


Making a Soft Elastic Pulsation Pump (SEPP)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
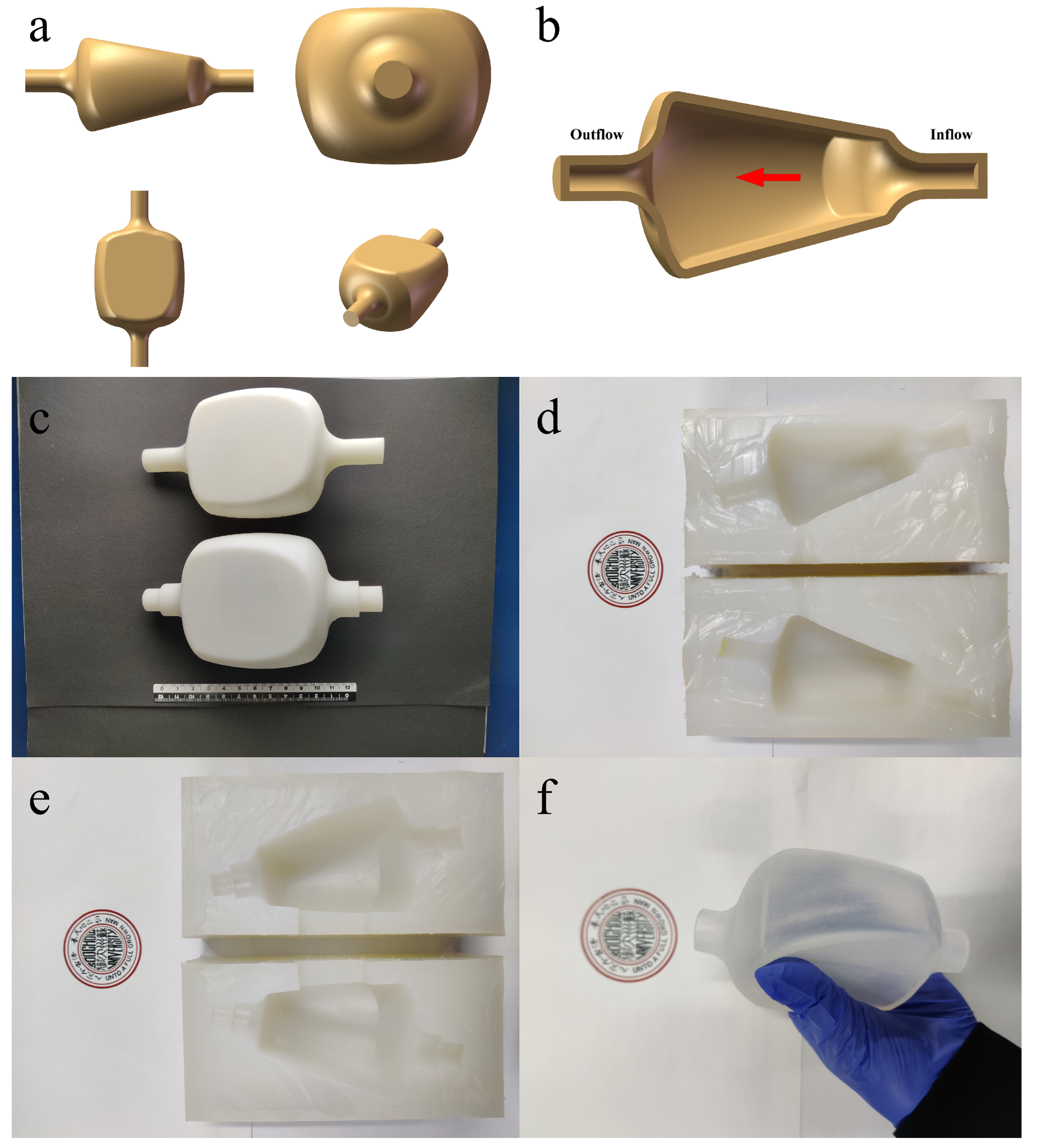
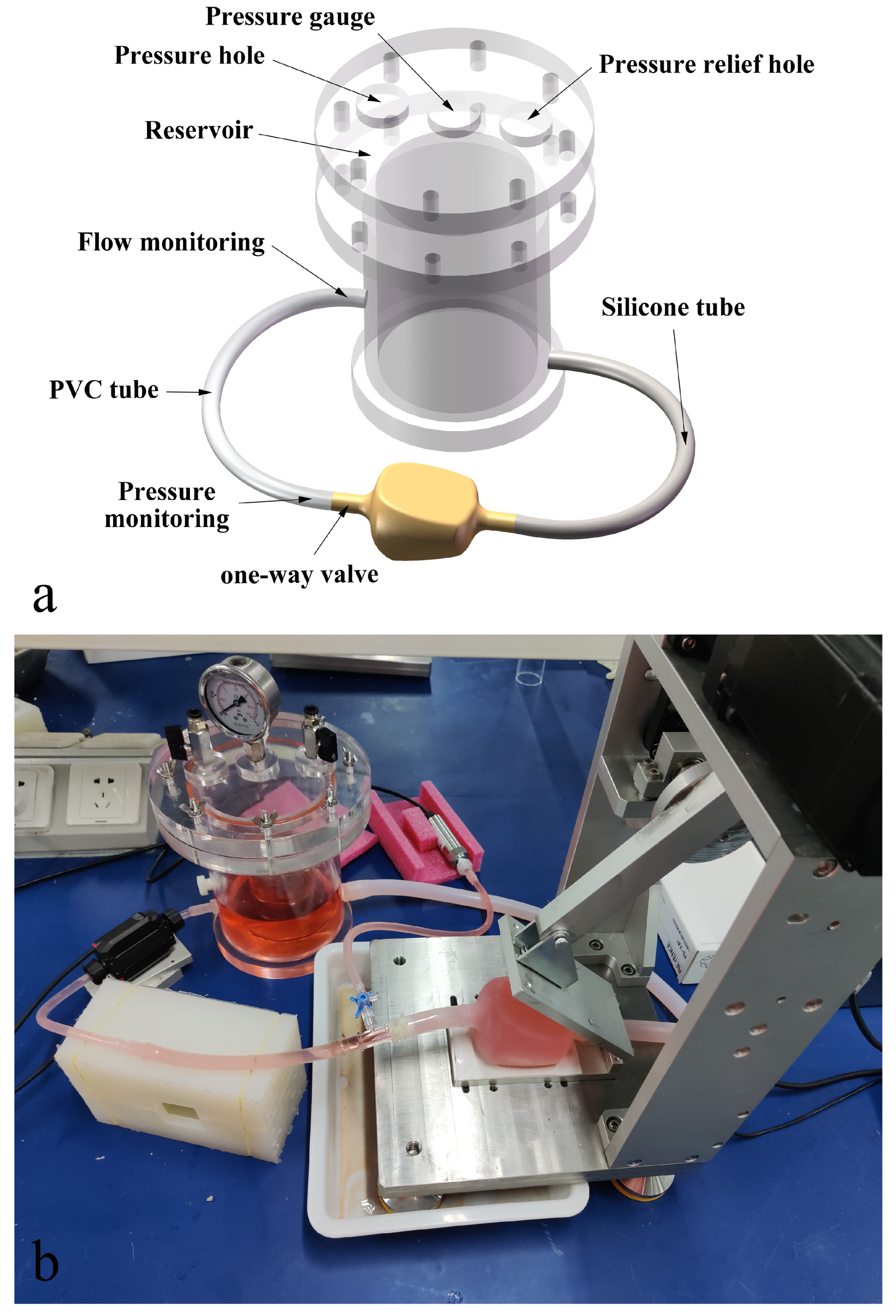
2.1. Design of the Soft-Elastic Pulsation Pump (SEPP)
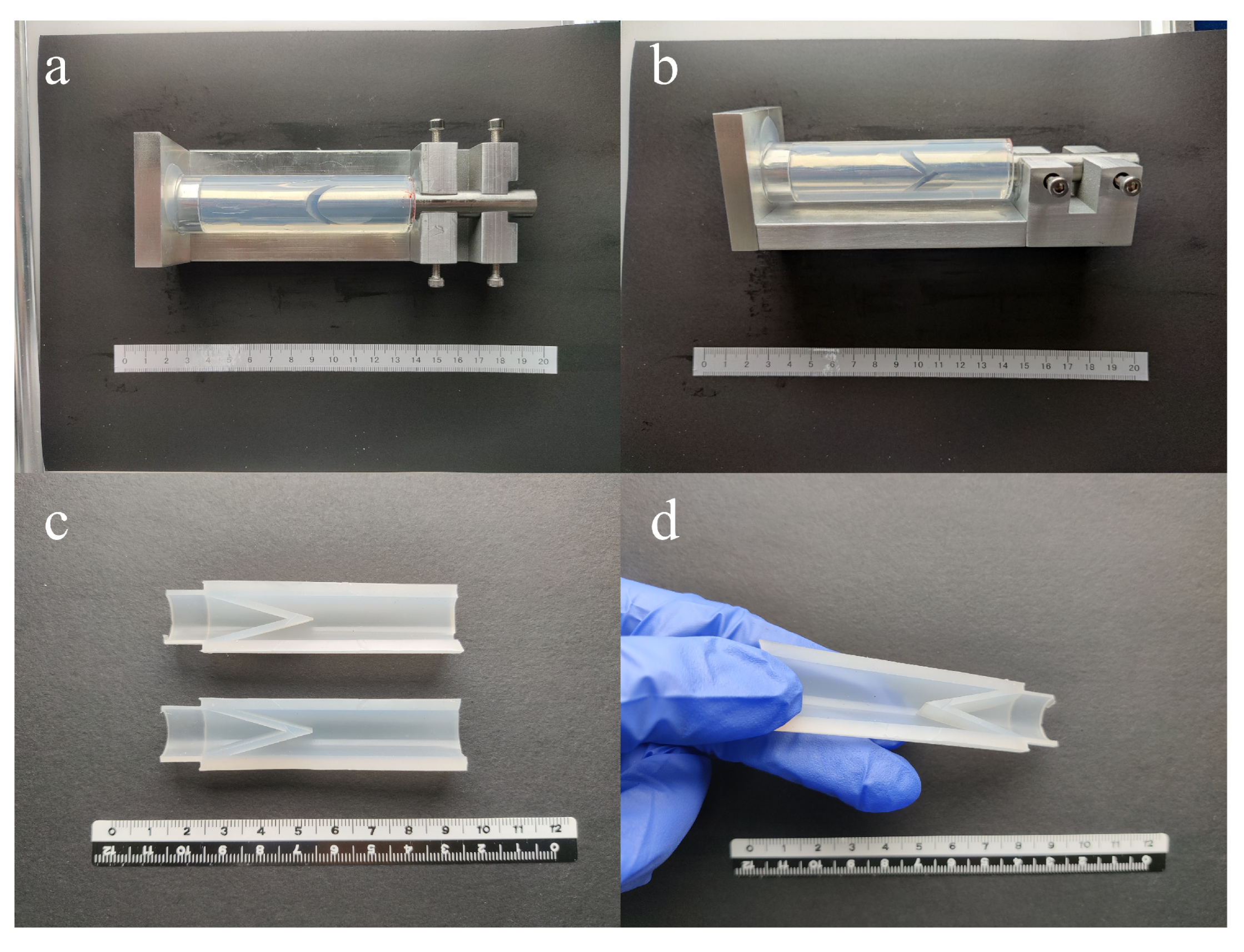
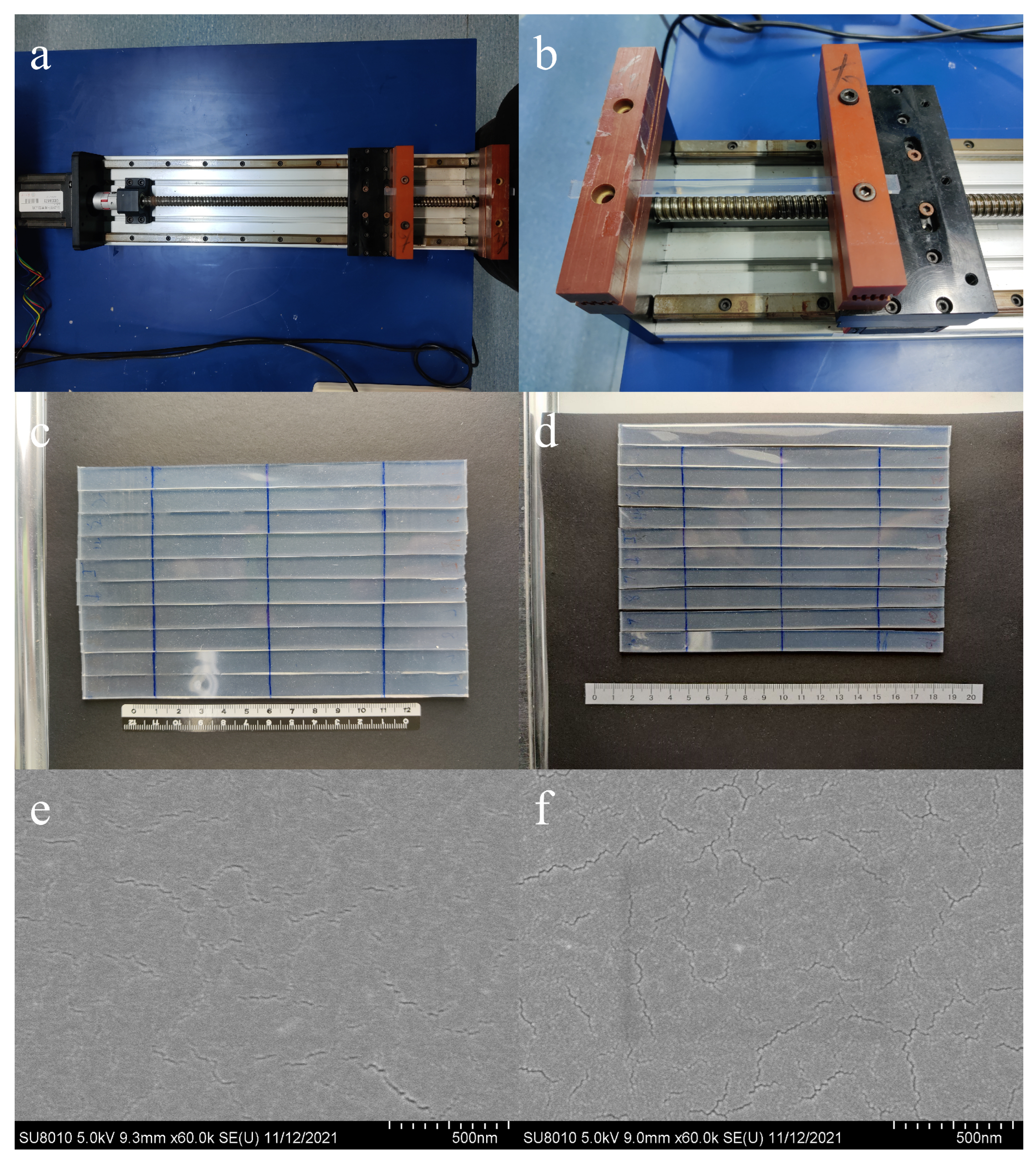
2.2. Producing the SEPP
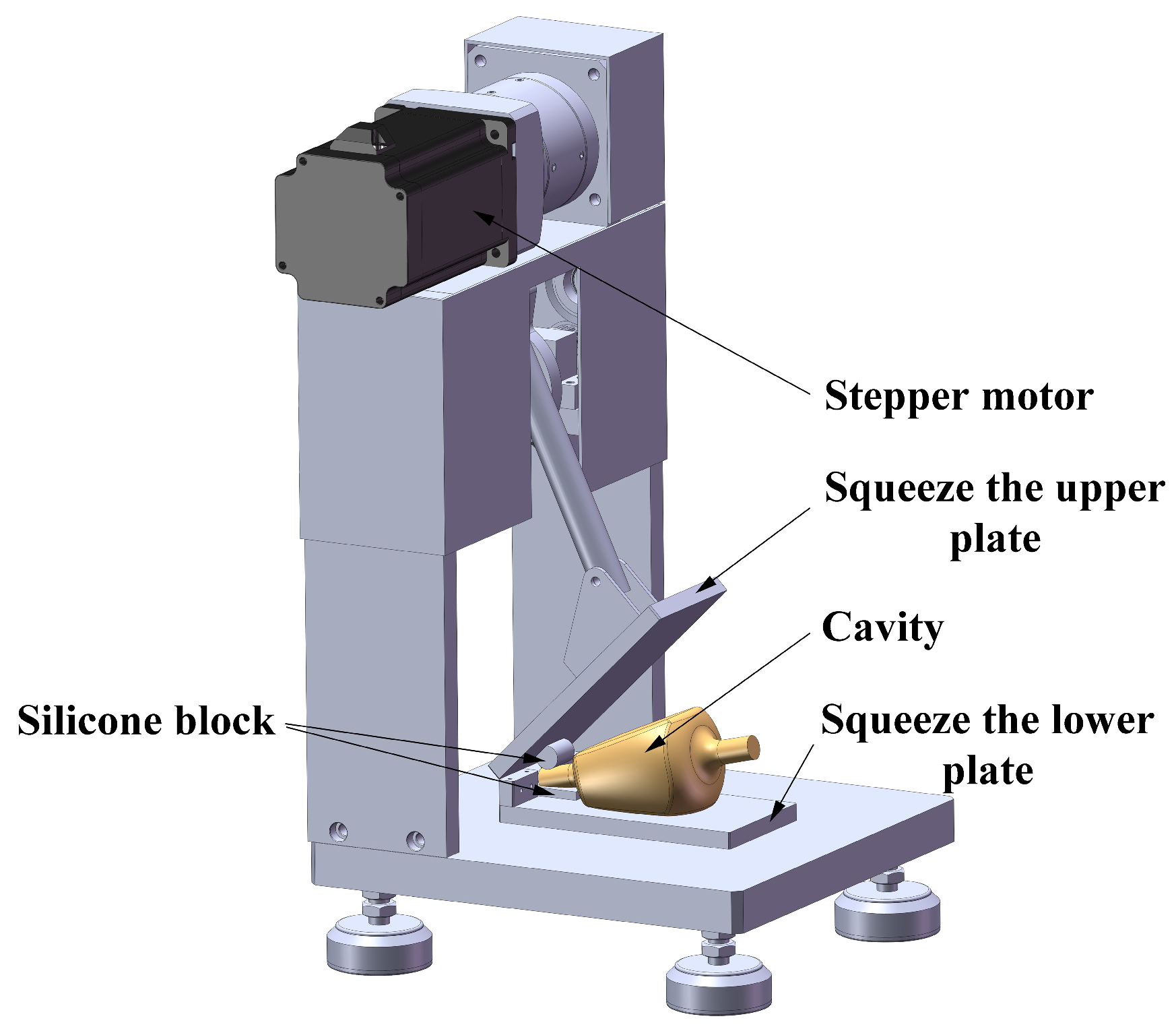
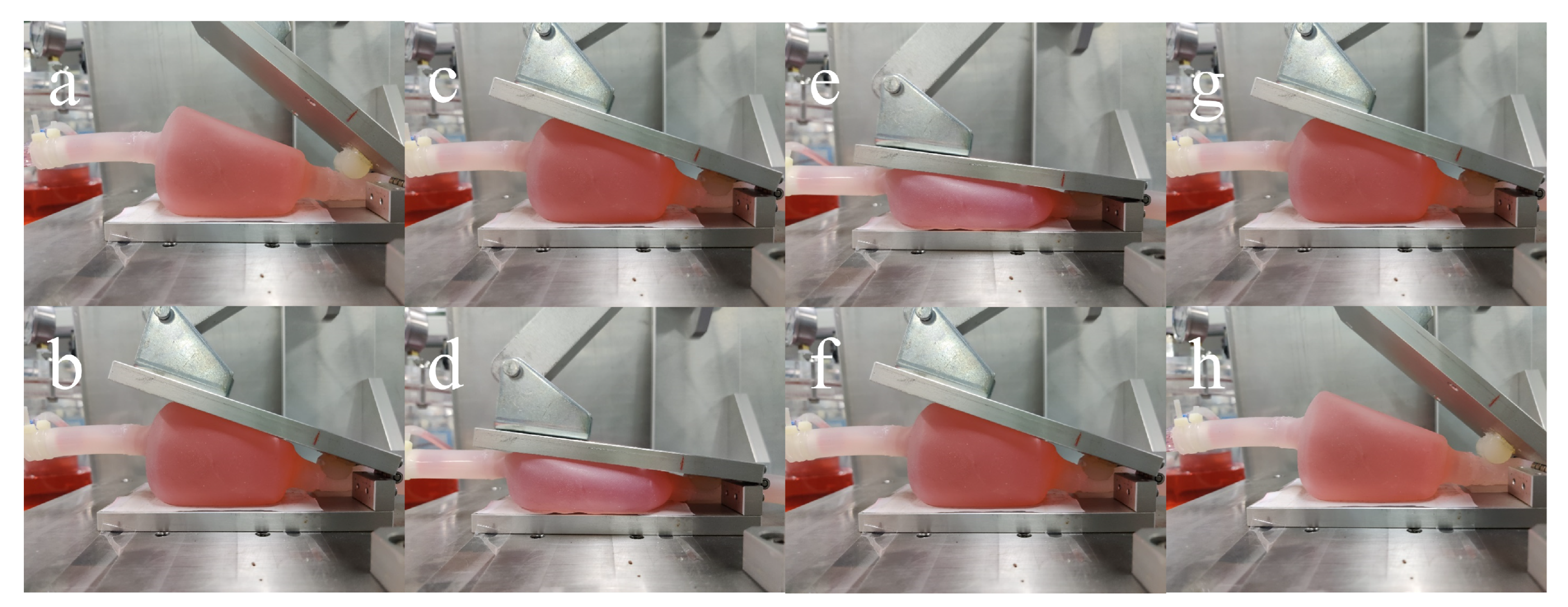
2.3. Actuation of the SEPP
2.4. SEPP Operated in Circulations
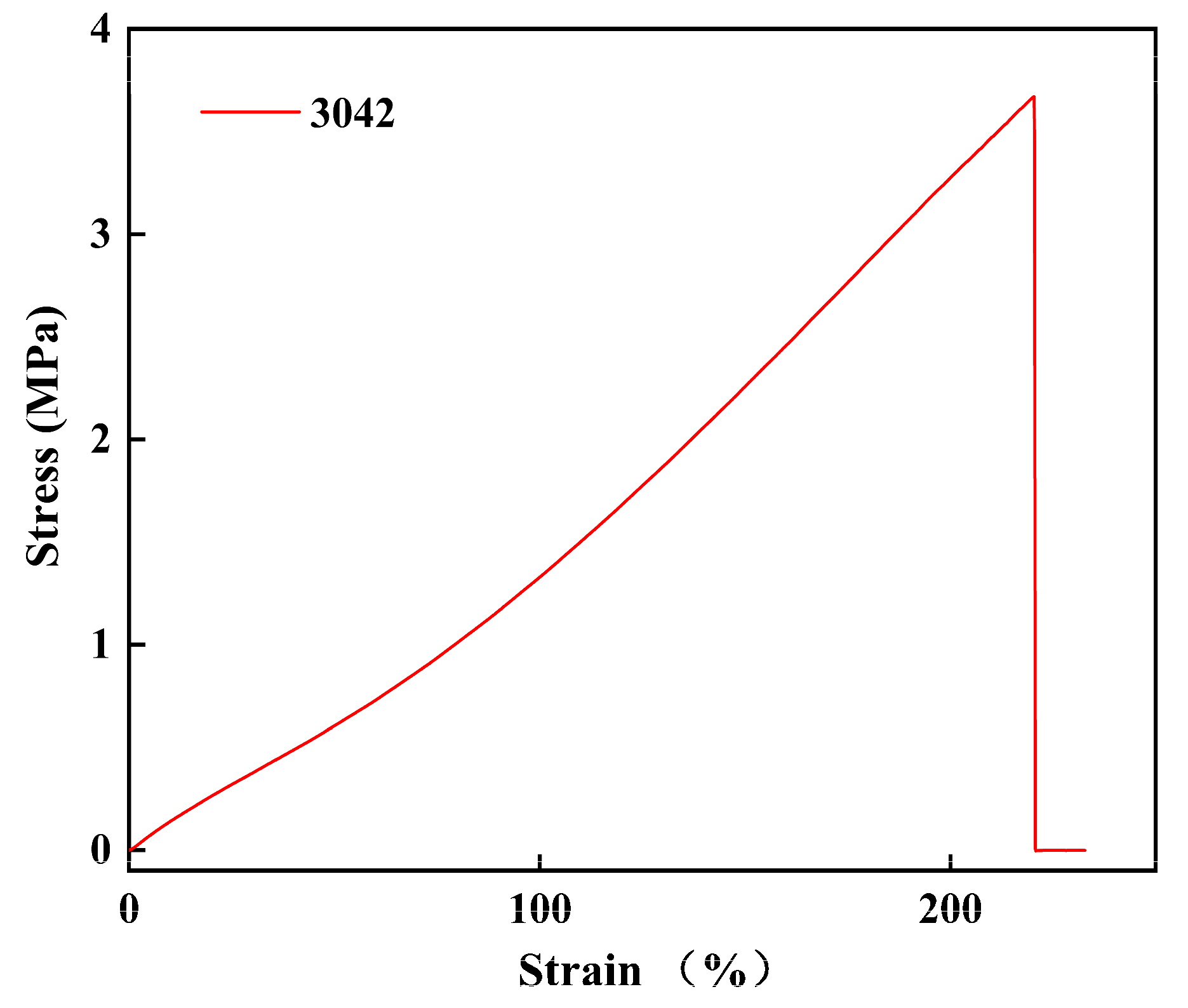
2.5. The Material Properties of the SEPP
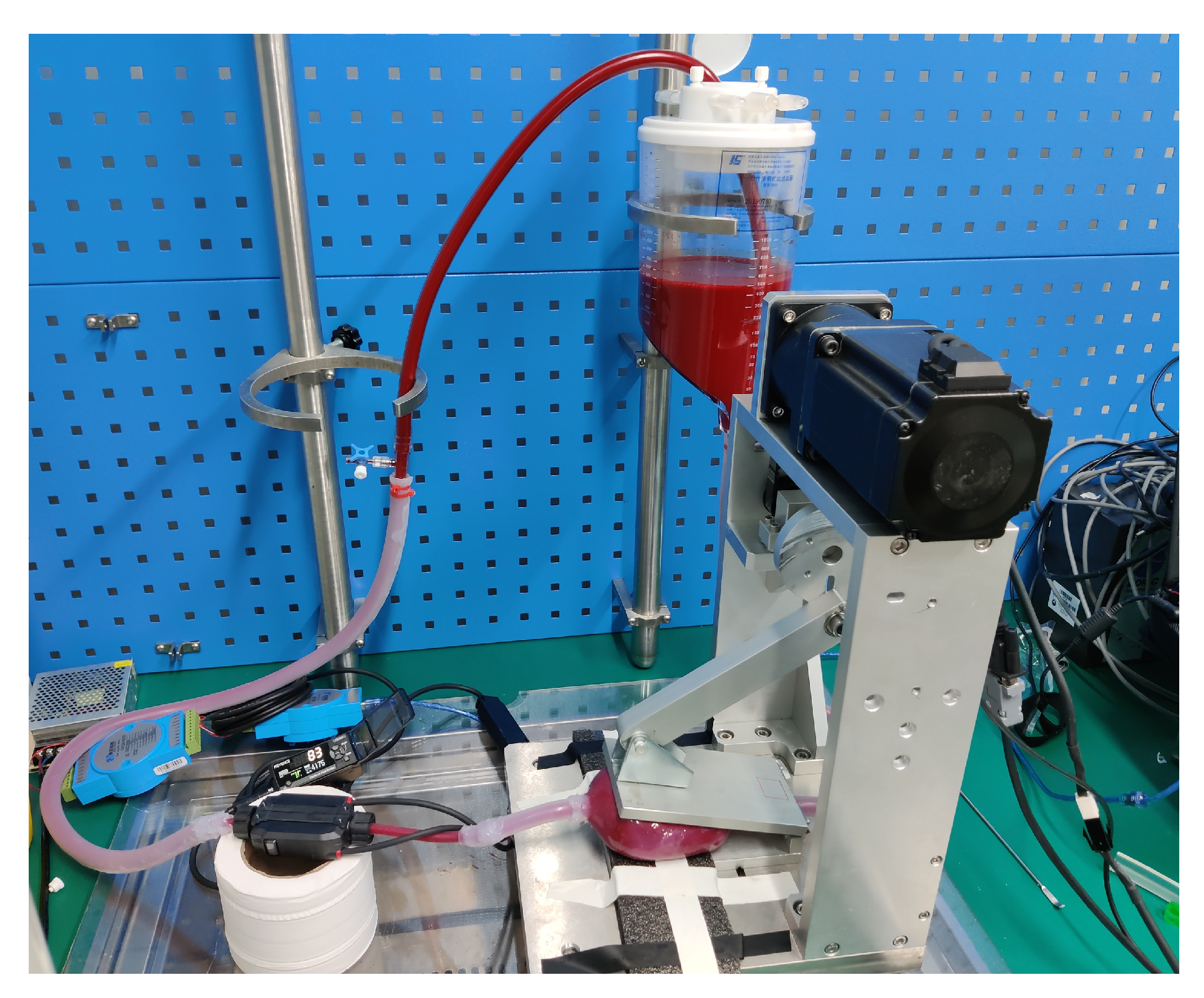
2.6. Initial Test on Real Blood
3. Results and Discussion
3.1. On the SEPP Material
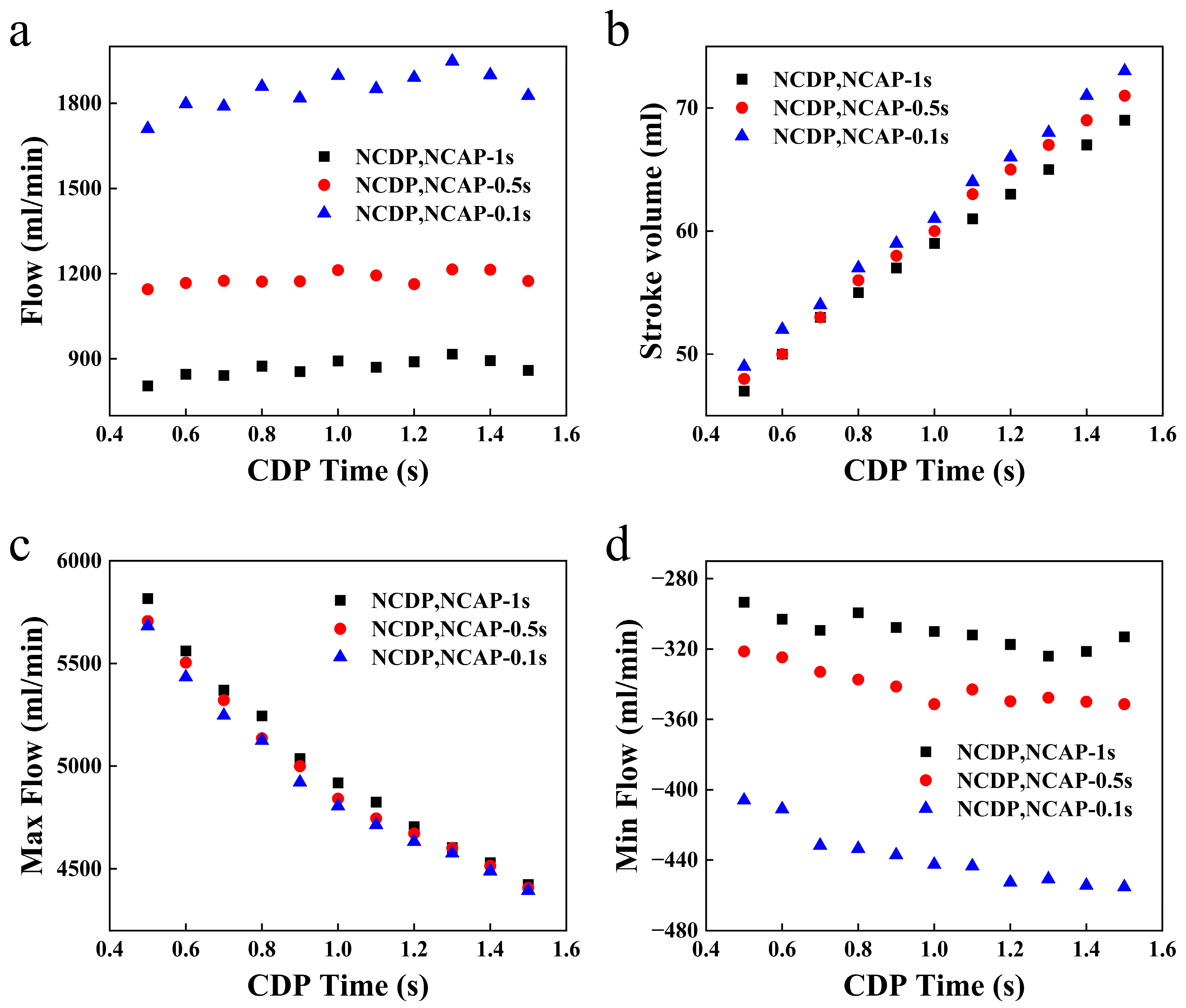
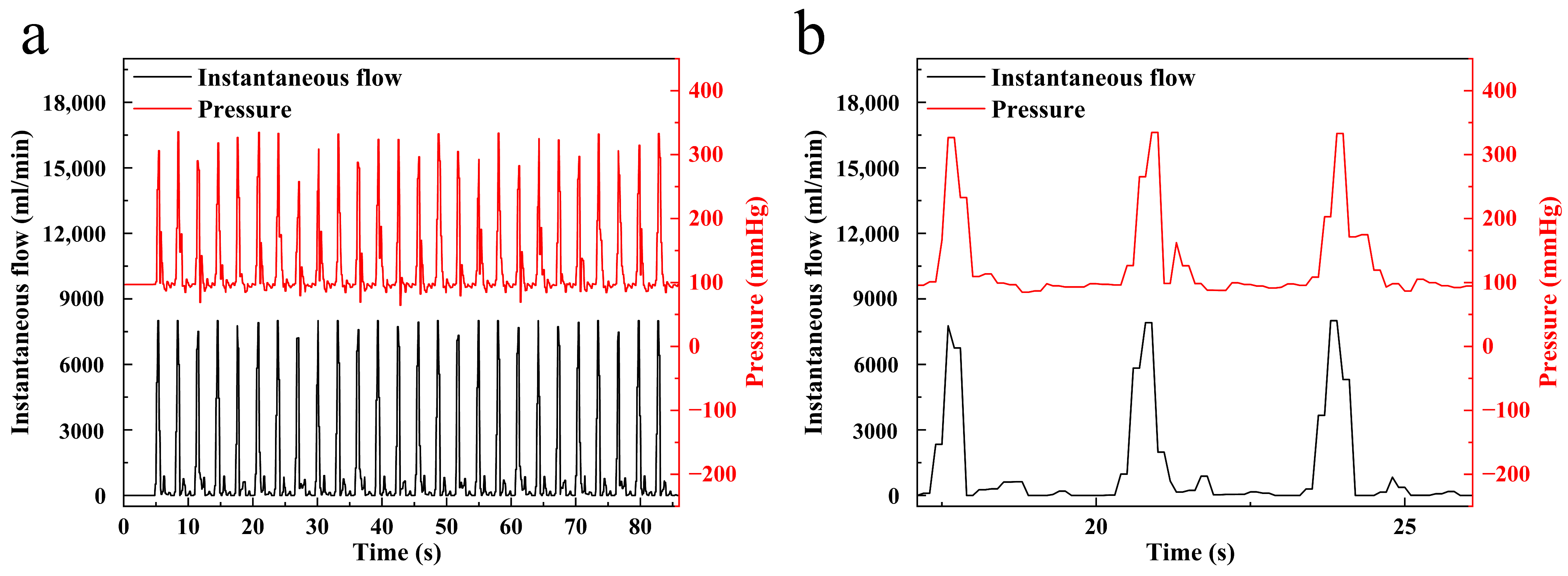
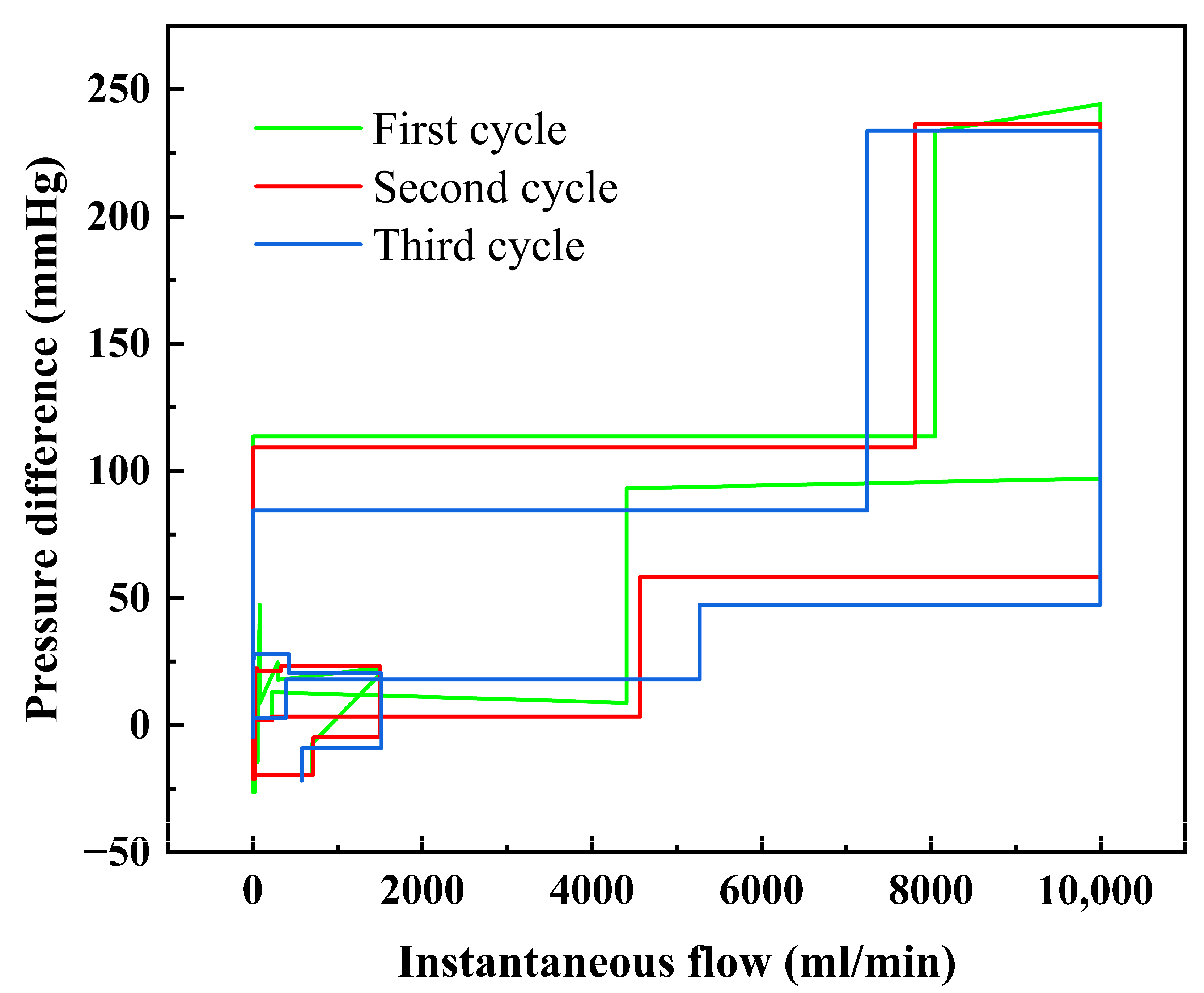
3.2. Pumping Performance
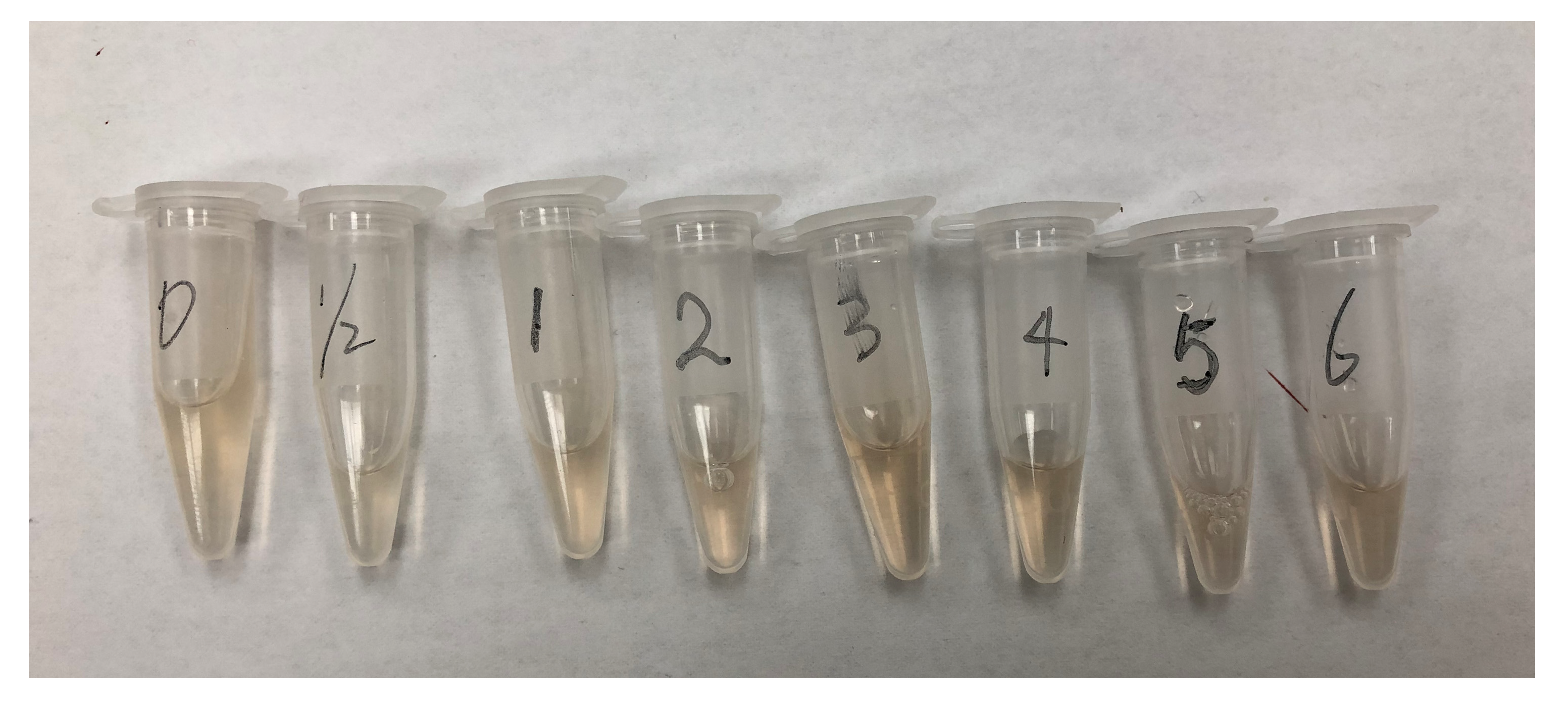
3.3. Real Blood Test
3.4. A Remark
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Koprivanac, M.; Kelava, M.; Soltesz, E.; Smedira, N.; Kapadia, S.; Brzezinski, A.; Alansari, S.; Moazami, N. Advances in temporary mechanical support for treatment of cardiogenic shock. Expert Rev. Med. Devices 2015, 12, 689–702. [Google Scholar] [CrossRef] [PubMed]
- Schumer, E.M.; Black, M.C.; Monreal, G.; Slaughter, M.S. Left ventricular assist devices: Current controversies and future directions. Eur. Heart J. 2016, 37, 3434–3439. [Google Scholar] [CrossRef] [PubMed]
- Prinzing, A.; Herold, U.; Berkefeld, A.; Krane, M.; Lange, R.; Voss, B. Left ventricular assist devices-current state and perspectives. J. Thorac. Dis. 2016, 8, E660–E666. [Google Scholar] [CrossRef] [PubMed]
- Thunberg, C.A.; Gaitan, B.D.; Arabia, F.A.; Cole, D.J.; Grigore, A.M. Ventricular assist devices today and tomorrow. J. Cardiothorac. Vasc. Anesth. 2010, 24, 656–680. [Google Scholar] [CrossRef]
- Badiye, A.P.; Hernandez, G.A.; Novoa, I.; Chaparro, S.V. Incidence of Hemolysis in Patients with Cardiogenic Shock Treated with Impella Percutaneous Left Ventricular Assist Device. ASAIO J. 2016, 62, 11–14. [Google Scholar] [CrossRef]
- Katz, J.N.; Jensen, B.C.; Chang, P.P.; Myers, S.L.; Pagani, F.D.; Kirklin, J.K. A multicenter analysis of clinical hemolysis in patients supported with durable, long-term left ventricular assist device therapy. J. Heart Lung Transpl. 2015, 34, 701–709. [Google Scholar] [CrossRef]
- Li, H.; Gou, Z.; Huang, F.; Ruan, X.D.; Qian, W.W.; Fu, X. Evaluation of the hemolysis and fluid dynamics of a ventricular assist device under the pulsatile flow condition. J. Hydrodyn. 2018, 31, 965–975. [Google Scholar] [CrossRef]
- Papanastasiou, C.A.; Kyriakoulis, K.G.; Theochari, C.A.; Kokkinidis, D.G.; Karamitsos, T.D.; Palaiodimos, L. Comprehensive review of hemolysis in ventricular assist devices. World J. Cardiol. 2020, 12, 334–341. [Google Scholar] [CrossRef]
- Ravichandran, A.K.; Parker, J.; Novak, E.; Joseph, S.M.; Schilling, J.D.; Ewald, G.A.; Silvestry, S. Hemolysis in left ventricular assist device: A retrospective analysis of outcomes. J. Heart Lung Transplant. 2014, 33, 44–50. [Google Scholar] [CrossRef]
- Copeland, H.; Berumen, J.; Smith, R.G.; Copeland, J.G. The Artificial Heart. In Textbook of Organ Transplantation; John Wiley & Sons: Hoboken, NJ, USA, 2014; pp. 563–567. [Google Scholar]
- Copeland, J.; Copeland, H. Pulsatile Mechanical Circulation, Physiology, and Pump Technology. In Mechanical Support for Heart Failure; Springer: Berlin/Heidelberg, Germany, 2020; pp. 231–252. [Google Scholar]
- Sunagawa, G.; Koprivanac, M.; Karimov, J.H.; Moazami, N.; Fukamachi, K. Is a pulse absolutely necessary during cardiopulmonary bypass? Expert Rev. Med. Devices 2017, 14, 27–35. [Google Scholar] [CrossRef]
- Yeh, Y.C.; Yamada, N.; Watanabe, Y.; Shiblee, M.N.I.; Ogawa, J.; Khosla, A.; Kawakami, M.; Akamatsu, T.; Furukawa, H. 3D printing of soft-matter mono pump in infant ventricular assist device (VAD) for blood pumping. ECS Trans. 2020, 98, 31. [Google Scholar] [CrossRef]
- Miller, J.R.; Singh, G.K.; Woodard, P.K.; Eghtesady, P.; Anwar, S. 3D printing for preoperative planning and surgical simulation of ventricular assist device implantation in a failing systemic right ventricle. J. Cardiovasc. Comput. Tomogr. 2020, 14, e172–e174. [Google Scholar] [CrossRef] [PubMed]
- Thaker, R.; Araujo-Gutierrez, R.; Marcos-Abdala, H.G.; Agrawal, T.; Fida, N.; Kassi, M. Innovative Modeling Techniques and 3D Printing in Patients with Left Ventricular Assist Devices: A Bridge from Bench to Clinical Practice. J. Clin. Med. 2019, 8, 635. [Google Scholar] [CrossRef]
- Vukicevic, M.; Mosadegh, B.; Min, J.K.; Little, S.H. Cardiac 3D Printing and its Future Directions. JACC Cardiovasc. Imaging 2017, 10, 171–184. [Google Scholar] [CrossRef] [PubMed]
- Cohrs, N.H.; Petrou, A.; Loepfe, M.; Yliruka, M.; Schumacher, C.M.; Kohll, A.X.; Starck, C.T.; Schmid Daners, M.; Meboldt, M.; Falk, V.; et al. A soft total artificial heart-first concept evaluation on a hybrid mock circulation. Artif. Organs 2017, 41, 948–958. [Google Scholar] [CrossRef] [PubMed]
- Guex, L.G.; Jones, L.S.; Kohll, A.X.; Walker, R.; Meboldt, M.; Falk, V.; Schmid Daners, M.; Stark, W.J. Increased longevity and pumping performance of an injection molded soft total artificial heart. Soft Robot. 2021, 8, 588–593. [Google Scholar] [CrossRef] [PubMed]
- Mao, Z.; Asai, Y.; Yamanoi, A.; Seki, Y.; Wiranata, A.; Minaminosono, A. Fluidic rolling robot using voltage-driven oscillating liquid. Smart Mater. Struct. 2022, 31, 105006. [Google Scholar] [CrossRef]
- Mao, Z.; Asai, Y.; Wiranata, A.; Kong, D.; Man, J. Ececentric actuator driven by stacked electrohydrodynamic pumps. J. Zhejiang Univ. Sci. A (Appl. Phys. Eng.) 2022, 23, 329–334. [Google Scholar] [CrossRef]
- Chen, L.; Jayemanne, A.; Chen, X.D. Venturing into in vitro physiological upper GI system focusing on the motility effect provided by a mechanised rat stomach model. Food Dig. 2012, 4, 36–48. [Google Scholar] [CrossRef]
- Chen, L.; Wu, X.; Chen, X.D. Comparison between the digestive behaviors of a new in vitro rat soft stomach model with that of the in vivo experimentation on living rats—Motility and morphological influences. J. Food Eng. 2013, 117, 183–192. [Google Scholar] [CrossRef]
- Ford, L. Heart size. Circ. Res. 1976, 39, 297–303. [Google Scholar] [CrossRef] [PubMed]
- Tourlomousis, F.; Chang, R.C. Dimensional Metrology of Cell-matrix Interactions in 3D Microscale Fibrous Substrates. Procedia CIRP 2017, 65, 32–37. [Google Scholar] [CrossRef]
- Chen, L. In Vitro Bionic Rat and Human Stomach: Construction and Preliminary Applications. Ph.D. Thesis, Xiamen University, Xiamen, China, 2013. (In Chinese). [Google Scholar]
- Azmi, N.N.; Patar, M.N.A.A.; Noor, S.N.A.M.; Mahmud, J. Testing standards assessment for silicone rubber. In Proceedings of the 2014 International Symposium on Technology Management and Emerging Technologies, Bandung, Indonesia, 27–29 May 2014; pp. 332–336. [Google Scholar]
- Liu, M.; Xiao, J.; Chen, X.D. A Soft-Elastic Reactor Inspired by the Animal Upper Digestion Tract. Chem. Eng. Technol. 2018, 41, 1051–1056. [Google Scholar] [CrossRef]
- Xiao, J.; Zou, C.; Liu, M.; Zhang, G.; Delaplace, G.; Jeantet, R.; Chen, X.D. Mixing in a soft-elastic reactor (SER) characterized using an RGB based image analysis method. Chem. Eng. Sci. 2018, 181, 272–285. [Google Scholar] [CrossRef]
- Delaplace, G.; Gu, Y.; Liu, M.; Jeantet, R.; Xiao, J.; Chen, X.D. Homogenization of liquids inside a new soft elastic reactor: Revealing mixing behavior through dimensional analysis. Chem. Eng. Sci. 2018, 192, 1071–1080. [Google Scholar] [CrossRef]
- Delaplace, G.; Liu, M.; Jeantet, R.; Xiao, J.; Chen, X.D. Predicting the mixing time of soft elastic reactors: Physical models and empirical correlations. Ind. Eng. Chem. Res. 2020, 59, 6258–6268. [Google Scholar] [CrossRef]
- Chong, A.B.; Sun, Z.H.; van de Velde, L.; Jansen, S.; Versluis, M.; Reijnen, M.; Groot Jebbink, E. A novel roller pump for physiological flow. Artif. Organs 2020, 44, 818–826. [Google Scholar] [CrossRef]
- ASTM F1841-19e1; Standard Practice for Assessment of Hemolysis in Continuous Flow Blood Pumps. ASTM International: West Conshohocken, PA, USA, 1841.
- Roberts, N.; Chandrasekaran, U.; Das, S.; Qi, Z.; Corbett, S. Hemolysis associated with Impella heart pump positioning: In vitro hemolysis testing and computational fluid dynamics modeling. Int. J. Artif. Organs 2020, 43, 710–718. [Google Scholar] [CrossRef]
- Svitek, R.G.; Smith, D.E.; Magovern, J.A. In vitro evaluation of the TandemHeart pediatric centrifugal pump. ASAIO J. 2007, 53, 747–753. [Google Scholar] [CrossRef]













Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, H.; Xia, Y.; Zhang, Y.; Chen, X.D. Making a Soft Elastic Pulsation Pump (SEPP). Processes 2023, 11, 1581. https://doi.org/10.3390/pr11051581
Gu H, Xia Y, Zhang Y, Chen XD. Making a Soft Elastic Pulsation Pump (SEPP). Processes. 2023; 11(5):1581. https://doi.org/10.3390/pr11051581
Chicago/Turabian StyleGu, Hao, Yun Xia, Yu Zhang, and Xiao Dong Chen. 2023. "Making a Soft Elastic Pulsation Pump (SEPP)" Processes 11, no. 5: 1581. https://doi.org/10.3390/pr11051581