


Using Neural Networks as a Data-Driven Model to Predict the Behavior of External Gear Pumps

Abstract
:1. Introduction
1.1. Design and Function of External Gear Pumps
1.2. Definition of the Maximal Theoretical Pump Flow Rate
1.3. Definition and Categorization of the Leakage Losses
1.4. Effect of Operating Conditions on the Gap Geometries
2. Experimental Setup
3. Setup and Design of the Neural Network
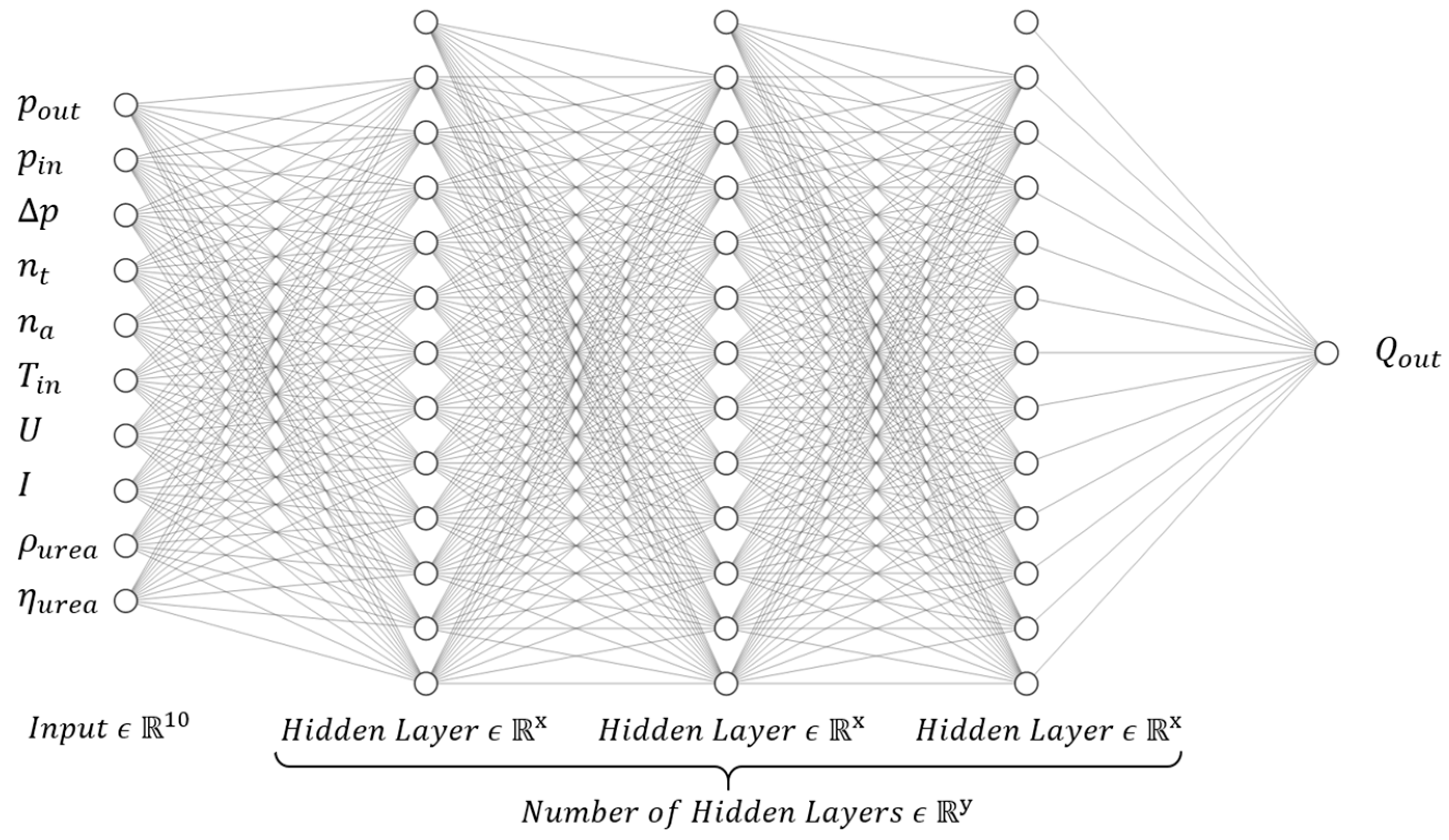
3.1. The Structure and Architecture of the Trained Neural Networks
3.2. Key Features of the Dataset
4. Results
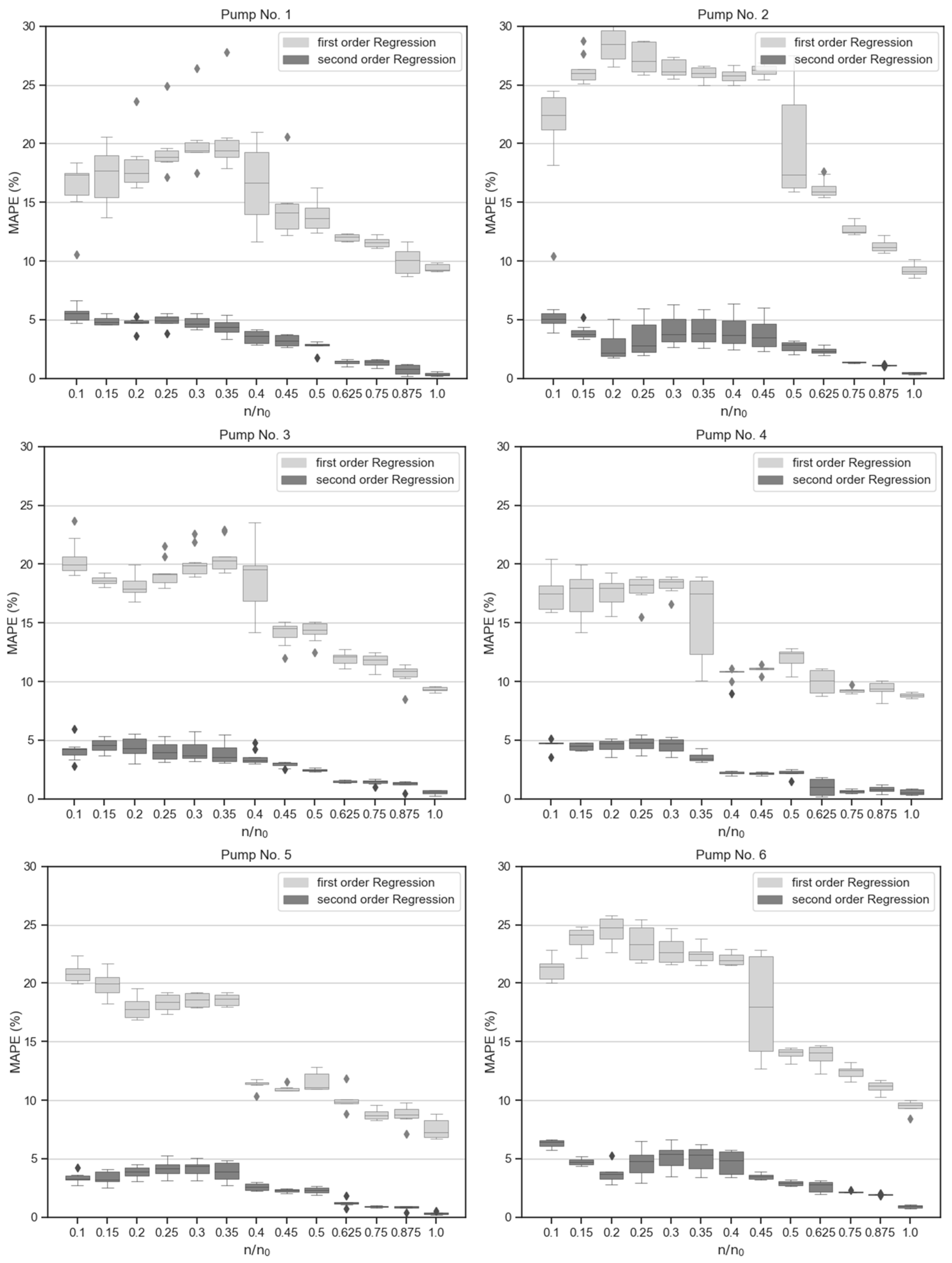
4.1. Benchmarking: First- and Second-Order Polynomial Regression
4.2. Hyperparameter Study: Finding the Right Neural Architecture
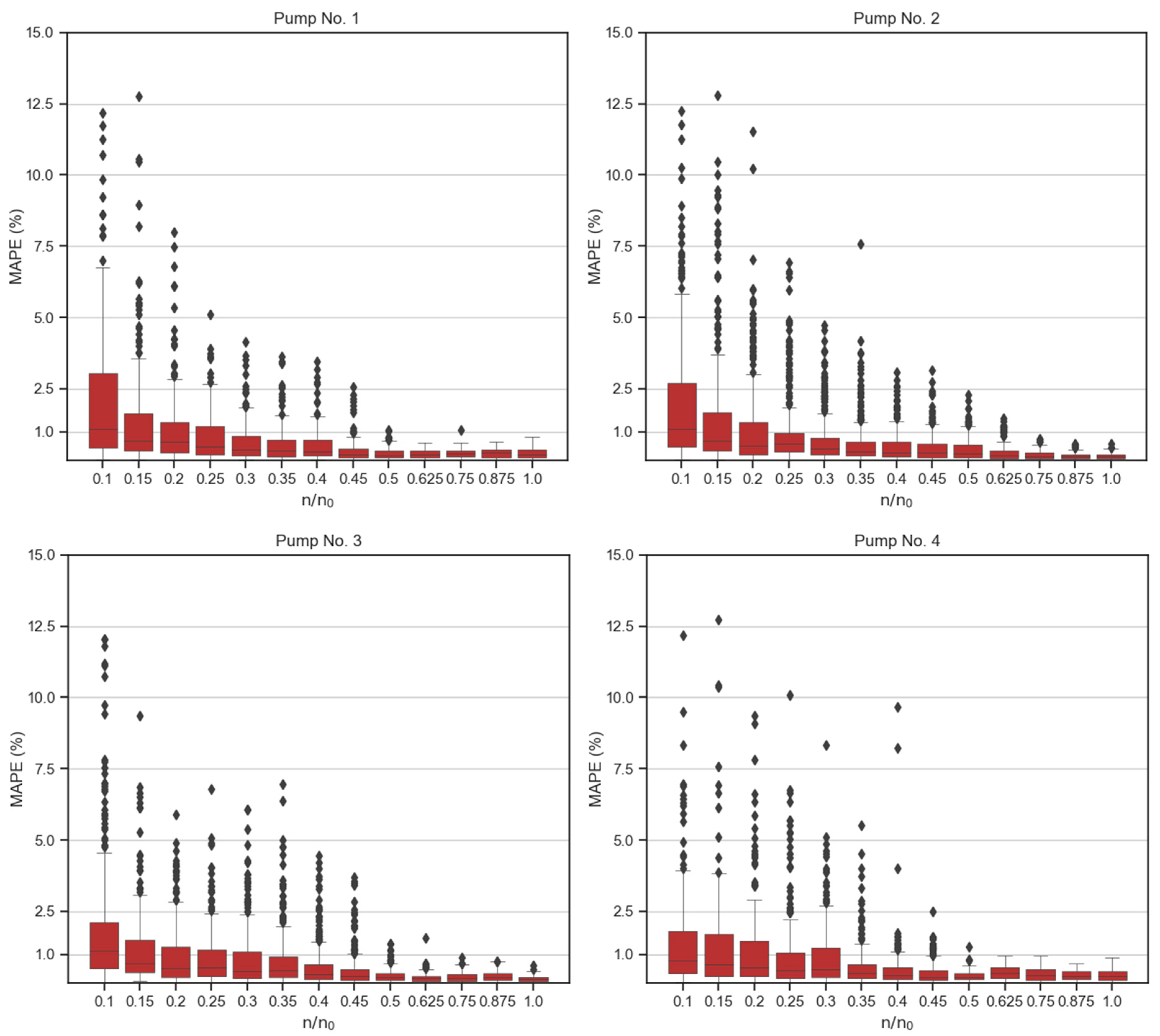
4.3. Evaluation of the Neural Network
5. Conclusions
- The differential pressure from the suction to the delivery side of the pump, the rotational frequency, and the fluid temperature alone make it possible to predict the flow rate of the used external geared pumps. Adding the measurements of the current and voltage as input to the neural network shows only negligible improvements in the accuracy of the network, as it already produces very precise predictions based on the differential pressure, temperature and rotational frequencies.
- Even neural networks with just six perceptrons are more accurate than conventional physically based regression variants. Very sparse neural networks with only a few hidden layers can generate an average flow rate accuracy of less than 1%.
- The accuracy of the sensors limits the quality of the regression. The neural networks are not more accurate than the underlying dataset dictates.
- As soon as the pump characteristic curves within the dataset are too far apart, i.e., the rotational frequencies of the pumps are too far apart within the dataset, the neural network has difficulties in generalizing the pump characteristic curves. These instabilities only get noticeable at higher rotational frequencies within the presented approach.
6. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


Appendix B


Appendix C

Appendix D




References
- Mao, Z.; Peng, Y.; Hu, C.; Ding, R.; Yamada, Y.; Maeda, S. Soft computing-based predictive modeling of flexible electrohydrodynamic pumps. Biomim. Intell. Robot. 2023, 3, 100114. [Google Scholar] [CrossRef]
- Ma, L.; Meng, Q.; Pan, S.; Liebman, A. PUMPNET: A deep learning approach to pump operation detection. Energy Inform. 2021, 4, 1. [Google Scholar] [CrossRef]
- Ma, H.; Gaisser, L.; Riedelbauch, S. Monitoring Pumping Units by Convolutional Neural Networks for Operating Point Estimations. Energies 2023, 6, 4392. [Google Scholar] [CrossRef]
- Wang, W.; Pei, J.; Yuan, S.; Gan, X.; Tingyun, Y. Artificial neural network for the performance improvement of a centrifugal pump. IOP Conf. Ser. Earth Environ. Sci. 2019, 240, 032024. [Google Scholar] [CrossRef]
- VDMA Pumpen + Systeme VDMA Kompressoren, Druckluft- und Vakuumtechnik. Pumpen und Kompressoren für den Weltmarkt 2020 mit Druckluft- und Vakuumtechnik; VDMA Verlag GmbH: Frankfurt am Main, France; Available online: https://vdma-verlag.com/home/pumps-and-compressors_DE.html#modal-cookiewarning (accessed on 30 October 2023).
- Bauer, G.; Niebergall, M. Ölhydraulik: Grundlagen, Bauelemente, Anwendungen, 12th ed.; Springer Fachmedien Wiesbaden GmbH: Wiesbaden, Germany, 2019; pp. 83–100. [Google Scholar]
- Rapp, C. Hydraulik für Ingenieure und Naturwissenschaftler: Ein Kurs mit Experimenten und Open-Source Codes, 2nd ed.; Springer Fachmedien Wiesbaden GmbH: Wiesbaden, Germany, 2021; pp. 165–172. [Google Scholar]
- DIN ISO 4391; Hydraulic Fluid Power; Pumps, Motors and Integral Transmissions; Parameter Definitions and Letter Symbols. ISO: Geneva, Switzerland, 1994.
- DIN ISO 4409; Hydraulic Fluid Power—Positive-Displacement Pumps, Motors and Integral Transmissions—Methods of Testing and Presenting Basic Steady State Performance. ISO: Geneva, Switzerland, 2019.
- Antoniak, P.; Stryczek, J. Visualization study of the flow processes and phenomena in the external gear pump. Arch. Civ. Mech. Eng. 2018, 18, 1103–1115. [Google Scholar] [CrossRef]
- Huang, K.J.; Lian, W.C. Kinematic flowrate characteristics of external spur gear pumps using an exact closed solution. Mech. Mach. Theory 2009, 44, 1121–1131. [Google Scholar] [CrossRef]
- Zhao, X.; Vacca, A. Theoretical Investigation into the Ripple Source of External Gear Pumps. Energies 2019, 12, 535. [Google Scholar] [CrossRef]
- Vacca, A.; Devendran, R.S. Theoretical analysis for variable delivery flow external gear machines based on asymmetric gears. Mech. Mach. Theory 2017, 108, 123–141. [Google Scholar] [CrossRef]
- Tian, H. Dynamic Pressure Simulation of an External Gear Pump with Relief Chamber Using a Morphological Approach. IEEE Access 2018, 6, 77509–77518. [Google Scholar] [CrossRef]
- Wilhelmsmeyer, T. Zahnradpumpen in der Elastomertechnik. Ph.D. Thesis, Faculty of Mechanical Engineering (University Paderborn), Paderborn, Germany, 16 February 2006. [Google Scholar]
- ISO 4359; Flow Measurement Structures Rectangular, Trapezoidal and U-Shaped Flumes. ISO: Geneva, Switzerland, 2022.
- Mucchi, E.; DÈlia, G.; Dalpiaz, G. Simulation of the running in process in external gear pumps and experimental verification. Meccanica 2012, 47, 621–637. [Google Scholar] [CrossRef]
- Rundo, M. Models for Flow Rate Simulation in Gear Pumps: A Review. Energies 2017, 10, 1261. [Google Scholar] [CrossRef]
- Zhou, J.; Vacca, A.; Casoli, P. A novel approach for predicting the operation of external gear pumps under cavitating conditions. Simul. Model. Pract. Theory 2014, 45, 35–49. [Google Scholar] [CrossRef]
- Marinaro, G.; Frosina, E.; Senatore, A. A Numerical Analysis of an Innovative Flow Ripple Reduction Method for External Gear Pumps. Energies 2021, 14, 471. [Google Scholar] [CrossRef]
- Vacca, A.; Guidetti, M. Modelling and experimental validation of external spur gear machines for fluid power applications. Simul. Model. Pract. Theory 2011, 19, 2007–2031. [Google Scholar] [CrossRef]
- Torrent, M.; Gamez-Montero, P.J.; Codina, E. Parameterization, Modeling, and Validation in Real Conditions of an External Gear Pump. Sustainability 2021, 13, 3089. [Google Scholar] [CrossRef]
- Engler, M. Simulation, Design and Analytical Modelling of Passive Convective Micromixers for Chemical Production Purposes; Shaker Verlag: Aachen, Germany, 2006; p. 22. ISBN 3-8322-5130-1. [Google Scholar]
- Torrent, M.; Gamez-Montero, P.J.; Codina, E. Motion Modelling of the Floating Bushing in an External Gear Pump Using Dimensional Analysis. Actuators 2023, 12, 338. [Google Scholar] [CrossRef]
- Mucchi, E.; Dalpiaz, G.; Fernàndez del Rincòn, A. Elastodynamic analysis of a gear pump. Part I: Pressure distribution and gear eccentricity. Mech. Syst. Signal Process. 2010, 24, 2160–2179. [Google Scholar] [CrossRef]
- Mucchi, E.; Dalpiaz, G.; Rivola, A. Elastodynamic analysis of a gear pump. Part II: Meshing phenomena and simulation results. Mech. Syst. Signal Process. 2010, 24, 2180–2197. [Google Scholar] [CrossRef]
- Zardin, B.; Natali, E.; Borghi, M. Evaluation of the Hydro—Mechanical Efficiency of External Gear Pumps. Energies 2019, 12, 2468. [Google Scholar] [CrossRef]
- Shorr, B. Thermal Integrity on Mechanics and Engineering; Springer: Berlin, Germany, 2015. [Google Scholar] [CrossRef]
- Frosina, E.; Senatore, A.; Rigosi, M. Study of a High-Pressure External Gear Pump with a Computational Fluid Dynamic Modeling Approach. Energies 2017, 10, 1113. [Google Scholar] [CrossRef]
- Szwemin, P.; Fiebig, W. The Influence of Radial and Axial Gaps on Volumetric Efficiency of External Gear Pumps. Energies 2021, 14, 4468. [Google Scholar] [CrossRef]
- Corvaglia, A.; Rundo, M.; Casoli, P.; Lettini, A. Evaluation of Tooth Space Pressure and Incomplete Filling in External Gear Pumps by Means of Three-Dimensional CFD Simulations. Energies 2021, 14, 342. [Google Scholar] [CrossRef]
- Yoon, Y.; Park, B.H.; Shim, J.; Han, Y.O.; Hong, B.J.; Yun, S.H. Numerical simulation of three-dimensional external gear pump using immersed solid method. Appl. Therm. Eng. 2017, 118, 539–550. [Google Scholar] [CrossRef]
- Halonen, S.; Kangas, T.; Haataja, M. Urea-Water-Solution Properties: Density, Viscosity, and Surface Tension in an Under-Saturated Solution. Emiss. Control Sci. Technol. 2016, 3, 161–170. [Google Scholar] [CrossRef]
- Haynes, W.M.; Lide, D.R.; Bruno, T.J. CRC Handbook of Chemistry and Physics: A Ready-Reference Book of Chemical and Physical Data, 95th ed.; CRC Press Taylor & Francis Group: Baca Raton, FL, USA, 2014; pp. 6–7. [Google Scholar]
- Kurt, H.; Maxwell, S. Multilayer Feedforward Networks are Universal Approximators. Neural Netw. 1989, 2, 359–366. Available online: https://cognitivemedium.com/magic_paper/assets/Hornik.pdf (accessed on 30 November 2023).
- TensorFlow v2.14.0. Available online: https://www.tensorflow.org/api_docs/python/tf/keras/regularizers/L1 (accessed on 15 November 2023).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment | Specification |
|---|---|
| validation pump | Scherzinger Pumpen—SDU 2876 (Supply systems for urea–water solution up to 60 L/h) |
| ultrasound flow meter | Sonotec—SONOFLOW IL.52 Range: (30; 3000) mL (water 23 °C ± 2 K) Accuracy: ±1% Range: (0; 30) mL (water 23 °C ± 2 K) Accuracy: ±0.3 mL/min |
| pressure sensor (outlet) | STS Sensors—ATM/T Range: (0; 10) bar Accuracy ± 0.5% |
| pressure sensor (inlet) | IFM Electronic—PT5494 Range: (−1; 10) bar Accuracy ± 0.5% |
| thermometer | PT100 Range: (−30; 300) °C Accuracy ± 0.15 °C + 0.002 T |
| Scenario/Use Case | Input Parameters |
|---|---|
| Approximation of the volumetric flow rate based on the whole energetic chain | —outlet pressure —inlet pressure —pressure difference over the inlet and outlet —target rotational frequency —actual rotational frequency —inlet Temperature —electrical voltage —electrical current —density of urea–water solution —dynamic viscosity of urea–water solution |
| Approximation of the volumetric flow rate based on the hydraulic domain | —outlet pressure —inlet pressure —pressure difference over the inlet and outlet —target rotational frequency —actual rotational frequency —inlet temperature |
| Pump | MAPE (%) | MAE (mL/min) | ||
|---|---|---|---|---|
| First Order | Second Order | First Order | Second Order | |
| 1 | 15.44 | 3.27 | 51.36 | 9.68 |
| 2 | 21.29 | 3.01 | 53.92 | 8.92 |
| 3 | 16.00 | 2.99 | 52.29 | 9.76 |
| 4 | 13.50 | 2.85 | 48.15 | 8.88 |
| 5 | 14.09 | 2.56 | 44.89 | 8.28 |
| 6 | 18.41 | 3.72 | 53.85 | 12.39 |
| Total Average | 16.46 | 3.07 | 50.74 | 9.65 |
| Pump | MAPE (%) | MAE (mL/min) | ||
|---|---|---|---|---|
| Use Case 1 | Use Case 2 | Use Case 1 | Use Case 2 | |
| 1 | 0.83 | 0.97 | 1.31 | 1.56 |
| 2 | 0.93 | 0.96 | 1.11 | 1.12 |
| 3 | 0.83 | 0.86 | 1.21 | 1.22 |
| 4 | 0.93 | 0.96 | 1.57 | 1.61 |
| 5 | 0.75 | 0.70 | 1.09 | 1.17 |
| 6 | 0.82 | 0.77 | 1.31 | 1.16 |
| Total Average | 0.85 | 0.87 | 1.27 | 1.31 |
| Validation on Pump | Dataset | MAPE (%) | MAE (mL/min) | ||
|---|---|---|---|---|---|
| Training | Testing | Training | Testing | ||
| 1 | 2, 3, 4, 5, 6 | 2.24 | 10.91 | 2.64 | 12.69 |
| 2 | 1, 3, 4, 5, 6 | 1.71 | 37.33 | 2.56 | 34.69 |
| 3 | 1, 2, 4, 5, 6 | 1.89 | 9.46 | 2.12 | 14.59 |
| 4 | 1, 2, 3, 5, 6 | 3.73 | 15.95 | 3.08 | 27.45 |
| 5 | 1, 2, 3, 4, 6 | 2.44 | 9.24 | 2.83 | 13.02 |
| 6 | 1, 2, 3, 4, 5 | 2.41 | 2.59 | 19.01 | 25.58 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peric, B.; Engler, M.; Schuler, M.; Gutsche, K.; Woias, P. Using Neural Networks as a Data-Driven Model to Predict the Behavior of External Gear Pumps. Processes 2024, 12, 526. https://doi.org/10.3390/pr12030526
Peric B, Engler M, Schuler M, Gutsche K, Woias P. Using Neural Networks as a Data-Driven Model to Predict the Behavior of External Gear Pumps. Processes. 2024; 12(3):526. https://doi.org/10.3390/pr12030526
Chicago/Turabian StylePeric, Benjamin, Michael Engler, Marc Schuler, Katja Gutsche, and Peter Woias. 2024. "Using Neural Networks as a Data-Driven Model to Predict the Behavior of External Gear Pumps" Processes 12, no. 3: 526. https://doi.org/10.3390/pr12030526