
Mechanical and Surface Geometric Properties of Reinforcing Bars and Their Significance for the Development of Near-Surface Notch Stresses


Abstract
:1. Introduction
1.1. Motivation
1.2. Production and Properties of Reinforcing Steel Bars
1.3. Fatigue Behavior of Reinforcing Steel Bars
2. Materials and Methods
2.1. Program
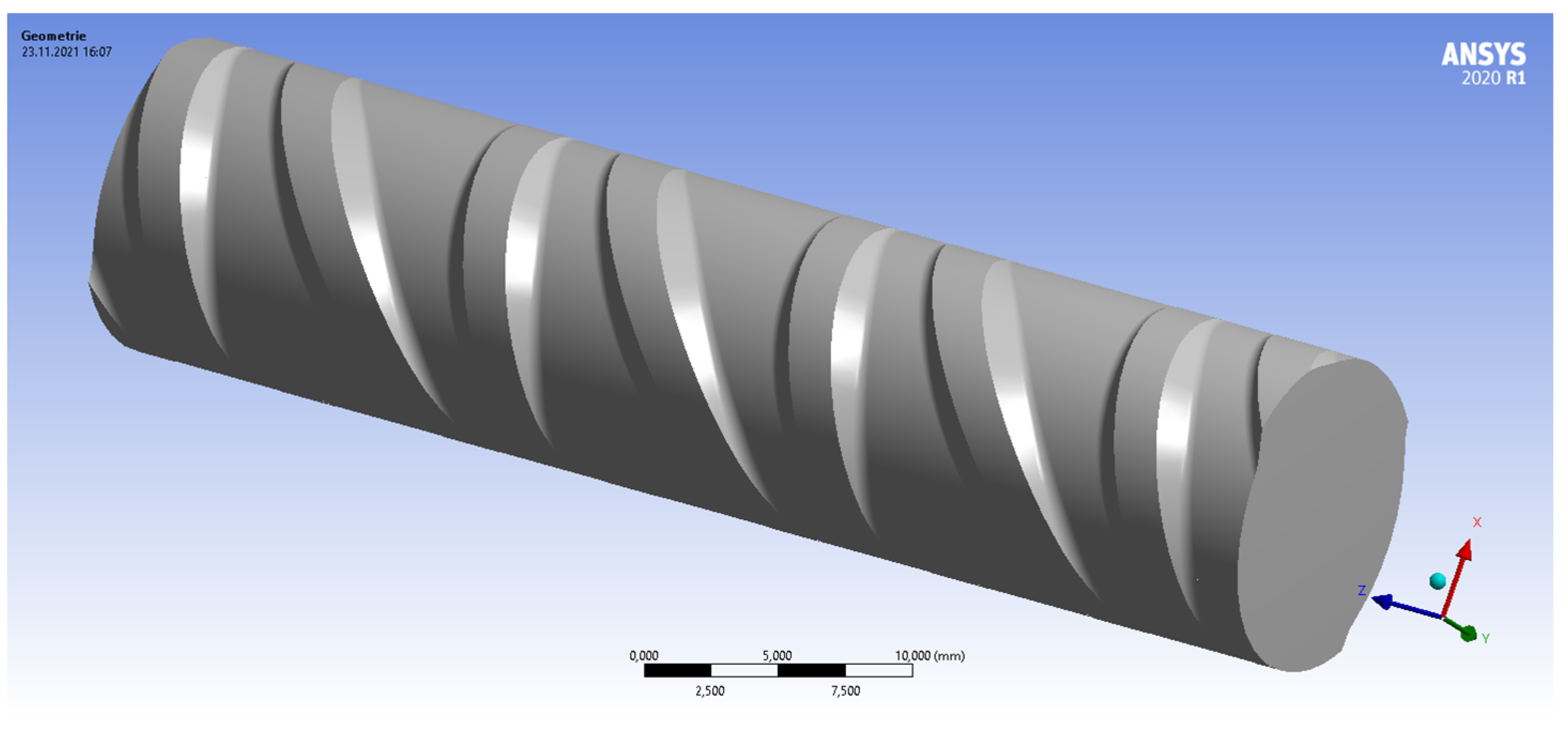
2.2. Geometry Modeling
2.3. Tensile and Fatigue Tests
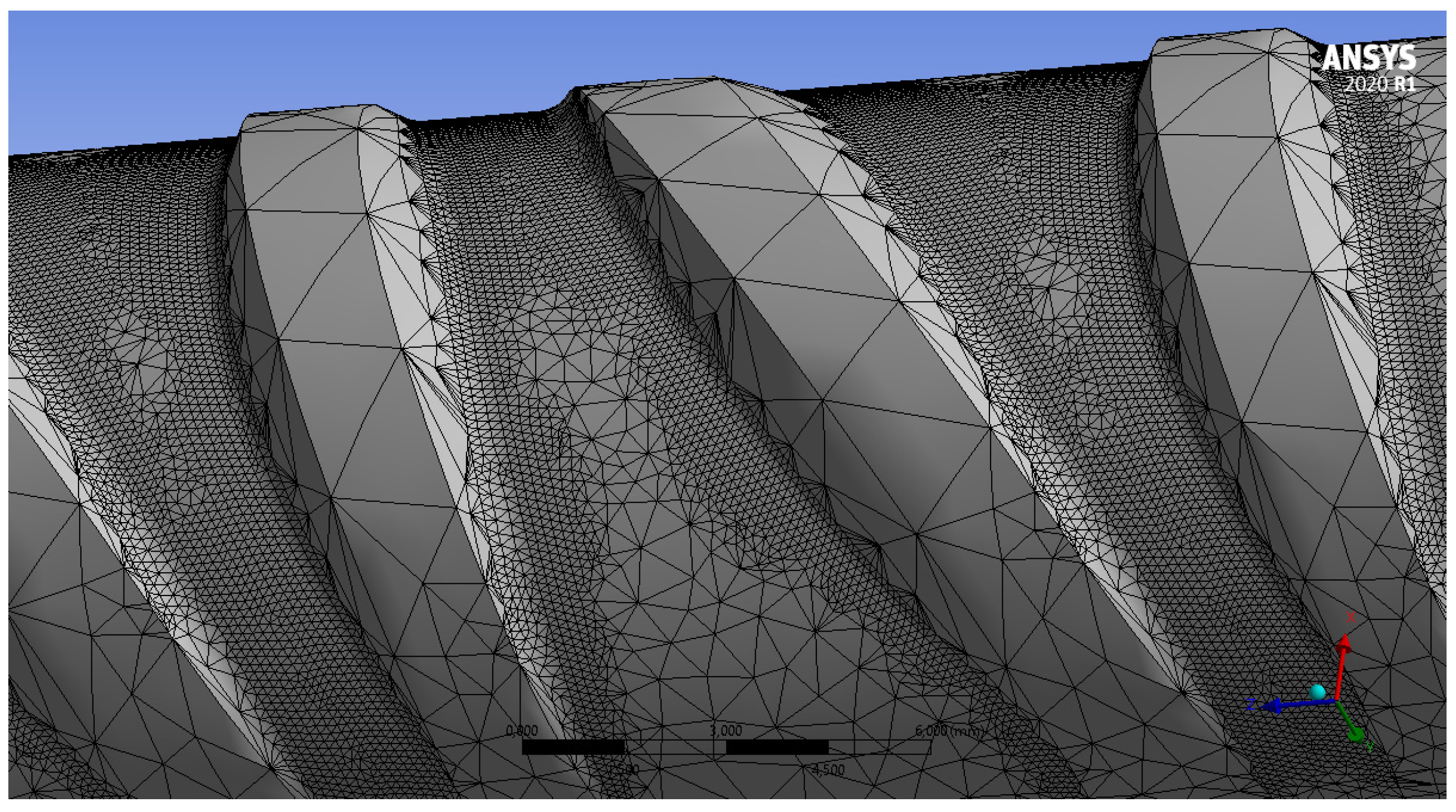
2.4. Finite Element Modeling
3. Results
3.1. Geometry Modeling
3.2. Tensile Tests
3.3. Fatigue Tests
3.4. Finite Element Modeling
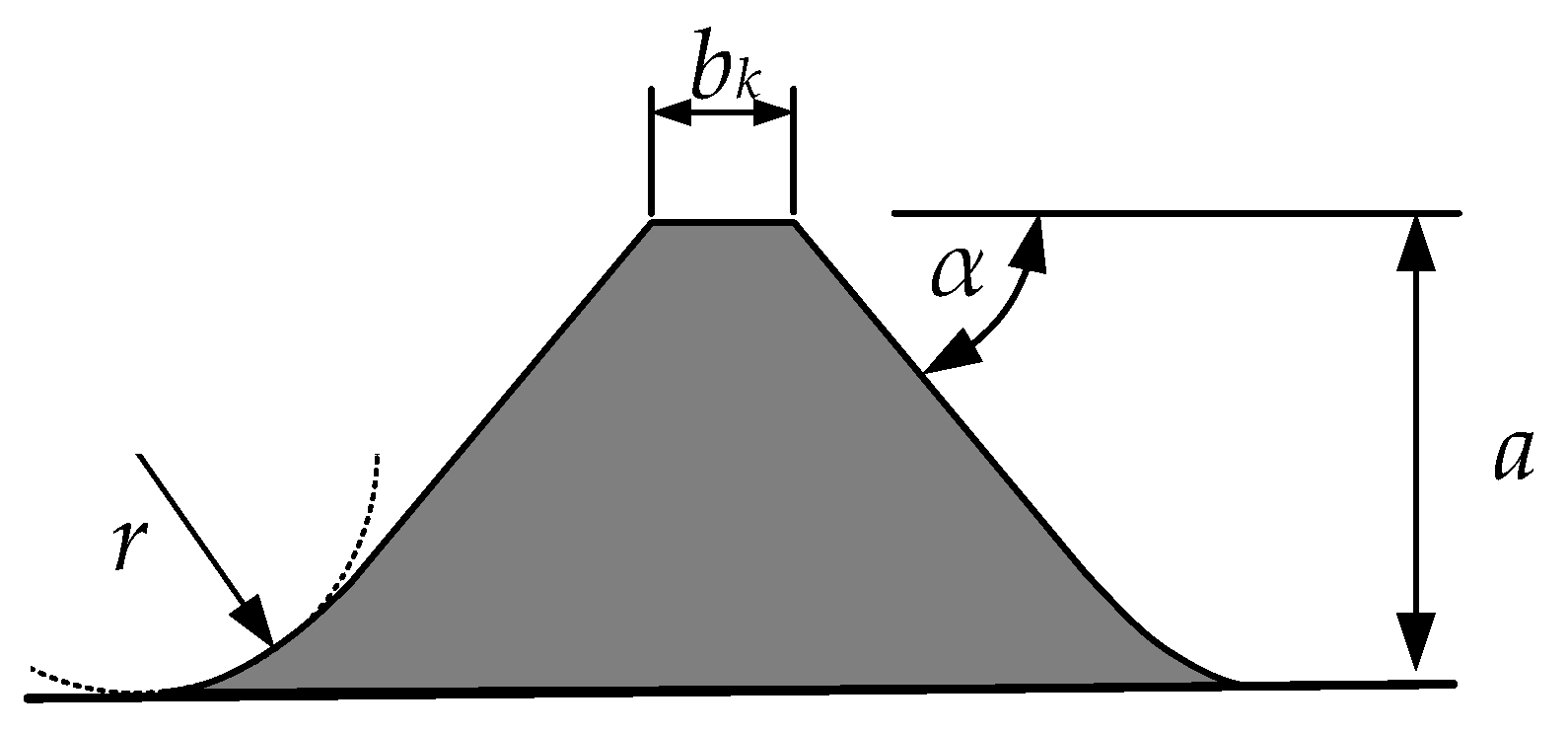
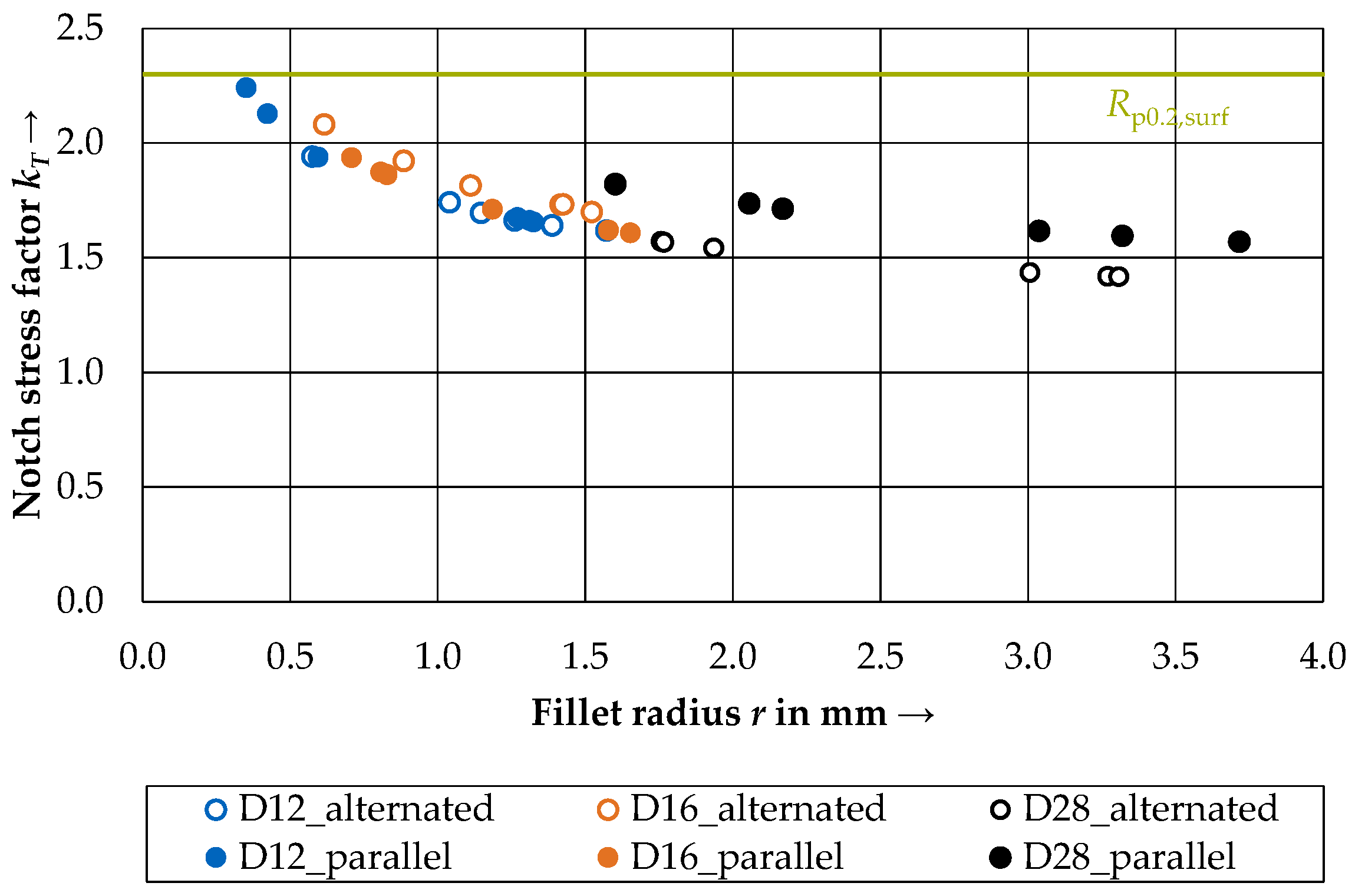
- With an increase in diameter, the fillet radius also increased, leading to lower values for kT. This is expected, as smaller diameters need to have smaller surface dimensions (including fillet radius). In addition, the range of the fillet radii r increases with the increase in diameter (d = 12 mm: 0.35 mm ≤ r ≤ 1.57 mm; d = 16 mm: 0.63 mm ≤ r ≤ 1.68 mm; d = 28 mm: 1.60 mm ≤ r ≤ 3.72 mm). A possible reason for this result might lie in the production process in which a higher compression force is needed between the rolling calibers for larger diameters (accompanied with a larger section modulus), making the process more fluctuating.
4. Conclusions and Outlook
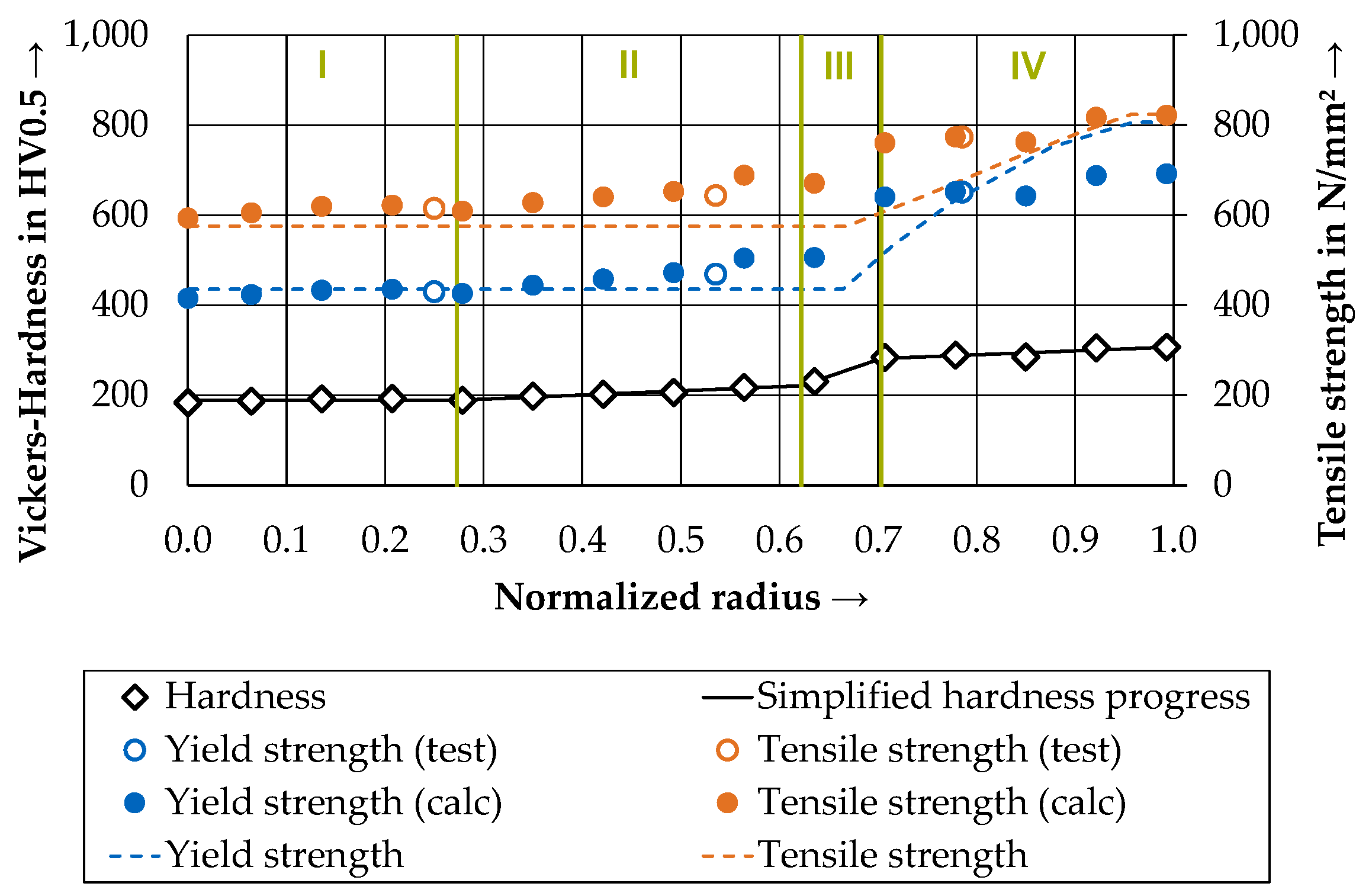
- A method was developed that allowed the calculation of yield and tensile stress distribution in the cross-section based on the hardness and tensile test results of the microstructure specimens. A comparison with the tensile test results from the rebars showed very good agreement.
- The paper tackles the influence of the surface properties of rebars and smooth microstructure specimens. The fatigue tests on the latter did not produce any failure under rebar fatigue test conditions. An increase in the load capacity of approx. 90% of the yield strength led to the failure of the core and transition zone specimens (both composed of a ferrite and pearlite microstructure). The tempered martensite specimen never failed under these conditions, most likely due to the load capacity of approx. 60%.
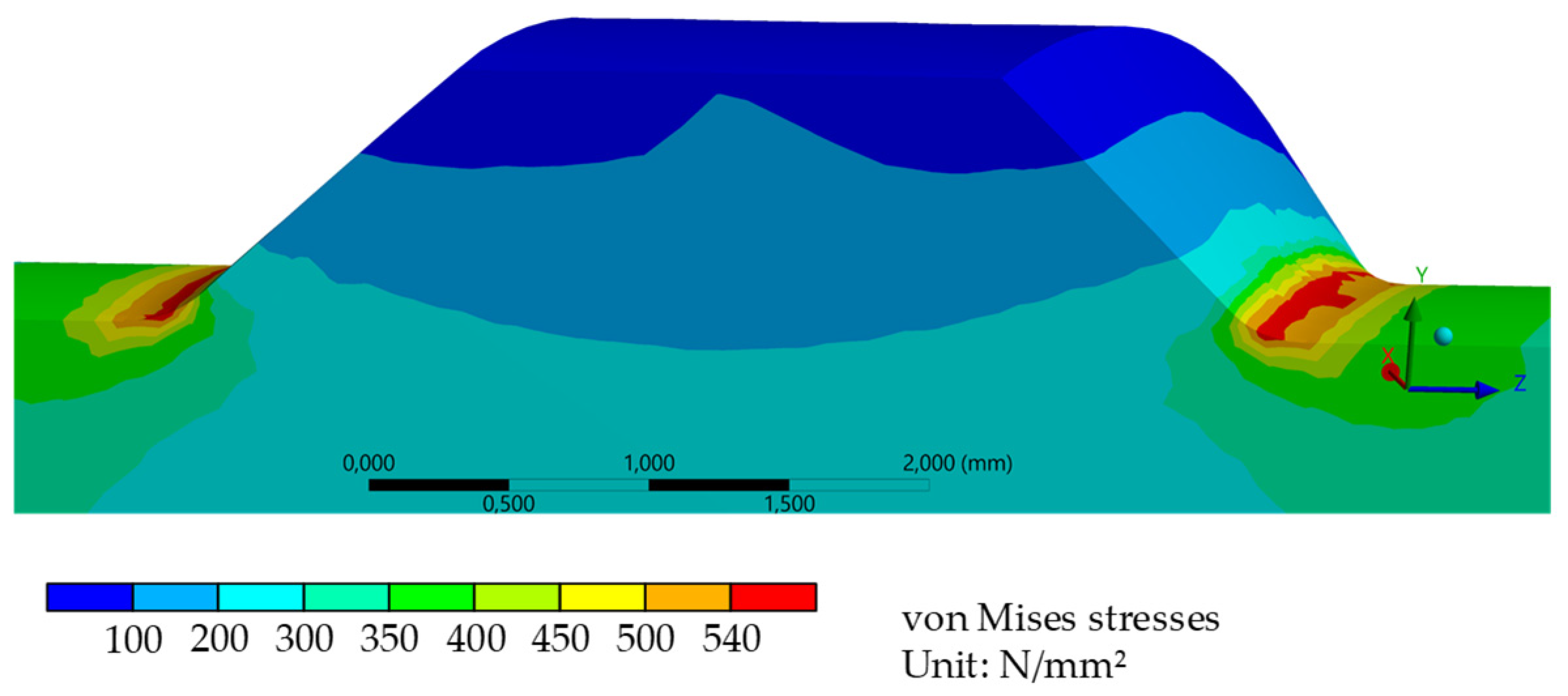
- The results of the linear elastic FEM analyses showed notch stress factors of up to 2.24 for a diameter of 12 mm. In an example study for a rebar of a diameter of 28 mm, the local surface stress, including a superposed residual stress, led to a maximum of 556 N/mm2. This value is below the surface yield strength of 690 N/mm2 in the linear elastic behavior of the tempered martensite. Thus, the assumption of a linear elastic model approach seems justified in the static modeling of notch stresses.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hameed, M.Z.S.; Wölfle, C.H.; Robl, T.; Obermayer, T.; Rappl, S.; Osterminski, K.; Krempaszky, C.; Werner, E. Parameter Identification for Thermo-Mechanical Constitutive Modeling to Describe Process-Induced Residual Stresses and Phase Transformations in Low-Carbon Steels. Appl. Sci. 2021, 11, 550. [Google Scholar] [CrossRef]
- Robl, T.; Wölfle, C.H.; Shahul Hameed, M.Z.; Rappl, S.; Krempaszky, C.; Werner, E. An Approach to Predict Geometrically and Thermo-Mechanically Induced Stress Concentrations in Ribbed Reinforcing Bars. Metals 2022, 12, 411. [Google Scholar] [CrossRef]
- Task Group Bond Models. Bond of Reinforcement in Concrete; State-of-Art Report. fib CEB-FIP Bulletin No. 10; fib CEB-FIP: Lausanne, Switzerland, 2000. [CrossRef]
- Economopoulos, M.; Respen, Y.; Lessel, G.; Steffes, G. Application of the Tempcore process to the fabrication of high yield strength concrete-reinforcing bars. C R M 1975, 3–19. [Google Scholar]
- Volkwein, A.; Osterminski, K.; Meyer, F.; Gehlen, C. Distribution of residual stresses in reinforcing steel bars. Eng. Struct. 2020, 223, 111140. [Google Scholar] [CrossRef]
- Fernandez, I.; Bairán, J.M.; Marí, A.R. 3D FEM model development from 3D optical measurement technique applied to corroded steel bars. Constr. Build. Mater. 2016, 124, 519–532. [Google Scholar] [CrossRef]
- König, G.; Danielewicz, I. Ermüdungsfestigkeit von Stahlbeton- und Spannbetonbauteilen mit Erläuterungen zu den Nachweisen gemäß CEB-FIP Model Code 1990. In Deutscher Ausschuss für Stahlbeton, Heft 439; Beuth-Verlag: Berlin, Germany, 1994. [Google Scholar]
- Weirich, T. Ermüdungsverhalten des Betonstahls unter Berücksichtigung möglicher Korrosionseinflüsse. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 2013. [Google Scholar]
- Läpple, V. Einführung in die Festigkeitslehre; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2016. [Google Scholar] [CrossRef]
- Radaj, D.; Vormwald, M. Ermüdungsfestigkeit; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar] [CrossRef]
- Martin, H.; Schießl, P. Dauerschwingfestigkeit von Unbehandelten Betonstählen: Zusammenfassender Überblick über Versuchsergebnisse und Theoretische Erkenntnisse; Institut für Betonstahl- und Stahlbeton e.V.: Düsseldorf, Germany, 1975. [Google Scholar]
- Martin, H.; Schießl, P. Untersuchungen zur Dauerschwingfestigkeit von dispersionsgehärteten Betonrippenstählen BSt 50/55 mit III U- und IV U-Profilierung; Institut für Betonstahl- und Stahlbeton e.V.: Düsseldorf, Germany, 1974. [Google Scholar]
- Schießl, P. Theoretische Überlegungen zum Einfluß der Rippengeometrie auf die Dauerschwingfestigkeit von Betonstählen; Institut für Betonstahl- und Stahlbeton e.V.: Düsseldorf, Germany, 1974. [Google Scholar]
- Helgason, T.; Hanson, J.M.; Somes, N.F.; Corley, W.G.; Hognestad, E. Fatigue Strength of High-Yield Reinforcing Bars; Transportation Research Board National Research Council: Washington, DC, USA, 1976. [Google Scholar]
- Rehm, G.; Harre, W.; Beul, W. Schwingfestigkeitsverhalten von Betonstählen Unter Wirklichkeitsnahen Beanspruchungs- und Umgebungsbedingungen; Beuth Verlag: Berlin, Germany, 1986. [Google Scholar] [CrossRef]
- Zheng, H.; Abel, A. Stress concentration and fatigue of profiled reinforcing steels. Int. J. Fatigue 1998, 20, 767–773. [Google Scholar] [CrossRef]
- DIN 488-2:2009-08; Betonstahl—Betonstabstahl. Beuth-Verlag: Berlin, Germany, 2009. [CrossRef]
- DIN EN ISO 15630-1:2019-05; Stahl für die Bewehrung und das Vorspannen von Beton—Prüfverfahren—Teil 1: Bewehrungsstäbe, Walzdraht und Draht (ISO_15630-1:2019). Beuth-Verlag: Berlin, Germany, 2019. [CrossRef]
- Jhamb, I.C. Fatigue of Reinforcing Bars; University of Alberta Libraries: Edmonton, Kanada, 1972. [Google Scholar]
- Rocha, M.; Michel, S.; Brühwiler, E.; Nussbaumer, A. Very high cycle fatigue tests of quenched and self-tempered steel reinforcement bars. Mater. Struct. 2016, 49, 1723–1732. [Google Scholar] [CrossRef]
- MacGregor, J.G.; Jhamb, I.C.; Nuttall, N. Fatigue Strength of Hot Rolled Deformed Reinforcing Bars. J. Proc. 1971, 68. [Google Scholar] [CrossRef]
- Osterminski, K. Probabilistic modeling of reinforcing bar fatigue on the basis of surface topography data. Struct. Concr. 2021, 22, E860–E867. [Google Scholar] [CrossRef]
- DIN 488-1:2009-08; Betonstahl—Teil 1: Stahlsorten, Eigenschaften, Kennzeichnung. Beuth-Verlag: Berlin, Germany, 2009. [CrossRef]
- Osterminski, K.; Gehlen, C. Development of a laser-based line scan measurement system for the surface characterization of reinforcing steel. Mater. Test. 2019, 61, 1051–1055. [Google Scholar] [CrossRef]
- Rocha, M.; Brühwiler, E.; Nussbaumer, A. Geometrical and Material Characterization of Quenched and Self-Tempered Steel Reinforcement Bars. J. Mater. Civ. Eng. 2016, 28, 4016012. [Google Scholar] [CrossRef]
- Puri, A.; Bhattacharyya, B. An analysis and optimisation of the geometrical inaccuracy due to wire lag phenomenon in WEDM. Int. J. Mach. Tools Manuf. 2003, 43, 151–159. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T.; Rahimifard, S.; Allen, R.D. State of the art in wire electrical discharge machining (WEDM). Int. J. Mach. Tools Manuf. 2004, 44, 1247–1259. [Google Scholar] [CrossRef]
- DIN EN ISO 7500-1:2018-06; Metallische Werkstoffe—Kalibrierung und Überprüfung von Statischen Einachsigen Prüfmaschinen—Teil 1: Zug- und Druckprüfmaschinen—Kalibrierung und Überprüfung der Kraftmesseinrichtung (ISO_7500-1:2018). Beuth-Verlag: Berlin, Germany, 2018. [CrossRef]
- DIN EN ISO 9513:2013-05; Metallische Werkstoffe—Kalibrierung von Längenänderungs-Messeinrichtungen für die Prüfung mit einachsiger Beanspruchung (ISO_9513:2012_+_Cor._1:2013). Beuth-Verlag: Berlin, Germany, 2013. [CrossRef]
- DIN EN ISO 18265:2014-02; Metallische Werkstoffe—Umwertung von Härtewerten (ISO_18265:2013). Beuth-Verlag: Berlin, Germany, 2014. [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Diameter (mm) | Model Length (mm) |
|---|---|
| 12 | 50 |
| 16 | 60 |
| 28 | 100 |
| Specimen | Number of Tensile Tests | Number of Fatigue Tests |
|---|---|---|
| Rebar d = 28 mm | 5 | - |
| Microstructure | 5 each | 3 each |
| Parameter | Unit | Value |
|---|---|---|
| Young’s modulus E | N/mm2 | 200,000 |
| Poisson’s ratio ν | - | 0.3 |
| Yield strength Re | N/mm2 | 500 |
| Tensile strength Rm | N/mm2 | 540 |
| Geometry Parameter | Value | Diameter d = 12 mm | Diameter d = 16 mm | Diameter d = 28 mm | |||
|---|---|---|---|---|---|---|---|
| a | mm | 0.956 | 0.985 | 1.614 | |||
| bk | mm | 1.74 | 3.3 | 3.47 | |||
| c | mm | 7.11 | 11.88 | 17.05 | |||
| α | ° | 47 | 41 | 45 | |||
| β 1 | ° | 60 | 53/71 | 60 | 53/68 | 60 | 55/70 |
| r 1 | mm | 0.351 | 0.576 | 0.708 | 0.616 | 1.602 | 1.758 |
| 0.423 | 1.041 | 0.807 | 0.885 | 2.057 | 1.767 | ||
| 0.595 | 1.147 | 0.828 | 1.112 | 2.17 | 1.936 | ||
| 1.27 | 1.261 | 1.185 | 1.425 | 3.038 | 3.008 | ||
| 1.311 | 1.388 | 1.579 | 1.523 | 3.321 | 3.271 | ||
| 1.324 | 1.572 | 1.653 | 2.528 | 3.717 | 3.308 | ||
| Specimen Zone | Parameter | Unit | Mean Value | Standard Deviation | Coefficient of Variation (%) |
|---|---|---|---|---|---|
| Core | Re | N/mm2 | 430 | 2.18 | 0.51 |
| Rm | N/mm2 | 615 | 2.4 | 0.39 | |
| Agt | % | 14.18 | 1 | 7.03 | |
| Transition zone | Re | N/mm2 | 464 | 10.2 | 2.2 |
| Rm | N/mm2 | 639 | 9.41 | 1.47 | |
| Agt | % | 13.74 | 5.8 | 5.8 | |
| Surface | Rp0.2 | N/mm2 | 651 | 69.22 | 10.63 |
| Rm | N/mm2 | 773 | 50.47 | 6.53 | |
| Agt | % | 7.87 | 1.48 | 1.48 | |
| Whole rebar 28 mm | Re | N/mm2 | 574 | 6.51 | 1.13 |
| Rm | N/mm2 | 702 | 4.71 | 0.67 | |
| Agt | % | 9.8 | 0.38 | 3.89 |
| Zone | Normalized Radius | Conversion Factor for Hardness into Tensile Strength | Conversion Factor for Inverse Yield Ratio Rm/Re or Rm/Rp0.2 |
|---|---|---|---|
| I | 0.27 | 3.23 | 1.43 |
| II | 0.62 | −0.86·x + 3.47 | −0.22·x + 1.49 |
| III | 0.70 | −3.14·x + 4.89 | −2.03·x + 2.62 |
| IV | 1.00 | 2.68 | 1.19 |
| Specimen | Unit | Load Capacity with Respect to Re/Rp0.2 | |
|---|---|---|---|
| σo = 300 N/mm2 | σo = 400 N/mm2 | ||
| Core | % | 69.8 | 93.1 |
| Transition zone | % | 64.7 | 86.2 |
| Surface | % | 46.1 | 61.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rappl, S.; Shahul Hameed, M.Z.; Krempaszky, C.; Osterminski, K. Mechanical and Surface Geometric Properties of Reinforcing Bars and Their Significance for the Development of Near-Surface Notch Stresses. Mathematics 2023, 11, 1910. https://doi.org/10.3390/math11081910
Rappl S, Shahul Hameed MZ, Krempaszky C, Osterminski K. Mechanical and Surface Geometric Properties of Reinforcing Bars and Their Significance for the Development of Near-Surface Notch Stresses. Mathematics. 2023; 11(8):1910. https://doi.org/10.3390/math11081910
Chicago/Turabian StyleRappl, Stefan, Muhammed Zubair Shahul Hameed, Christian Krempaszky, and Kai Osterminski. 2023. "Mechanical and Surface Geometric Properties of Reinforcing Bars and Their Significance for the Development of Near-Surface Notch Stresses" Mathematics 11, no. 8: 1910. https://doi.org/10.3390/math11081910