
Kinetic Studies of Esterification of Rosin and Pentaerythritol

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Esterification Runs
2.3. Analyses Methods
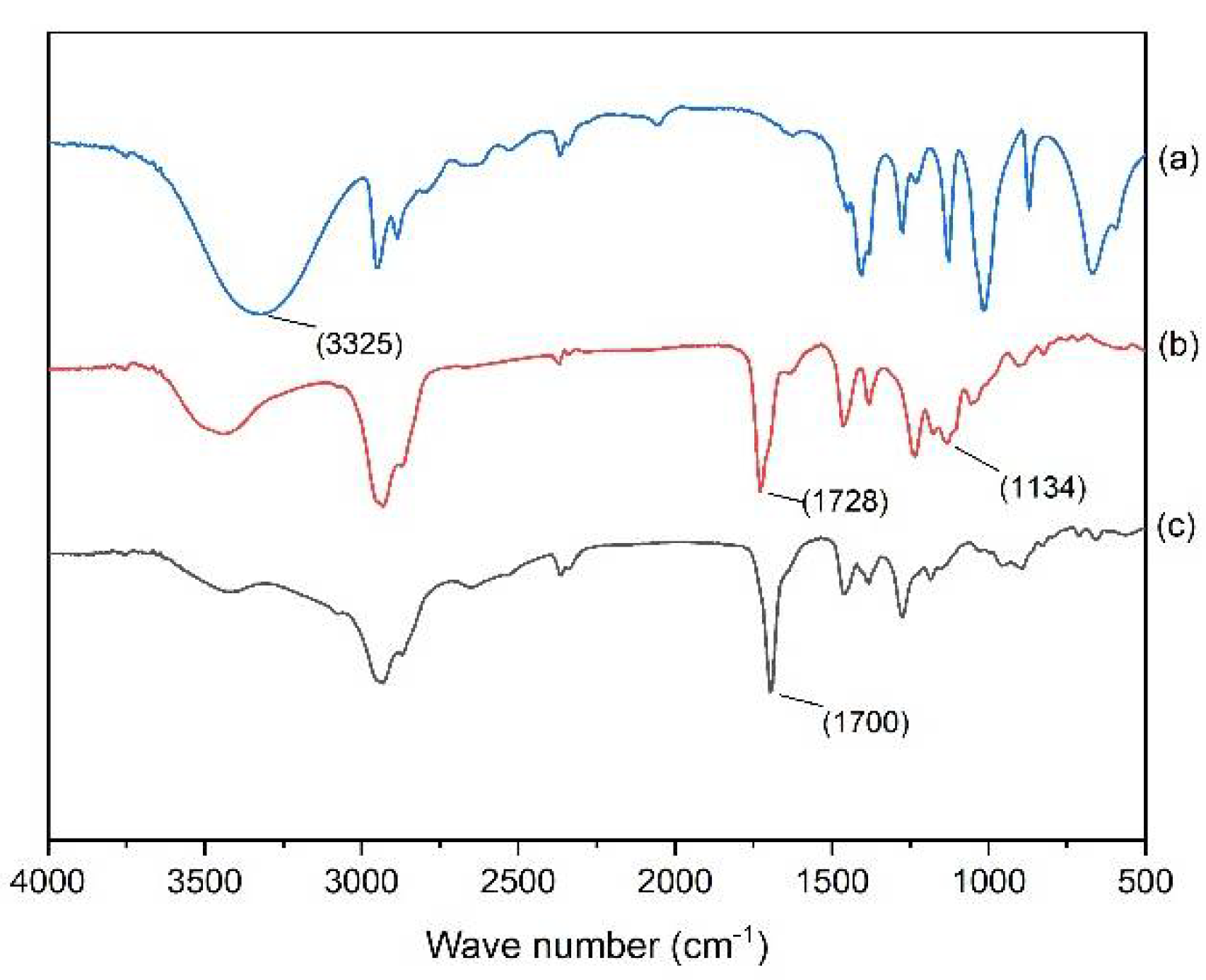
2.4. Characterization Methods
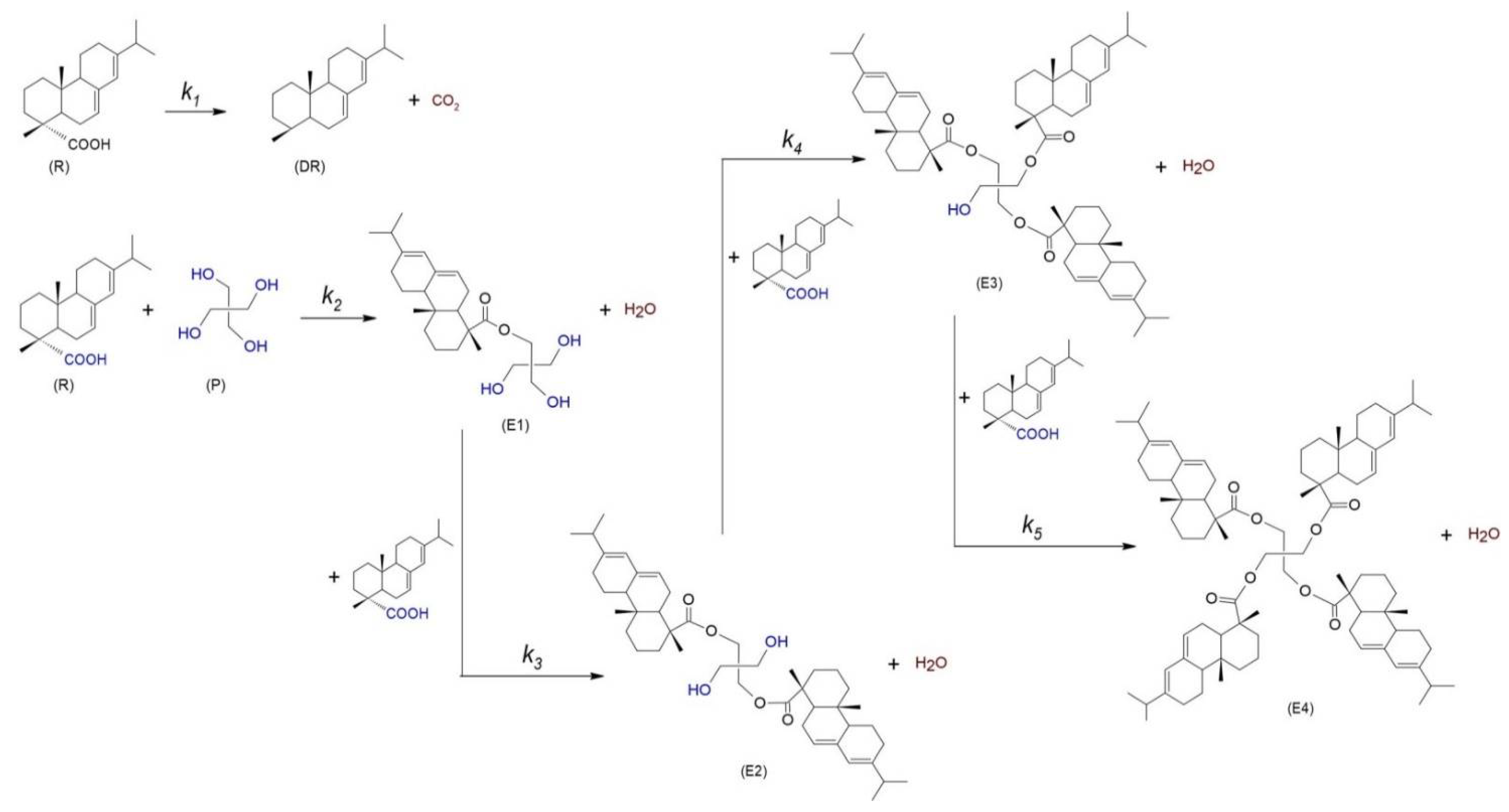
2.5. Kinetic Modelling
3. Results and Discussion
3.1. Characterization of the RPE
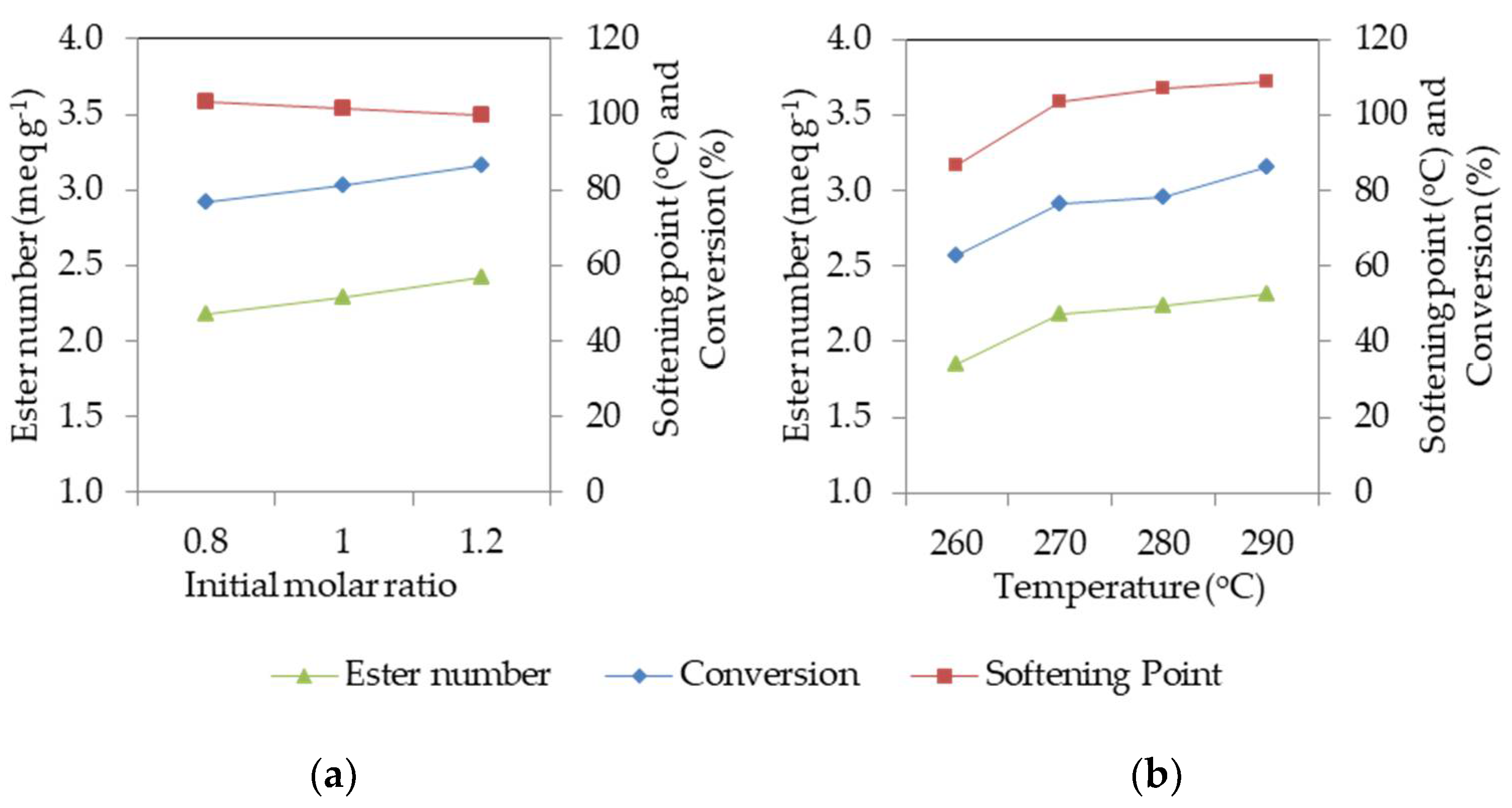
3.2. The Effect of Different Conditions
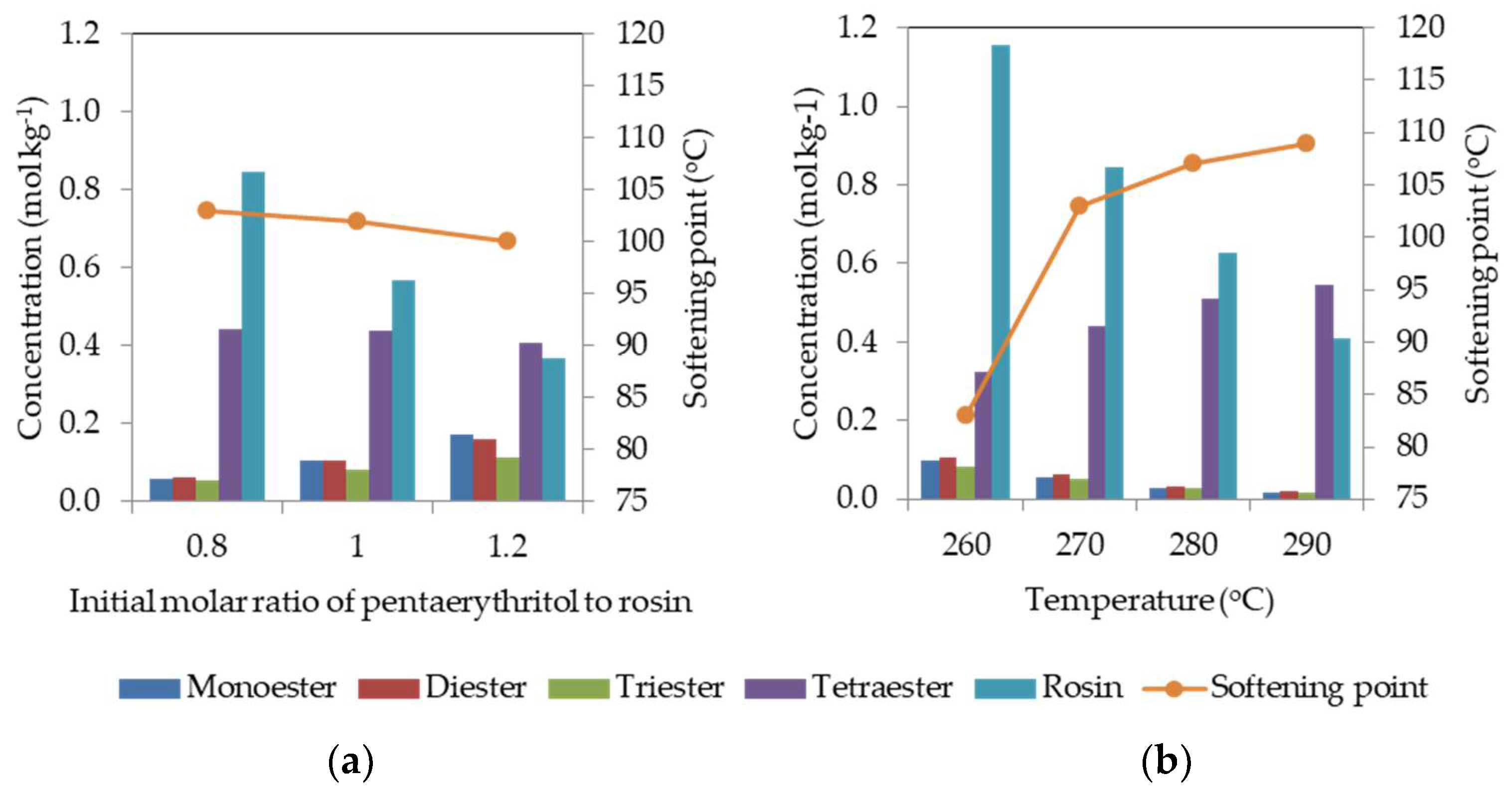
3.2.1. Initial Molar Ratio of Pentaerythritol to Rosin (in the Mole of OH/COOH)
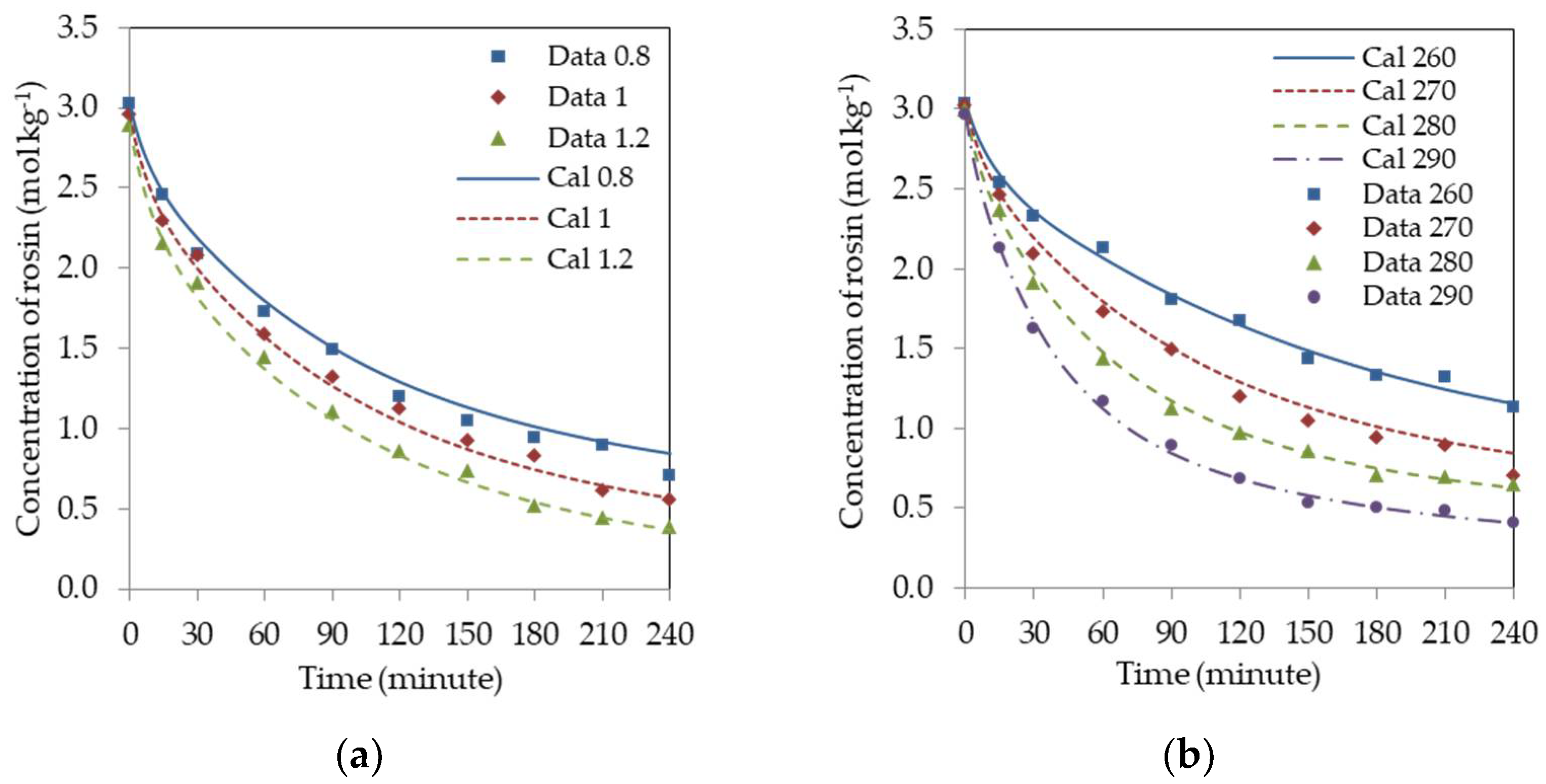
3.2.2. Temperature
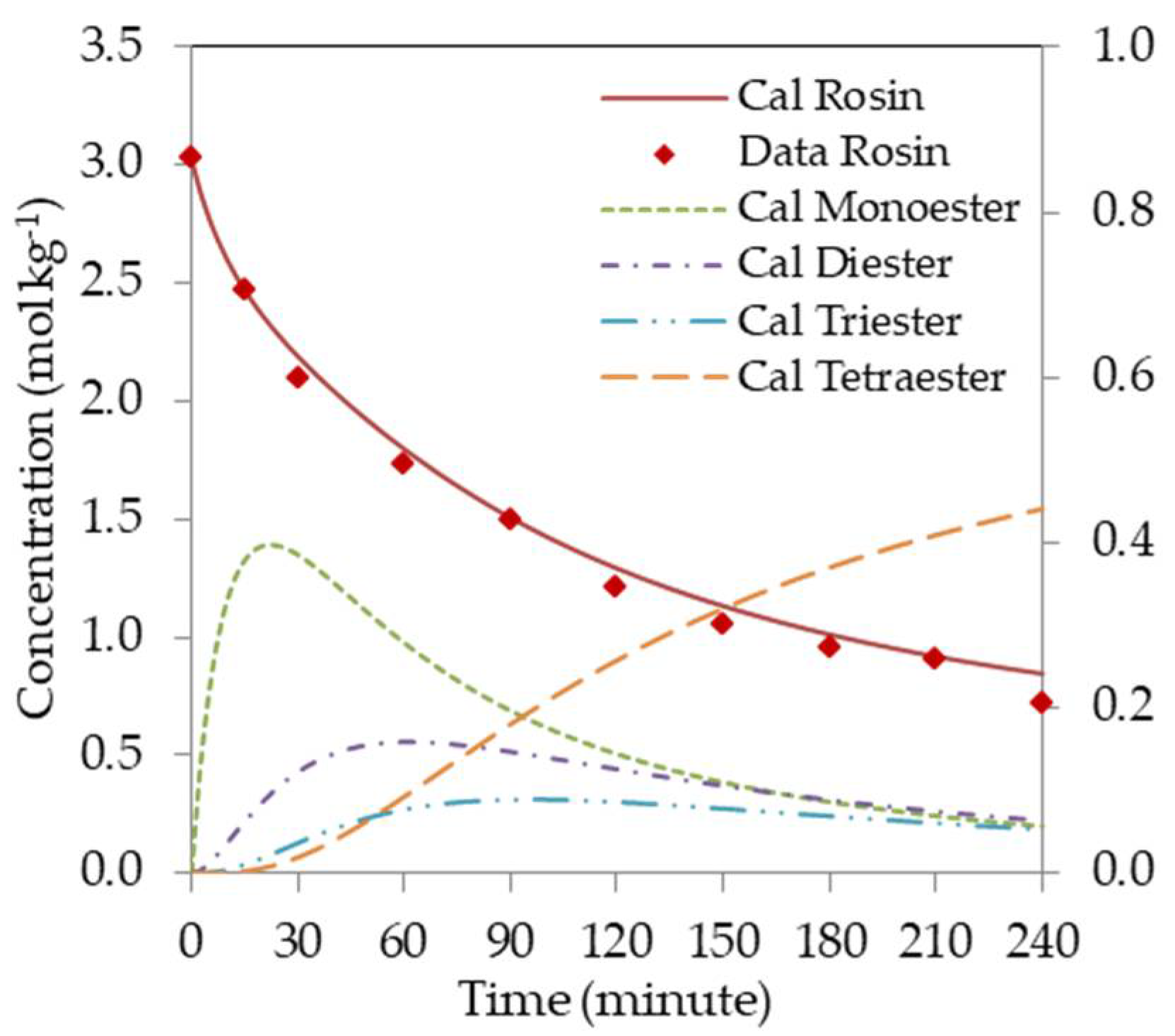
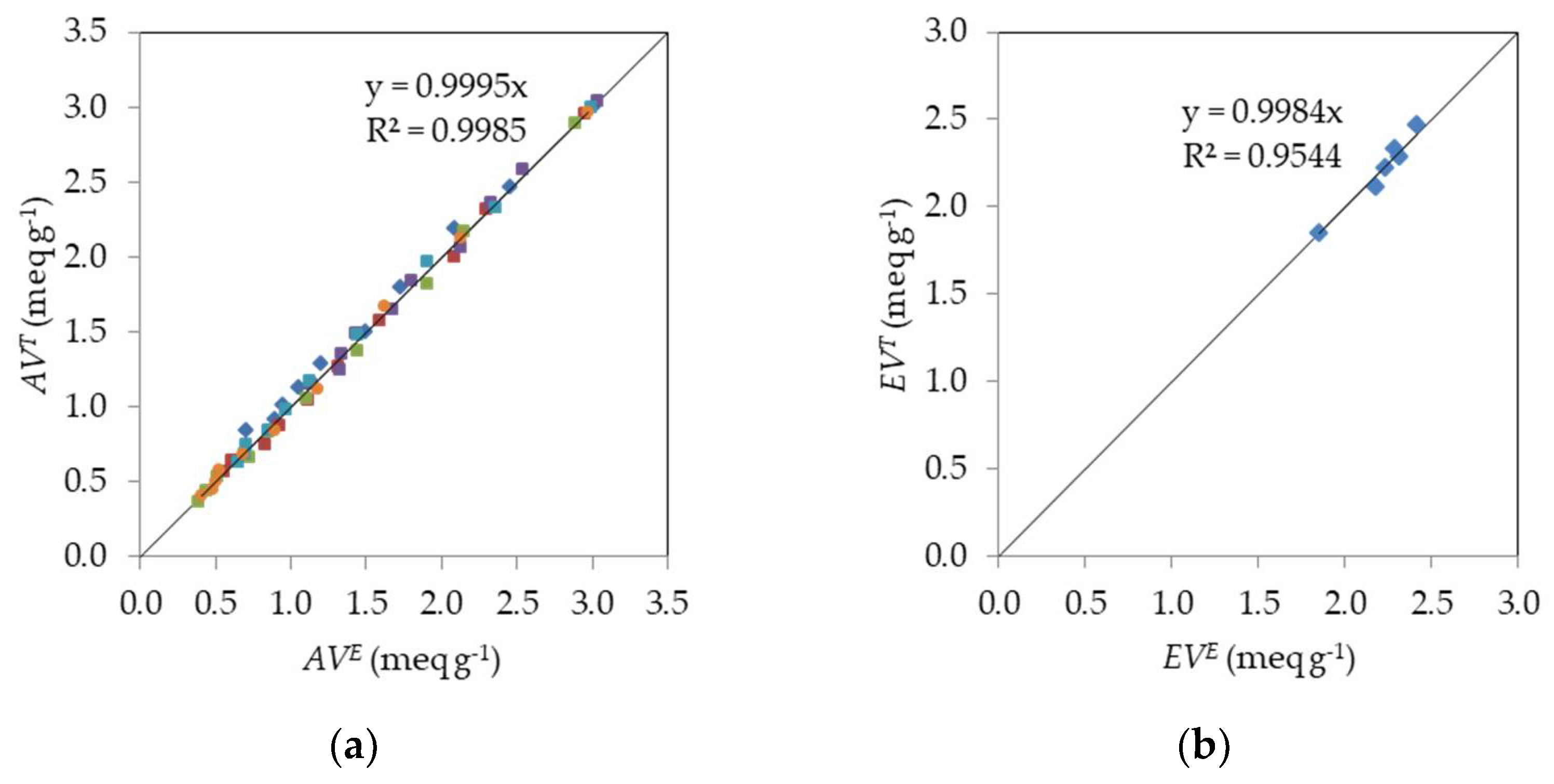
3.3. Evaluations of Kinetic Model
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kugler, S.; Ossowicz, P.; Malarczyk-Matusiak, K.; Wierzbicka, E. Advances in Rosin-Based Chemicals: The Latest Recipes, Applications and Future Trends. Molecules 2019, 24, 1651. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maiti, S.; Ray, S.S.; Kundu, A.K. Rosin: A renewable resource for polymers and polymer chemicals. Prog. Polym. Sci. 1989, 14, 297–338. [Google Scholar] [CrossRef]
- Silvestre, A.J.D.; Gandini, A. Rosin: Major sources, properties and applications. In Monomers, Polymers and Composites from Renewable Resource; Elsevier: Amsterdam, The Netherlands, 2008; pp. 67–88. [Google Scholar]
- Liu, S.; Xie, C.; Yu, S.; Xian, M.; Liu, F. A Brønsted-Lewis acidic ionic liquid: Its synthesis and use as the catalyst in rosin dimerization. Cuihua Xuebao Chin. J. Catal. 2009, 30, 401–406. [Google Scholar] [CrossRef]
- Huang, Y.; Chen, X.; Deng, Y.; Zhou, D.; Wang, L. A novel nickel catalyst derived from layered double hydroxides (LDHs) supported on fluid catalytic cracking catalyst residue (FC3R) for rosin hydrogenation. Chem. Eng. J. 2015, 269, 434–443. [Google Scholar] [CrossRef]
- Wang, L.; Chen, X.; Liang, J.; Chen, Y.; Pu, X.; Tong, Z. Kinetics of the catalytic isomerization and disproportionation of rosin over carbon-supported palladium. Chem. Eng. J. 2009, 152, 242–250. [Google Scholar] [CrossRef]
- Board, N. Modern Technology of Paints, Varnishes & Lacquers, 2nd ed.; Asian Pasific Business Press Inc.: Delhi, India, 2007. [Google Scholar]
- Hind, J.D.; Kanno, T.T.; Miner, C.S. Esters of rosin acids and glycidyl ethers. J. Am. Oil Chem. Soc. 1970, 47, 3–4. [Google Scholar]
- Yu, S.; Zhang, H. Preparation of Rosin Pentaerythritol Ester Over an Fe3O4-Supported ZnO Catalyst. Catal. Lett. 2020, 150, 3359–3367. [Google Scholar] [CrossRef]
- Pathak, Y.V.; Dorle, A.K. Study of rosin and rosin derivatives as coating materials for controlled release of drug. J. Control Release 1987, 5, 63–68. [Google Scholar] [CrossRef]
- Ladero, M.; de Gracia, M.; Trujillo, F.; Garcia-Ochoa, F. Phenomenological kinetic modelling of the esterification of rosin and polyols. Chem. Eng. J. 2012, 197, 387–397. [Google Scholar] [CrossRef]
- Xu, Z.; Lou, W.; Zhao, G.; Zhang, M.; Hao, J.; Wang, X. Pentaerythritol rosin ester as an environmentally friendly multifunctional additive in vegetable oil-based lubricant. Tribol. Int. 2019, 135, 213–218. [Google Scholar] [CrossRef]
- Comyn, J. Surface characterization of pentaerythritol rosin ester. Int. J. Adhes. Adhes. 1995, 15, 9–14. [Google Scholar] [CrossRef]
- Sarma, G.V.S.; Kumar, G.V.S.; Vijay, M.; Ramesh, K.V. Kinetic studies of esterification of butanoic acid with cyclohexanol. Mater. Today Proc. 2021, 46, 737–739. [Google Scholar] [CrossRef]
- Chowdhury, A.; Sarkar, D.; Mitra, D. Esterification of Free Fatty Acids Derived from Waste Cooking Oil with Octanol: Process Optimization and Kinetic Modeling. Chem. Eng. Technol. 2016, 39, 730–740. [Google Scholar] [CrossRef]
- Murad, P.C.; Hamerski, F.; Corazza, M.L.; Luz, L.F.L.; Voll, F.A.P. Acid-catalyzed esterification of free fatty acids with ethanol: An assessment of acid oil pretreatment, kinetic modeling and simulation. React. Kinet. Mech. Catal. 2018, 123, 505–515. [Google Scholar] [CrossRef]
- Rani, K.N.P.; Neeharika, T.S.V.R.; Vardhan, G.H.; Kumar, T.P.; Devi, B.L.A.P. The Kinetics of the Esterification of Free Fatty Acids in Jatropha Oil using Glycerol based Solid Acid Catalyst. Eur. J. Sustain. Dev. Res. 2020, 4, em0116. [Google Scholar] [CrossRef] [Green Version]
- Tarakcı, M.I.S.; Ilgen, O. Esterification of Oleic Acid with Methanol Using Zr(SO4)2 as a Heterogeneous Catalyst. Chem. Eng. Technol. 2018, 41, 845–852. [Google Scholar] [CrossRef]
- Olagbende, O.H.; Falowo, O.A.; Latinwo, L.M.; Betiku, E. Esterification of Khaya senegalensis seed oil with a solid heterogeneous acid catalyst: Modeling, optimization, kinetic and thermodynamic studies. Clean. Eng. Technol. 2021, 4, 100200. [Google Scholar] [CrossRef]
- Kopyshev, M.V.; Khasin, A.V.; Minyukova, T.P.; Khassin, A.A.; Yurieva, T.M. Esterification of pentaerythritol by carboxylic acids. React. Kinet. Mech. Catal. 2016, 117, 417–427. [Google Scholar] [CrossRef]
- Zhang, D.; Zhou, D.; Wei, X.; Liang, J.; Chen, X.; Wang, L. Green catalytic conversion of hydrogenated rosin to glycerol esters using subcritical CO2 in water and the associated kinetics. J. Supercrit. Fluids 2017, 125, 12–21. [Google Scholar] [CrossRef]
- Smith, T.L.; Elliott, J.H. The kinetics of esterification of resin acids. J. Am. Oil Chem. Soc. 1985, 35, 692–699. [Google Scholar] [CrossRef]
- Moreno, J.J.M.; Pol, A.P.; Abad, A.S.; Blasco, B.C. El índice R-MAPE como medida resistente del ajuste en la previsiońn. Psicothema 2013, 25, 500–506. [Google Scholar]
- Duncan, D.P.; Cameron, T.B. Rosin Pentaerythritol Ester Preparation Improvement. U.S. Patent WO 4548746, 22 October 1985. [Google Scholar]
- Li, J. Assessing the accuracy of predictive models for numerical data: Not r nor r2, why not? Then what? PLoS ONE 2017, 12, e0183250. [Google Scholar] [CrossRef] [Green Version]
- Oraegbunam, J.C.; Oladipo, B.; Falowo, O.A.; Betiku, E. Clean sandbox (Hura crepitans) oil methyl esters synthesis: A kinetic and thermodynamic study through pH monitoring approach. Renew. Energy 2020, 160, 526–537. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref | Reaction | A (kg mol−1 min−1) | E (kJ mol−1) | SSE |
|---|---|---|---|---|
| This work | 1st | 5.16 × 1018 * | 233.00 | 0.1553 |
| 2nd | 7.07 × 104 | 65.81 | ||
| 3rd | 1.82 × 108 | 107.97 | ||
| 4th | 4.41 × 109 | 119.88 | ||
| 5th | 5.49 × 1010 | 129.13 | ||
| [11] | 1.44 × 106 ** | 88.867 | ||
| [22] | 4.76 × 108 | 118.46 |
| Kinetic Constant (kg mol−1 min−1) | Temperature (°C) | |||
|---|---|---|---|---|
| 260 | 270 | 280 | 290 | |
| k1 | 0.0001 | 0.0002 | 0.0005 | 0.0013 |
| k2 | 0.0252 | 0.0332 | 0.0432 | 0.0556 |
| k3 | 0.0048 | 0.0075 | 0.0116 | 0.0176 |
| k4 | 0.0079 | 0.0130 | 0.0210 | 0.0334 |
| k5 | 0.0122 | 0.0209 | 0.0351 | 0.0578 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hardhianti, M.P.W.; Rochmadi; Azis, M.M. Kinetic Studies of Esterification of Rosin and Pentaerythritol. Processes 2022, 10, 39. https://doi.org/10.3390/pr10010039
Hardhianti MPW, Rochmadi, Azis MM. Kinetic Studies of Esterification of Rosin and Pentaerythritol. Processes. 2022; 10(1):39. https://doi.org/10.3390/pr10010039
Chicago/Turabian StyleHardhianti, Meiga Putri Wahyu, Rochmadi, and Muhammad Mufti Azis. 2022. "Kinetic Studies of Esterification of Rosin and Pentaerythritol" Processes 10, no. 1: 39. https://doi.org/10.3390/pr10010039