The Collective Influence of Component Commonality, Adjustable-Rate, Postponement, and Rework on Multi-Item Manufacturing Decision



Abstract
:1. Introduction
2. Problem Description and Assumption
Description and Assumption
- (i)
- Implementation of delayed differentiation strategy: By first fabricating common parts in stage one and then manufacturing the dissimilar finished goods in stage two.
- (ii)
- A known constant common part’s completion rate γ (as compared to the end product) is assumed, and the common part’s annual production rate P1,0 is dependent upon γ.
- (iii)
- An expedited rate is implemented in stage one to boost the common part’s production rate to PT1,0. Thus, the uptime can be shortened. The relationship between PT1,0 and P1,0 is as follows:Consequently, the relationships of the cost-relevant parameters due to the implementation of expedited rate are shown in Equations (2) and (3).
- (iv)
- The demand rate λi of end products is constant (where i = 1, 2, …, L).
- (v)
- The production rate P1,i for each end product i also depends on γ. For instance, if γ = 50%, then P1,i and P1,0 are both two times as much as its standard rate in a single-stage manufacturing system.
- (vi)
- The random nonconforming percentages x0 and xi occur in both production stages. These nonconforming items are reworkable at an expedited annual rate PT2,0 (in stage one) and P2,i (in stage two). The relationship between PT2,0 and P2,0 is displayed in Equation (4), and its consequent relationship of cost-relevant parameters is shown in Equation (5).
3. Mathematical Modeling and Solution Process
3.1. Formulation in the Second Stage of the Proposed Model
3.2. Formulation in the First Stage of the Proposed Model
3.3. Cost Function and the Optimal TA*
3.4. The Prerequisite of the Proposed Problem
4. Numerical Demonstration with Discussion
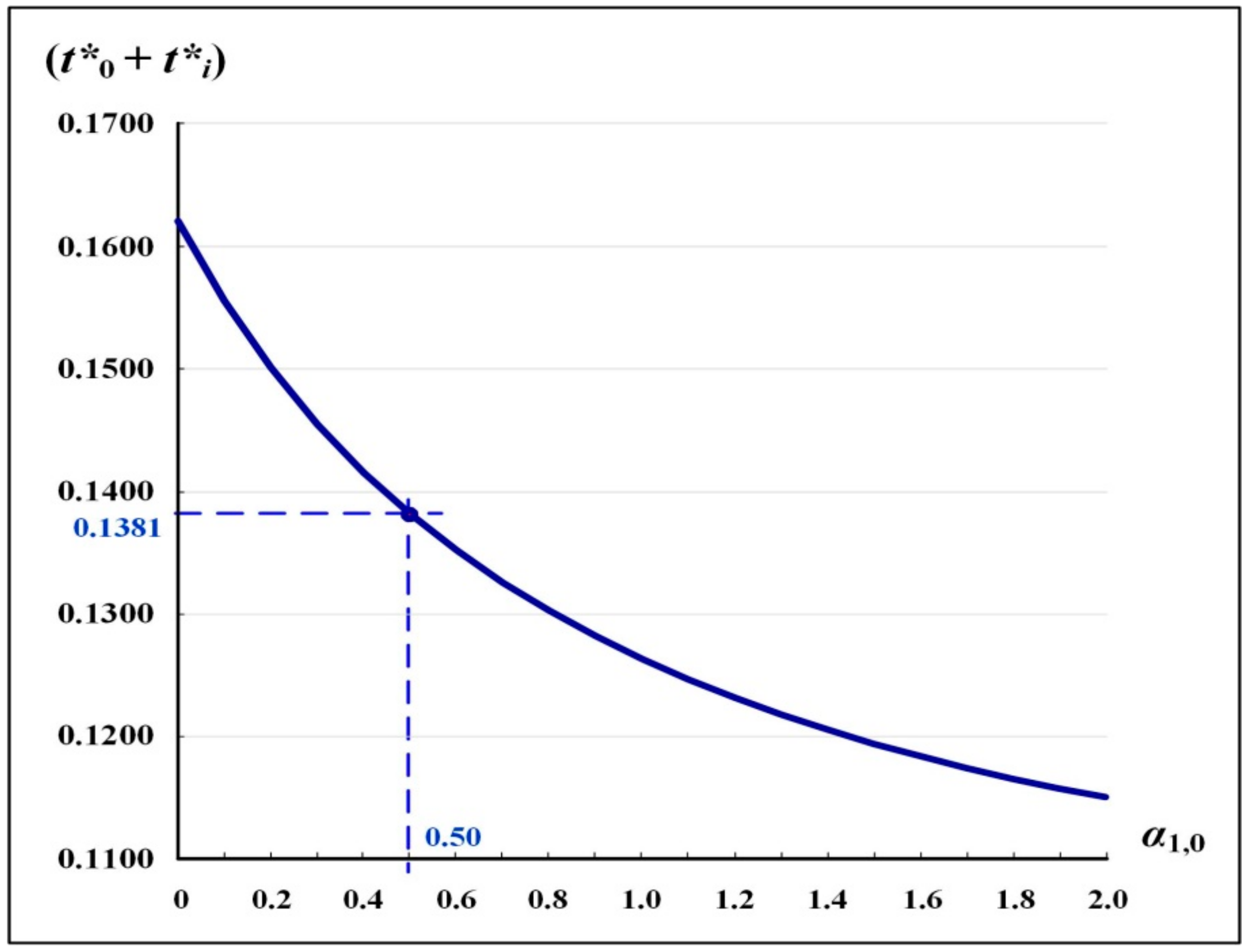
4.1. The Adjustable-Rate Impact on the Uptime and Rework Time and Utilization
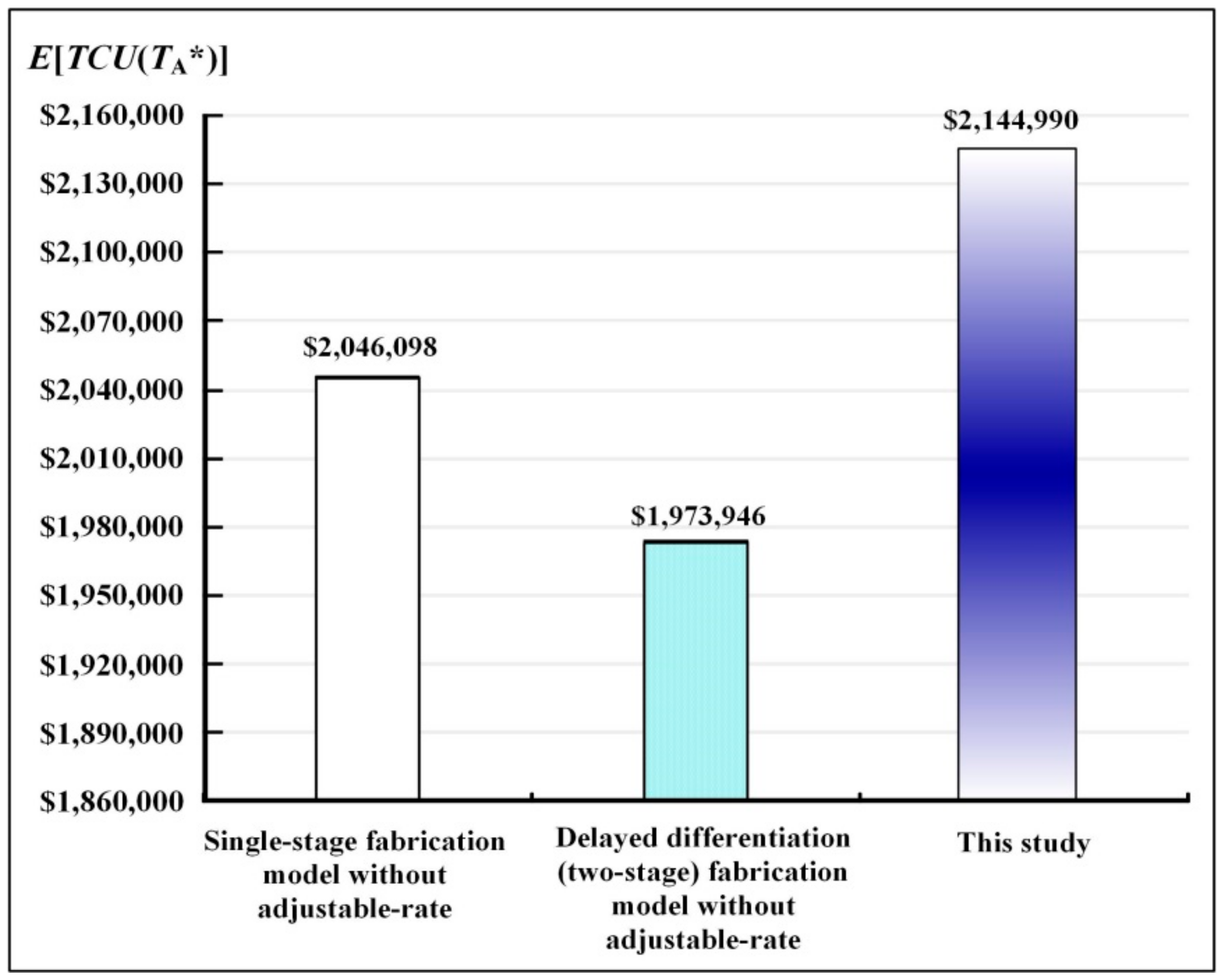
4.2. Comparison of This Work and Other Closely Related Models
4.3. The Influence of Other Individual/Collective Features on the System Cost
5. Conclusions
- (1)
- The cost-minimized rotation cycle decision and the convexity of the cost function to the studied model (see Figure 4);
- (2)
- (3)
- (4)
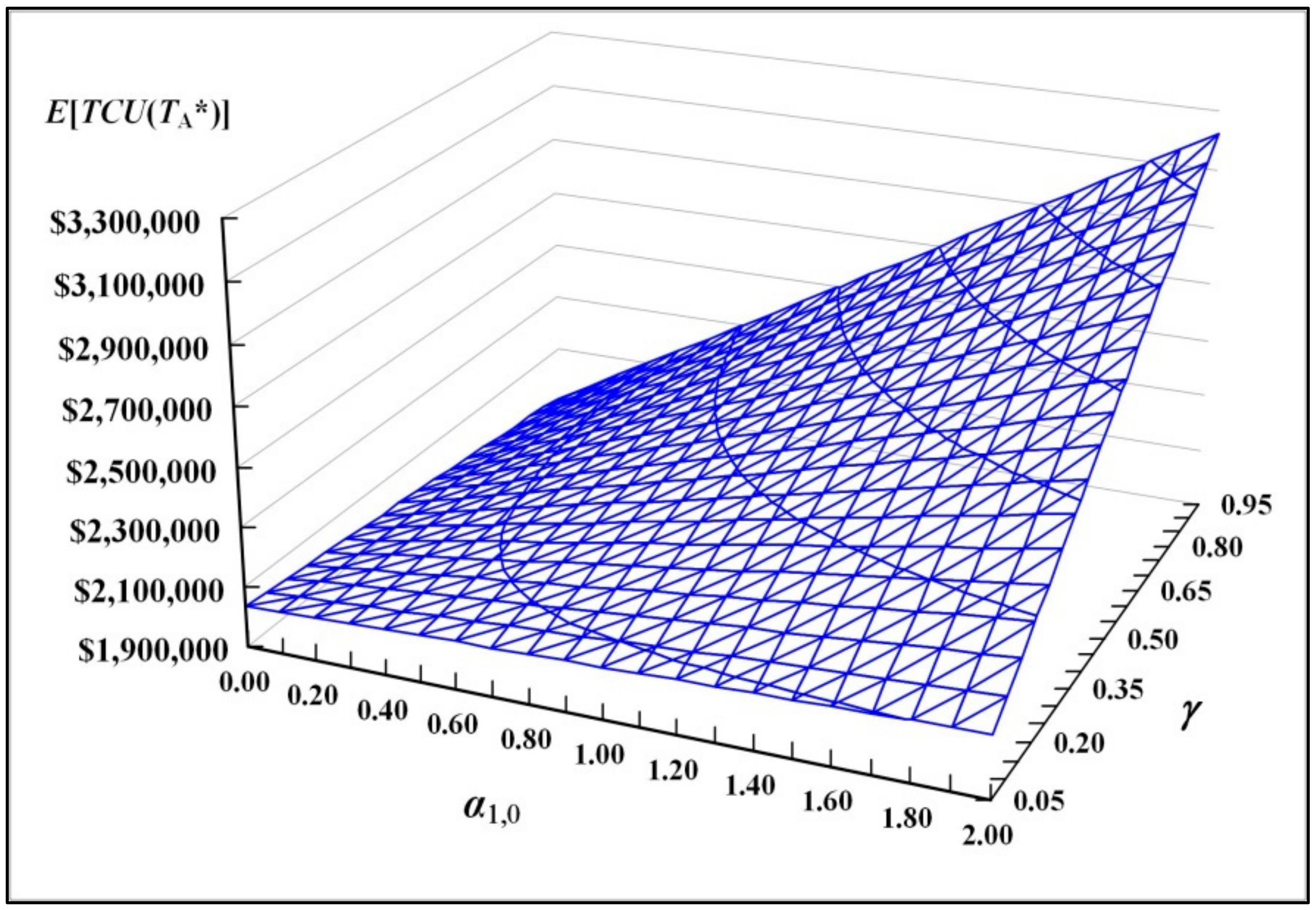
- The influence of individual/collective features on the system cost (refer to Figure 9, Figure 10, Figure 11, Figure 12, Figure 13 and Figure 14), such as: (A) Detailed cost contributors to the system cost (see Figure 9); (B) analysis of the impact of the common part’s linear and nonlinear values on system cost (Figure 10); (C) the effect of the adjustable-rate factor on the variable cost for each end-product and system cost (refer to Figure 11 and Figure 12, respectively); (D) the collective impact of adjustable-rate and mean nonconforming rate on the total rework cost (Figure 13); the combined effects of adjustable-rate and common part’s completion rate on the system cost (see Figure 14).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
The Notation
| TA | the common manufacturing cycle length—the decision variable, |
| λ0 | common parts’ annual demand rate, |
| Q0 | common part’s batch size in stage 1, |
| PT1,0 | the expedited annual production rate of common parts, |
| P1,0 | standard annual production rate of common part (without implementing the expedited rate), |
| CT0 | common part’s unit cost with expedited rate, |
| C0 | common part’s standard unit production cost, |
| h1,0 | common part’s unit holding cost, |
| KT0 | common part’s setup cost with expedited rate, |
| K0 | common part’s standard setup cost, |
| α1,0 | the connecting factor between PT1,0 and P1,0, |
| α2,0 | the connecting factor between KT0 and K0, |
| α3,0 | the connecting factor between CT0 and C0, |
| γ | common part’s completion rate as compared to the finished product, |
| t1,0 | common part’s production uptime when the expedited rate is implemented, |
| t0* | the sum of optimal uptime and rework time in stage one, |
| H1,0 | common part’s stock level when the uptime completes, |
| x0 | random nonconforming portion in the production process of common parts, |
| t2,0 | common part’s reworking time when the expedited rate is implemented, |
| dT1,0 | production rate of nonconforming common parts (thus, dT1,0 = x0PT1,0), |
| PT2,0 | the expedited annual reworking rate of nonconforming common parts in t2,0, |
| P2,0 | standard annual reworking rate of nonconforming common part (without implementing the expedited rate), |
| H2,0 | common part’s stock level when the reworking time completes, |
| t3,0 | common part’s depletion time, |
| CTR,0 | common part’s unit rework cost when the expedited rate is implemented, |
| CR | common part’s standard unit rework cost, |
| h2,0 | unit holding cost for the reworked common parts in t2,0, |
| S0 | common part’s setup time, |
| L | the number of dissimilar end products to be produced, |
| λi | demand rate of dissimilar end product i, where i = 1, 2, …, L, |
| Hi | common part’s stock status when the production uptime of product i completes, |
| Qi | the lot size of end product i, |
| P1,i | annual production rate for end product i, |
| P2,i | annual reworking rate for end product i, |
| Ki | setup cost for end product i, |
| Ci | unit cost for end product i, |
| t1,i | production uptime of end product i in stage 2, |
| t2,i | the reworking time of nonconforming end product i, |
| t3,i | depletion time of end product i, |
| ti* | summation of optimal uptimes of end products in stage 2, |
| h1,i | unit holding cost for end product i, |
| h2,i | unit holding cost for reworked end product i in t2,i, |
| Si | the setup time for end product i, |
| i0 | the inventory holding cost relating ratio (i.e., h1,i = (i0)Ci), |
| xi | random nonconforming portion in the production process of end item i, |
| d1,i | production rate of nonconforming end product i (i.e., d1,i = xiP1,i), |
| CR,i | unit rework cost for end product i, |
| H1,i | the inventory level of end product i when its uptime ends, |
| H2,i | the inventory level of end product i when its rework time ends, |
| I(t)i | the stock level at time t of item i (where i = 0, 1, 2, …, L), |
| E[TA] | the expected common cycle length, |
| TC(TA) | total system cost per cycle, |
| E[TC(TA)] | the expected total system cost per cycle, |
| E[TCU(TA)] | the expected system cost per unit time. |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product i | Ci | λi | Ki | P1,i | xi | P2,i | h1,i | CR,i | h2,i |
|---|---|---|---|---|---|---|---|---|---|
| 1 | $80 | 3000 | $17,000 | 58,000 | 5% | 46,400 | $16 | $50 | $16 |
| 2 | $90 | 3200 | $17,500 | 59,000 | 10% | 47,200 | $18 | $55 | $18 |
| 3 | $100 | 3400 | $18,000 | 60,000 | 15% | 48,000 | $20 | $60 | $20 |
| 4 | $110 | 3600 | $18,500 | 61,000 | 20% | 48,800 | $22 | $65 | $22 |
| 5 | $120 | 3800 | $19,000 | 62,000 | 25% | 49,600 | $24 | $70 | $24 |
| α1,0 | t0* (A) | (A)% Decline | t0*+ ti* (B) | (B)% Decline | Utilization (C) | (C) % Decline | TA* | Adjustable-Rate Cost (D) | (D)/(E)% | E[TCU(TA*)] (E) | (E) % Increase |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.0 | 0.0787 | - | 0.1621 | - | 0.2964 | - | 0.5468 | $0 | 0.00% | $1,973,946 | - |
| 0.1 | 0.0718 | −8.73% | 0.1555 | −4.04% | 0.2833 | −4.41% | 0.5490 | $34,575 | 1.72% | $2,008,027 | 1.73% |
| 0.2 | 0.0661 | −16.04% | 0.1501 | −7.40% | 0.2724 | −8.09% | 0.5509 | $69,148 | 3.39% | $2,042,188 | 3.46% |
| 0.3 | 0.0612 | −22.25% | 0.1455 | −10.25% | 0.2632 | −11.20% | 0.5527 | $103,720 | 5.00% | $2,076,410 | 5.19% |
| 0.4 | 0.0570 | −27.59% | 0.1415 | −12.68% | 0.2553 | −13.87% | 0.5543 | $138,289 | 6.55% | $2,110,680 | 6.93% |
| 0.5 | 0.0533 | −32.23% | 0.1381 | −14.79% | 0.2485 | −16.18% | 0.5559 | $172,857 | 8.06% | $2,144,990 | 8.67% |
| 0.6 | 0.0501 | −36.30% | 0.1351 | −16.63% | 0.2425 | −18.20% | 0.5573 | $207,424 | 9.52% | $2,179,330 | 10.40% |
| 0.7 | 0.0473 | −39.89% | 0.1325 | −18.24% | 0.2372 | −19.99% | 0.5587 | $241,989 | 10.93% | $2,213,697 | 12.15% |
| 0.8 | 0.0448 | −43.10% | 0.1302 | −19.67% | 0.2325 | −21.57% | 0.5601 | $276,553 | 12.30% | $2,248,085 | 13.89% |
| 0.9 | 0.0425 | −45.97% | 0.1281 | −20.95% | 0.2283 | −22.99% | 0.5613 | $311,116 | 13.63% | $2,282,491 | 15.63% |
| 1.0 | 0.0405 | −48.56% | 0.1263 | −22.09% | 0.2245 | −24.27% | 0.5626 | $345,678 | 14.92% | $2,316,912 | 17.37% |
| 1.1 | 0.0386 | −50.91% | 0.1246 | −23.12% | 0.2210 | −25.43% | 0.5638 | $380,239 | 16.17% | $2,351,346 | 19.12% |
| 1.2 | 0.0369 | −53.04% | 0.1231 | −24.04% | 0.2179 | −26.48% | 0.5649 | $414,799 | 17.39% | $2,385,792 | 20.86% |
| 1.3 | 0.0354 | −54.99% | 0.1218 | −24.88% | 0.2151 | −27.44% | 0.5661 | $449,357 | 18.57% | $2,420,247 | 22.61% |
| 1.4 | 0.0340 | −56.78% | 0.1205 | −25.65% | 0.2125 | −28.32% | 0.5672 | $483,915 | 19.71% | $2,454,711 | 24.36% |
| 1.5 | 0.0327 | −58.43% | 0.1194 | −26.35% | 0.2101 | −29.12% | 0.5682 | $518,472 | 20.83% | $2,489,182 | 26.10% |
| 1.6 | 0.0315 | −59.96% | 0.1183 | −26.99% | 0.2079 | −29.87% | 0.5693 | $553,028 | 21.91% | $2,523,659 | 27.85% |
| 1.7 | 0.0304 | −61.37% | 0.1174 | −27.57% | 0.2058 | −30.56% | 0.5704 | $587,583 | 22.97% | $2,558,143 | 29.60% |
| 1.8 | 0.0294 | −62.68% | 0.1165 | −28.11% | 0.2039 | −31.20% | 0.5714 | $622,137 | 24.00% | $2,592,631 | 31.34% |
| 1.9 | 0.0284 | −63.90% | 0.1157 | −28.61% | 0.2021 | −31.80% | 0.5724 | $656,690 | 25.00% | $2,627,124 | 33.09% |
| 2.0 | 0.0275 | −65.05% | 0.1150 | −29.07% | 0.2005 | −32.36% | 0.5734 | $691,242 | 25.97% | $2,661,621 | 34.84% |
References
- Swaminathan, J.M.; Tayur, S.R. Managing design of assembly sequences for product lines that delay product differentiation. IIE Trans. 1999, 31, 1015–1026. [Google Scholar] [CrossRef]
- Heese, H.S.; Swaminathan, J.M. Product line design with component commonality and cost-reduction effort. Manuf. Serv. Oper. Manag. 2006, 8, 206–219. [Google Scholar] [CrossRef]
- Ngniatedema, T.; Fono, L.A.; Mbondo, G.D. A delayed product customization cost model with supplier delivery performance. Eur. J. Oper. Res. 2015, 243, 109–119. [Google Scholar] [CrossRef]
- Granot, D.; Yin, S. Price and order postponement in a decentralized newsvendor model with multiplicative and price-dependent demand. Oper. Res. 2008, 56, 121–139. [Google Scholar] [CrossRef]
- Bernstein, F.; DeCroix, G.A.; Wang, Y. The impact of demand aggregation through delayed component allocation in an assemble-to-order system. Manag. Sci. 2011, 57, 1154–1171. [Google Scholar] [CrossRef]
- Chiu, Y.-S.P.; Lin, H.-D.; Wu, M.-F.; Chiu, S.W. Alternative fabrication scheme to study effects of rework of nonconforming products and delayed differentiation on a multiproduct supply-chain system. Int. J. Ind. Eng. Comput. 2018, 9, 235–248. [Google Scholar] [CrossRef]
- Jabbarzadeh, A.; Haughton, M.; Pourmehdi, F. A robust optimization model for efficient and green supply chain planning with postponement strategy. Int. J. Prod. Econ. 2019, 214, 266–283. [Google Scholar] [CrossRef]
- Chiu, S.W.; Kuo, J.-S.; Chiu, Y.-S.P.; Chang, H.-H. Production and distribution decisions for a multi-product system with component commonality, postponement strategy and quality assurance using a two-machine scheme. Jordan J. Mech. Ind. Eng. 2019, 13, 105–115. [Google Scholar]
- Weskamp, C.; Koberstein, A.; Schwartz, F.; Suhl, L.; Voß, S. A two-stage stochastic programming approach for identifying optimal postponement strategies in supply chains with uncertain demand. Omega 2019, 83, 123–138. [Google Scholar] [CrossRef]
- Tayyab, M.; Sarkar, B.; Ullah, M. Sustainable lot size in a multistage lean-green manufacturing process under uncertainty. Mathematics 2018, 7, 20. [Google Scholar] [CrossRef] [Green Version]
- Bhuniya, S.; Sarkar, B.; Pareek, S. Multi-product production system with the reduced failure rate and the optimum energy consumption under variable demand. Mathematics 2019, 7, 465. [Google Scholar] [CrossRef] [Green Version]
- De Kok, A.G. Approximations for operating characteristics in a production-inventory model with variable production rate. Eur. J. Oper. Res. 1987, 29, 286–297. [Google Scholar] [CrossRef]
- Balkhi, Z.T.; Benkherouf, L. On the optimal replenishment schedule for an inventory system with deteriorating items and time-varying demand and production rates. Comput. Ind. Eng. 1996, 30, 823–829. [Google Scholar] [CrossRef]
- Giri, B.C.; Dohi, T. Computational aspects of an extended EMQ model with variable production rate. Comput. Oper. Res. 2005, 32, 3143–3161. [Google Scholar] [CrossRef]
- Ayed, S.; Sofiene, D.; Nidhal, R. Joint optimisation of maintenance and production policies considering random demand and variable production rate. Int. J. Prod. Res. 2012, 50, 6870–6885. [Google Scholar] [CrossRef]
- Chan, C.K.; Wong, W.H.; Langevin, A.; Lee, Y.C.E. An integrated production-inventory model for deteriorating items with consideration of optimal production rate and deterioration during delivery. Int. J. Prod. Econ. 2017, 189, 1–13. [Google Scholar] [CrossRef]
- Chiu, Y.-S.P.; Chen, H.-Y.; Chiu, S.W.; Chiu, V. Optimization of an economic production quantity-based system with random scrap and adjustable production rate. J. Appl. Eng. Sci. 2018, 16, 11–18. [Google Scholar]
- Ameen, W.; AlKahtani, M.; Mohammed, M.K.; Abdulhameed, O.; El-Tamimi, A.M. Investigation of the effect of buffer storage capacity and repair rate on production line efficiency. J. King Saud Univ. Eng. Sci. 2018, 30, 243–249. [Google Scholar] [CrossRef]
- Chiu, S.W.; Wu, C.-S.; Tseng, C.-T. Incorporating an expedited rate, rework, and a multi-shipment policy into a multi-item stock refilling system. Oper. Res. Persp. 2019, 6, 100115. [Google Scholar] [CrossRef]
- Palos-Sanchez, P.; Saura, J.R.; Martin-Velicia, F. A study of the effects of programmatic advertising on users’ concerns about privacy overtime. J. Bus. Res. 2019, 96, 61–72. [Google Scholar] [CrossRef]
- Chiu, S.W.; Huang, Y.-J.; Chiu, Y.-S.P.; Chiu, T. Satisfying multiproduct demand with a FPR-based inventory system featuring expedited rate and scraps. Int. J. Ind. Eng. Comput. 2019, 10, 443–452. [Google Scholar] [CrossRef]
- Dey, B.K.; Sarkar, B.; Pareek, S. A two-echelon supply chain management with setup time and cost reduction, quality improvement and variable production rate. Mathematics 2019, 7, 328. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.L. Lot sizing to reduce capacity utilization in a production process with defective items, process corrections, and rework. Manag. Sci. 1992, 38, 1314–1328. [Google Scholar] [CrossRef]
- Khouja, M. The economic lot and delivery scheduling problem: Common cycle, rework, and variable production rate. IIE Trans. 2000, 32, 715–725. [Google Scholar] [CrossRef]
- Taleizadeh, A.A.; Wee, H.-M.; Sadjadi, S.J. Multi-product production quantity model with repair failure and partial backordering. Comput. Ind. Eng. 2010, 59, 45–54. [Google Scholar] [CrossRef]
- Fakher, H.B.; Nourelfath, M.; Gendreau, M. Integrating production, maintenance and quality: A multi-period multi-product profit-maximization model. Reliab. Eng. Syst. Safe. 2018, 170, 191–201. [Google Scholar] [CrossRef]
- Chiu, S.W.; Liu, C.-J.; Li, Y.-Y.; Chou, C.-L. Manufacturing lot size and product distribution problem with rework, outsourcing and discontinuous inventory distribution policy. Int. J. Eng. Model. 2017, 30, 49–61. [Google Scholar]
- Rao, A.S.; Singh, A.K. Failure analysis of stainless steel lanyard wire rope. J. Appl. Res. Technol. 2018, 16, 35–40. [Google Scholar] [CrossRef] [Green Version]
- Wichapa, N.; Khokhajaikiat, P. Solving a multi-objective location routing problem for infectious waste disposal using hybrid goal programming and hybrid genetic algorithm. Int. J. Ind. Eng. Comput. 2018, 9, 75–98. [Google Scholar] [CrossRef]
- Kore Sudarshan, D.; Vyas, A.K. Impact of fire on mechanical properties of concrete containing marble waste. J. King Saud Univ. Eng. Sci. 2019, 31, 42–51. [Google Scholar] [CrossRef]
- Larkin, E.V.; Privalov, A.N. Engineering method of fault -tolerant system simulations. J. Appl. Eng. Sci. 2019, 17, 295–303. [Google Scholar] [CrossRef] [Green Version]
- Ben Fathallah, B.; Saidi, R.; Dakhli, C.; Belhadi, S.; Yallese, M.A. Mathematical modelling and optimization of surface quality and productivity in turning process of aisi 12l14 free-cutting steel. Int. J. Ind. Eng. Comput. 2019, 10, 557–576. [Google Scholar] [CrossRef]
- Reddy, A.V.; Kumar, B.M. Conditional monitoring of switched reluctance motor for static and dynamic eccentricity faults with fault isolation. Int. J. Math. Eng. Manag. Sci. 2019, 4, 671–682. [Google Scholar] [CrossRef]
- Kang, C.W.; Ullah, M.; Sarkar, M.; Omair, M.; Sarkar, B. A single-stage manufacturing model with imperfect items, inspections, rework, and planned backorders. Mathematics 2019, 7, 446. [Google Scholar] [CrossRef] [Green Version]
- Sarkar, B.; Ullah, M.; Choi, S.-B. Joint inventory and pricing policy for an online to offline closed-loop supply chain model with random defective rate and returnable transport items. Mathematics 2019, 7, 497. [Google Scholar] [CrossRef] [Green Version]
- Bagni, G.; Marçola, J.A. Evaluation of the maturity of the S&OP process for a written materials company: A case study. Gestao Prod. 2019, 26, e2094. [Google Scholar]
- Romero-Conrado, A.R.; Coronado-Hernandez, J.R.; Rius-Sorolla, G.; García-Sabater, J.P. A Tabu list-based algorithm for capacitated multilevel lot-sizing with alternate bills of materials and co-production environments. Appl. Sci. 2019, 9, 1464. [Google Scholar] [CrossRef] [Green Version]
- Rius-Sorolla, G.; Maheut, J.; Coronado-Hernandez, J.R.; Garcia-Sabater, J.P. Lagrangian relaxation of the generic materials and operations planning model. Cent. Eur. J. Oper. Res. 2020, 28, 105–123. [Google Scholar] [CrossRef]
- Nahmias, S. Production & Operations Analysis; McGraw-Hill: New York, NY, USA, 2009. [Google Scholar]














| λ0 | K0 | C0 | CR,0 | h1,0 | α1,0 | α2,0 | α3,0 | P1,0 | x0 | P2,0 | i0 | h2,0 | δ | γ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 17,406 | $8500 | $40 | $25 | $8 | 0.5 | 0.1 | 0.25 | 120,000 | 2.5% | 96,000 | 0.2 | $8 | 50% | 0.5 |
| Product i | P1,i | xi | CR,i | Ki | Ci | λi | P2,i | h1,i | h2,i |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 112,258 | 2.5% | $25 | $8500 | $40 | 3000 | 89,806 | $16 | $16 |
| 2 | 116,066 | 7.5% | $30 | $9000 | $50 | 3200 | 92,852 | $18 | $18 |
| 3 | 120,000 | 12.5% | $35 | $9500 | $60 | 3400 | 96,000 | $20 | $20 |
| 4 | 124,068 | 17.5% | $40 | $10,000 | $70 | 3600 | 99,254 | $22 | $22 |
| 5 | 128,276 | 22.5% | $45 | $10,500 | $80 | 3800 | 102,621 | $24 | $24 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chiu, S.W.; You, L.-W.; Yeh, T.-M.; Chiu, T. The Collective Influence of Component Commonality, Adjustable-Rate, Postponement, and Rework on Multi-Item Manufacturing Decision. Mathematics 2020, 8, 1570. https://doi.org/10.3390/math8091570
Chiu SW, You L-W, Yeh T-M, Chiu T. The Collective Influence of Component Commonality, Adjustable-Rate, Postponement, and Rework on Multi-Item Manufacturing Decision. Mathematics. 2020; 8(9):1570. https://doi.org/10.3390/math8091570
Chicago/Turabian StyleChiu, Singa Wang, Liang-Wei You, Tsu-Ming Yeh, and Tiffany Chiu. 2020. "The Collective Influence of Component Commonality, Adjustable-Rate, Postponement, and Rework on Multi-Item Manufacturing Decision" Mathematics 8, no. 9: 1570. https://doi.org/10.3390/math8091570