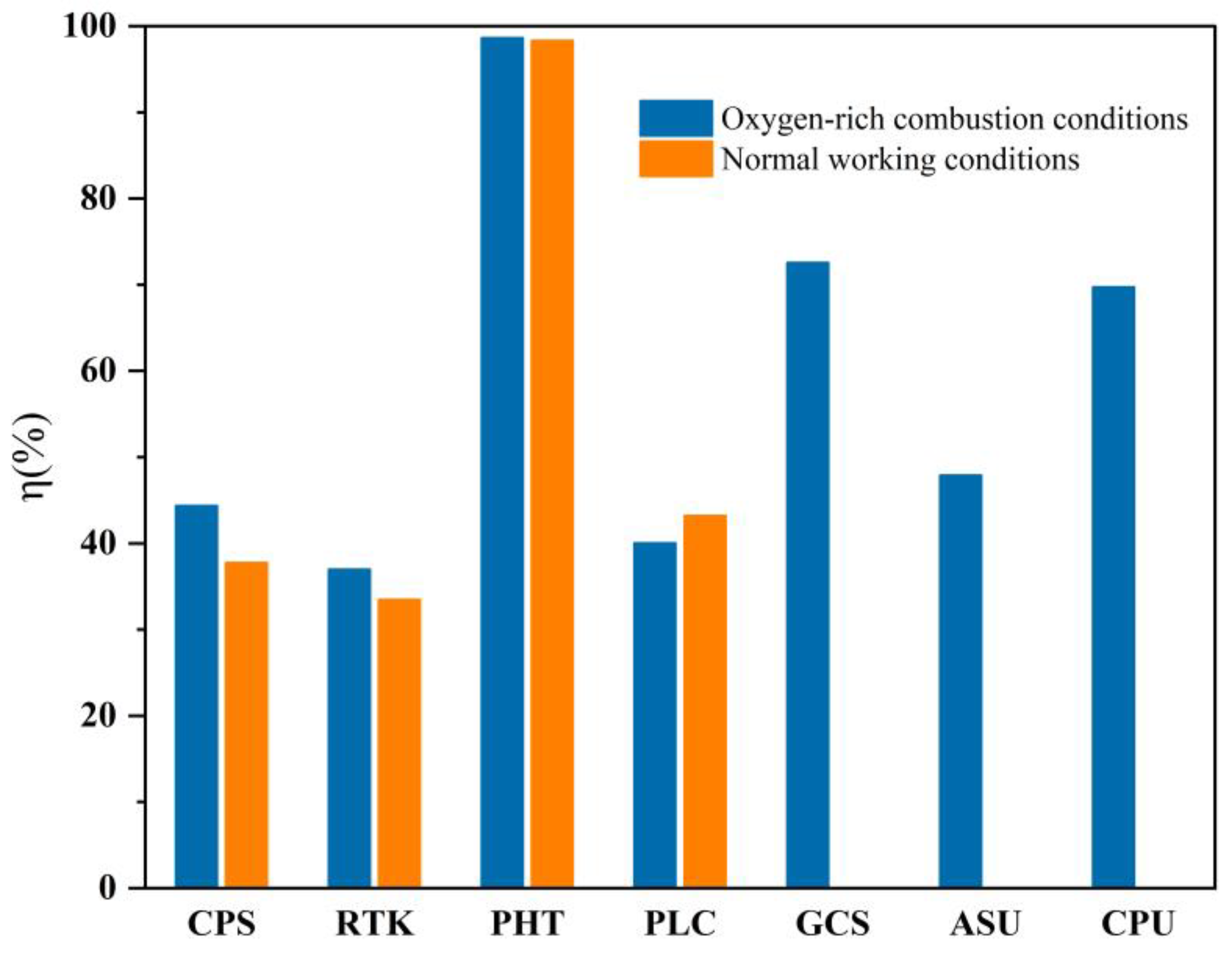
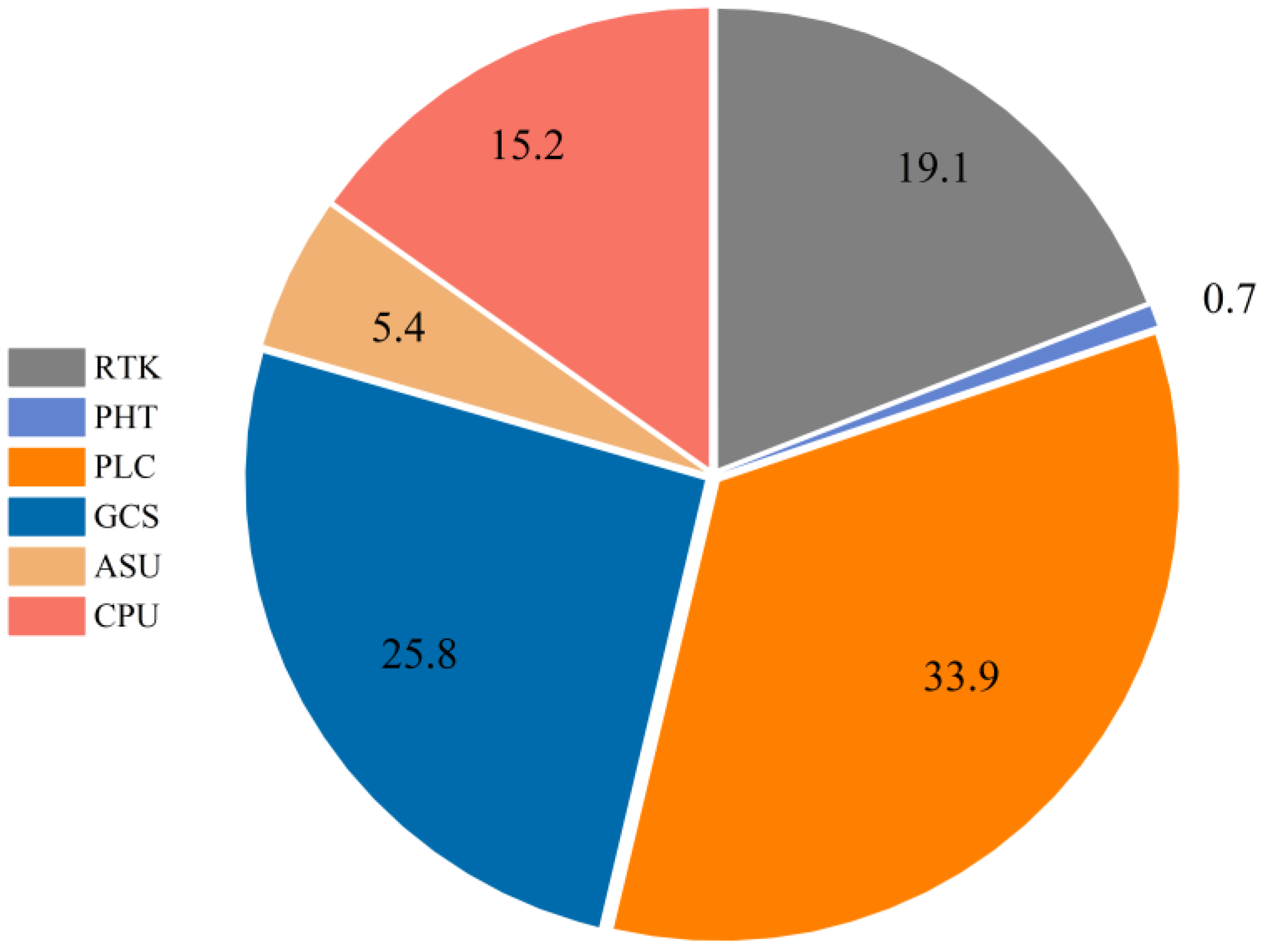
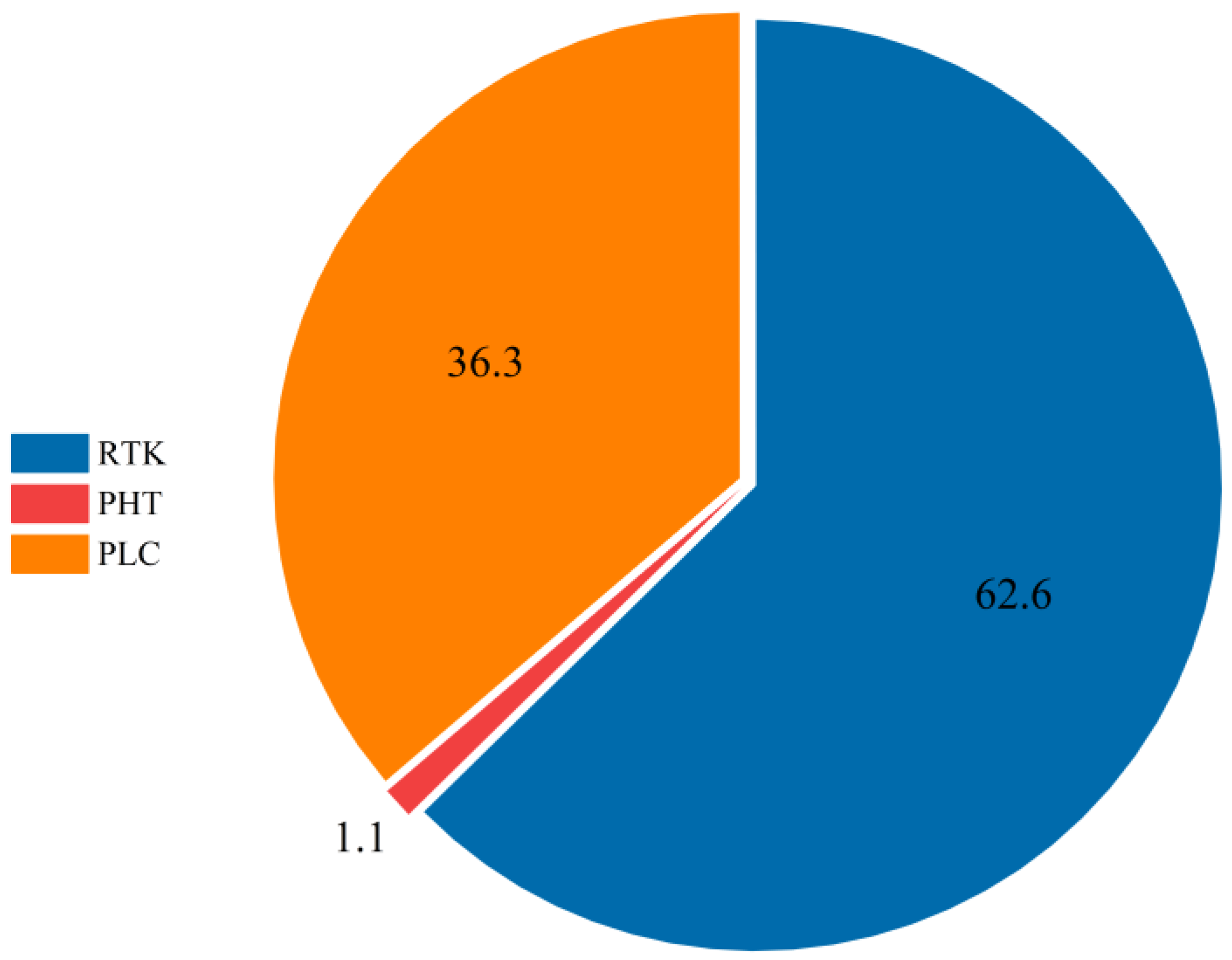
4.2. Exergy Analysis and Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| G | Gibbs free energy | power of compressors and pumps | |
| q | specific heat energy consumption | ξ | minimum Gibbs free energy |
| LHV | lower heating value | raw feed flow | |
| F | molar flow rate | coal mass flow | |
| CPS | cement production system | specific enthalpy | |
| RTK | rotary kiln | specific enthalpy at the reference state | |
| PHT | preheater tower | specific entropy | |
| PLC | planetary clinker cooler | specific entropy at the reference state | |
| GCS | gas recycle system | chemical exergy | |
| ASU | air separation unit | chemical exergy of various ideal gas mixtures | |
| CPU | CO2 purification unit | liquid-phase flow rates | |
| Ein | exergy flow rates entering | vapor-phase flow rates | |
| Eout | exergy flow rates leaving | molar fraction | |
| Ed,j | exergy destruction rate | liquid-phase molar fraction | |
| EQ | heat exergy | vapor-phase molar fraction | |
| EPH | physical exergy flow rate | chemical exergies of liquid-phase | |
| chemical exergy flow rate | chemical exergies of vapor-phase | ||
| kinetic exergy flow rate | total exergy efficiency | ||
| potential exergy flow rate | exergy efficiency of the subsystem | ||
| chemical exergy of coal | exergy destruction ratio | ||
| ideal gas constant |
References
- Supriya; Chaudhury, R.; Sharma, U.; Thapliyal, P.C.; Singh, L.P. Low-CO2 emission strategies to achieve net zero target in cement sector. J. Clean. Prod. 2023, 417, 137466. [Google Scholar] [CrossRef]
- Dziejarski, B.; Krzyżyńska, R.; Andersson, K. Current status of carbon capture, utilization, and storage technologies in the global economy: A survey of technical assessment. Fuel 2023, 342, 127776. [Google Scholar] [CrossRef]
- Bhavsar, A.; Hingar, D.; Ostwal, S.; Thakkar, I.; Jadeja, S.; Shah, M. The current scope and stand of carbon capture storage and utilization—A comprehensive review. Case Stud. Chem. Environ. Eng. 2023, 8, 100368. [Google Scholar] [CrossRef]
- Theo, W.L.; Lim, J.S.; Hashim, H.; Mustaffa, A.A.; Ho, W.S. Review of pre-combustion capture and ionic liquid in carbon capture and storage. Appl. Energy 2016, 183, 1633–1663. [Google Scholar] [CrossRef]
- Wang, M.; Joel, A.S.; Ramshaw, C.; Eimer, D.; Musa, N.M. Process intensification for post-combustion CO2 capture with chemical absorption: A critical review. Appl. Energy 2015, 158, 275–291. [Google Scholar] [CrossRef]
- Shen, M.; Tong, L.; Yin, S.; Liu, C.; Wang, L.; Feng, W.; Ding, Y. Cryogenic technology progress for CO2 capture under carbon neutrality goals: A review. Sep. Purif. Technol. 2022, 299, 121734. [Google Scholar] [CrossRef]
- Yin, C.; Yan, J. Oxy-fuel combustion of pulverized fuels: Combustion fundamentals and modeling. Appl. Energy 2016, 162, 742–762. [Google Scholar] [CrossRef]
- Scholes, C.A.; Smith, K.H.; Kentish, S.E.; Stevens, G.W. CO2 capture from pre-combustion processes—Strategies for membrane gas separation. Int. J. Greenh. Gas Control 2010, 4, 739–755. [Google Scholar] [CrossRef]
- Li, X.; Zhang, L.; Luo, C.; Zhang, Z.; Xu, Y.; Zheng, C. Experimental Investigation and Process Simulation of Oxy-fuel Flue Gas Denitrification in CO2 Compression Process. Energy Fuels 2018, 32, 11666–11673. [Google Scholar] [CrossRef]
- Gkotsis, P.; Peleka, E.; Zouboulis, A. Membrane-Based Technologies for Post-Combustion CO2 Capture from Flue Gases: Recent Progress in Commonly Employed Membrane Materials. Membranes 2023, 13, 898. [Google Scholar] [CrossRef]
- Julio, A.A.V.; Castro-Amoedo, R.; Maréchal, F.; González, A.M.; Escobar Palacio, J.C. Exergy and economic analysis of the trade-off for design of post-combustion CO2 capture plant by chemical absorption with MEA. Energy 2023, 280, 128004. [Google Scholar] [CrossRef]
- Cormos, A.-M.; Dragan, S.; Petrescu, L.; Sandu, V.; Cormos, C.-C. Techno-Economic and Environmental Evaluations of Decarbonized Fossil-Intensive Industrial Processes by Reactive Absorption & Adsorption CO2 Capture Systems. Energies 2020, 13, 1268. [Google Scholar]
- Plaza, M.G.; Martínez, S.; Rubiera, F. CO2 Capture, Use, and Storage in the Cement Industry: State of the Art and Expectations. Energies 2020, 13, 5692. [Google Scholar] [CrossRef]
- Fan, Y.; Si, P. The Study of Numerical Simulation of Oxygenenriched Burner System. CFD Lett. 2010, 2, 197–207. [Google Scholar]
- Zhou, S.; Li, S.; Ouyang, D.; Wang, S. Increase in Energy Efficiencies. In Handbook of Air Quality and Climate Change; Springer: Berlin/Heidelberg, Germany, 2023; pp. 1–32. [Google Scholar]
- Buhre, B.J.P.; Elliott, L.K.; Sheng, C.D.; Gupta, R.P.; Wall, T.F. Oxy-fuel combustion technology for coal-fired power generation. Prog. Energy Combust. Sci. 2005, 31, 283–307. [Google Scholar] [CrossRef]
- Carrasco-Maldonado, F.; Spörl, R.; Fleiger, K.; Hoenig, V.; Maier, J.; Scheffknecht, G. Oxy-fuel combustion technology for cement production—State of the art research and technology development. Int. J. Greenh. Gas Control 2016, 45, 189–199. [Google Scholar] [CrossRef]
- Murphy, J.J.; Shaddix, C.R. Combustion kinetics of coal chars in oxygen-enriched environments. Combust. Flame 2006, 144, 710–729. [Google Scholar] [CrossRef]
- Wang, M.; Liao, B.; Liu, Y.; Wang, S.; Qing, S.; Zhang, A. Numerical simulation of oxy-coal combustion in a rotary cement kiln. Appl. Therm. Eng. 2016, 103, 491–500. [Google Scholar] [CrossRef]
- Marin, O.; Charon, O.; Dugue, J.; Dukhan, S.; Zhou, W.E.I. Simulating the Impact of Oxygen Enrichment in a Cement Rotary Kiln Using Advanced Computational Methods. Combust. Sci. Technol. 2001, 164, 193–207. [Google Scholar] [CrossRef]
- Granados, D.A.; Chejne, F.; Mejía, J.M.; Gómez, C.A.; Berrío, A.; Jurado, W.J. Effect of flue gas recirculation during oxy-fuel combustion in a rotary cement kiln. Energy 2014, 64, 615–625. [Google Scholar] [CrossRef]
- Ditaranto, M.; Bakken, J. Study of a full scale oxy-fuel cement rotary kiln. Int. J. Greenh. Gas Control 2019, 83, 166–175. [Google Scholar] [CrossRef]
- Magli, F.; Spinelli, M.; Fantini, M.; Romano, M.C.; Gatti, M. Techno-economic optimization and off-design analysis of CO2 purification units for cement plants with oxyfuel-based CO2 capture. Int. J. Greenh. Gas Control 2022, 115, 103591. [Google Scholar] [CrossRef]
- Cormos, C.-C. Decarbonization options for cement production process: A techno-economic and environmental evaluation. Fuel 2022, 320, 123907. [Google Scholar] [CrossRef]
- John, J.P. Parametric Studies of Cement Production Processes. J. Energy 2020, 2020, 4289043. [Google Scholar] [CrossRef]
- Ren, C.Y.; Yang, Y.; Liu, Y.; Kao, H.T. Process Simulation of Alkali Chloride Sulfur Cycle and Enrichment in Cement Precalcination System. Bull. Chin. Ceram. Soc. 2019, 38, 423–430. [Google Scholar]
- Liu, D.P.; Zhou, Y.K. Simulation and Emission Reduction Optimization of NOX Generation in Cement Kiln Based on Aspen Plus. Bull. Chin. Ceram. Soc. 2021, 40, 351–358. [Google Scholar]
- Belaissaoui, B.; Le Moullec, Y.; Hagi, H.; Favre, E. Energy Efficiency of Oxygen Enriched Air Production Technologies: Cryogeny vs. Membranes. Energy Procedia 2014, 63, 497–503. [Google Scholar] [CrossRef]
- Banaszkiewicz, T.; Chorowski, M.; Gizicki, W. Comparative analysis of cryogenic and PTSA technologies for systems of oxygen production. AIP Conf. Proc. 2014, 1573, 1373–1378. [Google Scholar]
- Mahapatra, P.; Bequette, B.W. Design and Control of an Elevated-Pressure Air Separations Unit for IGCC Power Plants in a Process Simulator Environment. Ind. Eng. Chem. Res. 2012, 52, 3178–3191. [Google Scholar] [CrossRef]
- Fu, C.; Gundersen, T. Using exergy analysis to reduce power consumption in air separation units for oxy-combustion processes. Energy 2012, 44, 60–68. [Google Scholar] [CrossRef]
- Fu, Q.; Zhu, L.; Chen, X. Complete Equation-Oriented Approach for Process Analysis and Optimization of a Cryogenic Air Separation Unit. Ind. Eng. Chem. Res. 2015, 54, 12096–12107. [Google Scholar] [CrossRef]
- Tranier, J.-P.; Dubettier, R.; Darde, A.; Perrin, N. Air separation, flue gas compression and purification units for oxy-coal combustion systems. Energy Procedia 2011, 4, 966–971. [Google Scholar] [CrossRef]
- Porter, R.T.J.; Fairweather, M.; Pourkashanian, M.; Woolley, R.M. The range and level of impurities in CO2 streams from different carbon capture sources. Int. J. Greenh. Gas Control 2015, 36, 161–174. [Google Scholar] [CrossRef]
- Jiang, R.; Gan, S.; Li, X.S.; Ni, H.W.; Nai, Y.J.; Li, L. Optimization Analysis of CO2 Liquefaction Purification Process Based on Oxygen Enriched Combustion. J. Chin. Soc. Power Eng. 2023, 43, 102–108. [Google Scholar]
- Zanganeh, K.E.; Shafeen, A.; Salvador, C.; Beigzadeh, A.; Abbassi, M. CO2 processing and multi-pollutant control for oxy-fuel combustion systems using an advanced CO2 capture and compression unit (CO2CCU). Energy Procedia 2011, 4, 1018–1025. [Google Scholar] [CrossRef]
- Kolster, C.; Mechleri, E.; Krevor, S.; Mac Dowell, N. The role of CO2 purification and transport networks in carbon capture and storage cost reduction. Int. J. Greenh. Gas Control 2017, 58, 127–141. [Google Scholar] [CrossRef]
- Yadav, S.; Mondal, S.S. A complete review based on various aspects of pulverized coal combustion. Int. J. Energy Res. 2019, 43, 3134–3165. [Google Scholar] [CrossRef]
- Chen, L.; Yong, S.Z.; Ghoniem, A.F. Oxy-fuel combustion of pulverized coal: Characterization, fundamentals, stabilization and CFD modeling. Prog. Energy Combust. Sci. 2012, 38, 156–214. [Google Scholar] [CrossRef]
- Yang, W.; Ryu, C.; Choi, S.; Choi, E.; Lee, D.; Huh, W. Modeling of Combustion and Heat Transfer in an Iron Ore Sintering Bed with Considerations of Multiple Solid Phases. ISIJ Int. 2004, 44, 492–499. [Google Scholar] [CrossRef]
- Yi, Z.-m.; Xiao, H.; Song, J.-l.; Ma, G.-b.; Zhou, J.-m. Mathematic simulation of heat transfer and operating optimization in alumina rotary kiln. J. Cent. South Univ. 2013, 20, 2775–2780. [Google Scholar] [CrossRef]
- Yi, B.; Zhang, L.; Mao, Z.; Huang, F.; Zheng, C. Effect of the particle size on combustion characteristics of pulverized coal in an O2/CO2 atmosphere. Fuel Process. Technol. 2014, 128, 17–27. [Google Scholar] [CrossRef]
- Liu, H.; Zailani, R.; Gibbs, B. Comparisons of pulverized coal combustion in air and in mixtures of O2/CO2. Fuel 2005, 84, 833–840. [Google Scholar] [CrossRef]
- Yu, M.C.; Wang, G.H.; Li, W.B.; Zhu, Z.; Li, J.; Shu, G.; Zhu, Y. Research on Formation and Influence Factors of Thermal NOX During Coke Oven Heating. Ind. Saf. Environ. Prot. 2016, 42, 75–78. [Google Scholar]
- Li, Y.J.; Zou, K.W.; Song, Z.G.; Li, R.D.; Chi, Y. Simulation on oxygen-enriched combustion of refuse derived fuel by aspen plus. Therm. Power Gener. 2013, 42, 65–69. [Google Scholar]
- Reddy, V.S.; Kaushik, S.C.; Tyagi, S.K.; Panwar, N. An Approach to Analyse Energy and Exergy Analysis of Thermal Power Plants: A Review. Smart Grid Renew. Energy 2010, 1, 143–152. [Google Scholar] [CrossRef]
- Lee, J.C.; Lee, H.H.; Joo, Y.J.; Lee, C.H.; Oh, M. Process simulation and thermodynamic analysis of an IGCC (integrated gasification combined cycle) plant with an entrained coal gasifier. Energy 2014, 64, 58–68. [Google Scholar] [CrossRef]
- Arango-Miranda, R.; Hausler, R.; Romero-López, R.; Glaus, M.; Ibarra-Zavaleta, S. An Overview of Energy and Exergy Analysis to the Industrial Sector, a Contribution to Sustainability. Sustainability 2018, 10, 153. [Google Scholar] [CrossRef]
- Calise, F.; Costa, M.; Wang, Q.; Zhang, X.; Duić, N. Recent Advances in the Analysis of Sustainable Energy Systems. Energies 2018, 11, 2520. [Google Scholar] [CrossRef]
- Pal, R. Chemical exergy of ideal and non-ideal gas mixtures and liquid solutions with applications. Int. J. Mech. Eng. Educ. 2017, 47, 44–72. [Google Scholar] [CrossRef]
- Xiang, J.Y.; Calì, M.; Santarelli, M. Calculation for physical and chemical exergy of flows in systems elaborating mixed-phase flows and a case study in an IRSOFC plant. Int. J. Energy Res. 2004, 28, 101–115. [Google Scholar] [CrossRef]
- Hinderink, A.P.; Kerkhof, F.P.J.M.; Lie, A.B.K.; De Swaan Arons, J.; Van Der Kooi, H.J. Exergy analysis with a flowsheeting simulator—I. Theory; calculating exergies of material streams. Chem. Eng. Sci. 1996, 51, 4693–4700. [Google Scholar] [CrossRef]
- Song, G.; Xiao, J.; Zhao, H.; Shen, L. A unified correlation for estimating specific chemical exergy of solid and liquid fuels. Energy 2012, 40, 164–173. [Google Scholar] [CrossRef]
- Morris, D.R.; Szargut, J. Standard chemical exergy of some elements and compounds on the planet earth. Energy 1986, 11, 733–755. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CaCO3 | 79.9 |
| SiO2 | 1.64 |
| MgCO3 | 12.84 |
| Fe2O3 | 2.42 |
| Al2O3 | 3.2 |
| Raw material flow | 58,000 kg/h |
| Coal Compositions | ||
|---|---|---|
| Proximate analysis | wt.% | |
| Moisture | 1.4 | |
| Volatiles | 31.27 | |
| Fixed carbon | 42.86 | |
| Ash | 25.87 | |
| Ultimate analysis | wt.% | |
| C | 64.76 | |
| H | 4.16 | |
| O | 1.74 | |
| N | 1.61 | |
| S | 0.91 | |
| Ash | 26.11 | |
| Lower heating value | MJ/kg | 20.35 |
| Ash composition | wt.% | |
| SiO2 | 39.5 | |
| CaO | 37.69 | |
| Fe2O3 | 10.25 | |
| Al2O3 | 12.56 | |
| Model | Aspen Plus Model | Specification and Function |
|---|---|---|
| Decompser1 | RYield | Decomposing coal into C, H, O, N, S, and other basic elements T = 28.32 °C; P = 1 bar |
| Decompser2 | Decomposition of ash into conventional components T = 2028 °C; P = 0.8673 bar | |
| Combustor | RGibbs | Simulation of pulverized coal combustion reaction P = 0.8673 bar |
| Kiln1 | Simulation of C3S and C3A generation T = 1450 °C; P = 0.8673 bar | |
| Kiln2 | Simulation of C2S generation T = 1250 °C; P = 1 bar | |
| Pre-calciner | RStoic | Simulation of the decomposition reactions of CaCO3 T = 900 °C; P = 1 bar; CaCO3 → CaO + CO2 with 70% conversion |
| Heater | Heater | Clinker cooling process |
| Cooler2 | ||
| Cooler1 | Exhaust gas cooling process | |
| Cooler3 | Defining the heat loss of the grate cooler |
| Substance | Reference Data [25] | Simulation Data | Error/% |
|---|---|---|---|
| SiO2/wt.% | 22.24 | 20.42 | −8.1% |
| Al2O3/wt.% | 5.14 | 5.71 | 11.1% |
| Fe2O3/wt.% | 3.52 | 4.31 | 22.4% |
| CaO/wt.% | 67.55 | 68.27 | 1.1% |
| MgO/wt.% | 1.22 | 1.29 | 5.7% |
| SO3/wt.% | 0.01 | - | N/A |
| K2O/wt.% | 0.29 | - | N/A |
| Na2O/wt.% | 0.18 | - | N/A |
| TiO2/wt.% | 0.30 | - | N/A |
| P2O5/wt.% | 0.04 | - | N/A |
| C3S/wt.% | 70.00 | 78.27 | 11.8% |
| C3A/wt.% | 10.00 | 13.82 | 38.2% |
| Parameter Type | Operating Parameters | Reference Data [25] | Simulation Data | Error/% |
|---|---|---|---|---|
| Output | Clinker flow rate/kg/h | 35,000 | 38,197 | 10.6 |
| Clinker temperature/°C | 245 | 245 | 0 | |
| Flue gas temperature/°C | 2000 | 1976 | −1.2 | |
| Secondary air temperature/°C | 800 | 804 | 0.5 | |
| Oxygen content of tail gas/% | 3 | 1.60 | −46.7 | |
| Decomposition furnace feed temperature/°C | 836 | 840 | 0.5 | |
| Decomposition furnace flue gas temperature/°C | 958 | 958 | 0 | |
| Exhaust gas temperature/°C | 340 | 326 | −4.1 | |
| Input | Primary air flow/kg/h | 11,438 | 11,438 | 0 |
| Secondary air flow/kg/h | 33,712 | 33,712 | 0 | |
| Raw material flow/kg/h | 58,000 | 58,000 | 0 | |
| Dry coal flow/kg/h | 5,000 | 4,158 | −16.8 |
| Substance (wt.%) | Normal Working Conditions | Oxygen-Rich Combustion Conditions |
|---|---|---|
| O2 | 0.01687 | 0.04561 |
| CO | 8.94047 × 10−6 | 1.16086 × 10−5 |
| CO2 | 0.34642 | 0.94828 |
| NO | 3.75276 × 10−4 | 4.37472 × 10−5 |
| NO2 | 5.37097 × 10−7 | 1.88675 × 10−7 |
| SO2 | 5.77039 × 10−4 | 0.00203 |
| SO3 | 2.61885 × 10−6 | 2.26208 × 10−5 |
| N2 | 0.63534 | 0.00318 |
| Process Streams | m/kg/h | /kW | |||
|---|---|---|---|---|---|
| FRAWMATE | 58,000 | 200,522.00 | 0.00 | 0.00 | 0.00 |
| FGAS | 68,536 | 159,898.86 | 1743.39 | 7897.63 | 9641.02 |
| FC4SOLID | 58,000 | 186,985.03 | 7110.77 | 1574.06 | 8684.83 |
| FPRODUCT4 | 111,924 | 283,123.68 | 16,666.87 | 19,366.44 | 36,033.31 |
| FC5GAS | 68,536 | 146,318.43 | 10,546.92 | 7897.63 | 18,444.54 |
| FKLN2GAS | 53,924 | 106,862.09 | 13,901.86 | 6109.37 | 20,011.23 |
| FPRODUCT3 | 91,051 | 223,331.80 | 22,377.09 | 17,254.73 | 39,631.82 |
| FSLID-OUT | 43,389 | 136,805.25 | 6119.95 | 11,468.81 | 17,588.76 |
| FKLN2SOLD | 37,127 | 116,469.70 | 8475.24 | 11,145.36 | 19,620.59 |
| FKLN1GAS | 47,662 | 90,067.21 | 15,283.45 | 5347.99 | 20,631.44 |
| FPRODUCT2 | 85,690 | 207,610.17 | 25,126.44 | 16,876.01 | 42,002.45 |
| FGASES | 47,662 | 84,658.98 | 19,525.87 | 6255.51 | 25,781.38 |
| FASHPROD | 901 | 2446.34 | 569.91 | 262.82 | 832.73 |
| FPRODUCT1 | 48,563 | 87,508.05 | 19,552.45 | 5636.20 | 25,188.64 |
| FDECOMP | 3500 | 901.16 | 0.73 | 26,062.42 | 26,063.15 |
| FCOAL | 3500 | 6688.67 | 0.00 | 26,726.53 | 26,726.53 |
| FKLN1SOLD | 38,028 | 117,542.96 | 9842.99 | 11,528.02 | 21,371.01 |
| FCLINKER1 | 38,028 | 124,640.32 | 4272.15 | 11,528.02 | 15,800.16 |
| FCLINKER2 | 38,028 | 132,116.14 | 491.28 | 11,528.02 | 12,019.30 |
| FREC-GAS | 68,536 | 165,048.53 | 65.79 | 7897.63 | 7963.42 |
| FCO2 | 31,983 | 77,021.92 | 30.70 | 3685.52 | 3716.23 |
| FREC-CO2 | 36,553 | 88,026.61 | 35.09 | 4212.10 | 4247.19 |
| FVO2 | 8511 | 18.29 | 65.27 | 289.97 | 355.24 |
| FMIX-GAS | 45,063 | 88,044.90 | 25.98 | 4164.81 | 4190.79 |
| FGAS-IN2 | 13,519 | 26,413.47 | 7.79 | 1249.44 | 1257.24 |
| FGAS-IN1 | 31,544 | 61,631.43 | 18.19 | 2915.36 | 2933.55 |
| FCOAL-GAS | 13,519 | 26,352.44 | 53.32 | 1249.44 | 1302.77 |
| FCOOL-GAS | 31,544 | 61,562.98 | 68.83 | 2915.36 | 2984.20 |
| FHOT-GAS | 31,544 | 54,466.94 | 3813.55 | 2915.36 | 6728.91 |
| FMIX-AIR | 45,063 | 80,819.38 | 3402.55 | 4164.81 | 7567.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Shi, B. Coupled Oxygen-Enriched Combustion in Cement Industry CO2 Capture System: Process Modeling and Exergy Analysis. Processes 2024, 12, 645. https://doi.org/10.3390/pr12040645
Wang L, Shi B. Coupled Oxygen-Enriched Combustion in Cement Industry CO2 Capture System: Process Modeling and Exergy Analysis. Processes. 2024; 12(4):645. https://doi.org/10.3390/pr12040645
Chicago/Turabian StyleWang, Leichao, and Bin Shi. 2024. "Coupled Oxygen-Enriched Combustion in Cement Industry CO2 Capture System: Process Modeling and Exergy Analysis" Processes 12, no. 4: 645. https://doi.org/10.3390/pr12040645