
CFD–DEM Simulation of Heat Transfer and Reaction Characteristics of Pyrolysis Process of MSW Heated by High-Temperature Flue Gas

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Pyrolysis Equations
2.2. Numerical Methods
2.2.1. Governing Equations
2.2.2. Model Setup
3. Results and Discussion
3.1. Model Validation
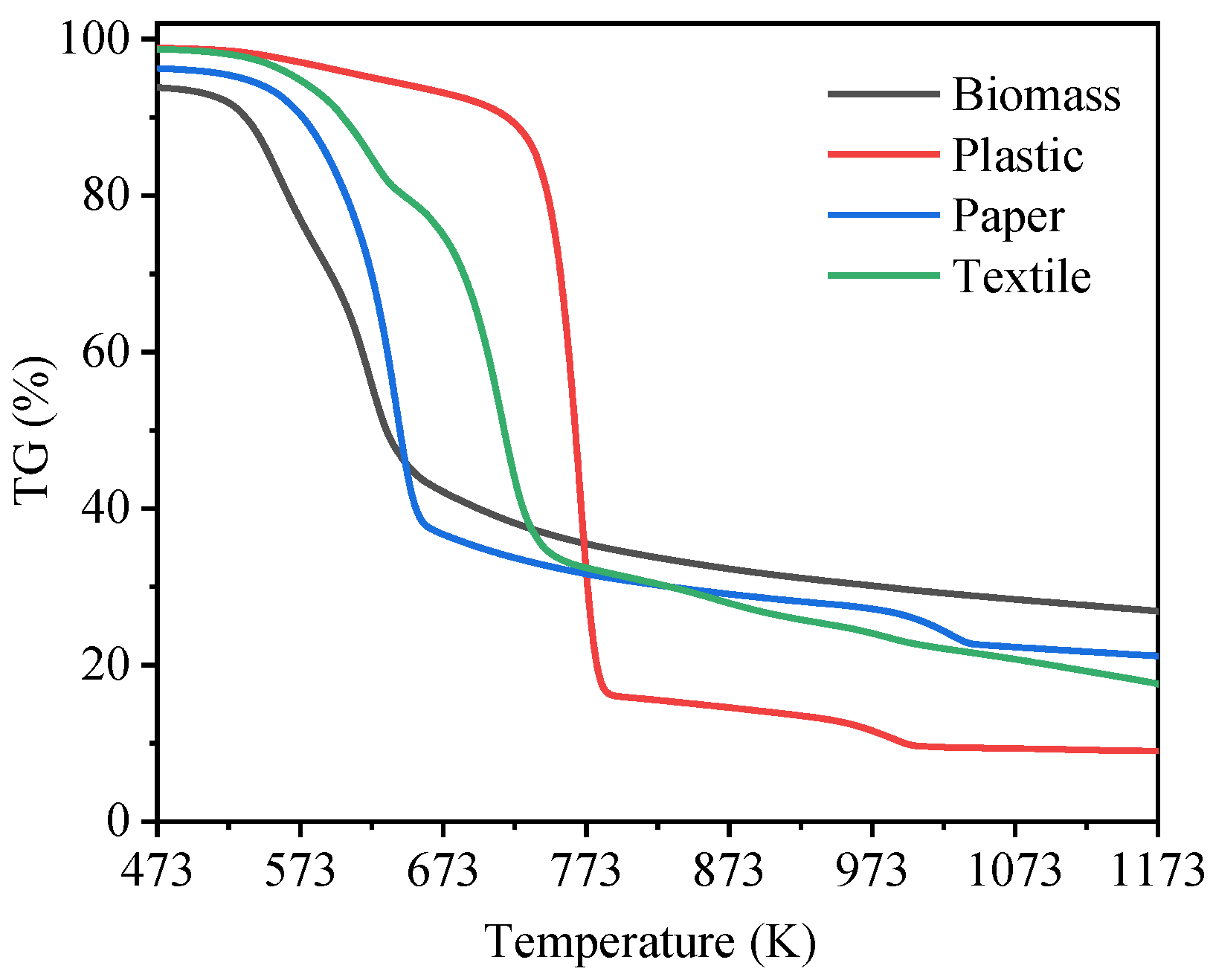
3.2. Individual Pyrolysis of Each Component
3.3. Influence of Material Mixing Methods
3.4. Influence of Flue Gas Temperature
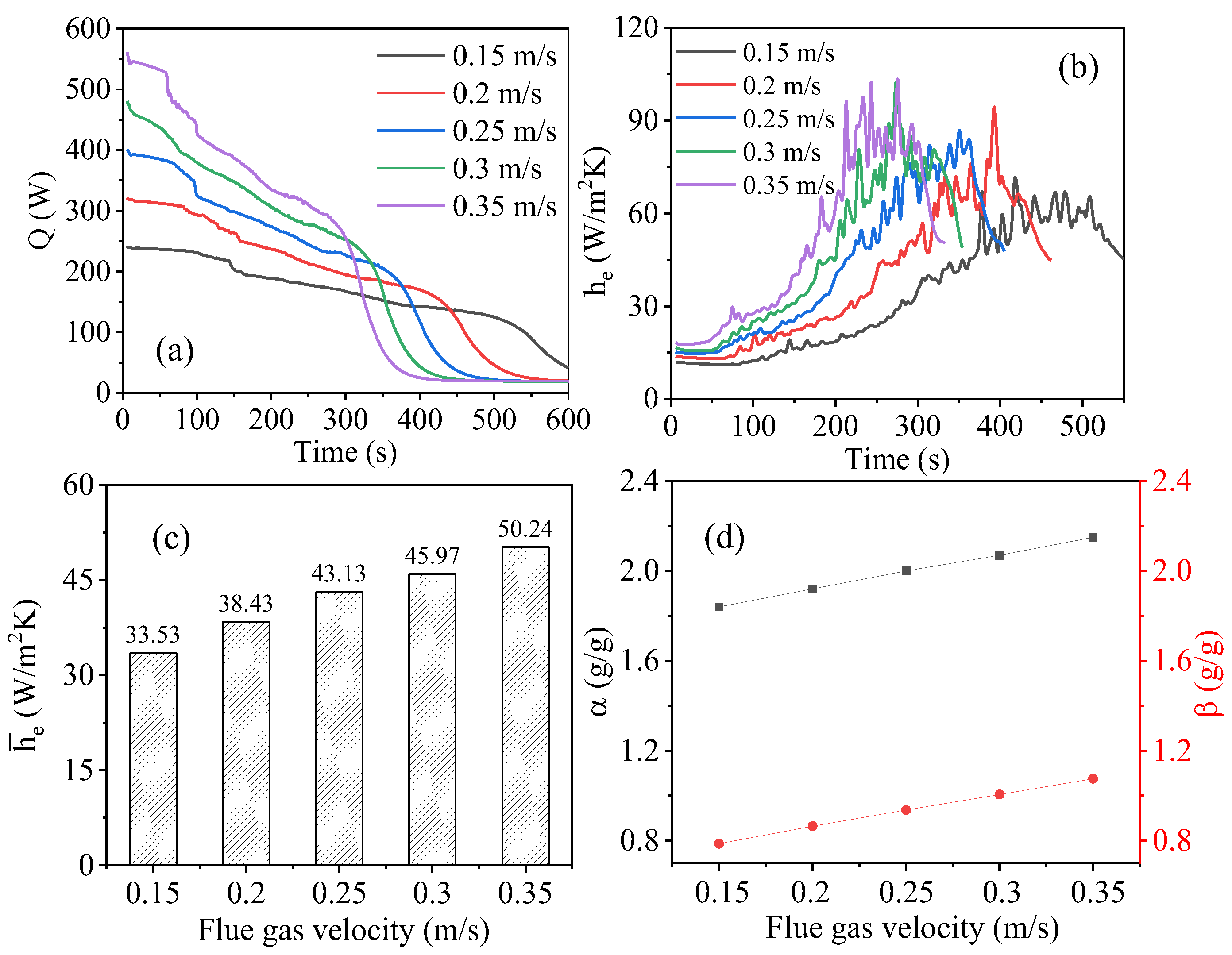
3.5. Influence of Flue Gas Velocity
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Nomenclature | Temperature of gas phase, K | ||
| Surface area of particles , m2 | Temperature of gas phase in the domain , K | ||
| Drag coefficient | Temperatures of particles and , K | ||
| Specific heat capacity of gas phase, J·kg−1·K−1 | Radiation temperature of gas phase, K | ||
| Specific heat capacity of particles , J·kg−1·K−1 | Velocity vector of gas phase, m·s−1 | ||
| Thickness of gas layer, m | Velocity vector of particles , m·s−1 | ||
| Particles diameter, m | Volume of computational cell, m3 | ||
| Contact force exerting on a specific particles, N | Mass fraction of nth species | ||
| Gas force exerting on a specific particles, N | |||
| Normal and tangential contact forces between particles i and j, N | Greek symbols | ||
| Gravitational acceleration, m·s−2 | (Mass of volatile generated + mass of flue gas supplied)/mass of volatile generated, g/g | ||
| Convective heat transfer coefficient, W·m−2·K−1 | Mass of flue gas supplied/mass of material, g/g | ||
| Pyrolysis effective heat transfer coefficient, W·m−2·K−1 | Inter-phase momentum exchange coefficient, kg·m−3·s−1 | ||
| Momentum exchange between the gas and jth phase particles, N·m−3 | Void fraction | ||
| Moment of inertia of a specific particles, kg·m2 | Emissivity of particles | ||
| Normal and tangential spring coefficients, N·m−1 | Energy efficiency, % | ||
| Distance between particles i and j, m | Heat source of gas phase due to chemical reaction, W·m−3 | ||
| Normal unit vector between particles i and j | Heat source of particles due to chemical reaction, w·m−3 | ||
| Particles number | Gas thermal conductivity, W·m−1·K−1 | ||
| Particles number in the domain | Thermal conductivity of particles and , W·m−1·k−1 | ||
| Nusselt number of particles | Radiative heat transfer coefficient of gas phase, W·m−2·K−4 | ||
| Gas pressure, Pa | Normal and tangential damping coefficients, kg·s | ||
| Prandtl number | Normal and tangential overlap displacements, m | ||
| Heat absorbed by the material in pyrolysis | Friction coefficient | ||
| Gas particles convective heat transfer rate, W·m−3 | Gas viscosity, kg·m−1·s−1 | ||
| Particles–gas particles conductive heat transfer rate, W·m−3 | Gas and particles density, kg·m−3 | ||
| Particles–particles conductive heat transfer rate, W·m−3 | Particles angular velocity, s−1 | ||
| Radiative heat transfer rate, W·m−3 | |||
| Gas constant, J·mol−1·K−1 | Subscripts | ||
| Particles Reynold number | Gas phase | ||
| Diameters of particles i and j, m | Particles | ||
| Time instants | Interactions between particles and | ||
| Temperature of environment, K | Particles | ||
References
- Nanda, S.; Berruti, F. A technical review of bioenergy and resource recovery from municipal solid waste. J. Hazard. Mater. 2021, 403, 123970. [Google Scholar] [CrossRef] [PubMed]
- National Bureau of Statistics. Available online: http://www.stats.gov.cn/ (accessed on 11 May 2022).
- Mahari, W.A.W.; Azwar, E.; Foong, S.Y.; Ahmed, A.; Peng, W.X.; Tabatabaei, M.; Aghbashlo, M.; Park, Y.K.; Sonne, C.; Lam, S.S. Valorization of municipal wastes using co-pyrolysis for green energy production, energy security, and environmental sustainability: A review. Chem. Eng. J. 2021, 421, 129749. [Google Scholar] [CrossRef]
- Elkhalifa, S.; Mackey, H.R.; Al-Ansari, T.; McKay, G. Pyrolysis of Biosolids to Produce Biochars: A Review. Sustainability 2022, 14, 9626. [Google Scholar] [CrossRef]
- De Conto, D.; Silvestre, W.P.; Baldasso, C.; Godinho, M. Performance of rotary kiln reactor for the elephant grass pyrolysis. Bioresour. Technol. 2016, 218, 153–160. [Google Scholar] [CrossRef] [PubMed]
- Olam, M.; Karaca, H. Characterization of products obtained of waste polyethylene terephthalate by pyrolysis. Environ. Prog. Sustain. Energy 2022, 41, 13835. [Google Scholar] [CrossRef]
- Ding, Y.; Zhao, J.; Liu, J.W.; Zhou, J.Z.; Cheng, L.; Zhao, J.; Shao, Z.; Iris, C.; Pan, B.J.; Li, X.N.; et al. A review of China’s municipal solid waste (MSW) and comparison with international regions: Management and technologies in treatment and resource utilization. J. Clean Prod. 2021, 293, 126144. [Google Scholar] [CrossRef]
- Setter, C.; Silva, F.T.M.; Assis, M.R.; Ataide, C.H.; Trugilho, P.F.; Oliveira, T.J.P. Slow pyrolysis of coffee husk briquettes: Characterization of the solid and liquid fractions. Fuel 2020, 261, 116420. [Google Scholar] [CrossRef]
- Mlonka-Medrala, A.; Evangelopoulos, P.; Sieradzka, M.; Zajemska, M.; Magdziarz, A. Pyrolysis of agricultural waste biomass towards production of gas fuel and high-quality char: Experimental and numerical investigations. Fuel 2021, 296, 120611. [Google Scholar] [CrossRef]
- Jankovic, B.; Manic, N.; Stojiljkovic, D. The gaseous products characterization of the pyrolysis process of various agricultural residues using TGA-DSC-MS techniques. J. Therm. Anal. Calorim. 2020, 139, 3091–3106. [Google Scholar] [CrossRef]
- Quesada, L.; Calero, M.; Martin-Lara, M.A.; Perez, A.; Blazquez, G. Characterization of fuel produced by pyrolysis of plastic film obtained of municipal solid waste. Energy 2019, 186, 115874. [Google Scholar] [CrossRef]
- Ali, G.; Nisar, J.; Iqbal, M.; Shah, A.; Abbas, M.; Shah, M.R.; Rashid, U.; Bhatti, I.A.; Khan, R.A.; Shah, F. Thermo-catalytic decomposition of polystyrene waste: Comparative analysis using different kinetic models. Waste Manag. Res. 2020, 38, 202–212. [Google Scholar] [CrossRef] [PubMed]
- Genuino, H.C.; Ruiz, M.P.; Heeres, H.J.; Kersten, S.R.A. Pyrolysis of mixed plastic waste (DKR-350): Effect of washing pre-treatment and fate of chlorine. Fuel Process. Technol. 2022, 233, 107304. [Google Scholar] [CrossRef]
- Lin, X.; Yang, G.; Wang, F.; He, H.; Chi, Y.; Yan, J. Thermogravimetric Study on the Interactive Effect of Co-Pyrolysis of Paper and Plastic Solid Wastes. Environ. Eng. 2016, 34, 95–99. [Google Scholar]
- Wen, C.; Wu, Y.; Chen, X.P.; Jiang, G.D.; Liu, D. The pyrolysis and gasification performances of waste textile under carbon dioxide atmosphere. J. Therm. Anal. Calorim. 2017, 128, 581–591. [Google Scholar] [CrossRef]
- Sophonrat, N.; Sandstrom, L.; Zaini, I.N.; Yang, W.H. Stepwise pyrolysis of mixed plastics and paper for separation of oxygenated and hydrocarbon condensates. Appl. Energy 2018, 229, 314–325. [Google Scholar] [CrossRef]
- Chhabra, V.; Bhattachary, S.; Shastri, Y. Pyrolysis of mixed municipal solid waste: Characterisation, interaction effect and kinetic modelling using the thermogravimetric approach. Waste Manag. 2019, 90, 152–167. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, Q.V.; Choi, Y.S.; Choe, S.K.; Jeong, Y.W.; Kwon, Y.S. Improvement of bio-crude oil properties via co-pyrolysis of pine sawdust and waste polystyrene foam. J. Environ. Manag. 2019, 237, 24–29. [Google Scholar] [CrossRef] [PubMed]
- Hassan, H.; Hameed, B.H.; Lim, J.K. Co-pyrolysis of sugarcane bagasse and waste high-density polyethylene: Synergistic effect and product distributions. Energy 2020, 191, 116545. [Google Scholar] [CrossRef]
- Zheng, Y.W.; Tao, L.; Yang, X.Q.; Huang, Y.B.; Liu, C.; Zheng, Z.F. Study of the thermal behavior, kinetics, and product characterization of biomass and low-density polyethylene co-pyrolysis by thermogravimetric analysis and pyrolysis-GC/MS. J. Anal. Appl. Pyrolysis 2018, 133, 185–197. [Google Scholar] [CrossRef]
- Cai, J.J.; Zheng, W.H.; Luo, M.; Tang, X.Y. Gasification of biomass waste in the moving-grate gasifier with the addition of all air into the oxidizing stage: Experimental and numerical investigation. Process Saf. Environ. Protect. 2021, 147, 985–992. [Google Scholar] [CrossRef]
- Attanayake, D.D.; Sewerin, F.; Kulkarni, S.; Dernbecher, A.; Dieguez-Alonso, A.; van Wachem, B. Review of Modelling of Pyrolysis Processes with CFD-DEM. Flow Turbul. Combust. 2023, 111, 355–408. [Google Scholar] [CrossRef]
- Lu, L.Q.; Gao, X.; Gel, A.; Wiggins, G.M.; Crowley, M.; Pecha, B.; Shahnam, M.; Rogers, W.A.; Parks, J.; Ciesielski, P.N. Investigating biomass composition and size effects on fast pyrolysis using global sensitivity analysis and CFD simulations. Chem. Eng. J. 2021, 421, 127789. [Google Scholar] [CrossRef]
- Kong, D.L.; Luo, K.; Wang, S.; Yu, J.H.; Fan, J.N. Particle behaviours of biomass gasification in a bubbling fluidized bed. Chem. Eng. J. 2022, 428, 131847. [Google Scholar] [CrossRef]
- Kong, D.L.; Wang, S.; Luo, K.; Hu, C.S.; Li, D.B.; Fan, J.R. Three-dimensional simulation of biomass gasification in a full-loop pilot-scale dual fluidized bed with complex geometric structure. Renew. Energy 2020, 157, 466–481. [Google Scholar] [CrossRef]
- Chandrasekaran, A.; Ramachandran, S.; Subbiah, S. Modeling, experimental validation and optimization of Prosopis juliflora fuelwood pyrolysis in fixed-bed tubular reactor. Bioresour. Technol. 2018, 264, 66–77. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Okuyama, K.; Higuchi, S.; Soon, G.; Lisak, G.; Law, A.W.K. CFD-DEM simulations of municipal solid waste gasification in a pilot-scale direct-melting furnace. Waste Manag. 2023, 162, 43–54. [Google Scholar] [CrossRef] [PubMed]
- Lu, L.Q.; Gao, X.; Dietiker, J.F.; Shahnam, M.; Rogers, W.A. MFiX based multi-scale CFD simulations of biomass fast pyrolysis: A review. Chem. Eng. Sci. 2022, 248, 117131. [Google Scholar] [CrossRef]
- Shen, X.; Yan, J.; Bai, C.; Li, X.; Chi, Y.; Ni, M.; Cen, K. Optimization and comparison of pyrolysis kinetic model for typical MSW components. J. Chem. Ind. Eng. 2006, 57, 2433–2438. [Google Scholar]
- Wang, M.; Lu, M.Q.; Jia, T.Y.; Chen, D.Z.; Ma, X.B.; Yin, Y.J. Influence of CO2 Content in Flue Gas on Pyrolysis/ Gasification Process of Municipal Solid Waste. Environ. Sanit. Eng. 2023, 31, 45–50. [Google Scholar] [CrossRef]
- Yue, C.Y.; Gao, P.P.; Tang, L.F.; Chen, X.L. Effects of N-2/CO2 atmosphere on the pyrolysis characteristics for municipal solid waste pellets. Fuel 2022, 315, 123233. [Google Scholar] [CrossRef]
- Kumagai, S.; Fujita, K.; Kameda, T.; Yoshioka, T. Interactions of beech wood-polyethylene mixtures during co-pyrolysis. J. Anal. Appl. Pyrolysis 2016, 122, 531–540. [Google Scholar] [CrossRef]
- Boriouchkine, A.; Sharifi, V.; Swithenbank, J.; Jamsa-Jounela, S.L. Experiments and modeling of fixed-bed debarking residue pyrolysis: The effect of fuel bed properties on product yields. Chem. Eng. Sci. 2015, 138, 581–591. [Google Scholar] [CrossRef]
- Zhong, H.B.; Xiong, Q.G.; Zhu, Y.Q.; Liang, S.R.; Zhang, J.T.; Niu, B.; Zhang, X.Y. CFD modeling of the effects of particle shrinkage and intra-particle heat conduction on biomass fast pyrolysis. Renew. Energy 2019, 141, 236–245. [Google Scholar] [CrossRef]
- Sygula, E.; Swiechowski, K.; Hejna, M.; Kunaszyk, I.; Bialowiec, A. Municipal Solid Waste Thermal Analysis-Pyrolysis Kinetics and Decomposition Reactions. Energies 2021, 14, 4510. [Google Scholar] [CrossRef]
- Hosokai, S.; Matsuoka, K.; Kuramoto, K.; Suzuki, Y. Practical estimation of reaction heat during the pyrolysis of cedar wood. Fuel Process. Technol. 2016, 154, 156–162. [Google Scholar] [CrossRef]
- Vieira, M.G.A.; Estrella, L.; Rocha, S.C.S. Energy efficiency and drying kinetics of recycled paper pulp. Dry. Technol. 2007, 25, 1639–1648. [Google Scholar] [CrossRef]
- Perazzini, H.; Perazzini, M.T.B.; Meili, L.; Freire, F.B.; Freire, J.T. Artificial neural networks to model kinetics and energy efficiency in fixed, fluidized and vibro-fluidized bed dryers towards process optimization. Chem. Eng. Process. 2020, 156, 108089. [Google Scholar] [CrossRef]
- Luo, K.; Wu, F.; Yang, S.L.; Fan, J.R. CFD-DEM study of mixing and dispersion behaviors of solid phase in a bubbling fluidized bed. Powder Technol. 2015, 274, 482–493. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, H.Y.; Chu, S.; Zha, Z.T. Pyrolysis of single large biomass particle: Simulation and experiments. Chin. J. Chem. Eng. 2021, 29, 375–382. [Google Scholar] [CrossRef]
- Kan, T.; Strezov, V.; Evans, T.J. Lignocellulosic biomass pyrolysis: A review of product properties and effects of pyrolysis parameters. Renew. Sust. Energ. Rev. 2016, 57, 1126–1140. [Google Scholar] [CrossRef]
- Tripathi, M.; Sahu, J.N.; Ganesan, P. Effect of process parameters on production of biochar from biomass waste through pyrolysis: A review. Renew. Sust. Energ. Rev. 2016, 55, 467–481. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ultimate Analysis/wt.% | Proximate Analysis/wt.% | Calorific Values/MJ/kg | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Nad | Cad | Had | Sad | Oad | Clad | Aad | Vad | FCad | ||
| Biomass | 1.78 | 41.57 | 5.86 | 0.01 | 50.62 | 0.15 | 19.30 | 64.89 | 15.81 | 19.21 |
| Textile | 1.01 | 62.19 | 7.02 | 0.00 | 28.91 | 0.86 | 10.10 | 71.21 | 18.70 | 18.18 |
| Paper | 0.29 | 43.72 | 6.30 | 0.00 | 49.17 | 0.52 | 13.30 | 74.40 | 12.30 | 11.35 |
| Plastic | 1.16 | 56.58 | 7.89 | 0.02 | 29.85 | 4.50 | 9.10 | 82.40 | 8.50 | 36.84 |
| Temperature (K) | A (s–1) | E (kJ/mol) | |
|---|---|---|---|
| Biomass | 510–652 | 5.09 × 105 | 78.12 |
| Plastic | 519–668 | 1.35 | 41.6 |
| 725–778 | 6.88 × 1015 | 221.88 | |
| Paper | 533–656 | 5.15 × 108 | 109.07 |
| Textile | 506–717 | 2.23 × 105 | 88.41 |
| Governing equations of gas phase | |
| (2) | |
| (3) | |
| (4) | |
| (5) | |
| (6) | |
| (7) | |
| (8) | |
| Governing equations of particles | |
| (9) | |
| (10) | |
| (11) | |
| (12) | |
| (13) | |
| (14) | |
| (15) | |
| (16) | |
| (17) | |
| (18) | |
| (19) | |
| (20) |
| Parameters | Value | Unit | |||
|---|---|---|---|---|---|
| Time step | 1e–3 | s | |||
| Outlet pressure | 101,325 | Pa | |||
| Particle diameter | 10 | mm | |||
| Flue gas temperature | 873, 973, 1073, 1173, 1273 | K | |||
| Preheating temperature | 473 | K | |||
| Flue gas velocity | 0.15, 0.2, 0.25, 0.3, 0.35 | m/s | |||
| Flue gas components | N2 (80%), CO2 (20%) | % | |||
| Biomass | Plastic | Paper | Textile | ||
| Mass fraction | 14.29 | 48.21 | 32.14 | 5.36 | % |
| Particle density | 850 | 960 | 1100 | 800 | kg/m3 |
| Specific heat | 1600 | 2700 | 2200 | 1300 | J/(kg·K) |
| Thermal conductivity | 0.04 | 0.1 | 0.06 | 0.073 | W/(m·K) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Jia, T.; Song, X.; Yin, L.; Chen, D.; Qian, K. CFD–DEM Simulation of Heat Transfer and Reaction Characteristics of Pyrolysis Process of MSW Heated by High-Temperature Flue Gas. Processes 2024, 12, 390. https://doi.org/10.3390/pr12020390
Wang M, Jia T, Song X, Yin L, Chen D, Qian K. CFD–DEM Simulation of Heat Transfer and Reaction Characteristics of Pyrolysis Process of MSW Heated by High-Temperature Flue Gas. Processes. 2024; 12(2):390. https://doi.org/10.3390/pr12020390
Chicago/Turabian StyleWang, Meng, Tianyuan Jia, Xiaoan Song, Lijie Yin, Dezhen Chen, and Kezhen Qian. 2024. "CFD–DEM Simulation of Heat Transfer and Reaction Characteristics of Pyrolysis Process of MSW Heated by High-Temperature Flue Gas" Processes 12, no. 2: 390. https://doi.org/10.3390/pr12020390