This section is divided into four main sub-sections. In the first part, the crisp weights of the internal factors will be determined. Then, using a fuzzy inference system, the fuzzy weights will be calculated. To continue, a new hybrid fuzzy–TOPSIS heuristic will be developed, which will be designed to minimize product completion time, according to the recognized factors in the previous sections. Then, some case studies will be designed using the orthogonal method (DOE) to solve the proposed method. The outcomes of this section will, then, be evaluated by several indicators and also crisp heuristic TOPSIS.
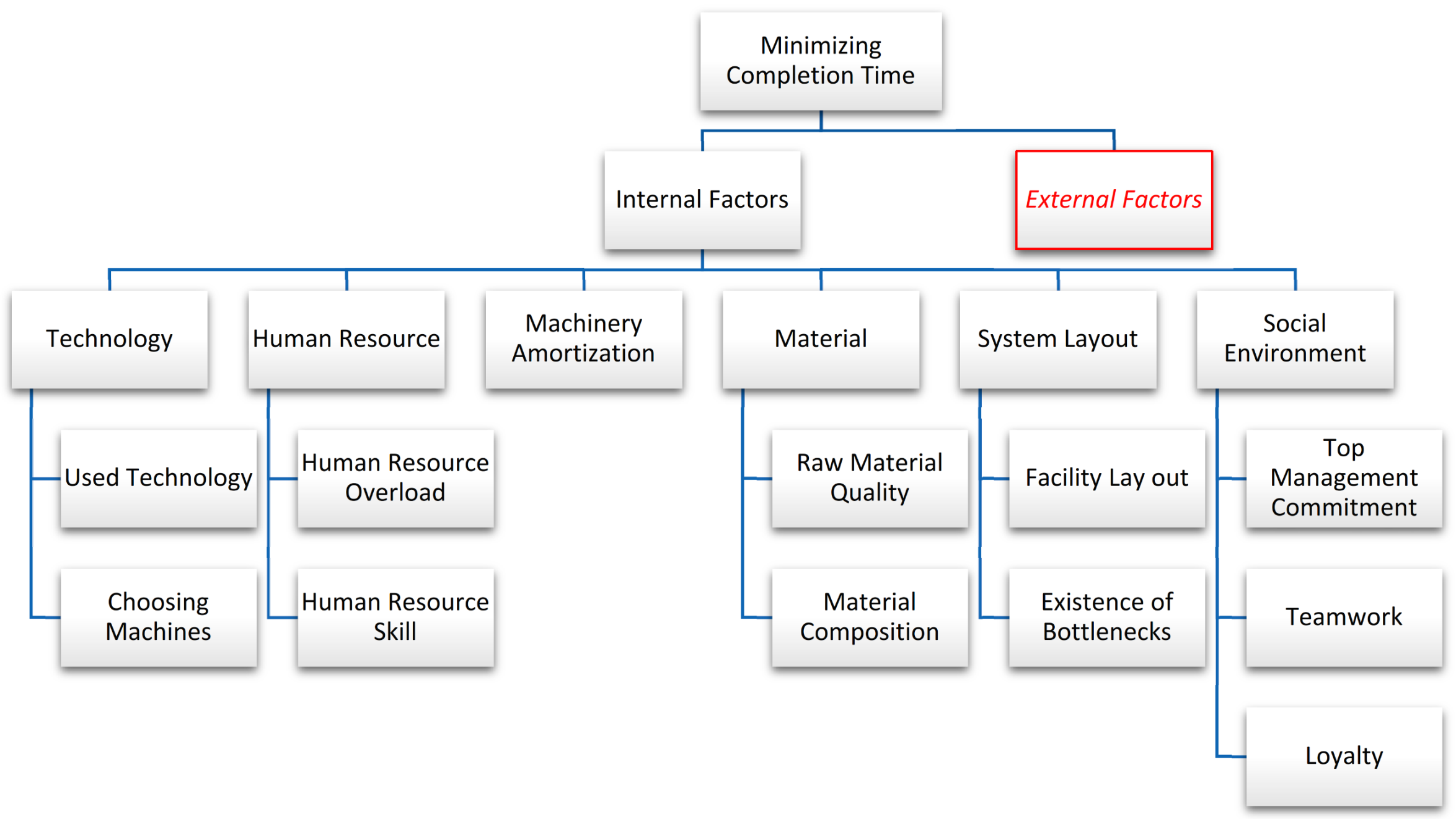
According to the findings from the literature review, the following factors must be taken into account when selecting best alternative using the proposed fuzzy–TOPSIS heuristic:
The vector for the mentioned factors will be defined as [−1 −1 +1 +1 −1]. This vector, considered an input for the proposed algorithm, indicates whether maximizing a factor is desired, or it should be minimized? For example, the value for the 1st factor (machine processing time) is −1, meaning the lower value is desired.
4.1. Fuzzy Inference System
In this section, regression analysis is used to find the impact of each variable on the dependent factor (product completion time). For this purpose, linear regression in SPSS will be used.
The regression equation for each of the variables can be used to determine the weight of each factor in the next section, where a decision-making method will be proposed (
Table 3 and
Table 4).
Then, using the standardized coefficients, the overall regression equation for the factors that can influence the project will be expressed as below:
As shown by Equation (11), not all variables have the same impact on reducing product completion time. For example, “improving the current technology” as question 1 can significantly reduce product completion time. Most of the responders believed that due to the wrong selection of machines in their company (Q2), the completion time increased drastically. Statistical society believed that “human resources scheduling” (Q3) has less impact on reducing the production time. At the same time, “overloaded workers” (Q4) can reduce product completion time slightly. Lack of “skilled workers” (Q5) can increase product completion time significantly. People believed that “appropriate maintenance planning” (Q6) has an undoubtedly significant role in minimizing or maximizing product completion time. Experts also believed that “old machinery” (Q7) is significantly responsible for increasing product completion time. However, most responders thought the “quality of raw materials” (Q8) in their company was good enough and would not reduce product completion time.
Meanwhile, they believed that improving the “material composition” (Q9) could significantly reduce their companies’ product completion time. They also believed that “facility layout” (Q10) is responsible for decreasing product completion time strictly, and the absence of “bottleneck machines” (Q11) can decrease product completion time with the same intensity. As expected, experts believed that the most crucial factor in reducing product completion time is “top management commitment” (Q12). However, “teamwork relations” (Q14) cannot influence the dependent variable that much. However, “loyalty of human resources” (Q14) is a must for minimizing product completion time.
Using the information above, the weights of the variable clusters (machinery, maintenance, human resources, material, teamwork, and layout) can be determined for the method proposed in the next section.
The results of distributing the questionnaire to the 36 experts are gained. Cronbach’s alphas for all questions are above 0.8. The descriptive analysis is, then, performed for the questions. Using the Kolmogorov–Smirnov normal test (at 0.05), all variables are found following the normal distribution function. Then, using the Pearson Test, it is found that there are positive correlations available between variables. To continue, the regression equation is calculated, which will be helpful to determine the weight of the factor’s cluster in the next section. In the next section of
Section 4, a new fuzzy–TOPSIS heuristic method will be proposed to find the best alternative among the available alternatives to minimize product completion time.
One crucial question is whether the investigated factors have the same impact on the dependent variable (product completion time)? If not, which strategy reflects the importance of factors, primarily, according to the reality of the manufacturing firms in the studied society? To answer the above questions, it is evident that the factors do not have the same value in minimizing product completion time. In
Section 4.1, a regression equation is developed, according to the data gathered from the society. The regression equation can reflect the importance of each of the factors (
Q(i)) on the dependent variable (
Y), since the weights in the TOPSIS should be expressed between 0 and 1.
Moreover, it should become smaller in weight. In the regression equation, the coefficients of the variables have different units, so they cannot be used in a weight vector in TOPSIS. Therefore, the following calculations will be carried out to normalize the coefficients of the regression equation:
- 1.
Obtain regression equation:
Find the weight of factors using:
where
i is the counter of questions (factors);
f is counter for the factor groups (
f = 5);
is the factor group (machine, maintenance, material, human resources, layout);
is the weight of the
factor,
is the coefficient of the
variable in the regression, and
is the sum of the coefficients of the variables in the regression equation. Note that the absolute value of coefficients is considered to remove the effect of positive and negative elements (
Table 5).
The weight of factors will be calculated as follows:
Technology (Machine) Group= [C1, C2] = [0.127, 0.471]
Human Resources (Worker, Teamwork) Group= [C3, C4, C5, C12, C13, C14] = [0.002, 0.028, 0.1, 0.582, 0.01, 0.059]
Maintenance Group= [C6, C7] = [0.269, 0.154]
Material Group= [C8, C9] = [0.004, 0.094]
Layout Group= [C1, C2] = [0.174, 0.149]
Therefore, the crisp weight of the group factors will be {0.269, 0.351, 0.190, 0.044, 0.145}.
The weight vector calculated in the previous section can be directly used in the proposed TOPSIS-based heuristic. However, as stated in the next section, due to uncertainty available for each factor, and subsequently to the group factors, an FIS will be applied to minimize the adverse effects of uncertainty in the proposed method. Therefore, the TOPSIS-based heuristic will be developed using FIS and utilized to the fuzzy–TOPSIS heuristic.
As mentioned in
Section 1, uncertainty can influence the quality of solutions or even change a solution. In order to minimize the uncertainty in the decision-making process, a FIS system will be proposed.
The logic of the FIS system is to consider the response for each question along with the confidence level for the response. For this purpose, after asking each question in the questionnaire, the level of confidence about the response was also asked (
Figure 7).
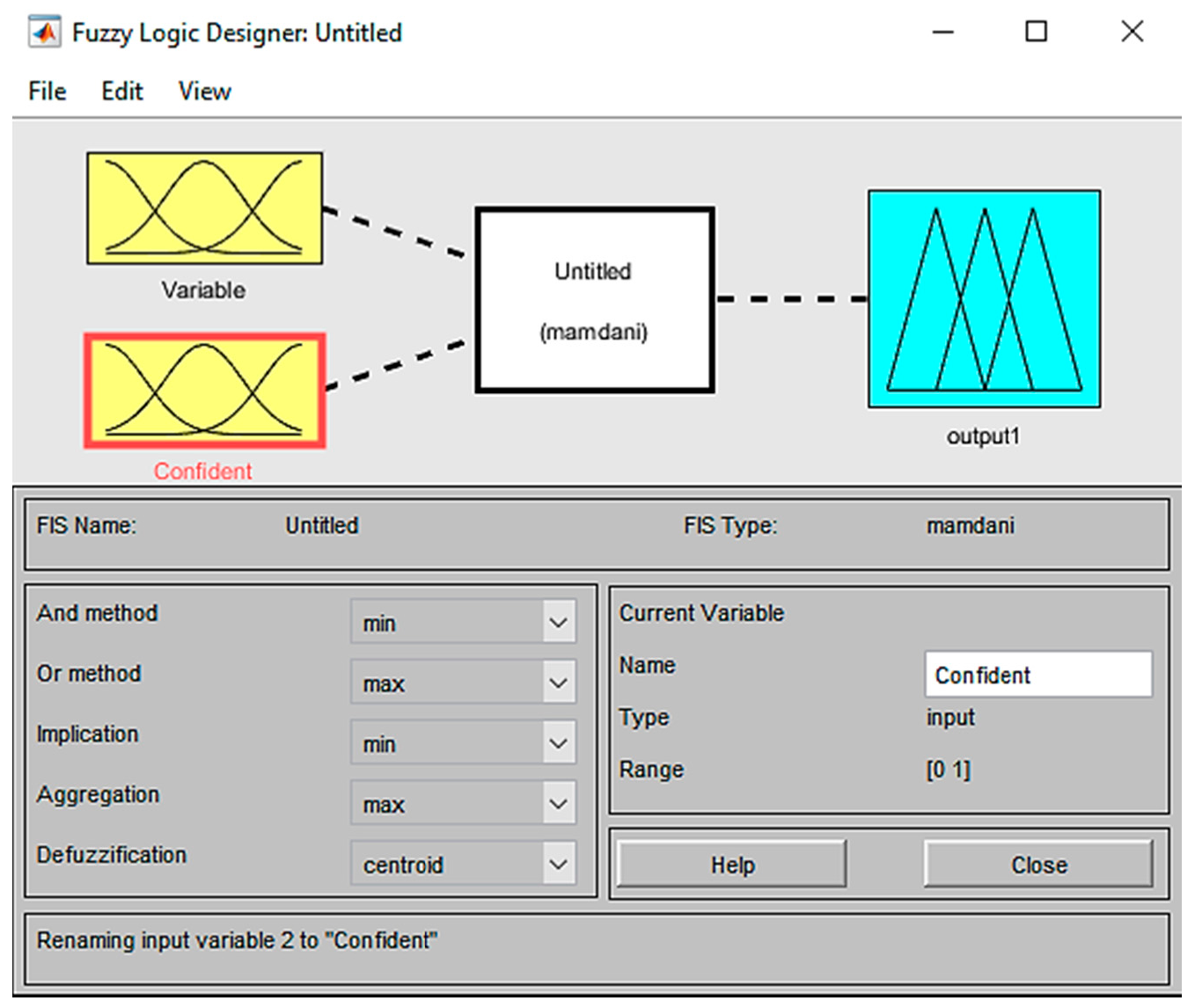
Now, let us give some information about the proposed FIS. The FIS system in this research is based on a multi-input single-output (MISO) design (
Figure 8).
Dependent variable name: Q’1, Q’2, …, Q’14.
Inputs: {Q1, Confidence Level; Q2, Confidence Level, ..., Q14, Confidence Level}.
Linguistic variables:
Fuzzy engine: Mamdani rule. Note that the reason for choosing Mamdani fuzzy engine is that the fuzzy inference engine in MATLAB also uses Mamdani as the default engine in MATLAB, and therefore, it could be trusted.
Fuzzy rules: 25 rules for each input variable (i.e., {
Q1, Confidence Level}) based on Mamdani fuzzy rule (
Figure 9)).
Figure 9.
A typical fuzzy diagram for a variable, according to the linguistic variables and domain of them.
Figure 9.
A typical fuzzy diagram for a variable, according to the linguistic variables and domain of them.
FP is a fuzzy input for variable 1; FP is a fuzzy input for variable 2, and FO is fuzzy output. i, j, and k are input parameters (based on linguistic variables) for the variables.
In this research, based on the domain of the linguistic variables, trapezoidal distribution functions will be used.
A trapezoidal variable has two lower boundaries,
a and upper
d, as distribution parameters. Therefore, the basis of those real numbers will be in the closed distance
a to
d. The trapezoidal distribution has two other parameters. These two parameters called b and c represent the surfaces that indicate the beginning and end of the upper side of the trapezoid:
Accordingly, the trapezoidal distribution functions will be:
Figure 10 shows several trapezoidal graphs that are designed with different parameters. A fuzzy membership function in FIS is similar to
Figure 9.
In the following, a sample for one of the variables used in FIS of the proposed TOPSIS-based heuristic will be explained in detail.
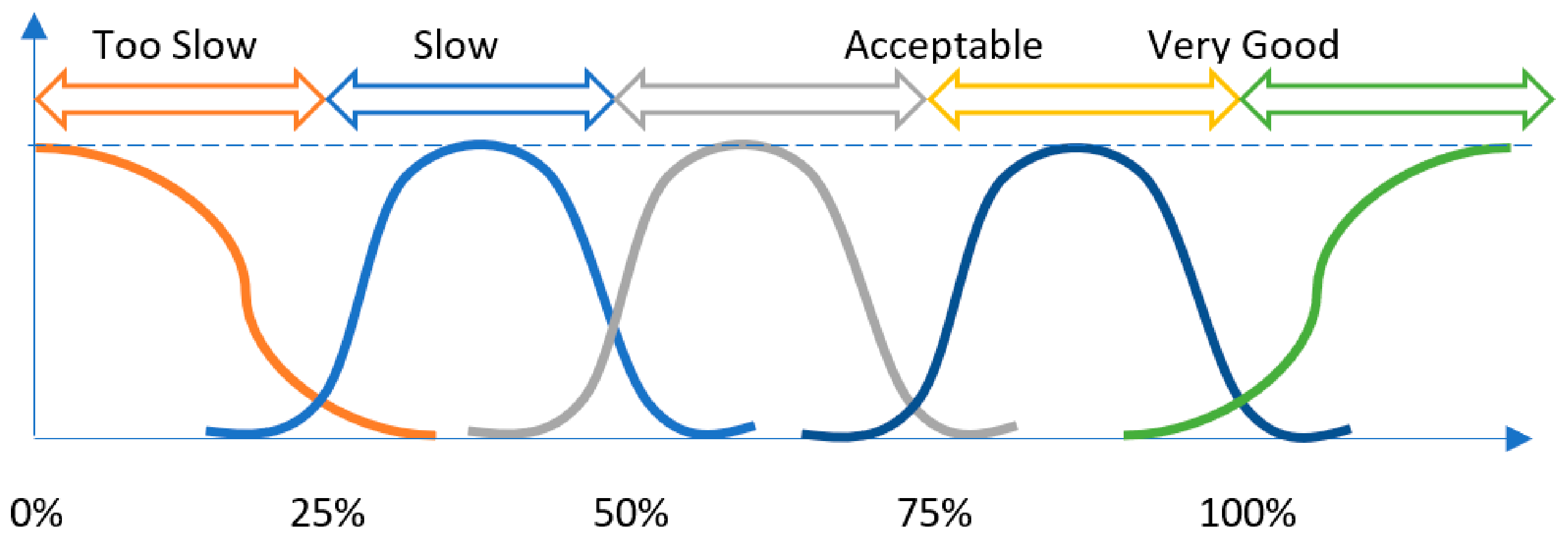
Consider “current technology,” which is asked in question 1. This question is asked in the questionnaire. The values for question is {Too Slow (0–25%); Slow (25–50%); Acceptable (50–75%); Very Good (75–100%); Excellent (100%)}. This question is considered the 1st input in the FIS.
Then, the responders ask another question: “To what extent are you sure about the response to the above question?”
This question is also considered the 2nd input of the FIS.
The outcome will be a fuzzy value that considers the “current technology” and “confidence level” (
Figure 11).
In the next step, the membership functions must be defined for the input and outputs.
Figure 12 indicates the fuzzy membership function for the “current technology.” As seen, using the linguistic parameters of question 1 in the questionnaire, five trapezoidal graphs are drawn for this variable. The same approach will be used for the “confidence” and “output.”
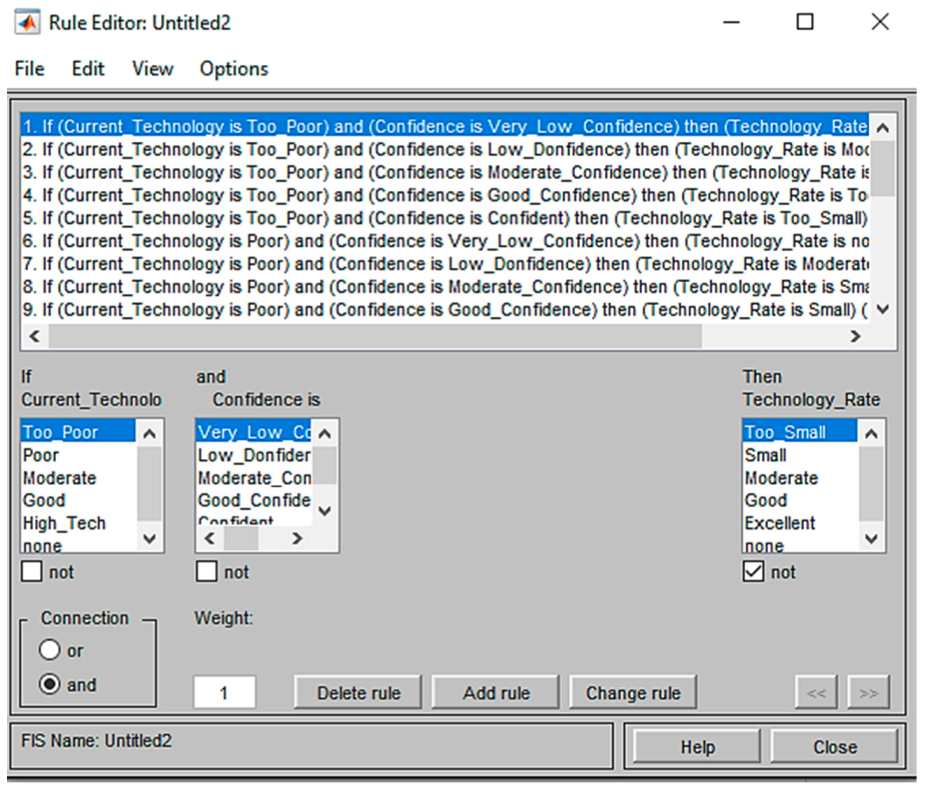
Then, the rules of the FIS will be designed based on the conditions that exist in the fuzzy system.
Figure 13 shows the defined fuzzy rules for the FIS. It should be noted that due to the number of categories of the responses (Likert scale), for each of the questions (current technology and confidence), 25 (5
2) rules must be defined.
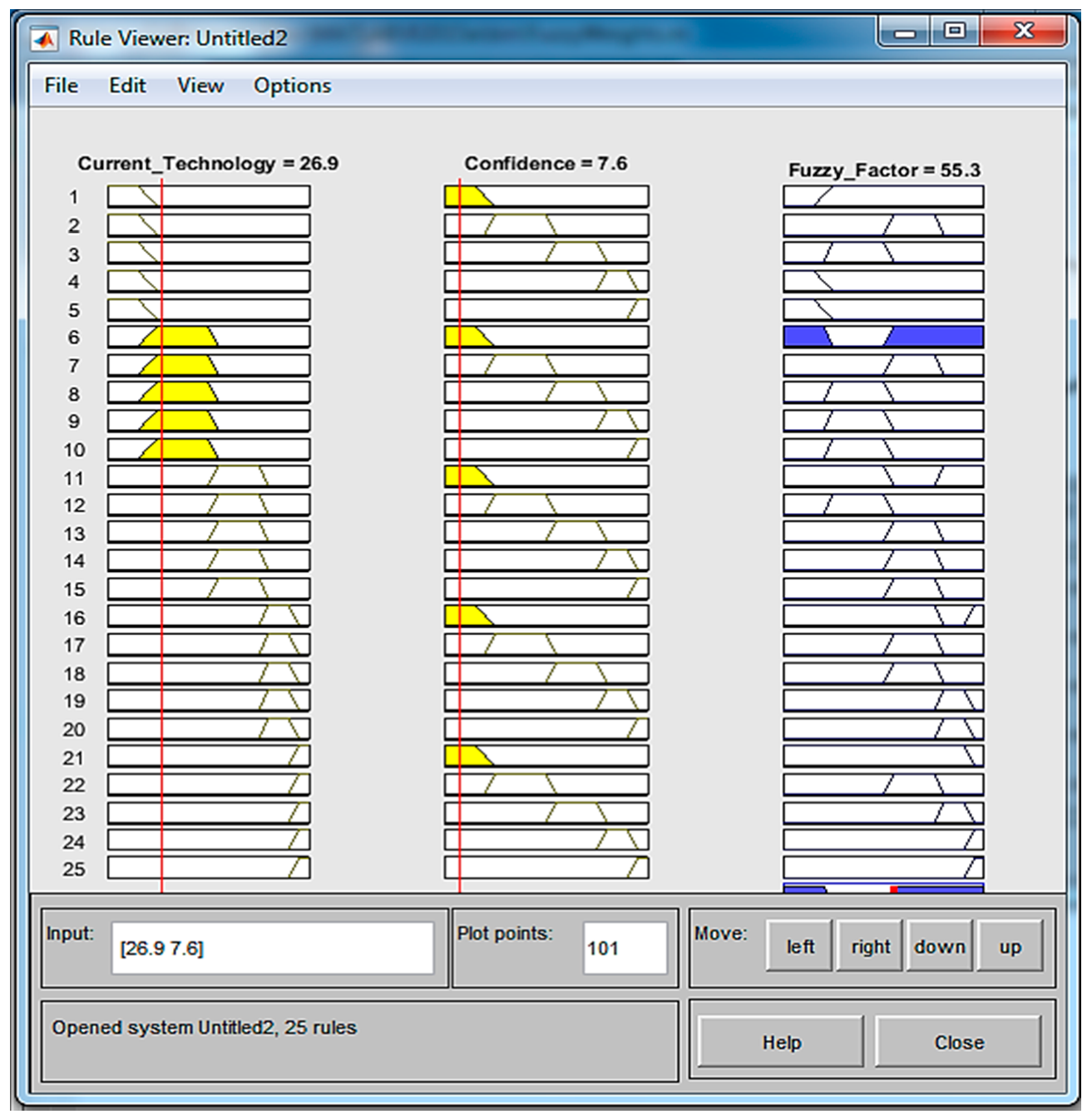
The fuzzy engine will, then, find the best options for the technology rate (Output) as the output of the FIS, according to the rules and fuzzy membership functions. This outcome is helpful to determine (estimate) the best value for “technology rate” based on the “current technology” and “confidence.” For example,
Figure 14 indicates that the best option for the technology rate is 65, while current technology is 50 and confidence is also 50.
However, the same FIS proposes 37.5 for technology rate, while current technology is 35 and confidence is 90 (
Figure 15).
Such influences in the technology rate are a result of the uncertainty that was obtained from the responders. Without using the fuzzy method, the impact of uncertainty cannot be considered in the calculations.
One important thing to know is the correlations between two variables (current technology and confidence) and the output variable (technology rate).
Figure 16 indicates the correlations between current technology, confidence, and technology rate for the proposed method. In this figure, the higher levels of current technology and confidence at the same time will boost the technology rate.
Based on the FIS system, the crisp weights for the system are now modified and recalculated. First, a regression equation will be estimated for the confidence rates (
Table 6 and
Table 7).
Then, the regression equation for the confidence questions will be as follows:
Table 8 shows the crisp weights of the group factors and confidence, which will be used as inputs for calculating the fuzzy weights.
Using the coefficients of group factors and confidence as inputs of the proposed FIS, the fuzzy values for the weights of the fuzzy–TOPSIS heuristic will be calculated.
For example, for the technology (machine), the group factor is 0.269, while the confidence is 0.076. Using the FIS mechanism, the fuzzy weight for this factor will be 0.553 (
Figure 17). As seen, uncertainty plays a crucial role in the weights of group factors in the manufacturing environment.
The rest of the fuzzy weights for the group factors are:
In the next section, the mechanism of the proposed fuzzy–TOPSIS heuristic will be explained in detail.
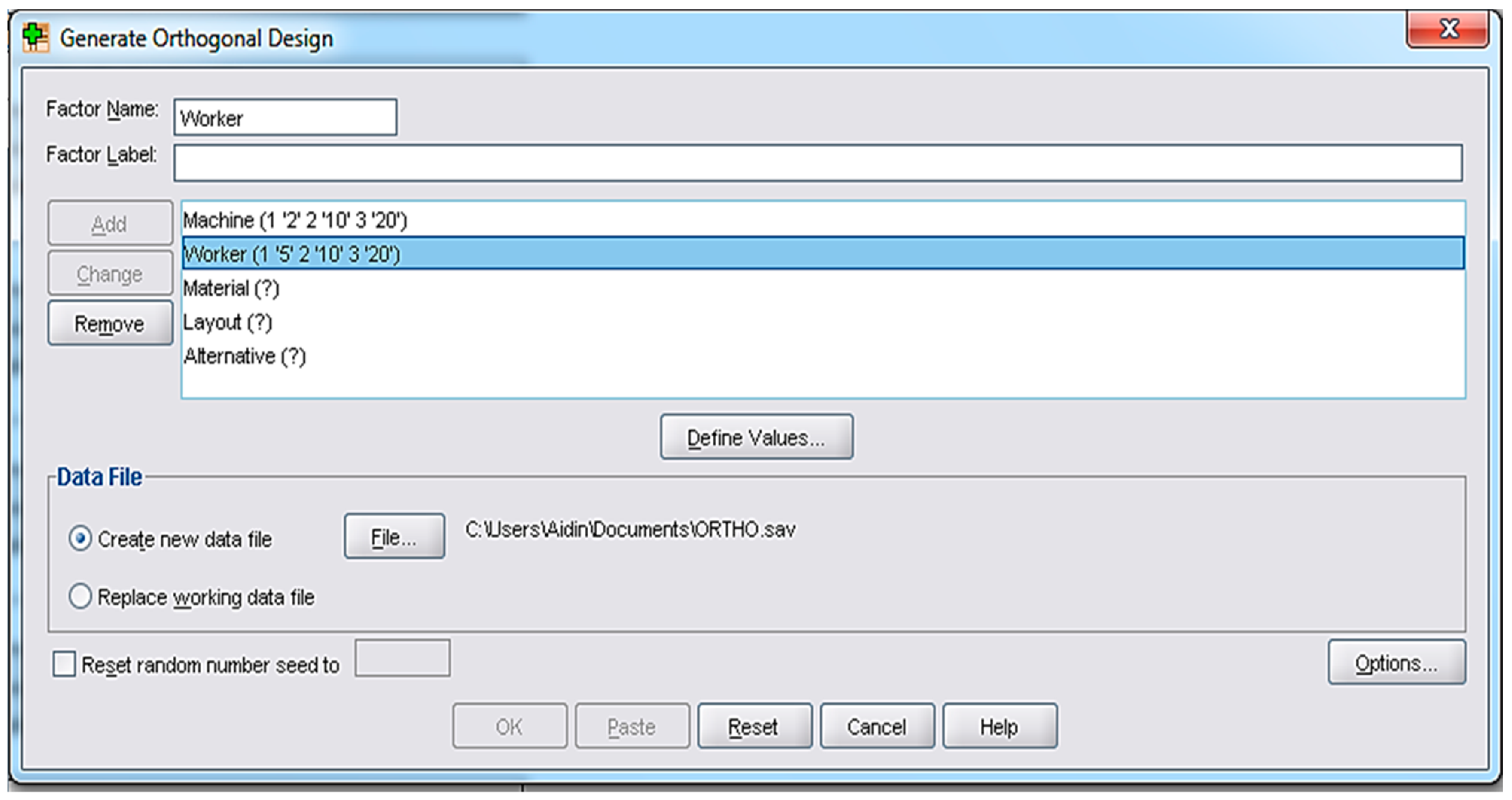
4.4. Verifying the Proposed Algorithm (Solving Experiments Gathered from the Literature)
In this section, using the orthogonal design in the previous section, several case studies will be solved to verify the proposed algorithm’s functionality in different conditions. The case studies are designed in such a way that the various range of parameters is taken into account. In this section, each of the case studies will be solved by the proposed algorithm in MATLAB. The outcomes of the case studies are shown in
Table 10. As seen in each case, the best alternative that is observed is shown.
Moreover, the best machine selection, maintenance plan, workers, material composition, and layout will be shown. The performance of the proposed algorithm that indicates the quality of the gained solutions is shown in
Section 4.5. In the next section, and to give detailed information on the method, case study number 3 in
Table 10 will be explained.
After solving a case study, the outcomes will be presented in the following format:
Best scenario: machine/maintenance/teamwork/material/layout.
Each of the elements of the above structure will be represented as a matrix. To continue, each of the matrices mentioned above will be explained.
Suppose in a manufacturing company, three operations must be done sequentially to complete a product. Each row of the machine processing time shows the number of available machines for each operation and the processing time for each operation.
Machine: the machine processing time matrix indicates the required time for processing a task (or serving a service) using a specific machine type. For example:
It shows that for performing service 1, there is only one machine available (as there is only one element in the 1st row) that requires 10 s to complete one task. In contrast to the 2nd operation, there are three machines available (suppose three welding machines), where performing the 2nd operation with the 1st machine needs 12 s, the 2nd machine needs 14 s, and the 3rd machine needs 11 s.
The set of selected machines and standard time (including the reliability) required to complete a product will be represented in the method’s output. For instance:
The above matrix shows that the 1st machine type 1 is selected to perform the first operation, requiring 11.5 s. The 3rd machine type 2 is selected for performing the 2nd service, and the 1st machine type 3 is selected for operating the 3rd operation.
Maintenance program: maintenance matrix will show the time required for the maintenance services if a selected number of machines are used.
As the method’s input, two matrices are defined, where the 1st matrix shows the frequency of maintenance required for each machine in a manufacturing period, and the 2nd matrix shows the required time for performing a maintenance task for each machine.
The output of the method shows the total maintenance time that is required for each machine type. For example:
The above matrix shows 100 min required for machine type 1 (which provides the 1st service), 110 min for performing maintenance activities for machine type 2, and 390 min for performing maintenance for machine type 3.
Operator (teamwork): as the input of the method, the following matrices will be entered:
The human skill alternative matrix indicates the number of skilled workers who can work with a machine (perform a technical task). For example:
It shows that there are two operators available to assign for performing task 1, while there are three workers for performing the 2nd task.
The human processing skill matrix indicates the spare time that will be added (or reduced) to the standard processing time due to a lack (or addition) of skill. For example, the 1st operator’s value is 1.01, which means that this operator is slightly slower than a regular standard time for operating task 1, while the 2nd operator for performing task 2 is a super-fast operator who can perform a task faster than usual (0.94).
The output of the method will be shown as the following:
The above matrix has two meanings. The first is which operator is selected for performing a task. For example, the 1st and third operators type 1, 2, and 3 are selected for tasks 1, 2, and 3, respectively. Moreover, this matrix shows the best team combination that can perform the tasks with the highest performance.
Material: as an input, three matrices describe the materials used for completing a product.
The amount of required materials shows the type of raw materials required to complete a product (i.e., two types of raw materials).
The types of material show the number of alternatives that are available for each type of material. For example, [2 3] shows that for the 1st material, there are two options (i.e., two brands), and for the 2nd material, there are three options available.
Material processing time indicates the extra time required to perform a service due to the raw materials’ low (high) quality compared to the standard time.
For example, 1.0 shows that the 1st brand of material type 1 (1.02) has better quality than the second brand (1.03). However, both materials need more time than normal time. The output of the method would be:
For the 1st type of raw materials, the 1st brand is more desired, and for the second, the 3rd brand is more desired.
Layout: The proposed heuristic method is capable of obtaining the length and width of a shop and finding the best location of the machines, according to the material transferring cost (or time). For choosing the best location, the algorithm also considers the sequence of the materials for producing a product. For example, the following example shows that the shop has enough space to locate 12 (4 × 3) machines.
Length_of_Shop = 3
Width_of_Shop = 4
Another critical input that increases the decision-making process’s performance is the number of layouts to be considered. This input allows the decision maker to increase or decrease the number of alternatives. The idea behind this decision is that in most cases, the number of possible alternatives for locating machines inside a small-scale shop is too much, and therefore, the processing time could be influenced by the enormous number of layouts, which is not necessary.
Therefore, we decided to let the decision maker choose the number of layouts to be considered.
Finally, the last input is the material transferring penalty, which can be expressed as time or cost. It depends on the type of material. For example, in the following matrix, the material transferring cost for the 1st raw material is 10 RM, while the 2nd raw material is 20 RM.
The outcome of the proposed method shows the best layout for locating a series of machines, according to the material consequence and machines. For example, for a case study, the following layout shows that the best layout is to locate the machines consecutively as the OPC for producing the product (1 2 3), which shows that raw materials visit machines 1, 2, and 3, respectively.
4.5. Measuring the Performance of the Proposed Algorithm
In order to assess the performance of the proposed method, several indicators are defined as shown below:
Solving strength;
Generating scenario capability;
The ability to generate scenarios with the lowest uncertainty;
Solving time
Comparing the hybrid fuzzy–TOPSIS heuristic with crisp heuristic TOPSIS;
The ability to solve all problem types.
The results of 16 experiments gained by solving the proposed hybrid fuzzy–TOPSIS heuristic showed that the proposed method could solve all experiments (100%) and show the best alternative with the lowest product completion time.
Therefore, the results indicated that the proposed method could be safely used for the various conditions in real industries.
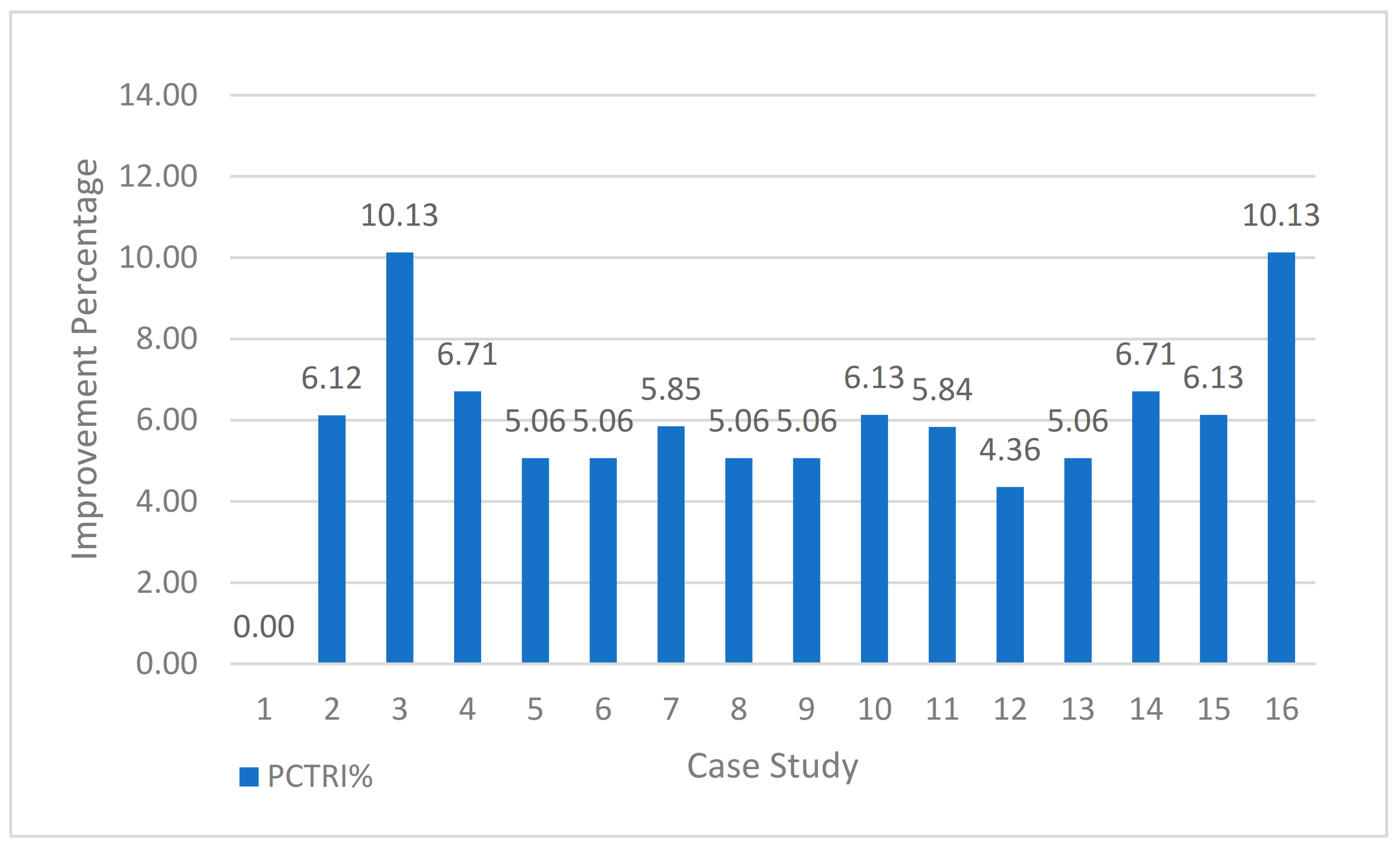
This research aims to design a method to choose the alternative with the lowest product completion time. Therefore, it is essential to check whether the proposed hybrid fuzzy–TOPSIS heuristic can choose the best alternative with the lowest product completion time among the other alternatives. For this purpose, an indicator is developed to check whether the proposed method could help elect the alternative with the lowest product completion time.
One crucial question is to what percentage the proposed method can select the alternatives with the lowest product completion time. In other words, PCTRI% shows how much percentage using the proposed algorithm is helpful to select the alternative with the lowest risk factor (
Table 11).
As seen in
Figure 22, the algorithm can choose the alternative with the lowest product completion time in all cases.
The solving time for the case studies is another critical factor that must be considered to evaluate the proposed method’s performance. For this purpose, the solving time of the studied cases is drawn and represented by
Figure 23.
As seen, the hybrid Fuzzy–TOPSIS heuristic algorithm can solve the orthogonal cases in a range between 0.161 and 3.385 s, depending on the size of the cases. The solving time for all case studies is reasonable.
One crucial question to be answered is whether the crisp heuristic TOPSIS can report the same results. In other words, can the uncertainty cause changes in the outcome of the selecting process? To answer this question, the 10 experiments with different conditions will be solved by both the proposed fuzzy–TOPSIS heuristic and crisp heuristic TOPSIS. The aim is to compare the results and see what the difference between the gained results is. The results of solving the new 10 case studies that are solved by crisp and fuzzy–TOPSIS heuristic are represented by
Table 12.
It is found that that the outcomes of the proposed hybrid fuzzy–TOPSIS heuristic are significantly different from the crisp heuristic TOPSIS, which means that uncertainty can cause considerable differences in CL ranges (range of ranking alternatives from ideal positive and negative solutions). Therefore, using the fuzzy–TOPSIS method is strongly recommended for choosing production alternatives in a manufacturing environment.
In addition to the indicators mentioned above, an important indicator can measure the proposed method’s performance. Laue et al. [
67], in their research, used minimum variation (MV) and total deviation (TD) as indicators that can evaluate the performance of their method. In this research, the same concept is inspired but changed a little to fit the methodology of this research. For this purpose, the pairwise comparison between the results that are gained by solving crisp and fuzzy methods will be calculated, according to the following formula:
where
n indicates the number of experiments.
is the vector of the values that can be gained by comparing the pairwise comparison between the crisp and fuzzy methods and can be calculated according to the following formula:
The minimum variation formula for this research can be calculated according to the following formula:
The result of calculating the
MV indicator for the values in
Table 12 is 0.72. Considering the aim of the proposed method, which is finding the best and worst alternatives in terms of product completion time, the gained value (0.72) can be considered a significant value.
However, crisp TOPSIS heuristic is slightly faster in solving case studies (
Figure 24).
After solving the case studies, the following results were gained (
Table 13):


 ,
, 
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}