


Extraction of Vanadium from the Spent Residuum Catalysts by Fenton-like Reaction Followed with Alkaline Leaching
Abstract
:
1. Introduction
2. Experimental
2.1. Materials and Reagents
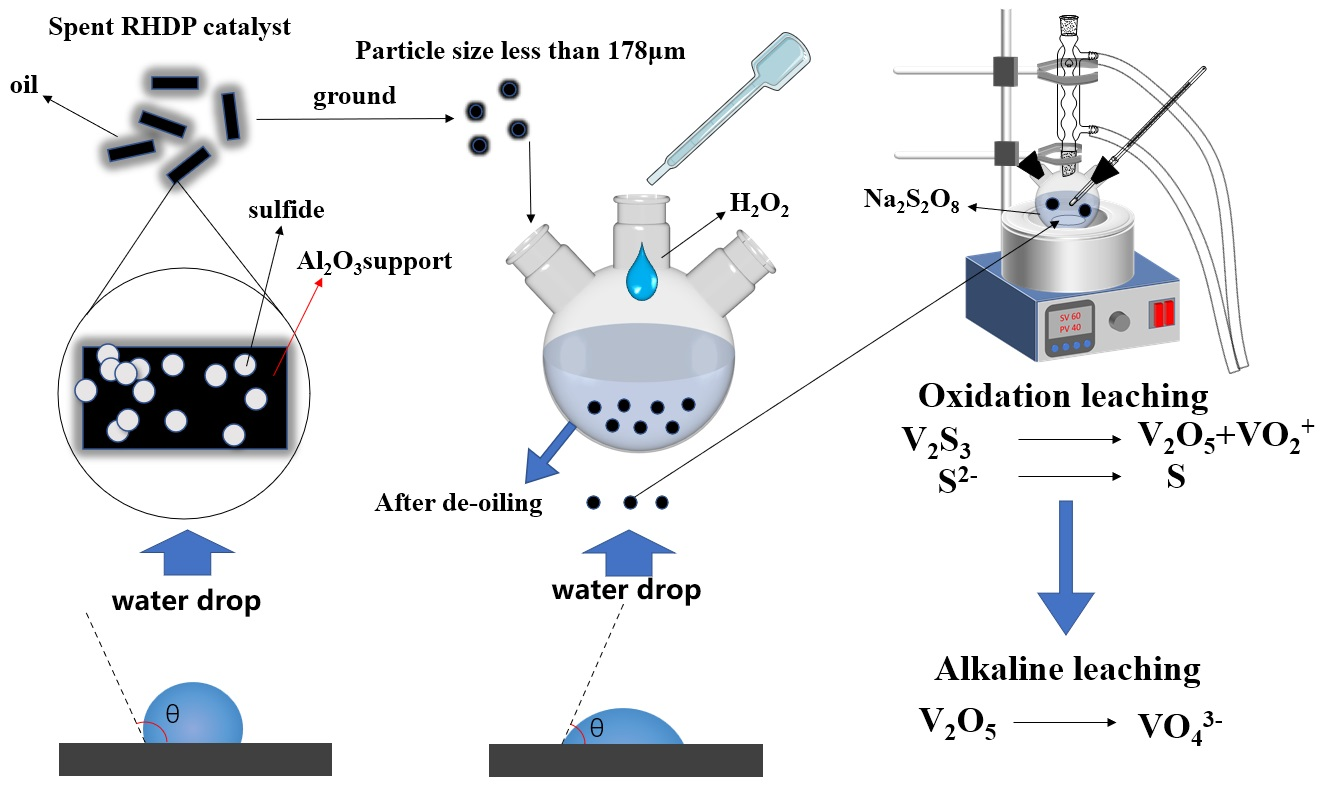
2.2. Experimental Procedures
2.3. Analytical Methods
3. Result and Discussion
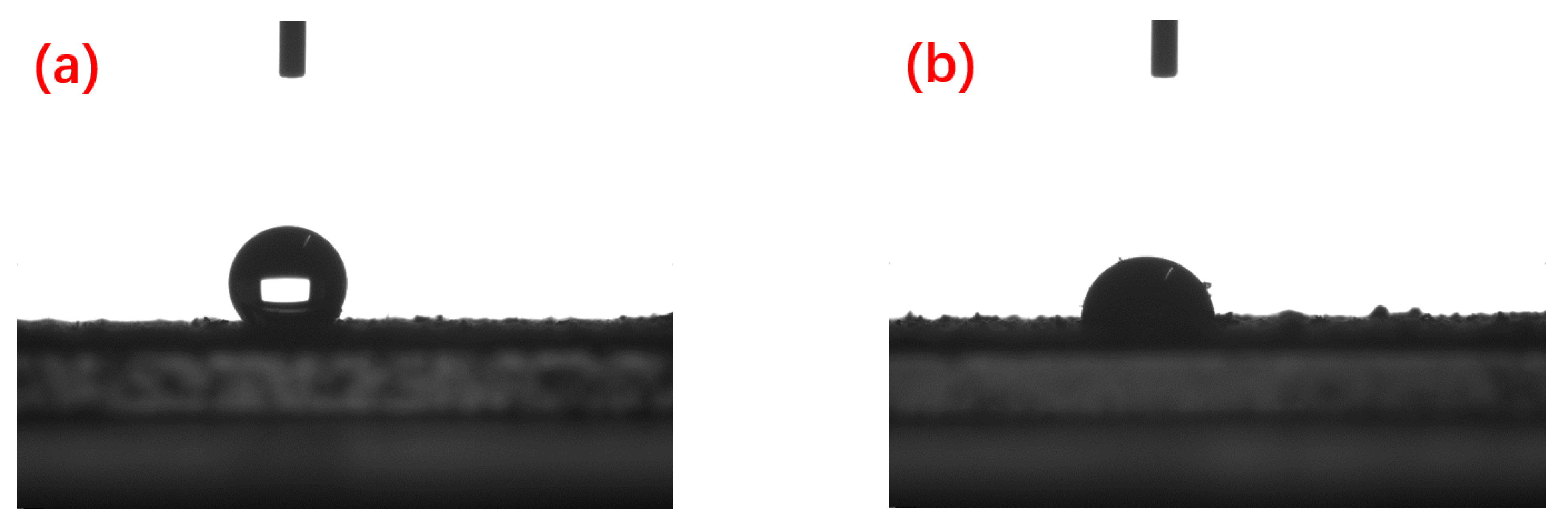
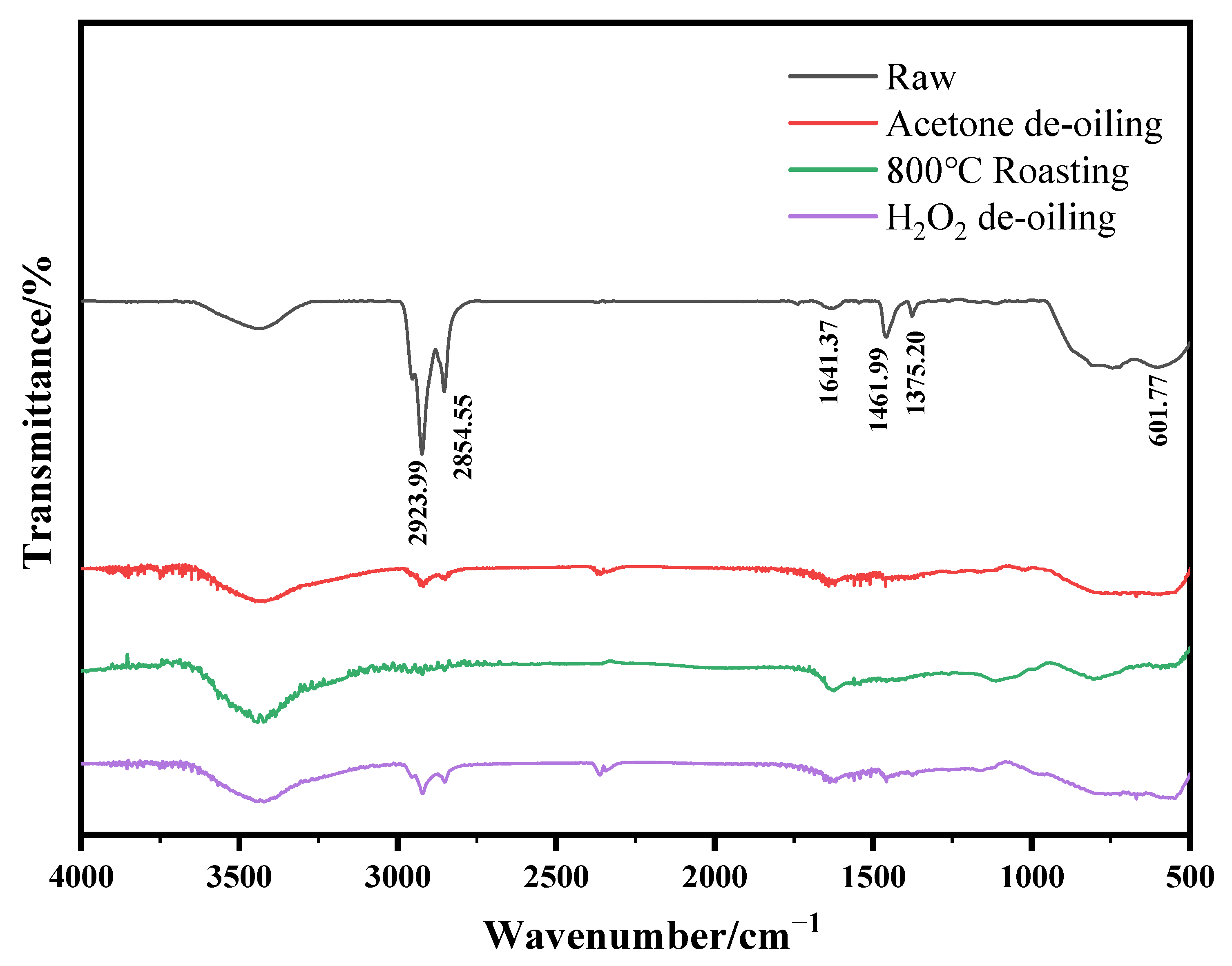
3.1. Oil Removal Using H2O2
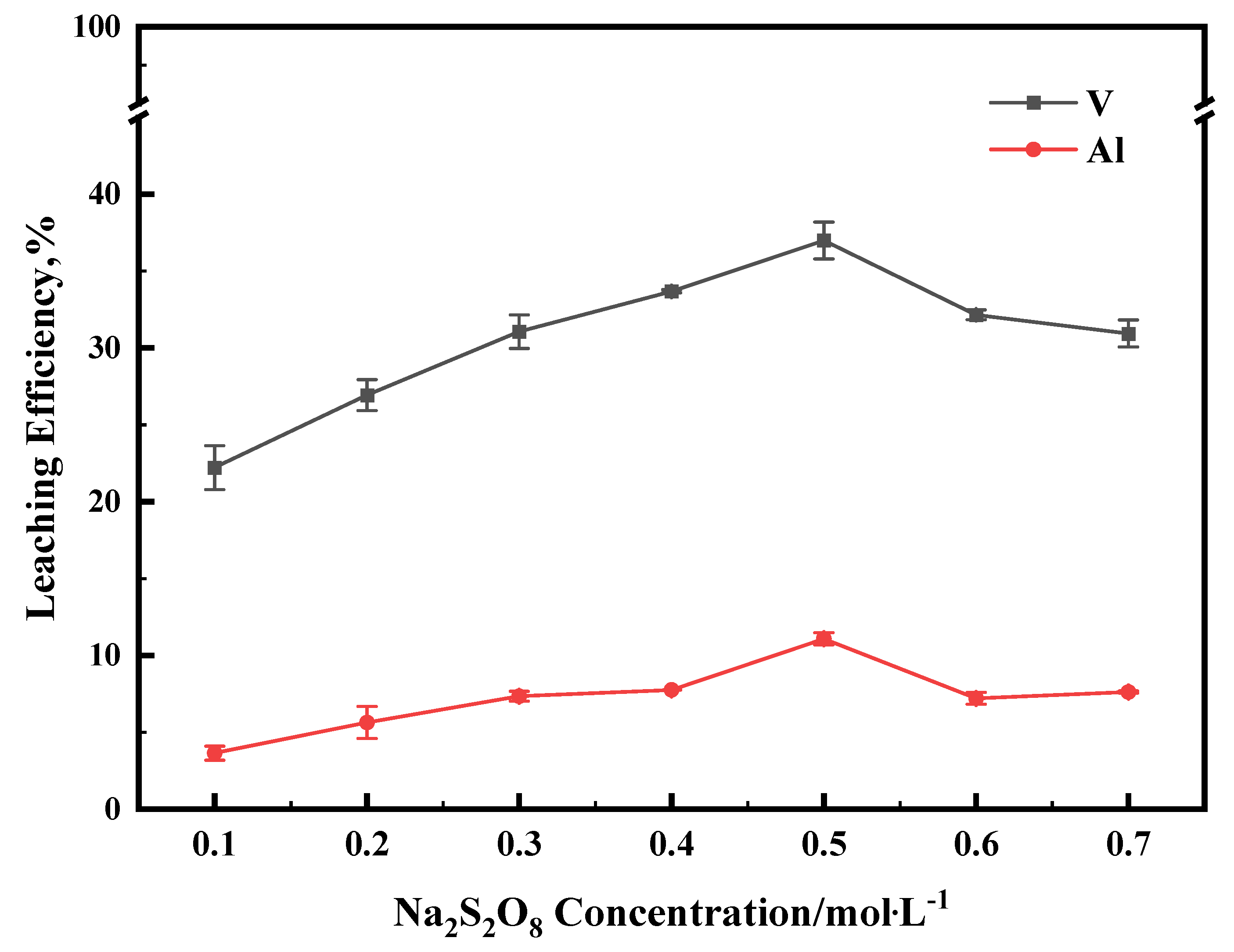
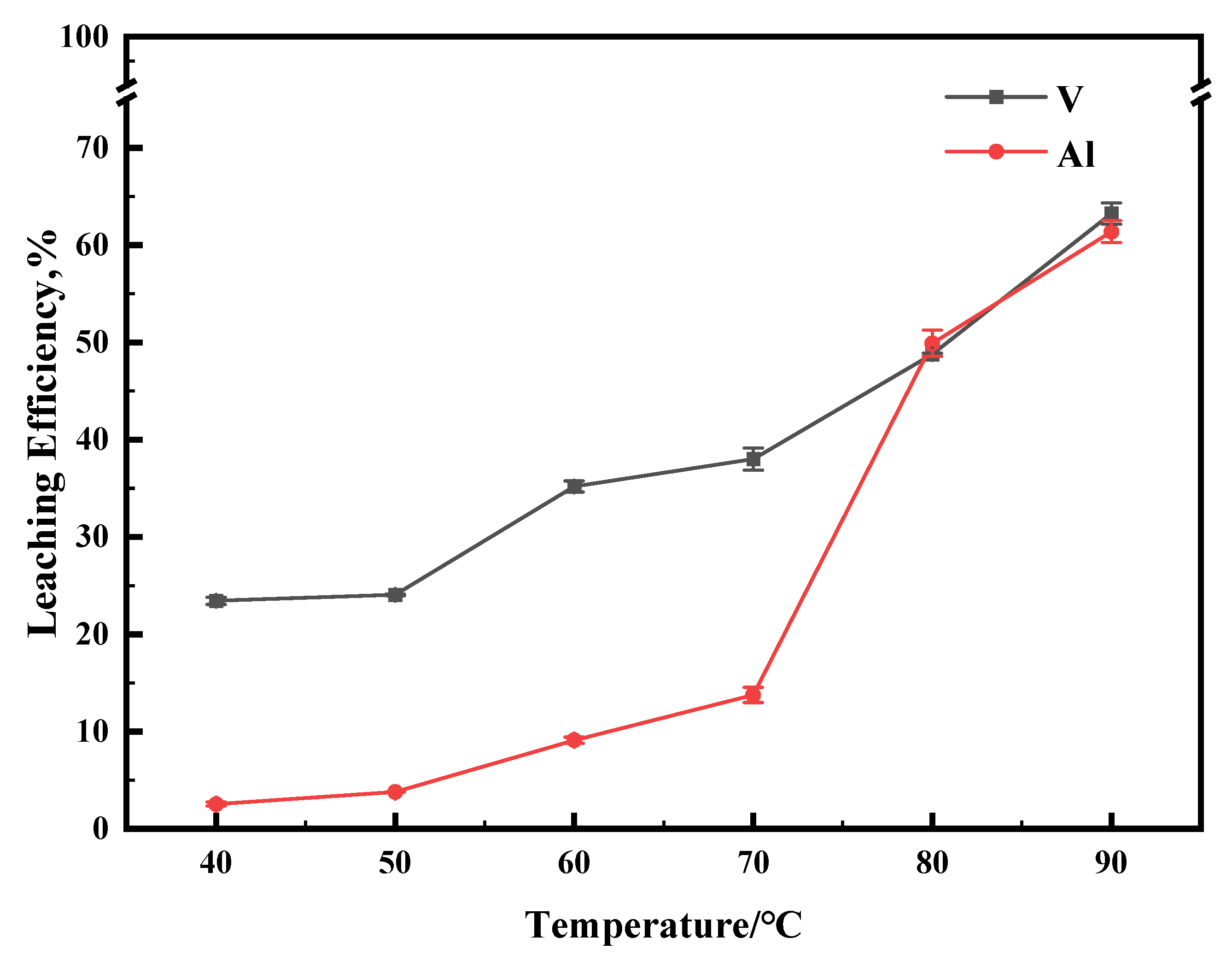
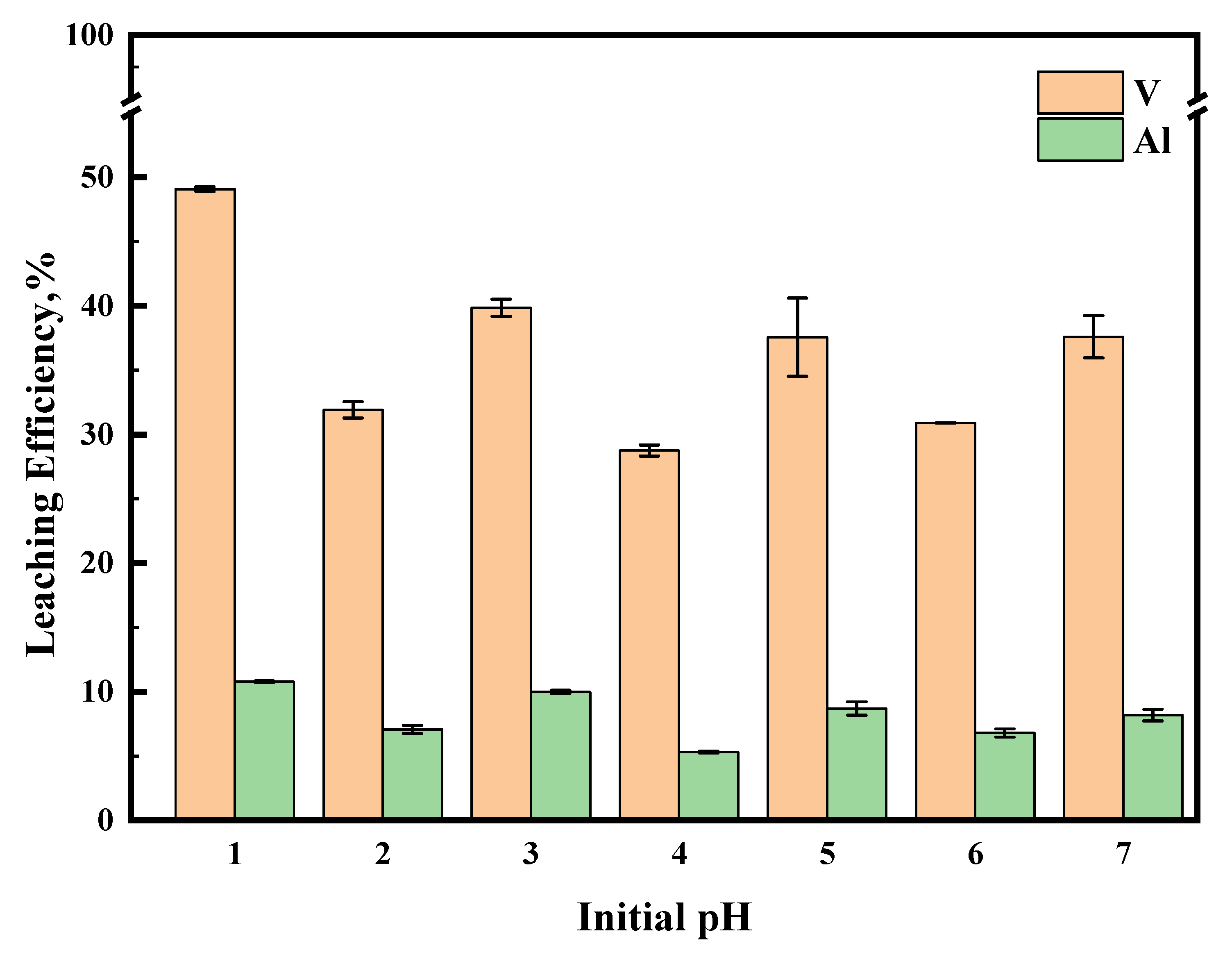
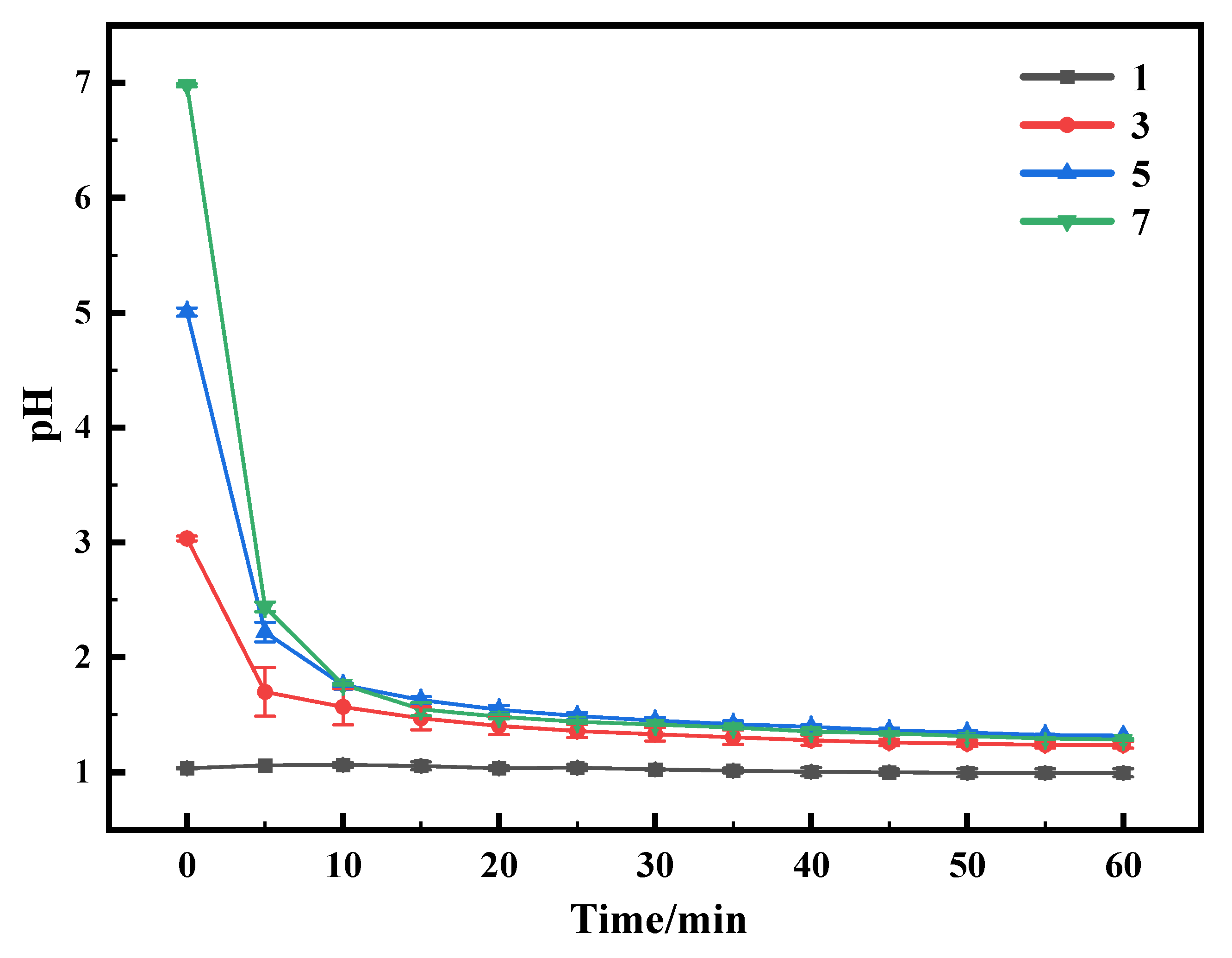
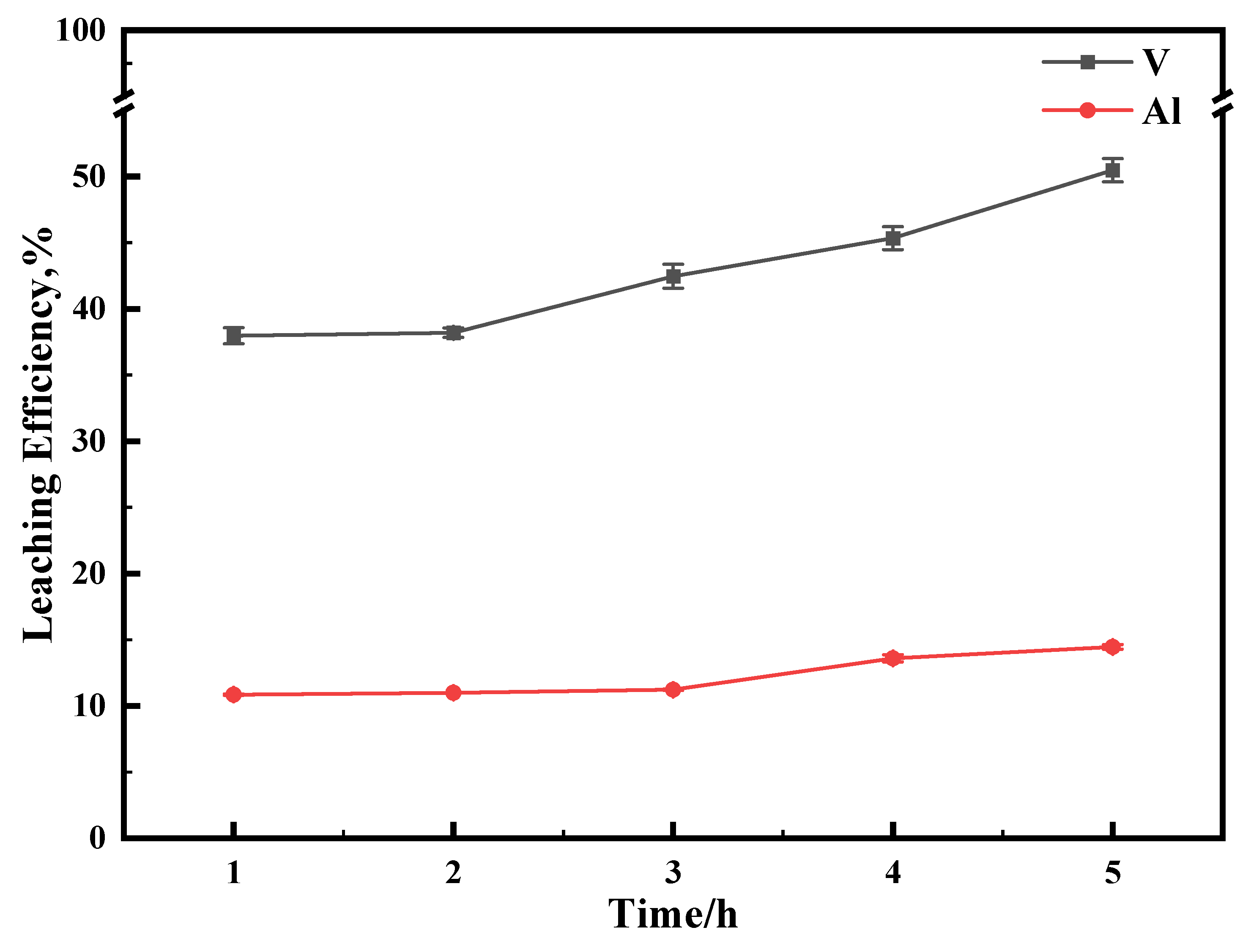
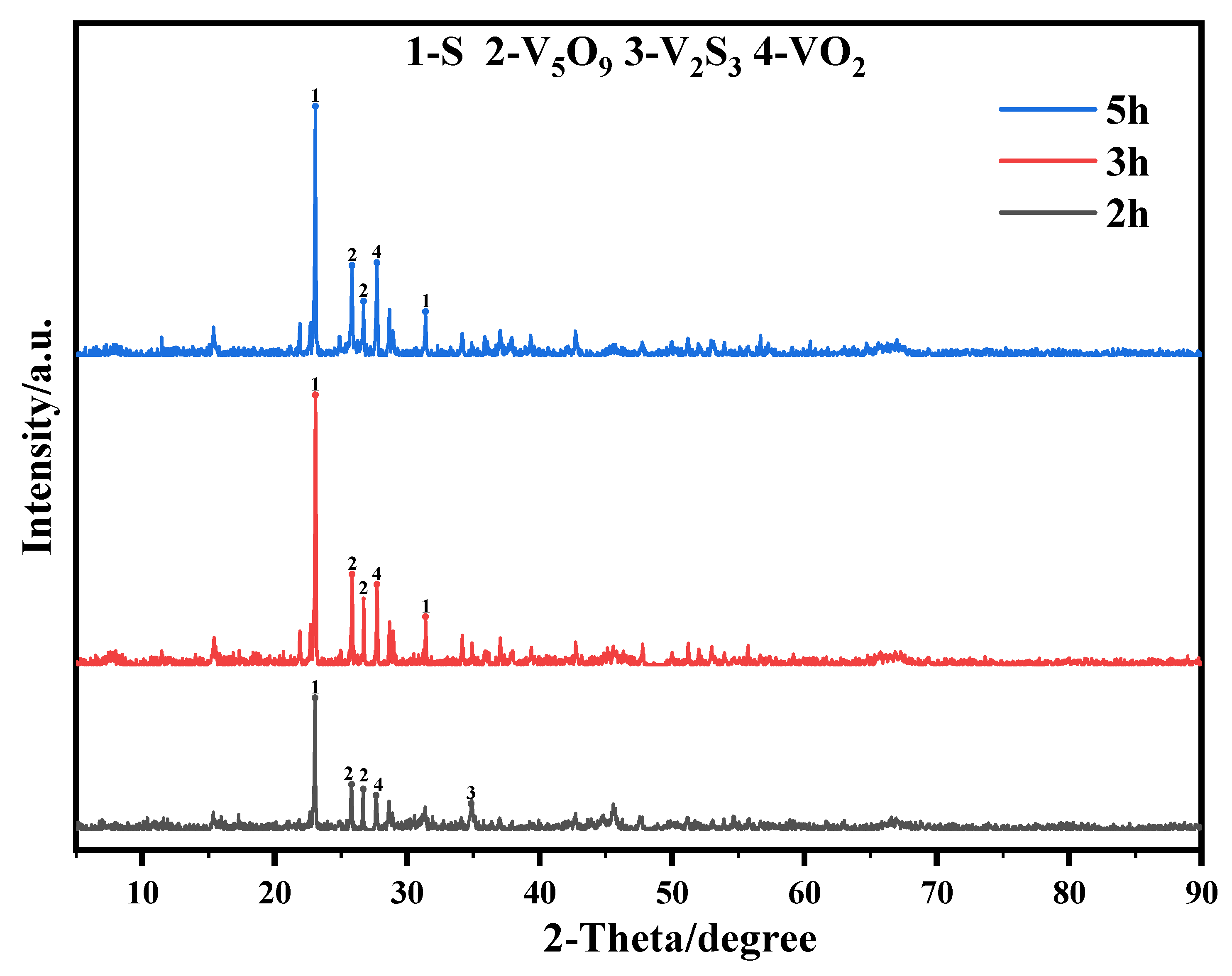
3.2. Oxidative Leaching with Sodium Persulfate
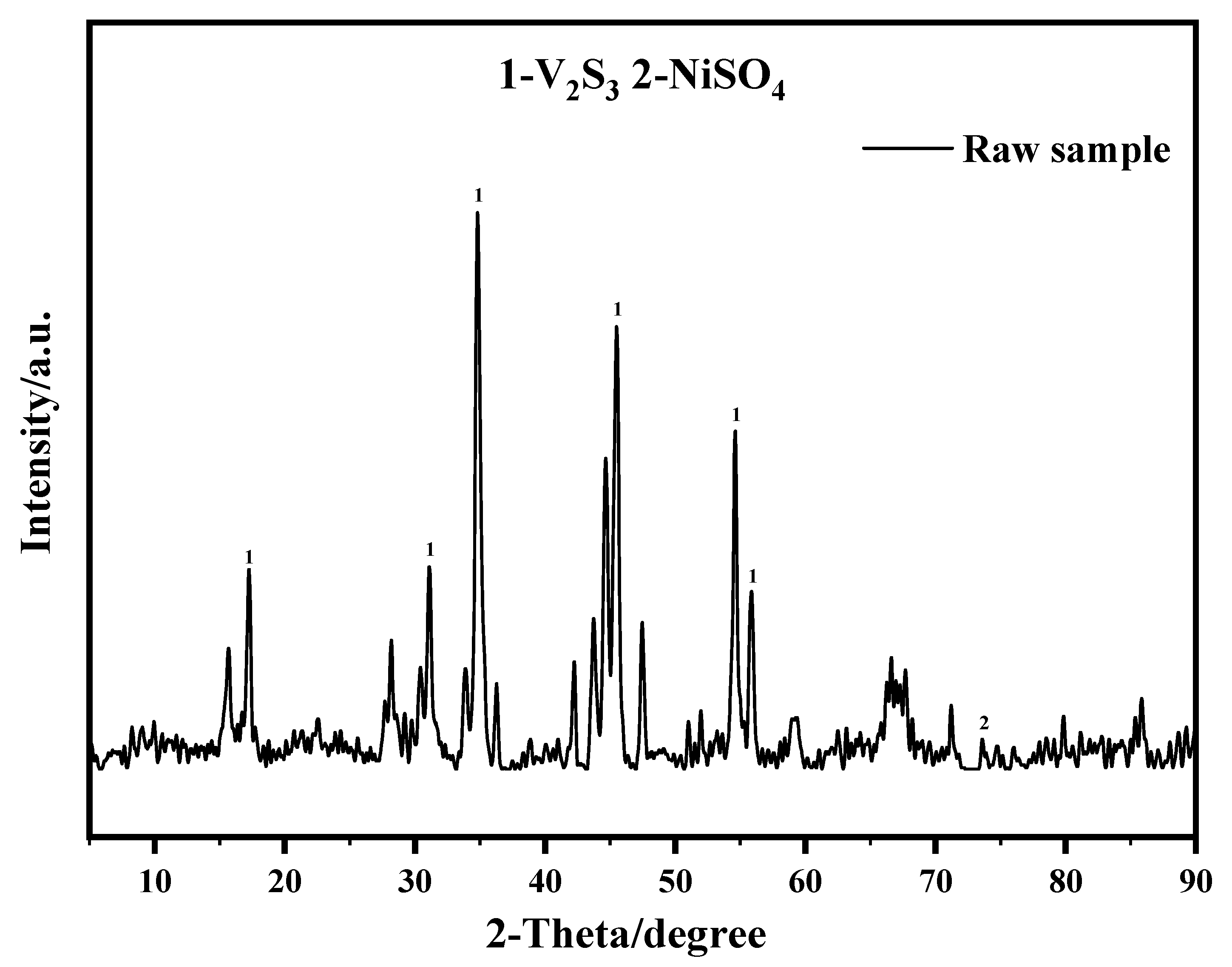
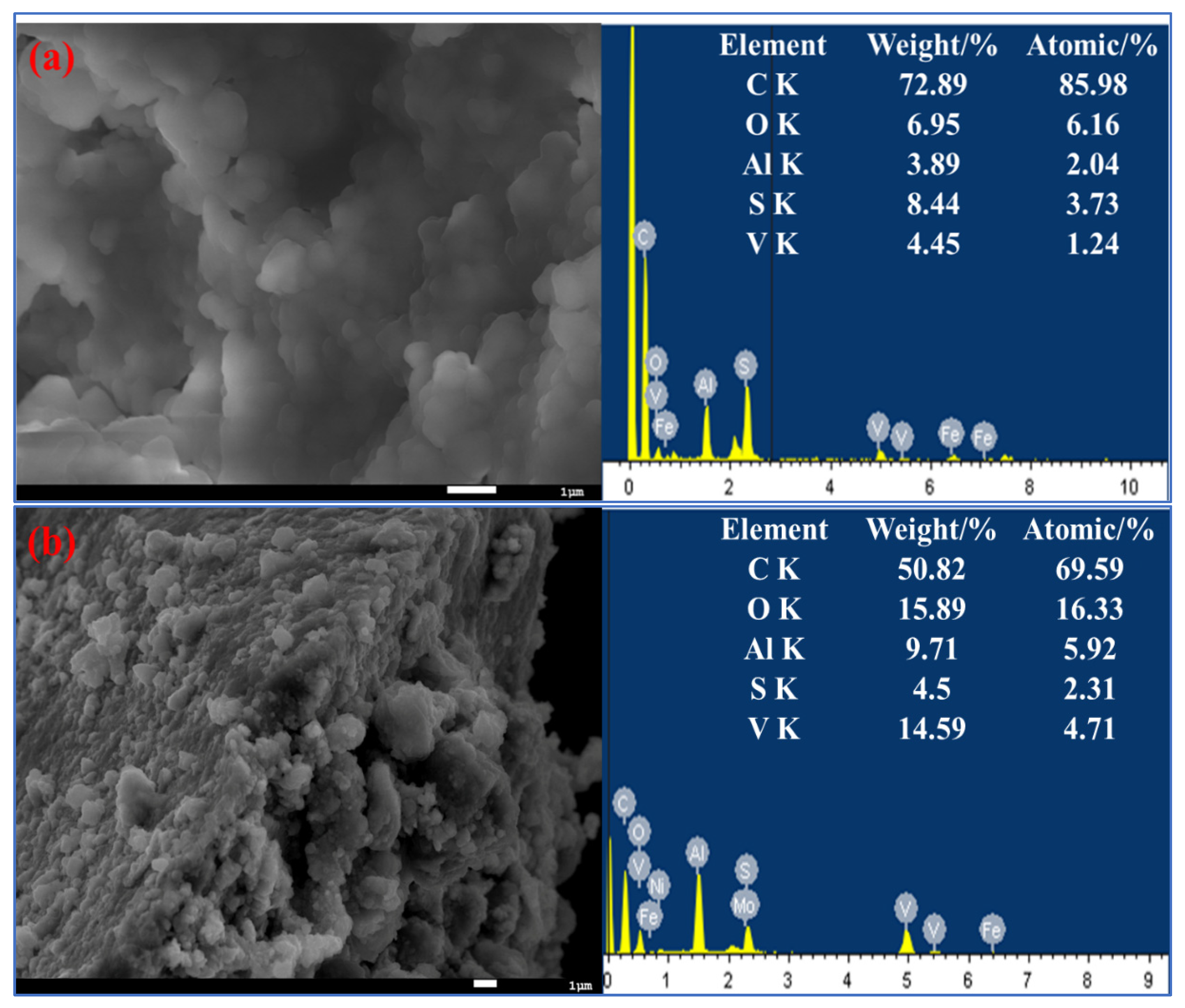
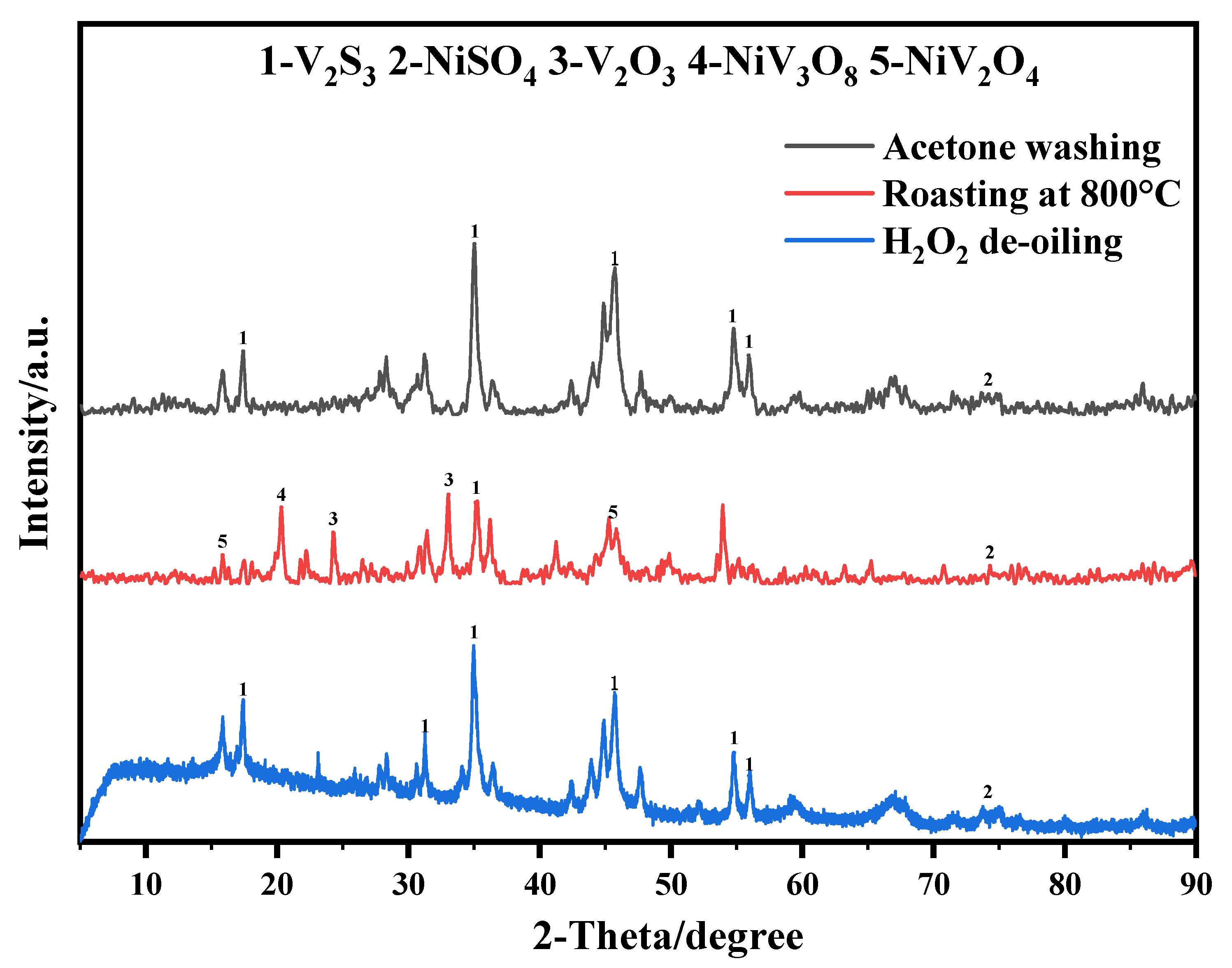
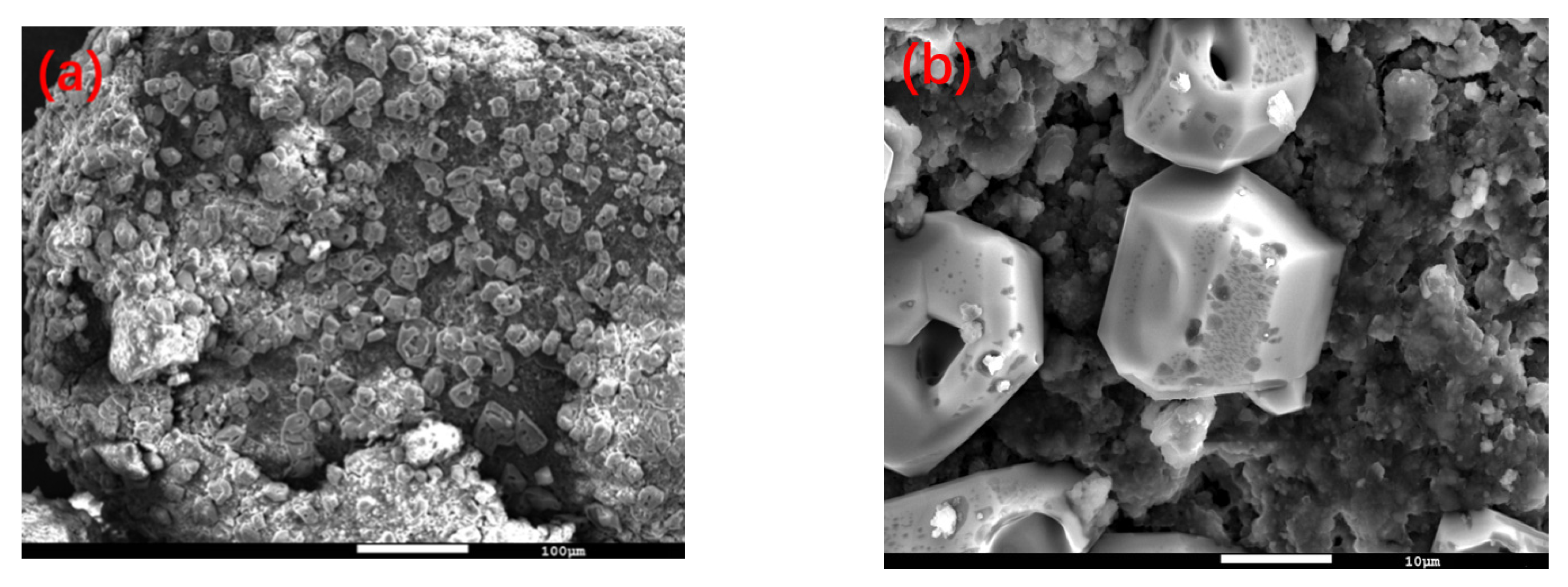
3.3. Surface Analysis
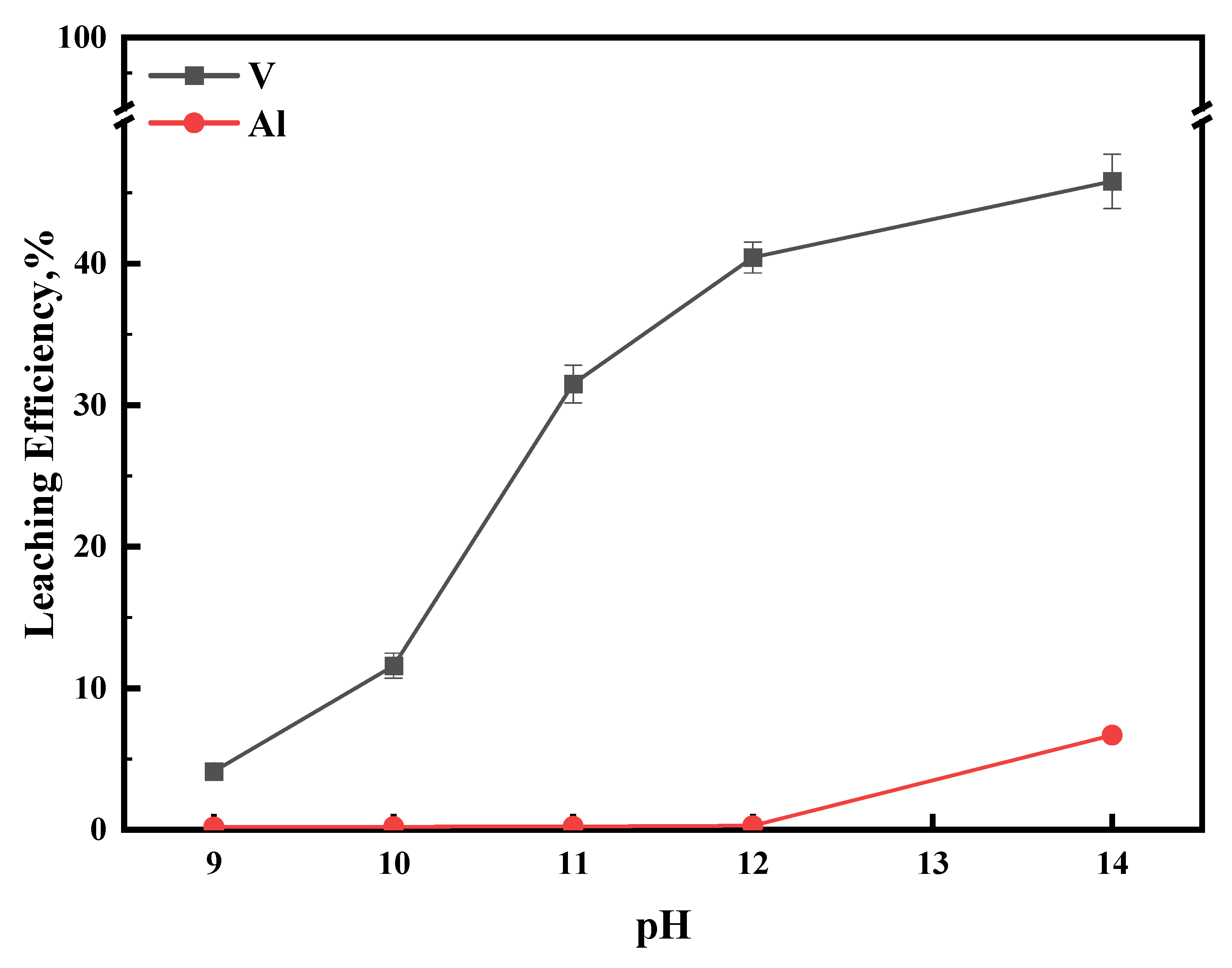
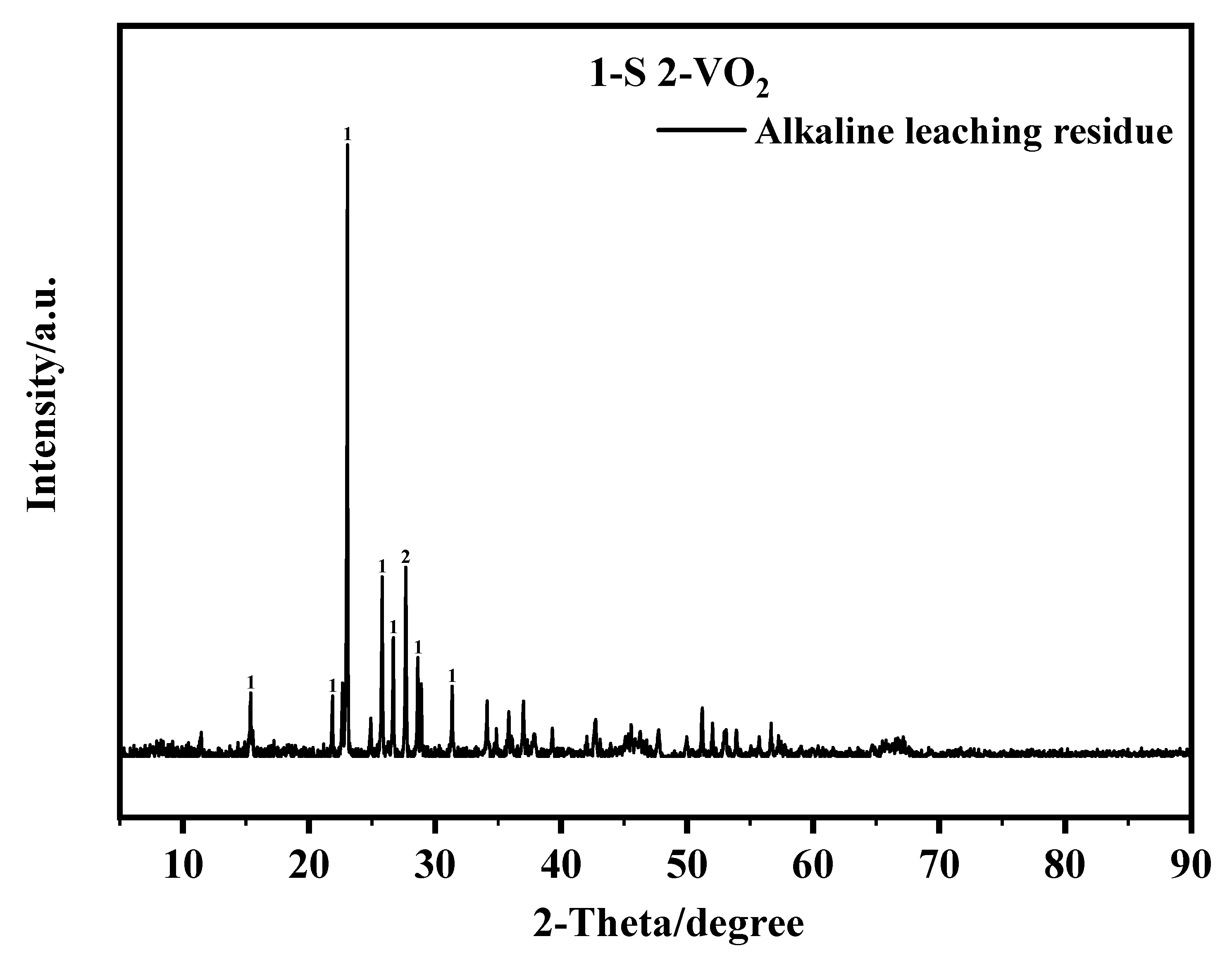
3.4. Alkaline Leaching
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kaufamann, T.G.; Kaldor, A.; Stuntz, G.F.; Kerby, M.C.; Ansell, L.L. Catalysis science and technology for cleaner transportation fuels. Catal. Today 2000, 62, 77–90. [Google Scholar] [CrossRef]
- Haandel, L.V.; Bremmer, M.; Kooyman, P.J.; Veen, J.; Hensen, E. Structure-activity correlations in hydrodesulfurization reactions over Ni-promoted MoxW(1-x) S2/Al2O3 catalysts. ACS Catal. 2015, 5, 7276–7287. [Google Scholar] [CrossRef]
- Hubaut, R. Vanadium-based sulfides as hydrotreating catalysts. Appl. Catal. A-Gen. 2007, 322, 121–128. [Google Scholar] [CrossRef]
- Gao, F.; Olayiwola, A.U.; Liu, B.; Wang, S.; Du, H.; Li, J.; Wang, X.; Chen, D.; Zhang, Y. Review of Vanadium Production Part I: Primary Resources. Min. Proc. Ext. Met. Rev. 2022, 43, 466–488. [Google Scholar] [CrossRef]
- Bian, Z.; Feng, Y.; Li, H.; Zhang, Y. New understanding of extraction and separation of vanadium (IV), iron and titanium using iron powder induction-leaching and P204-P507 synergistic extraction. Sep. Purif. Technol. 2022, 288, 120627. [Google Scholar] [CrossRef]
- Wang, J.; Wang, S.; Olayiwola, A.; Yang, N.; Liu, B.; Weigand, J.; Wenzel, M.; Du, H. Recovering valuable metals from spent hydrodesulfurization catalyst via blank roasting and alkaline leaching. J. Hazard. Mater. 2021, 416, 125849. [Google Scholar] [CrossRef] [PubMed]
- Petranikova, M.; Tkaczyk, A.H.; Bartl, A.; Amato, A.; Lapkovskis, V.; Tunsu, C. Vanadium sustainability in the context of innovative recycling and sourcing development. Waste Manag. 2020, 113, 521–544. [Google Scholar] [CrossRef] [PubMed]
- Meshram, P.; Abhilash; Pandey, B.D. Advanced Review on Extraction of Nickel from Primary and Secondary Sources. Min. Proc. Ext. Met. Rev. 2019, 40, 157–193. [Google Scholar] [CrossRef]
- Rout, P.C.; Mishra, G.K.; Padh, B.; Suresh, K.R.; Reddy, B.R. Solvent extraction separation of molybdenum as thio-molybdate complex from alkaline tungsten leach liquor of spent HDS catalyst—A pilot study. Hydrometallurgy 2017, 174, 140–146. [Google Scholar] [CrossRef]
- Le, M.N.; Lee, M.S. A Review on Hydrometallurgical Processes for the Recovery of Valuable Metals from Spent Catalysts and Life Cycle Analysis Perspective. Proc. Ext. Met. Rev. 2021, 42, 335–354. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, X.; Liu, T.; Jiang, Z.; Li, C. Optimizing both the CoMo/Al2O3 catalyst and the technology for selectivity enhancement in the hydrodesulfurization of FCC gasoline. Appl. Catal. A-Gen. 2019, 575, 187–197. [Google Scholar] [CrossRef]
- Feng, C.; Zhang, C.; Yuan, S.; Liu, M.; Chen, R.; Hu, H. Sustainable recovery of surface-deposited oils and valuable metals from uncrushed spent hydroprocessing catalysts. J. Clean. Prod. 2022, 338, 130564. [Google Scholar] [CrossRef]
- Ye, X.; Guo, S.; Qu, W.; Yang, L.; Hu, T.; Xu, S.; Zhang, L.; Liu, B.; Zhang, Z. Microwave field: High temperature dielectric properties and heating characteristics of waste hydrodesulfurization catalysts. J. Hazard. Mater. 2019, 366, 432–438. [Google Scholar] [CrossRef] [PubMed]
- Ruiz, V.; Meux, E.; Diliberto, S.; Schneiders, M. Hydrometallurgical Treatment for Valuable Metals Recovery from Spent CoMo/Al2O3 Catalyst. 1. Improvement of Soda Leaching of an Industrially Roasted Catalyst. Ind. Eng. Chem. Res. 2011, 50, 5295–5306. [Google Scholar] [CrossRef]
- Barik, S.P.; Park, K.H.; Parhi, P.K.; Park, J.T. Direct leaching of molybdenum and cobalt from spent hydrodesulphurization catalyst with sulphuric acid. Hydrometallurgy 2012, 111, 46–51. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, Y.; Hu, Q.; Ke, X.; Hu, J. Sustainable recovery of nickel, molybdenum, and vanadium from spent hydroprocessing catalysts by an integrated selective route. J. Clean. Prod. 2019, 252, 119763. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, S.; Li, Z.; Wang, J.; Zhao, Z.; Xu, Z. Oil removal of spent hydrotreating catalyst CoMo/Al2O3 via a facile method with enhanced metal recovery. J. Hazard. Mater. 2016, 318, 723–731. [Google Scholar] [CrossRef]
- Mishra, D.; Chaudhury, G.R.; Kim, D.J.; Ahn, J.G. Recovery of metal values from spent petroleum catalyst using leaching-solvent extraction technique. Hydrometallurgy 2010, 101, 35–40. [Google Scholar] [CrossRef]
- Gopinath, R.; Paital, A.R.; Patel, B.K. V2O5-H2O2: A convenient reagent for the direct oxidation of acetals to esters. Tetrahedron. Lett. 2002, 43, 5123–5126. [Google Scholar] [CrossRef]
- Liu, J.; Wang, W.; Wang, L.; Jian, P. Heterostructured V2O5/FeVO4 for enhanced liquid-phase epoxidation of cyclooctene. J. Colloid. Interf. Sci. 2023, 630, 804–812. [Google Scholar] [CrossRef]
- Deng, J.; Jiang, J.; Zhang, Y. FeVO4 as a highly active heterogeneous Fenton-like catalyst towards the degradation of Orange II. Appl. Catal. B Environ. 2008, 84, 468–473. [Google Scholar] [CrossRef]
- Lai, L.; Zhou, P.; Zhou, H.; Sun, M.; Yuan, Y.; Liu, Y.; Yao, G.; Lai, B. Heterogeneous Fe(III)/Fe(II) circulation in FeVO4 by coupling with dithionite towards long-lasting peroxymonosulfate activation: Pivotal role of vanadium as electron shuttles. Appl. Catal. B Environ. 2021, 297, 120470. [Google Scholar] [CrossRef]
- Liu, Z.; Xiang, Y.; Yin, Z.; Wu, X.; Jiang, J.; Chen, Y.; Xiong, L. Oxidative leaching behavior of metalliferous black shale in acidic solution using persulfate as oxidant. Trans. Nonferrous Met. Soc. China 2016, 26, 565–574. [Google Scholar] [CrossRef]
- Arslanolu, H.; Yara, A. Recovery of molybdenum, cobalt and nickel from spent hydrodesulphurization catalyst through oxidizing roast followed by sodium persulfate leaching. Sustain. Mater. Technol. 2021, 28, e286. [Google Scholar] [CrossRef]
- Schippers, A.; Sand, W. Bacterial leaching of metal sulfide proceeds by two indirect mechanisms via thiosulfate or via polysulfides and sulfur. Appl. Environ. Microbiol. 1999, 65, 319–321. [Google Scholar] [CrossRef]
- Chen, R.; Feng, C.; Tan, J.; Zhang, C.; Yuan, S.; Liu, M.; Hu, H.; Li, Q.; Hu, J. Stepwise separation and recovery of molybdenum, vanadium, and nickel from spent hydrogenation catalyst. Hydrometallurgy 2022, 213, 106910. [Google Scholar] [CrossRef]
- Sand, W.; Gehrke, T.; Joza, P.; Schippers, A. (Bio)chemistry of bacterial leaching—Direct vs. indirect bioleaching. Hydrometallurgy 2001, 59, 159–175. [Google Scholar] [CrossRef]
- Xue, J.; Lu, X.; Du, Y.; Mao, W.; Wang, Y.; Li, J. Ultrasonic-assisted Oxidation Leaching of Nickel Sulfide Concentrate. Chin. J. Chem. Eng. 2010, 18, 948–953. [Google Scholar] [CrossRef]
- Rao, F.; Liu, Q. Geopolymerization and Its Potential Application in Mine Tailings Consolidation: A Review. Min. Proc. Ext. Met. Rev. 2015, 36, 399–409. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst Properties | Catalyst Composition, wt% |
|---|---|
| Raw Sample | |
| S | 17.92 |
| V | 15.75 |
| Ni | 5.36 |
| Mo | 1.58 |
| Al | 11.15 |
| Leaching Conditions | Composition of Leaching Residue, wt% | |||
|---|---|---|---|---|
| O | S | V | Al | |
| pH 9 | 54.82 | 26.43 | 5.66 | 10.72 |
| pH 10 | 54.57 | 25.48 | 5.62 | 12.11 |
| pH 11 | 54.47 | 25.00 | 4.77 | 13.50 |
| pH 12 | 54.92 | 25.19 | 1.78 | 16.53 |
| pH 14 | 54.64 | 25.75 | 2.16 | 14.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, Y.; Zhao, G.; Shen, C.; Chen, Y.; Fan, Y.; Zhang, G.; Yang, C. Extraction of Vanadium from the Spent Residuum Catalysts by Fenton-like Reaction Followed with Alkaline Leaching. Processes 2023, 11, 2021. https://doi.org/10.3390/pr11072021
Lv Y, Zhao G, Shen C, Chen Y, Fan Y, Zhang G, Yang C. Extraction of Vanadium from the Spent Residuum Catalysts by Fenton-like Reaction Followed with Alkaline Leaching. Processes. 2023; 11(7):2021. https://doi.org/10.3390/pr11072021
Chicago/Turabian StyleLv, Yuefen, Ge Zhao, Cailong Shen, Yanzhen Chen, Yiqun Fan, Guangji Zhang, and Chao Yang. 2023. "Extraction of Vanadium from the Spent Residuum Catalysts by Fenton-like Reaction Followed with Alkaline Leaching" Processes 11, no. 7: 2021. https://doi.org/10.3390/pr11072021