
Review: The Calibration of DEM Parameters for the Bulk Modelling of Cohesive Materials

Abstract
:1. Introduction
2. Cohesive Forces
2.1. Electrostatic Forces
2.2. Van der Waals Forces
2.3. Liquid-Bridge Forces
2.4. Cohesive Force Comparison
3. Contact Models for the Modelling of Cohesive Materials
3.1. Rolling Resistance Contact Model
3.2. Luding’s Contact Model
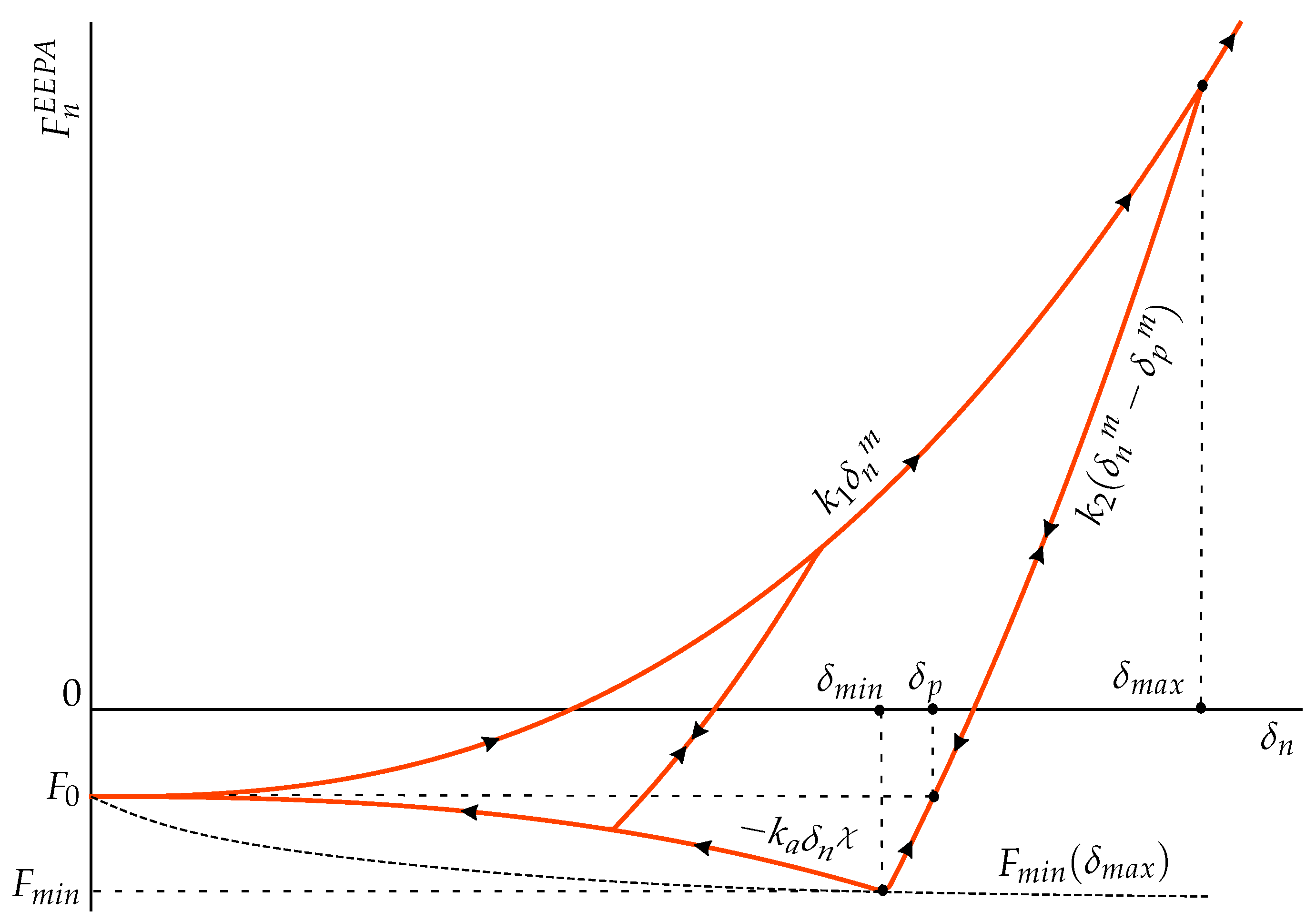
3.3. Edinburgh Elasto-Plastic Adhesion Model
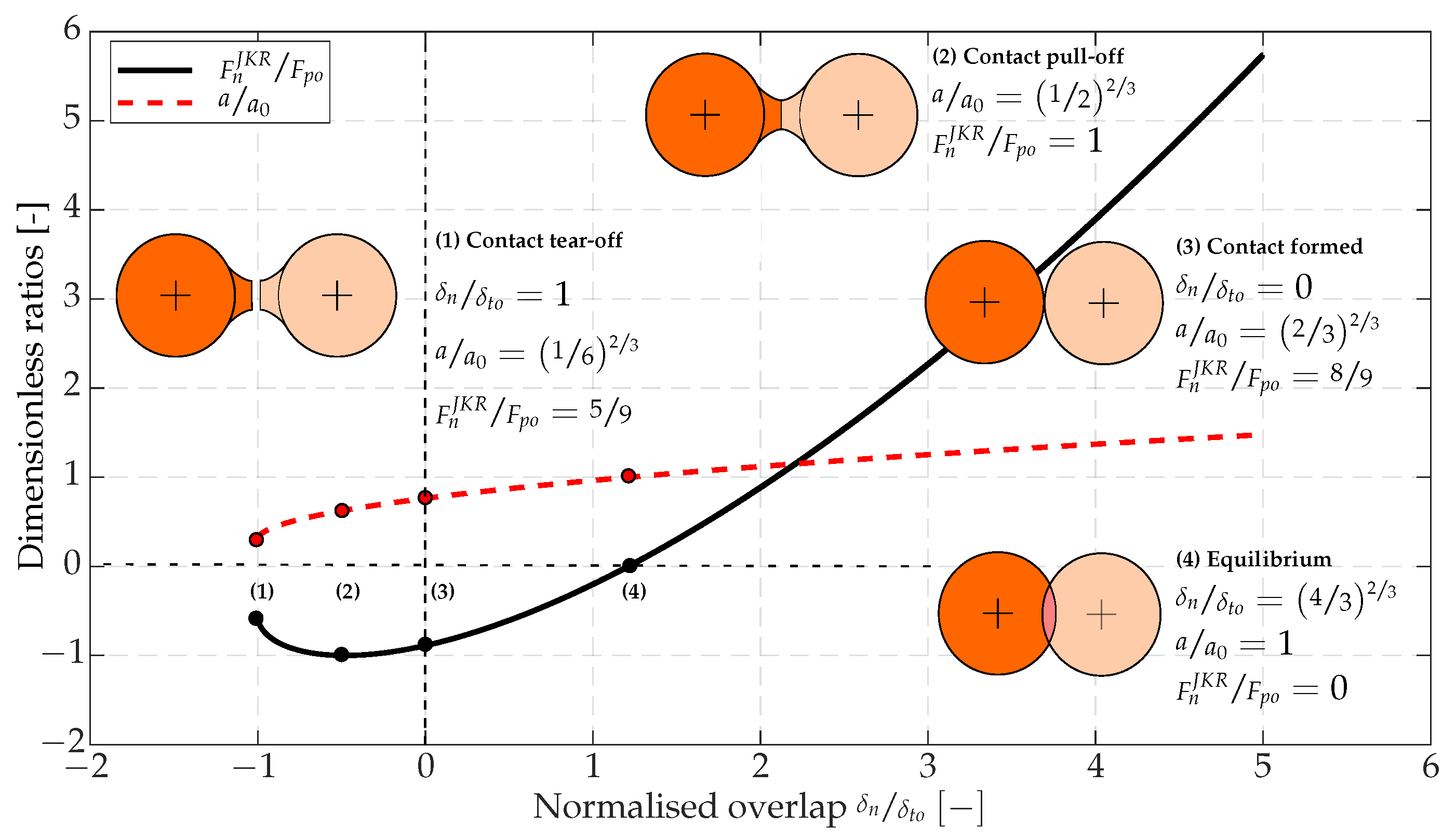
3.4. Johnson, Kendall and Roberts (JKR) Model
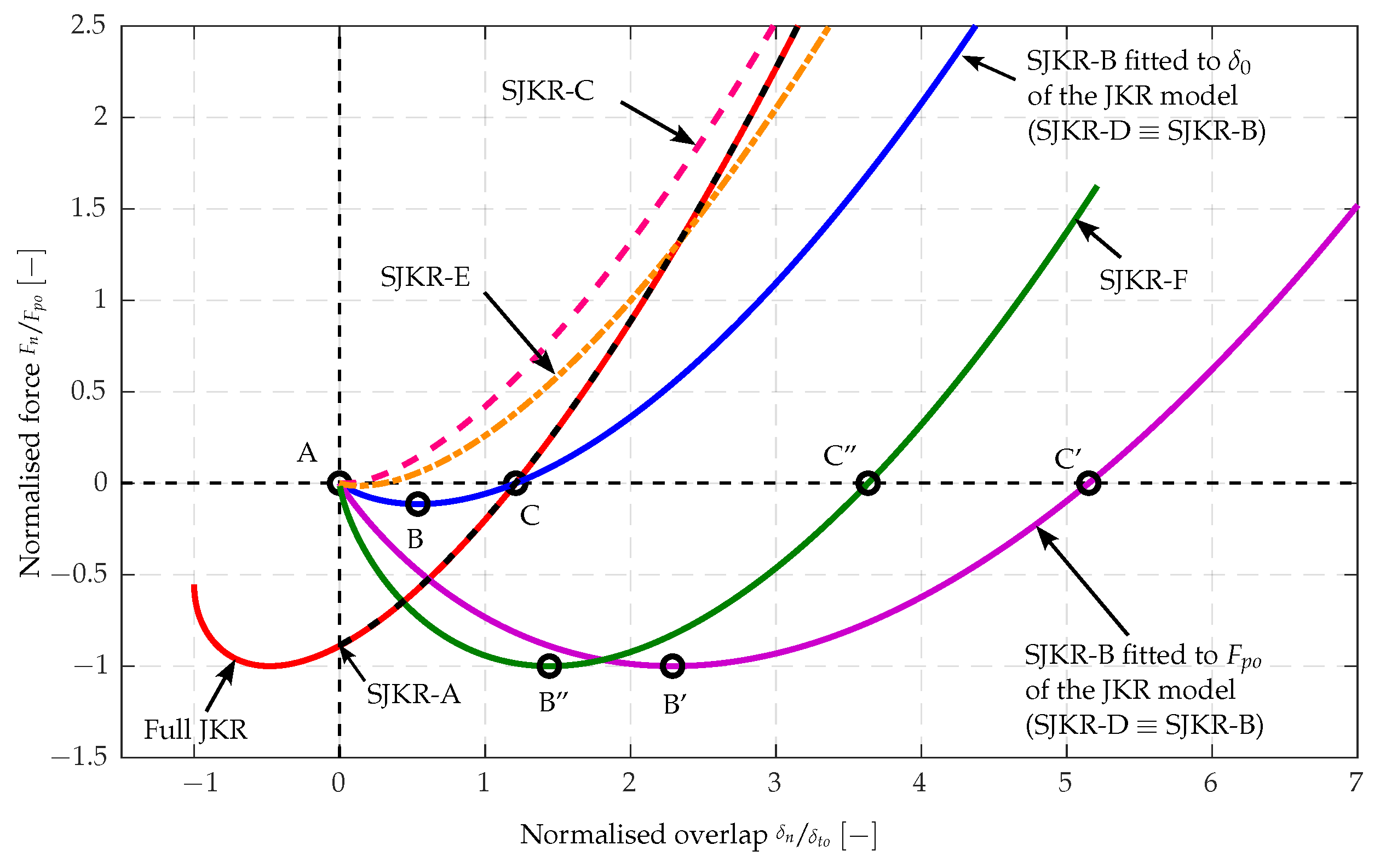
3.5. Simplified JKR Models (SJKR)
3.5.1. The SJKR-A Model
3.5.2. The SJKR-B Model
3.5.3. The SJKR-C Model
3.5.4. The SJKR-D Model
3.5.5. The SJKR-E Model
3.5.6. The SJKR-F Model
3.5.7. SJKR Implementations
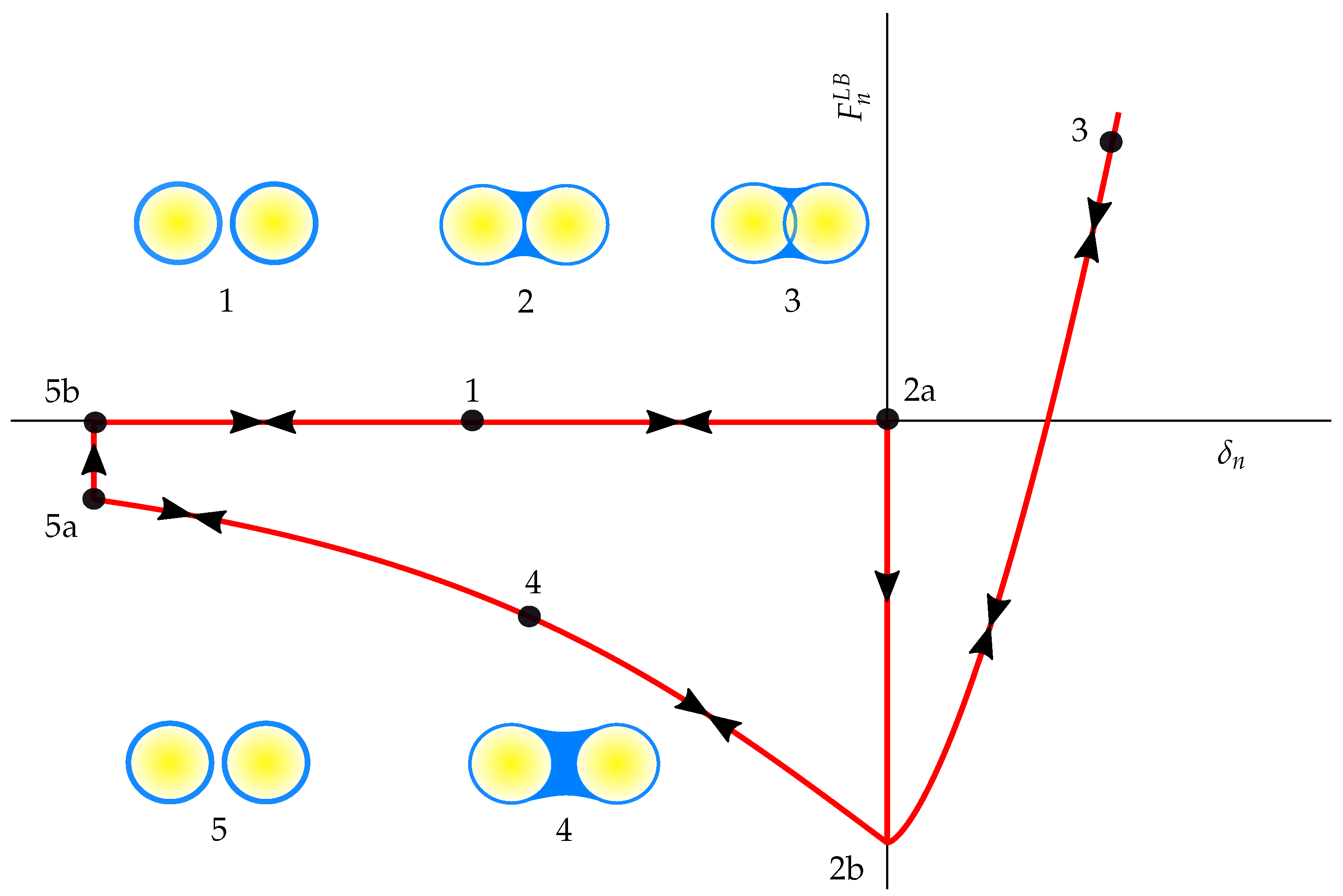
3.6. Liquid-Bridge Contact Model
3.6.1. Rupture Distance
3.6.2. Cohesive Capillary Force
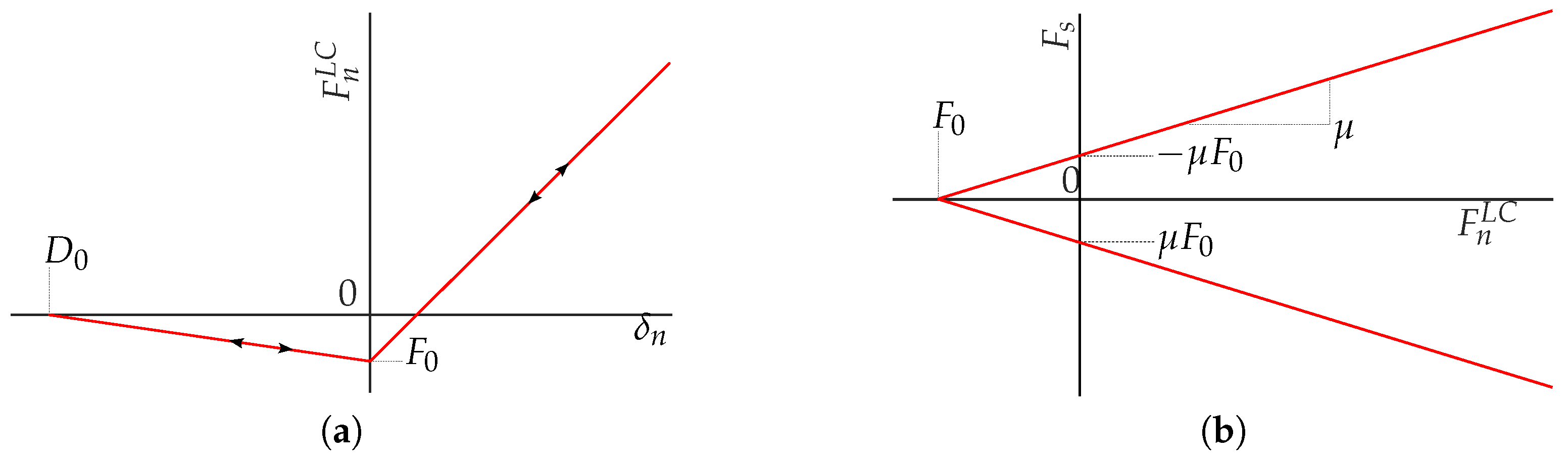
3.7. Gilabert’s Linear Cohesive Model
3.8. Tangential and Damping Contact Models for Cohesive Materials
4. Parameter Calibration of Cohesive Materials
4.1. Methodology 1: Draw Down Tests
4.2. Methodology 2: Lifting Cylinder Tests
4.3. Methodology 3: Free Flow Tests
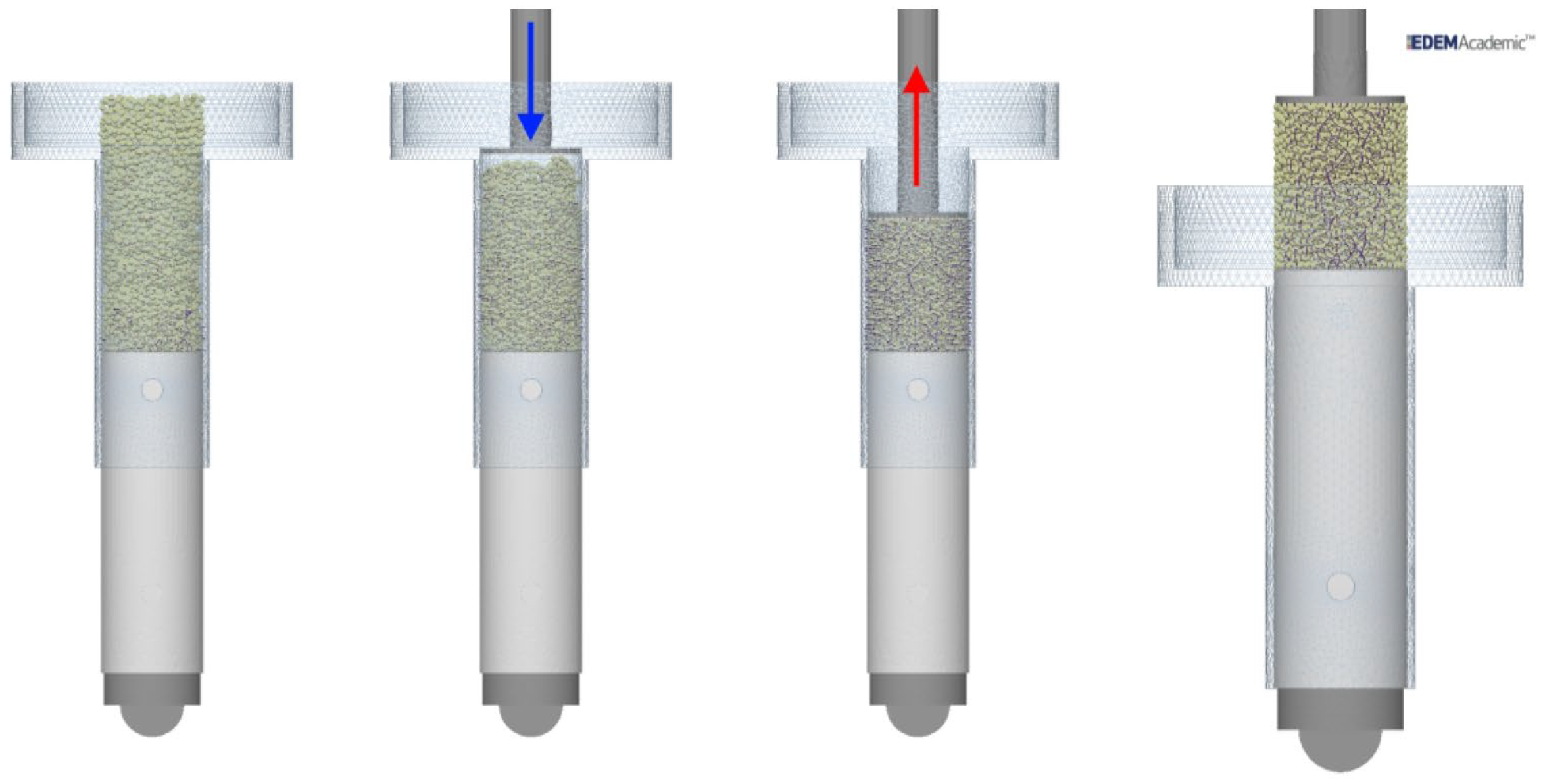
4.4. Methodology 4: Uniaxial Compression Tests
4.5. Methodology 5: Calibration of Highly Consolidated Material
4.6. Methodology 6: Combined Draw Down and Lifting Cylinder Tests
4.7. Methodology 7: Ring Shear, Ledge, Consolidation and Penetration Tests
4.8. Methodology 8: Calibrating Highly Polydispersed Material
4.9. Methodology 9: Calibrating Non-Cohesive and Cohesive Parameters Independently
4.10. Methodology 10: Calibrating Non-Cohesive and Cohesive Parameters Independently
5. Summary
6. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Acronyms and Abbreviations | |
| AOR | Angle of Repose |
| DEM | Discrete Element Method/Model |
| EEPA | Edinburgh Elasto-Plastic Adhesion Model |
| JKR | Johnson, Kendall & Roberts |
| Part. | Particle |
| PSD | Particle Size Distribution |
| Sat. | Saturation |
| SJKR | Simplified Johnson, Kendall & Roberts |
| Roman Symbols | |
| Cohesive contact area [m] | |
| a | Radius of the circular contact area [m] |
| Radius of the contact area at zero external force [m] | |
| Contact radius at the JKR’s maximum tensile force [m] | |
| Contact radius at the JKR’s rupture tensile force [m] | |
| Initial hopper opening width—§ 4.5 [m] | |
| Finial hopper opening width—§ 4.5 [m] | |
| Cohesion energy density [] | |
| Liquid-bridge rupture distance [m] | |
| d | Distance between particle centres [m] |
| E | Young’s/Elastic modulus [Pa] |
| Young’s/Elastic modulus of the contacting bodies [Pa] | |
| Effective Young’s/Elastic modulus [Pa] | |
| Normal (rupture) force at zero displacement/overlap [N] | |
| Maximum tensile hysteretic force [N] | |
| Normal contact force component [N] | |
| Adhesive component of the normal force [N] | |
| EEPA contact force [N] | |
| Hertzian elastic component of the normal force [N] | |
| JKR adhesive contact force [N] | |
| Luding’s model contact force [N] | |
| Liquid-bridge contact force [N] | |
| Linear cohesive contact force [N] | |
| Generalised SJKR normal force formulation [N] | |
| Maximum tensile force from molecular attraction [N] | |
| Shear contact force [N] | |
| Trial shear contact force [N] | |
| Shear force at time-step start [N] | |
| Updated shear force [N] | |
| JKR tensile force at rupture [N] | |
| g | Gravitational acceleration [] |
| h | Separation distance [m] |
| Swing-arm pile height—§ 4.9 [m] | |
| Effective normal elastic initial loading stiffness [] | |
| Effective normal elastic unloading/reloading stiffness [] | |
| Maximum allowable unloading/reloading stiffness [] | |
| Effective adhesive normal elastic unloading stiffness [] | |
| Adhesion stiffness factor [-] | |
| Effective normal elastic stiffness [] | |
| Rolling resistance contact stiffness [N m] | |
| Effective shear contact stiffness [] | |
| Rolling resistance moment [N m] | |
| Trial rolling resistance moment [N m] | |
| Roman Symbols | |
| Rolling resistance moment at time-step start [N m] | |
| Updated rolling resistance moment [N m] | |
| m | Loading/unloading/reloading exponent [-] |
| Masses adhering to the plates—§ 4.3 [kg] | |
| R | Spherical radius [m] |
| Radii of the contacting bodies [m] | |
| Harmonic mean radius [m] | |
| Minimum radius of the contacting pieces [m] | |
| Particle radius [m] | |
| Effective radius of curvature [m] | |
| Radius of curvature of the air-liquid interface [m] | |
| Radius of the cross-sectional area of the liquid-bridge [m] | |
| S | Liquid saturation [-] |
| Incremental time-step [s] | |
| Liquid volume [m] | |
| Liquid-bridge volume [m] | |
| Void volume [m] | |
| Greek Symbols | |
| Hopper angle—§ 4.5 [] | |
| Upper shear angle—§ 4.3 [] | |
| Half-filling angle [] | |
| Lower shear angle—§ 4.3 [] | |
| Surface tension [] | |
| Intrinsic surface energies of the contacting bodies [] | |
| Interface energy [] | |
| Effective surface tension [] | |
| Work of adhesion/adhesion (surface) energy density [] | |
| Shear displacement/overlap increment [m] | |
| Relative bend-rotation increment [rad] | |
| Displacement/Overlap [m] | |
| Separation distance [m] | |
| Particle-particle immersion depth [m] | |
| Particle-wall immersion depth [m] | |
| Maximum adhesive hysteretic displacement/overlap [m] | |
| Plastic overlap limit [m] | |
| Displacement at maximum tensile hysteretic force [m] | |
| Normal displacement/overlap [m] | |
| Normal deformation rate [] | |
| Liquid-bridge minimum separation distance [m] | |
| Adhesive hysteretic plastic displacement/overlap [m] | |
| JKR’s negative displacement/overlap at rupture [m] | |
| Effective normal damping constant [] | |
| Contact/Wetting angle [] | |
| Collection tray angles (AOR)—§ 4.3 [] | |
| Swing-arm slump tester AOR—§ 4.9 [] | |
| Flat-bottomed hopper residual angle—§ 4.9 [] | |
| Contact plasticity ratio [-] | |
| Coulomb-type friction coefficient [-] | |
| Rolling friction coefficient [-] | |
| Poisson’s ratios of the contacting bodies [-] | |
| Draw down angle of repose—§ 4.1 [] | |
| Liquid volume fraction [-] | |
| Solid volume fraction [-] | |
| Draw down shear angle—§ 4.1 [] | |
| Dimensionless plasticity depth [-] | |
| EEPA adhesive branch deformation exponent [-] | |
| Centroid angle—§ 4.10 [] | |
| Mean centroid angle—§ 4.10 [] | |
References
- Coetzee, C.J.; Basson, A.H.; Vermeer, P.A. Discrete and Continuum Modelling of Excavator Bucket Filling. J. Terramech. 2007, 44, 177–186. [Google Scholar] [CrossRef]
- Coetzee, C.J.; Els, D.N.J. Calibration of Discrete Element Parameters and the Modelling of Silo Discharge and Bucket Filling. Comput. Electron. Agric. 2009, 65, 198–212. [Google Scholar] [CrossRef]
- Coetzee, C.J.; Els, D.N.J. Calibration of Granular Material Parameters for DEM Modelling and Numerical Verification by Blade–Granular Material Interaction. J. Terramech. 2009, 46, 15–26. [Google Scholar] [CrossRef]
- Coetzee, C.J.; Els, D.N.J.; Dymond, G.F. Discrete Element Parameter Calibration and the Modelling of Dragline Bucket Filling. J. Terramech. 2010, 47, 33–44. [Google Scholar] [CrossRef]
- Coetzee, C.J.; Lombard, S.G. Discrete Element Method Modelling of a Centrifugal Fertiliser Spreader. Biosyst. Eng. 2011, 109, 308–325. [Google Scholar] [CrossRef]
- Coetzee, C.J. Calibration of the Discrete Element Method and the Effect of Particle Shape. Powder Technol. 2016, 297, 50–70. [Google Scholar] [CrossRef]
- Coetzee, C.J. Particle Upscaling: Calibration and Validation of the Discrete Element Method. Powder Technol. 2019, 344, 487–503. [Google Scholar] [CrossRef]
- Coetzee, C.J. Calibration of the Discrete Element Method: Strategies for Spherical and Non-Spherical Particles. Powder Technol. 2020, 364, 851–878. [Google Scholar] [CrossRef]
- Katterfeld, A.; Roessler, T.; Chen, W. Calibration of the DEM Parameters of Cohesive Bulk Materials for the Optimisation of Transfer Chutes. In Proceedings of the 9th International Conference on Conveying and Handling of Particulate Solids, London, UK, 10–14 September 2018. [Google Scholar]
- Katterfeld, A.; Roessler, T. Standard Calibration Approach for DEM Parameters of Cohesionless Bulk Materials. In Proceedings of the 13th International Conference on Bulk Materials Storage, Handling and Transportation, Gold Coast, Australia, 9–11 July 2019. [Google Scholar]
- Katterfeld, A.; Roessler, T. Standard Procedure for the Calibration of DEM Parameters of Cohesionless Bulk Materials. In Proceedings of the 8th International Conference on Discrete Element Methods (DEM8), Enschede, The Netherlands, 21–26 July 2019. [Google Scholar]
- Roessler, T.; Katterfeld, A. Scaling of the Angle of Repose Test and its Influence on the Calibration of DEM Parameters using Upscaled Particles. Powder Technol. 2018, 330, 58–66. [Google Scholar] [CrossRef]
- Roessler, T.; Richter, C.; Katterfeld, A.; Will, F. Development of a Standard Calibration Procedure for the DEM Parameters of Cohesionless Bulk Materials—Part I: Solving the Problem of Ambiguous Parameter Combinations. Powder Technol. 2019, 343, 803–812. [Google Scholar] [CrossRef]
- Coetzee, C.J. Review: Calibration of the Discrete Element Method. Powder Technol. 2017, 310, 104–142. [Google Scholar] [CrossRef]
- Richter, C.; Rößler, T.; Kunze, G.; Katterfeld, A.; Will, F. Development of a Standard Calibration Procedure for the DEM Parameters of Cohesionless Bulk Materials – Part II: Efficient Optimization-Based Calibration. Powder Technol. 2020, 360, 967–976. [Google Scholar] [CrossRef]
- Visser, J. An Invited Review: Van der Waals and Other Cohesive Forces Affecting Powder Fluidization. Powder Technol. 1989, 58, 1–10. [Google Scholar] [CrossRef]
- Seville, J.P.K.; Willett, C.D.; Knight, P.C. Interparticle Forces in Fluidisation: A Review. Powder Technol. 2000, 113, 261–268. [Google Scholar] [CrossRef]
- Duran, J. Sands, Powders, and Grains; Springer: New York, NY, USA, 2000. [Google Scholar]
- Iveson, S.M.; Lister, J.D.; Hapgood, K.; Ennis, B.J. Nucleation, Growth and Breakage Phenomena in Agitated Wet Granulation Processes: A Review. Powder Technol. 2001, 117, 3–39. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, M.; Wang, C.h.; Matsusaka, S.; Yao, J. Electrostatics of Granules and Granular Flows: A Review. Adv. Powder Technol. 2023, 34, 103895. [Google Scholar] [CrossRef]
- Petean, P.G.C.; Aguiar, M.L. Determining the Adhesion Force between Particles and Rough Surfaces. Powder Technol. 2015, 274, 67–76. [Google Scholar] [CrossRef]
- Leite, F.L.; Bueno, C.C.; Da Róz, A.L.; Ziemath, E.C.; Oliveira, O.N. Theoretical Models for Surface Forces and Adhesion and Their Measurement Using Atomic Force Microscopy. Int. J. Mol. Sci. 2012, 13, 12773–12856. [Google Scholar] [CrossRef]
- Hibbeler, R.C. Engineering Mechanics: Statics; Prentice Hall: Upper Saddle River, NJ, USA, 2010. [Google Scholar]
- Mitarai, N.; Nori, F. Wet Granular Materials. Adv. Phys. 2006, 55, 1–45. [Google Scholar] [CrossRef] [Green Version]
- Newitt, D.M.; Conway-Jones, J.M. A Contribution to the Theory and Practice of Granulation. Trans. Inst. Chem. Eng. 1958, 36, 422–442. [Google Scholar]
- Lu, N.; Likos, W.J. Unsaturated Soil Mechanics; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Scholtès, L.; Chareyre, B.; Nicot, F.; Darve, F. Discrete Modelling of Capillary Mechanisms in Multi-Phase Granular Media. Comput. Model. Eng. Sci. 2009, 1, 1–22. [Google Scholar]
- Badetti, M.; Fall, A.; Chevoir, F.; Roux, J. Shear Strength of Wet Granular Materials: Macroscopic Cohesion and Effective Stress. Eur. Phys. J. E Soft Matter Biol. Phys. 2018, 41, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Herminghaus, S. Dynamics of Wet Granular Matter. Adv. Phys. 2005, 54, 221–261. [Google Scholar] [CrossRef]
- Kruggel-Emden, H.; Simsek, E.; Rickelt, S.; Wirtz, S.; Scherer, V. Review and Extension of Normal Force Models for the Discrete Element Method. Powder Technol. 2007, 171, 157–173. [Google Scholar] [CrossRef]
- Kruggel-Emden, H.; Wirtz, S.; Scherer, V. A Study on Tangential Force Laws Applicable to the Discrete Element Method (DEM) for Materials with Viscoelastic or Plastic Behavior. Chem. Eng. Sci. 2008, 63, 1523–1541. [Google Scholar] [CrossRef]
- Nase, S.T.; Vargas, W.L.; Abatan, A.A.; McCarthy, J.J. Discrete Characterization Tools for Cohesive Granular Material. Powder Technol. 2001, 116, 214–223. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D.L. A Discrete Numerical Model for Granular Assemblies. Géotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Ai, J.; Chen, J.F.; Rotter, J.M.; Ooi, J.Y. Assessment of Rolling Resistance Models in Discrete Element Simulations. Powder Technol. 2011, 206, 269–282. [Google Scholar] [CrossRef]
- Wensrich, C.M.; Katterfeld, A. Rolling Friction as a Technique for Modelling Particle Shape in DEM. Powder Technol. 2012, 217, 409–417. [Google Scholar] [CrossRef]
- PFC. (Version 6.00.14). [Computer Software]. ITASCA Consulting Group, Inc.: Minneapolis, Minnesota, 2019. Available online: https://www.itascacg.com (accessed on 19 November 2022).
- Thornton, C. Interparticle Sliding in the Presence of Adhesion. J. Phys. D Appl. Phys. 1991, 24, 1942–1946. [Google Scholar] [CrossRef]
- Thornton, C.; Yin, K.K. Impact of Elastic Spheres with and without Adhesion. Powder Technol. 1991, 65, 153–166. [Google Scholar] [CrossRef]
- Johnson, K.L.; Kendall, K.; Roberts, A.D. Surface Energy and the Contact of Elastic Solids. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1971, 324, 301–313. [Google Scholar]
- Marshall, J.S. Discrete-Element Modeling of Particulate Aerosol Flows. J. Comput. Phys. 2009, 228, 1541–1561. [Google Scholar] [CrossRef]
- Marshall, J.S.; Shuiqing, Q.L. Adhesive Particle Flow: A Discrete-Element Approach; Cambridge University Press: New York, NY, USA, 2014. [Google Scholar]
- Hærvig, H.; Kleinhans, U.; Wieland, C.; Spliethoff, H.; Jensen, A.L.; Sørensen, K.; Condra, T.J. On the Adhesive JKR Contact and Rolling Models for Reduced Particle Stiffness Discrete Element Simulations. Powder Technol. 2017, 319, 472–482. [Google Scholar] [CrossRef] [Green Version]
- Luding, S. Cohesive, Frictional Powders: Contact Models for Tension. Granul. Matter 2008, 10, 235–246. [Google Scholar] [CrossRef] [Green Version]
- Luding, S. Collisions & Contacts between Two Particles. In Proceedings of the Physics of Dry Granular Media—NATO ASI Series E: Applied Sciences; Herrmann, H.J., Hovi, J.P., Luding, S., Eds.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1998; pp. 285–304, 350. [Google Scholar]
- Luding, S. Molecular Dynamics Simulations of Granular Materials. In Proceedings of the Physics of Granular Media; Hinrichsen, H., Wolf, D., Eds.; Wiley-VCH: Weinheim, Germany, 2004; pp. 299–324. [Google Scholar]
- Luding, S. About Contact Force-Laws for Cohesive Frictional Materials in 2D and 3D. In Proceedings of the Behavior of Granular Media—Schriftenreihe Mechanische Verfahrenstechnik; Walzel, P., Linz, S., Krülle, C., Grochowski, R., Eds.; Shaker Verlag: Aachen, Germany, 2006; pp. 9, 137–147. [Google Scholar]
- Walton, O.R.; Braun, R.L. Viscosity, Granular-Temperature, and Stress Calculations for Shearing Assemblies of Inelastic, Frictional Disks. J. Rheol. 1986, 30, 949–980. [Google Scholar] [CrossRef]
- Coetzee, C.J. Luding’s Elasto-Plastic-Adhesion Contact Model—Implementation in PFC. [Online]. 2020. Available online: https://www.researchgate.net/publication/346966620_Luding’s_Elasto-Plastic-Adhesion_Contact_-_Implementation_on_PFC (accessed on 19 November 2022).
- Morrissey, J.P. Discrete Element Modelling of Iron Ore Pellets to Include the Effects of Moisture and Fines. Ph.D. Thesis, University of Edinburgh, Edinburgh, UK, 2013. [Google Scholar]
- EDEM. (Version 2019). [Computer Software]. DEM Solutions Ltd.: Edinburgh, Scotland. Available online: https://www.altair.com (accessed on 19 November 2022).
- Thakur, S.C.; Morrissey, J.P.; Sun, J.; Chen, J.F.; Ooi, J.Y. Micromechanical Analysis of Cohesive Granular Materials using the Discrete Element Method with an Adhesive Elasto-Plastic Contact Model. Granul. Matter 2014, 16, 383–400. [Google Scholar] [CrossRef]
- Jones, R. From Single Particle AFM Studies of Adhesion and Friction to Bulk Flow: Forging the Links. Granul. Matter 2003, 4, 191–204. [Google Scholar] [CrossRef]
- Carr, M.J.; Chen, K.; Williams, K.; Katterfeld, A. Comparative Investigation on Modelling Wet and Sticky Material Behaviours with a Simplified JKR Cohesion Model and Liquid Bridging Cohesion Model in DEM. In Proceedings of the 12th International Conference on Bulk Materials Storage, Handling and Transportation, Northern Territory, Australia, 11–14 July 2016. [Google Scholar]
- Xia, R.; Li, B.; Wang, X.; Li, T.; Yang, Z. Measurement and Calibration of the Discrete Element Parameters of Wet Bulk Coal. Measurement 2019, 142, 84–95. [Google Scholar] [CrossRef]
- Chokshi, A.; Tielens, A.G.G.M.; Hollenbach, D. Dust Coagulation. Astrophys. J. 1993, 407, 806–819. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: New York, NY, USA, 1985. [Google Scholar]
- Parteli, E.J.R.; Schmidt, J.; Blümel, C.; Wirth, K.E.; Peukert, W.; Pöschel, T. Attractive Particle Interaction Forces and Packing Density of Fine Glass Powders. Sci. Rep. 2014, 4, 1–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deng, X.; Scicolone, J.V.; Davé, R.J. Discrete Element Method Simulation of Cohesive Particles Mixing Under Magnetically Assisted Impaction. Powder Technol. 2013, 243, 96–109. [Google Scholar] [CrossRef]
- Matuttis, H.G.; Schinner, A. Particle Simulation of Cohesive Granular Materials. Int. J. Mod. Phys. C 2001, 12, 1011–1021. [Google Scholar] [CrossRef]
- Del Cid, L.I. A Discrete Element Methodology for the Analysis of Cohesive Granular Bulk Solid Materials. Ph.D. Thesis, Colorado School of Mines, Golden, CO, USA, 2015. [Google Scholar]
- Coetzee, C.J. A Johnson-Kendall-Roberts (JKR) Contact Model—Implementation in PFC. [Online]. 2020. Available online: https://www.researchgate.net/publication/346879277_A_Johnson-Kendall-Roberts_JKR_Contact_Model_-_Implementation_in_PFC (accessed on 19 November 2022).
- Coetzee, C.J. Simplified Johnson-Kendall-Roberts (SJKR) Contact Model—Implementation in PFC. [Online]. Available online: https://www.researchgate.net/publication/346879528 (accessed on 16 November 2020).
- LIGGGHTS. (Version 3.8.0). [Computer Software]. CFDEMresearch, GmbH.: Linz, Austria. Available online: https://www.cfdem.com (accessed on 19 November 2022).
- Grima, A.P. Quantifying and Modelling Mechanisms of Flow in Cohesionless and Cohesive Granular Materials. Ph.D. Thesis, University of Wollongong, Wollongong, Australia, 2011. [Google Scholar]
- Grima, A.P.; Wypych, P.W. Development and Validation of Calibration Methods for Discrete Element Modelling. Granul. Matter 2011, 13, 127–132. [Google Scholar] [CrossRef] [Green Version]
- Umer, M.; Siraj, M.S. DEM Studies of Polydisperse Wet Granular Flows. Powder Technol. 2018, 328, 309–317. [Google Scholar] [CrossRef]
- Hashibon, A.; Schubert, R.; Breinlinger, T.; Kraft, T. A DEM contact model for history-dependent powder flows. Comput. Part. Mech. 2016, 3, 437–448. [Google Scholar] [CrossRef]
- Elmsahli, H.S.M. Numerical Analysis of Powder Flow Using Computational Fluid Dynamics Coupled with Discrete Element Modelling. Ph.D. Thesis, University of Leicester, Leicester, UK, 2018. [Google Scholar]
- Elmsahli, H.S.; Sinka, I.C. A Discrete Element Study of the Effect of Particle Shape on Packing Density of Fine and Cohesive Powders. Comput. Part. Mech. 2020, 8, 183–200. [Google Scholar] [CrossRef]
- Weigert, T.; Ripperger, S. Calculation of the Liquid Bridge Volume and Bulk Saturation from the Half-Filling Angle. Part. Part. Syst. Charact. 1999, 16, 238–242. [Google Scholar] [CrossRef]
- Willett, C.D.; Adams, M.J.; Johnson, S.A.; Seville, J.P.K. Capillary Bridges between Two Spherical Bodies. Langmuir 2000, 16, 9396–9405. [Google Scholar] [CrossRef]
- Rabinovich, Y.I.; Esayanur, M.S.; Moudgil, B.M. Capillary Forces between Two Spheres with a Fixed Volume Liquid Bridge: Theory and Experiment. Langmuir 2005, 21, 10992–10997. [Google Scholar] [CrossRef]
- Lambert, P.; Chau, A.; Delchambre, A.; Régnier, S. Comparison between Two Capillary Forces Models. Langmuir 2008, 24, 3157–3163. [Google Scholar] [CrossRef] [PubMed]
- Gladkyy, A.; Schwarze, R. Comparison of Different Capillary Bridge Models for Application in the Discrete Element Method. Granul. Matter 2014, 16, 911–920. [Google Scholar] [CrossRef] [Green Version]
- Lian, G.; Thornton, C.; Adams, M.J. A Theoretical Study of the Liquid Bridge Forces between Two Rigid Spherical Bodies. J. Colloid Interface Sci. 1993, 161, 138–147. [Google Scholar] [CrossRef]
- Coetzee, C.J. A Liquid-Bridge Contact Model with Liquid Transfer—Implementation in PFC. [Online]. Available online: https://www.researchgate.net/publication/346015332 (accessed on 16 November 2022).
- Duriez, J.; Wan, R. Contact Angle Mechanical Influence in Wet Granular Soils. Acta Geotech. 2017, 12, 67–83. [Google Scholar] [CrossRef] [Green Version]
- Soulié, F.; Cherblanc, F.; El Youssoufi, M.; Saix, C. Influence of Liquid Bridges on the Mechanical Behaviour of Polydisperse Granular Materials. Int. J. Numer. Anal. Methods Geomech. 2006, 30, 213–228. [Google Scholar] [CrossRef]
- Richefeu, V.; El Youssoufi, M.S.; Radjaï, F. Shear Strength Properties of Wet Granular Materials. Phys. Rev. E 2006, 73, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Israelachvili, J.N. Intermolecular and Surface Forces; Academic Press: Burlington, MA, USA, 2011. [Google Scholar]
- Lian, G.; Seville, J. The Capillary Bridge between Two Spheres: New Closed-Form Equations in a Two Century Old Problem. Adv. Colloid Interface Sci. 2016, 227, 53–62. [Google Scholar] [CrossRef]
- Gilabert, F.A.; Roux, J.N.; Castellanos, A. Computer Simulation of Model Cohesive Powders: Influence of Assembling Procedure and Contact Laws on Low Consolidation States. PHysical Rev. E 2007, 75, 011303. [Google Scholar] [CrossRef] [Green Version]
- Coetzee, C.J. Edinburgh-Elasto-Plastic-Adhesion (EEPA) Contact Model—Implementation in PFC. [Online]. Available online: https://www.researchgate.net/publication/346966617_Edinburgh-Elasto-Plastic-Adhesion_EEPA_Contact_Model_-_Implementation_in_PFC (accessed on 16 November 2020).
- Magalhães, M.F.; Chieregati, A.C.; Ilic, D.; de Carvalho, R.M.; Lemos, M.G.; Delboni, H. Use of Discrete Element Modelling to Evaluate the Parameters of the Sampling Theory in the Feed Grade Sampler of a Sulphide Gold Plant. Minerals 2021, 11, 978. [Google Scholar] [CrossRef]
- Zhou, L.; Yu, J.; Liang, L.; Wang, Y.; Yu, Y.; Yan, D.; Sun, K.; Liang, P. Dem Parameter Calibration of Maize Seeds and the Effect of Rolling Friction. Processes 2021, 9, 914. [Google Scholar] [CrossRef]
- Ajmal, M.; Roessler, T.; Richter, C.; Katterfeld, A. Calibration of Cohesive DEM Parameters Under Rapid Flow Conditions and Low Consolidation Stresses. Powder Technol. 2020, 374, 22–32. [Google Scholar] [CrossRef]
- Carvalho, L.C.; dos Santos, E.G.; Mesquita, A.; Mesquita, A.L.M. Analysis of Capillary Cohesion Models for Granular Flow Simulation 730—Application for Iron Ore Handling. In Proceedings of the 15th Brazilian Congress of Thermal Sciences and Engineering, Belém do Pará, Brazil, 10–13 November 2014. [Google Scholar]
- Carr, M.J. Identification, Characterisation and Modelling of Dynamic Adhesion for Optimised Transfer System Design. Ph.D. Thesis, University of Newcastle, Newcastle, UK, 2019. [Google Scholar]
- Derakhshani, S.M.; Schott, D.L.; Lodewijks, G. Micro–Macro Properties of Quartz Sand: Experimental Investigation and DEM Simulation. Powder Technol. 2015, 269, 127–138. [Google Scholar] [CrossRef]
- Flores-Johnson, E.A.; Wang, S.; Maggi, A.; El Zein, A.; Gan, Y.; Nguyen, G.D.; Shen, L. Discrete Element Simulation of Dynamic Behaviour of Partially Saturated Sand. Int. J. Mech. Mater. Des. 2016, 12, 495–507. [Google Scholar] [CrossRef]
- Roessler, T.; Katterfeld, A. DEM Parameter Calibration of Cohesive Bulk Materials using a Simple Angle of Repose Test. Particuology 2019, 45, 105–115. [Google Scholar] [CrossRef]
- Doan, T.; Indraratna, B.; Nguyen, T.T.; Rujikiatkamjorn, C. Interactive Role of Rolling Friction and Cohesion on the Angle of Repose through a Microscale Assessment. Int. J. Geomech. 2023, 23, 04022250. [Google Scholar] [CrossRef]
- Li, J.; Xie, S.; Liu, F.; Guo, Y.; Liu, C.; Shang, Z.; Zhao, X. Calibration and Testing of Discrete Element Simulation Parameters for Sandy Soils in Potato Growing Areas. Appl. Sci. 2022, 12, 10125. [Google Scholar] [CrossRef]
- Yu, W.; Liu, R.; Yang, W. Parameter Calibration of Pig Manure with Discrete Element Method Based on JKR Contact Model. AgriEngineering 2020, 2, 367–377. [Google Scholar] [CrossRef]
- Nasr-Eddine, B.; Mohamed, S.; Abdelmajid, A.; Elfahim, B. DEM Models Calibration and Application to Simulate the Phosphate Ore Clogging. Adv. Sci. Technol. Eng. Syst. J. 2022, 7, 79–90. [Google Scholar] [CrossRef]
- Roessler, T.; Katterfeld, A. Scalability of Angle of Repose Tests for the Calibration of DEM Parameters. In Proceedings of the 12th International Conference on Bulk Materials Storage, Handling and Transportation, Northern Territory, Australia, 11–14 July 2016. [Google Scholar]
- Dong, K.J.; Zou, R.P.; Chu, K.W.; Yang, R.Y.; Yu, A.B.; Hu, D.S. Effect of Cohesive Force on the Formation of a Sandpile. In Proceedings of the Powders and Grains 2013, Sydney, Australia, 8–12 July 2013; American Institute of Physics: College Park, MD, USA, 2013; pp. 646–649. [Google Scholar]
- Alizadeh, M.; Asachi, M.; Ghadiri, M.; Bayly, A.; Hassanpour, A. A Methodology for Calibration of DEM Input Parameters in Simulation of Segregation of Powder Mixtures, a Special Focus on Adhesion. Powder Technol. 2018, 339, 789–800. [Google Scholar] [CrossRef] [Green Version]
- Kassem, B.E.; Salloum, N.; Brinz, T.; Heider, Y.; Markert, B. A Multivariate Regression Parametric Study on DEM Input Parameters of Free-Flowing and Cohesive Powders with Experimental Data-Based Validation. Comput. Part. Mech. 2020, 8, 87–111. [Google Scholar] [CrossRef] [Green Version]
- Liang, R.; Chen, X.; Jiang, P.; Zhang, B.; Meng, H.; Peng, X.; Kan, Z. Calibration of the Simulation Parameters of the Particulate Materials in Film Mixed Materials. Int. J. Agric. Biol. Eng. 2020, 13, 29–36. [Google Scholar] [CrossRef]
- Xie, C.; Yang, J.; Wang, B.; Zhuo, P.; Li, C.; Wang, L. Parameter Calibration for the Discrete Element Simulation Model of Commercial Organic Fertilizer. Int. Agrophys. 2021, 35, 101–117. [Google Scholar] [CrossRef]
- Mudarisov, S.; Farkhutdinov, I.; Khamaletdinov, R.; Khasanov, E.; Mukhametdinov, A. Evaluation of the Significance of the Contact Model Particle Parameters in the Modelling of Wet Soils by the Discrete Element Method. Soil Tillage Res. 2022, 215, 105228. [Google Scholar] [CrossRef]
- Zhou, J.; Zhang, L.; Hu, C.; Li, Z.; Tang, J.; Mao, K.; Wang, X. Calibration of Wet Sand and Gravel Particles Based on JKR Contact Model. Powder Technol. 2022, 397, 117005. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Q.; Huang, Y.; Ji, J. An Efficient Method for Determining DEM Parameters of a Loose Cohesive Soil Modelled using Hysteretic Spring and Linear Cohesion Contact Models. Biosyst. Eng. 2022, 215, 283–294. [Google Scholar] [CrossRef]
- Chen, W.; Donohue, T.; Williams, K.; Katterfeld, A.; Roessler, T. Modelling Cohesion and Adhesion of Wet Sticky Iron Ores in Discrete Element Modelling for Material Handling Processes. In Proceedings of the Iron Ore Conference, Perth, Australia, 13–15 July 2019. [Google Scholar]
- e Silva, B.B.; da Cunha, E.R.; de Carvalho, R.M.; Tavares, L.M. Modeling and Simulation of Green Iron Ore Pellet Classification in a Single Deck Roller Screen using the Discrete Element Method. Powder Technol. 2018, 332, 359–370. [Google Scholar] [CrossRef]
- Quist, J.; Evertsson, M. Framework for DEM Model Calibration and Validation. In Proceedings of the 14th European Symposium on Comminution and Classification, Gothenburg, Sweden, 7–10 September 2015; pp. 103–108. [Google Scholar]
- Coetzee, C.J.; Nel, R.G. Calibration of Discrete Element Properties and the Modelling of Packed Rock Beds. Powder Technol. 2014, 264, 332–342. [Google Scholar] [CrossRef]
- Bahrami, M.; Naderi-Boldaji, M.; Ghanbarian, D.; Ucgul, M.; Keller, T. DEM Simulation of Plate Sinkage in Soil: Calibration and Experimental Validation. Soil Tillage Res. 2020, 203, 104700. [Google Scholar] [CrossRef]
- Thakur, S.C.; Morrissey, J.P.; Sun, J.; Chen, J.F.; Ooi, J.Y. A DEM Study of Cohesive Particulate Solids: Plasticity and Stress-History Dependency. In Proceedings of the 11th Particulate Systems Analysis Conference: PSA 2011, Edinburgh, UK, 5–7 September 2011. [Google Scholar]
- Thakur, S.C. Mesoscopic Discrete Element Modelling of Cohesive Powders for Bulk Handling Applications. Ph.D. Thesis, University of Edinburgh, Edinburgh, UK, 2014. [Google Scholar]
- Thakur, S.C.; Ooi, J.Y.; Ahmadian, H. Scaling of Discrete Element Model Parameters for Cohesionless and Cohesive Solid. Powder Technol. 2016, 293, 130–137. [Google Scholar] [CrossRef] [Green Version]
- Donohue, T.J.; Wensrich, C.M.; Reid, S. On the Use of the Uniaxial Shear Test for DEM Calibration. In Proceedings of the 7th International Conference on Discrete Element Methods, Dalian, China, 1–4 August 2016; Li, X., Feng, Y., Mustoe, G., Eds.; Springer: Singapore, 2016; pp. 733–740. [Google Scholar]
- Wu, Z.; Wang, X.; Liu, D.; Xie, F.; Ashwehmbom, L.G.; Zhang, Z.; Tang, Q. Calibration of Discrete Element Parameters and Experimental Verification for Modelling Subsurface Soils. Biosyst. Eng. 2021, 212, 215–227. [Google Scholar] [CrossRef]
- Mohajeri, M.J.; Do, H.Q.; Schott, D.L. DEM Calibration of Cohesive Material in the Ring Shear Test by Applying a Genetic Algorithm Framework. Adv. Powder Technol. 2020, 31, 1838–1850. [Google Scholar] [CrossRef]
- Mohajeri, M.J.; van Rhee, C.; Schott, D.L. Replicating Cohesive and Stress-History-Dependent Behavior of Bulk Solids: Feasibility and Definiteness in DEM Calibration Procedure. Adv. Powder Technol. 2021, 32, 1532–1548. [Google Scholar] [CrossRef]
- Lommen, S.; Mohajeri, M.J.; Lodewijks, G.; Schott, D. DEM Particle Upscaling for Large-Scale Bulk Handling Equipment and Material Interaction. Powder Technol. 2019, 352, 273–282. [Google Scholar] [CrossRef]
- Mohajeri, M.J.; van Rhee, C.; Schott, D.J. Penetration Resistance of Cohesive Iron Ore: A DEM Study. In Proceedings of the 9th International Conference on Conveying and Handling of Particulate Solids, London, UK, 10–14 September 2018. [Google Scholar]
- Mohajeri, M.J.; de Kluijver, W.; Helmons, R.L.; van Rhee, C.; Schott, D.L. A Validated Co-Simulation of Grab and Moist Iron Ore Cargo: Replicating the Cohesive and Stress-History Dependent Behaviour of Bulk Solids. Adv. Powder Technol. 2021, 32, 1157–1169. [Google Scholar] [CrossRef]
- Mohajeri, M.J.; van den Bergh, A.J.; Jovanova, J.; Schott, D.L. Systematic Design Optimization of Grabs Considering Bulk Cargo Variability. Adv. Powder Technol. 2021, 32, 1723–1734. [Google Scholar] [CrossRef]
- Aikins, A.K.; Ucgul, M.; Barr, J.B.; Jensen, T.A.; Antille, D.L.; Desbiolles, J.M.A. Determination of Discrete Element Model Parameters for a Cohesive Soil and Validation Through Narrow Point Opener Performance Analysis. Soil Tillage Res. 2021, 213, 105123. [Google Scholar] [CrossRef]
- Nalawade, R.D.; Singh, K.P.; Roul, A.K.; Patel, A. Parametric Study and Calibration of Hysteretic Spring and Linear Cohesion Contact Models for Cohesive Soils Using Definitive Screening Design. Comput. Part. Mech. 2022, 1–22. [Google Scholar] [CrossRef]
- Janda, A.; Ooi, J.Y. DEM Modeling of Cone Penetration and Unconfined Compression in Cohesive Solids. Powder Technol. 2016, 293, 60–68. [Google Scholar] [CrossRef]
- Baran, O.; DeGennaro, A.; Ramé, E.; Wilkinson, A. DEM Simulation of a Schulze Ring Shear Tester. In Proceedings of the AIP Conference Proceedings, 1145, 406, 2009. [Online]. Available online: https://aip.scitation.org/doi/abs/10.1063/1.3179948 (accessed on 19 November 2022).
- Badetti, M.; Fall, A.; Roux, J.N. Rheology of Wet Granular Materials in Shear Flow: Experiments and Discrete Simulations. In E3S Web of Conferences; EDP Sciences: Les Ulis, France, 2016; Volume 9. [Google Scholar]
- Do, H.Q.; Mohajeri, M.J.; Schott, D.L. Discrete Element Modeling of Cohesive Material in a Ring Shear Tester by Applying Genetic Algorithms. In Proceedings of the 9th International Conference on Conveying and Handling of Particulate Solids, London, UK, 10–14 September 2018. [Google Scholar]
- Pachón-morales, J.; Do, H.; Colin, J.; Puel, F.; Perré, P.; Schott, D. DEM Modelling for Flow of Cohesive Lignocellulosic Biomass Powders : Model Calibration using Bulk Tests. Adv. Powder Technol. 2019, 30, 732–750. [Google Scholar] [CrossRef]
- Grima, A.; Roberts, J.; Hastie, D.; Cole, S. Influence of Particle Shape in Discrete Element Simulations of Industrial Transfer Chutes. In Proceedings of the 13th International Conference on Bulk Materials Storage, Handling and Transportation, Gold Coast, Australia, 9–11 July 2019. [Google Scholar]
- Grima, A.; Wypych, P.; Curry, D.; LaRoche, R. Predicting Bulk Flow and Behaviour for Design and Operation of Handling and Processing Plants. In Proceedings of the 11th International Conference on Bulk Materials Storage, Handling and Transportation, Wollongong, Australia, 2–4 July 2013. [Google Scholar]
- Scheffler, O.C.; Coetzee, C.J. DEM Calibration for Simulating Bulk Cohesive Materials. Comput. Geotech. 2022; Under Review. [Google Scholar]
- Coetzee, C.J.; Scheffler, O.C. Comparing Particle Shape Representations and Contact Models for DEM Simulation of Bulk Cohesive Behaviour. Comput. Geotech. 2022; Under Review. [Google Scholar]
- Hoshishima, C.; Ohsaki, S.; Nakamura, H.; Watano, S. Parameter Calibration of Discrete Element Method Modelling for Cohesive and Non-Spherical Particles of Powder. Powder Technol. 2021, 386, 199–208. [Google Scholar] [CrossRef]
- Faqih, A.; Chaudhuri, B.; Alexander, A.W.; Davies, C.; Muzzio, F.J.; Silvina Tomassone, M. An Experimental/Computational Approach for Examining Unconfined Cohesive Powder Flow. Int. J. Pharm. 2006, 324, 116–127. [Google Scholar] [CrossRef] [PubMed]
- Thakur, S.C.; Ooi, J.Y.; Wojtkowski, M.B.; Imole, O.I.; Magnanimo, V.; Ahmadian, H.; Montes, E.C.; Ramaioli, M. Characterisation of Cohesive Powders for Bulk Handling and DEM Modelling. In Proceedings of the 3rd International Conference on Particle-Based Methods: Fundamentals and Applications, (PARTICLES 2013), Stuttgart, Germany, 18–20 September 2013. [Google Scholar]
- Luding, S.; Manetsberger, K.; Müllers, J. A Discrete Model for Long Time Sintering. J. Mech. Phys. Solids 2005, 53, 455–491. [Google Scholar] [CrossRef] [Green Version]
- Ramírez-Aragón, C.; Ordieres-Meré, J.; Alba-Elías, F.; González-Marcos, A. Comparison of Cohesive Models in EDEM and LIGGGHTS for Simulating Powder Compaction. Materials 2018, 11, 2341. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Liquid Content | State | Schematic Diagram | Physical Description |
|---|---|---|---|
| None | Dry |  | Cohesion is negligible. |
| Minimal | Pendular |  | Cohesion acts through liquid-bridges. |
| Transitional | Fenicular |  | Cohesion acts through liquid-bridges and liquid filled pores. |
| Saturated | Capillary |  | All voids are filled with liquid. The surface liquid is drawn into the pores due to capillary action, which gives rise to particle cohesion. |
| Over Saturated | Droplet/Slurry |  | No cohesion occurs as liquid pressure is equal to or greater than that of the air. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coetzee, C.J.; Scheffler, O.C. Review: The Calibration of DEM Parameters for the Bulk Modelling of Cohesive Materials. Processes 2023, 11, 5. https://doi.org/10.3390/pr11010005
Coetzee CJ, Scheffler OC. Review: The Calibration of DEM Parameters for the Bulk Modelling of Cohesive Materials. Processes. 2023; 11(1):5. https://doi.org/10.3390/pr11010005
Chicago/Turabian StyleCoetzee, Corné J., and Otto C. Scheffler. 2023. "Review: The Calibration of DEM Parameters for the Bulk Modelling of Cohesive Materials" Processes 11, no. 1: 5. https://doi.org/10.3390/pr11010005