4.1. Governing Equations of Thermomechanical Problem
In the finite element analysis of the mechanical problem, an essential step is assembling all the element stiffness matrices in order to obtain the stiffness matrix [
K]. It is often difficult to determine this assembly matrix. For that, we briefly show the mathematical equations to solve such a problem in this section. Indeed, the discretization of a physical system is described with the algebraic Equation (26).
In the second term of Equation (26), we define the force vector {
F}, in which the nodal reaction forces in each node are associated with the imposed displacement and temperature nodes. {
X} is a vector that contains, in a thermomechanical problem, displacements and temperature fields. The results of both fields in all nodes are placed in this vector. When the governing Equations (26) are linear, solving the problem is reached by calculating the unknown vector as shown in Equation (27).
However, matrix inversing is impossible in the case of nonlinearity of the governing Equations (26). The problem can be solved by breaking the applied load in a step into smaller increments. This nonlinearity is due to material behavior, geometry, interactions between multiphysics systems, or boundary conditions. The finite element method is a solution to study multiphysics problems. Two mathematical formulations of multiphysics analysis can be used. They called the monolithic (coupled) and the staggered (decoupled) formulations [
31]. In the coupled approach, only one set of differential equations is used. At each iteration, all variables are updated at the same time. This approach has the advantage of stability and accuracy [
32]. In the case of the 3D thermomechanical model, each node has four degrees of freedom, which are three components of displacements and a thermal scalar. The staggered approach divides the multiphysics system into subsystems containing mechanical and thermal fields. Each time step is divided into some iterations in which each field is solved separately. The staggered analysis is nonlinear.
There are two coupling strategies, which are weak and strong coupling. First, for the weak coupling case, the variable’s flow has only one direction from one subsystem to another. Based on Equation (26), the weak-coupled system Equation (28) is written in the following matrix form:
where the indices
mech and
ther designate, respectively, the mechanical and the thermal fields.
On the other hand, each subsystem depends on the other for the strong coupling case. At the same time, mechanical characteristics depend strongly on the temperature field. The strong-coupled system Equation (29) is written as follows:
By taking into account the effect of temperature fields, mechanical governing systems are described by Equation (30):
Johnson–Cook models are commonly used in the simulation of machining processes involving high strains, strain rates, and temperatures [
18,
33,
34]. Ductile material modeling may be described with constitutive material behavior and damage models. The equivalent plastic flow stress (Equation (31)) is decomposed into strain hardening, kinematic hardening, and thermal softening by raised temperature. We denote
ɛpl as equivalent plastic strain. The strain rate and the reference strain rate (1 s
−1) are indicated by
ɛ̇ and
ɛ̇0, respectively. In the therma term,
T is the temperature,
T0 is the reference temperature, and
Tm is the melting one.
The material parameters A, B, n, C, and m are the yield stress, the strain hardening coefficient, the strain hardening exponent, the strain rate dependence coefficient, and the temperature dependence coefficient, respectively.
Equation (31) contains three components. The first one represents the strain hardening effect. The second one is the strain rate strengthening effect. The third one illustrates the temperature effect that may influence the flow stress, , in some mechanical problems.
Fracture modeling is based on the calculation of the cumulative damage parameter D (Equation (5)). We denote as the equivalent plastic strain increment.
The idea of Johnson–Cook fracture model (Equation (32)) is to describe the fracture equivalent plastic strain (
) as a function of stress triaxiality, strain rate, and temperature (
T).
The first term represents triaxiality. It describes the influence of the stress state on the failure strain. The second term considers the influence of strain rate on the deformation, and the third term represents the influence of heating on the strain at the damage point. Plasticity constants (A, B, n, C, and m) and fractures (D1 to D5) are calculated from characterization tests at different temperatures and strain rates. In the cutting simulation, friction occurs at the interface between the tool and workpiece and chip. As explained previously, we use the combined model to predict the friction between the tool and the workpiece.
In addition, the governing thermal Equation (33) is as follows:
where
Cp is the specific heat,
Ṫ is temperature rate,
Q is the internal heat generation rate per unit-deformed volume,
is the heat flux, and
k is the isotropic temperature-dependent thermal conductivity.
In cutting processes, heating flux Q, which is given by Equation (34), is generated from friction between the tool and workpiece as well as from plastic straining.
The heat flux
Q (Equation (36)) can be divided into
Qp, which is created from plastic work and
Qf, which is caused by friction work between workpiece and tool as well as from between chip and tool:
where
ηp is the fraction of plastic work converted into heat,
ηf is friction work conversion,
ff is the fraction of transferred friction heat to the workpiece,
τf is the friction stress,
Ttool is the temperature of the tool, and
h is heat transfer coefficient due to thermal conduction. The heat convection and heat radiation are ignored. Equations (33) are rewritten as follows (Equation (36)).
4.2. Discretized Form of Thermomechanical Problem
By assuming that the internal heat flux results only from plastic deformation and contact friction, the weak variational form of the thermodynamic equilibrium is given by Equation (37) expressed as a function of an arbitrary temperature variation
δT.
where
δT is an arbitrary temperature variation. The workpiece has a volume
V and a contact surface with tool
Sf. The space of functions themselves as well as their derivatives are L
2-integrable and belong to the H
1 space. Then, thermomechanical problem can be expressed as follows:
where,
and
represent the internal virtual work and the total external virtual work, respectively.
is the virtual work performed by inertial force.
represents the thermal virtual work.
is the internal heat virtual work and the term
represents the plastic virtual work converted into heat. Finally, the term
is the total friction virtual work between the workpiece and tool.
For each node
k of an element
j, the semi-discrete thermal energy balance is given in Equation (39):
where
is the capacitance matrix in the node
k and
is the internal heat flux vector. We obtain the system Equation (40).
Over all of the finite elements, the thermal semi-discrete equilibrium equation is given by system Equation (41).
In order to take into account the nonlinearities in our model, we presented a numerical method to analyze a coupled thermomechanical problem.
4.3. Determination of Material Constants
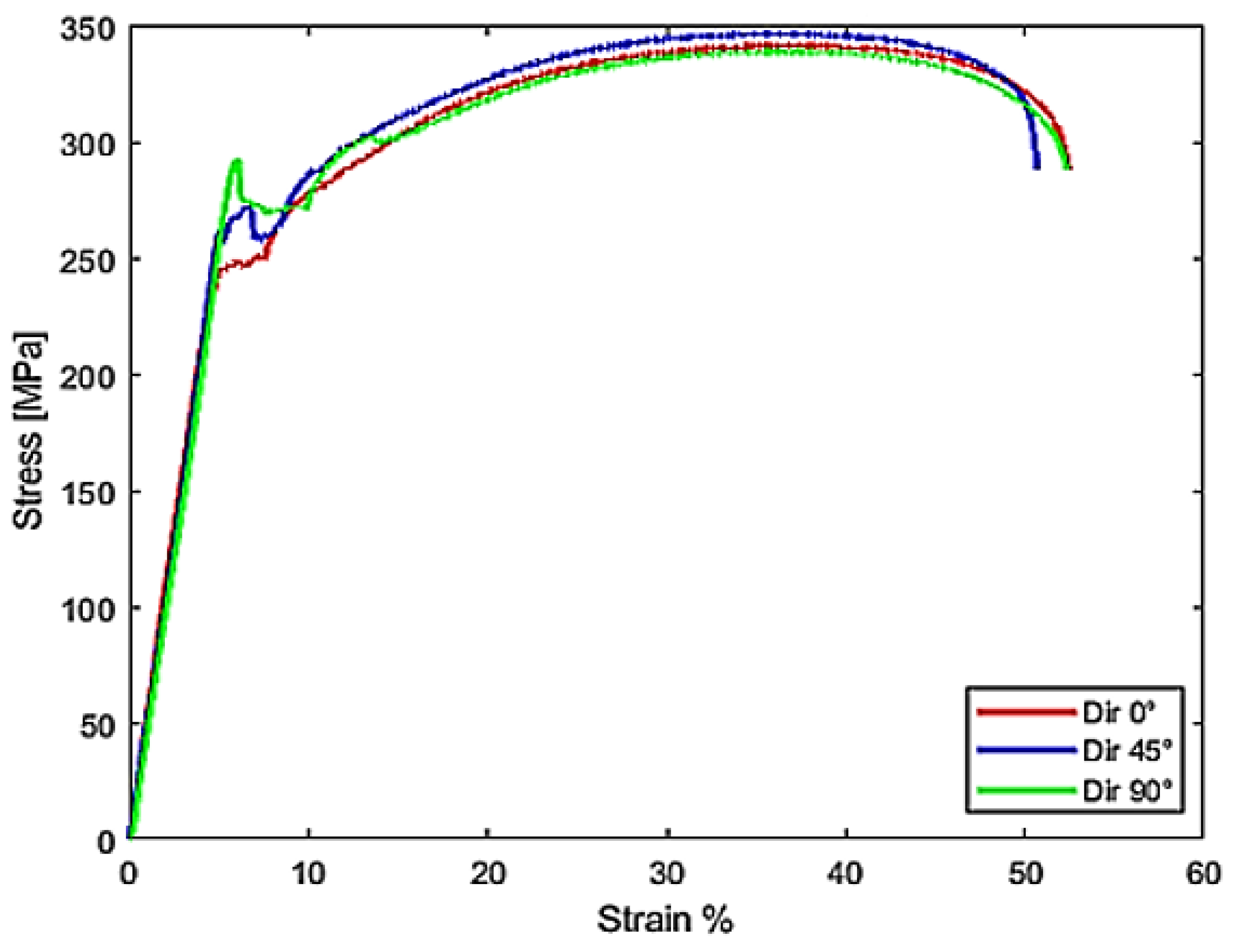
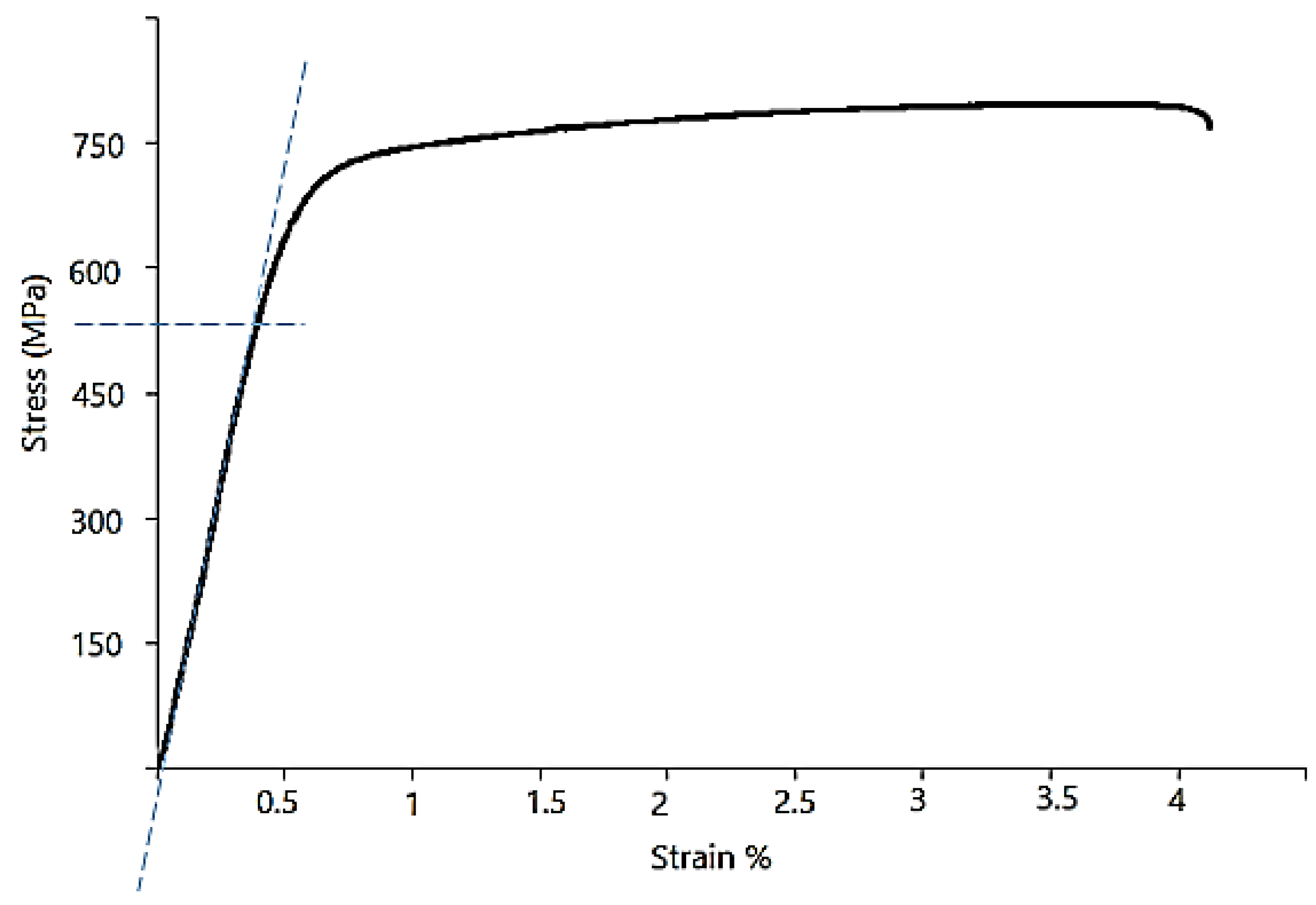
The stress-strain curve resulting from the tensile tests on the bulk specimen cut by the wire cutting process is shown in
Figure 9.
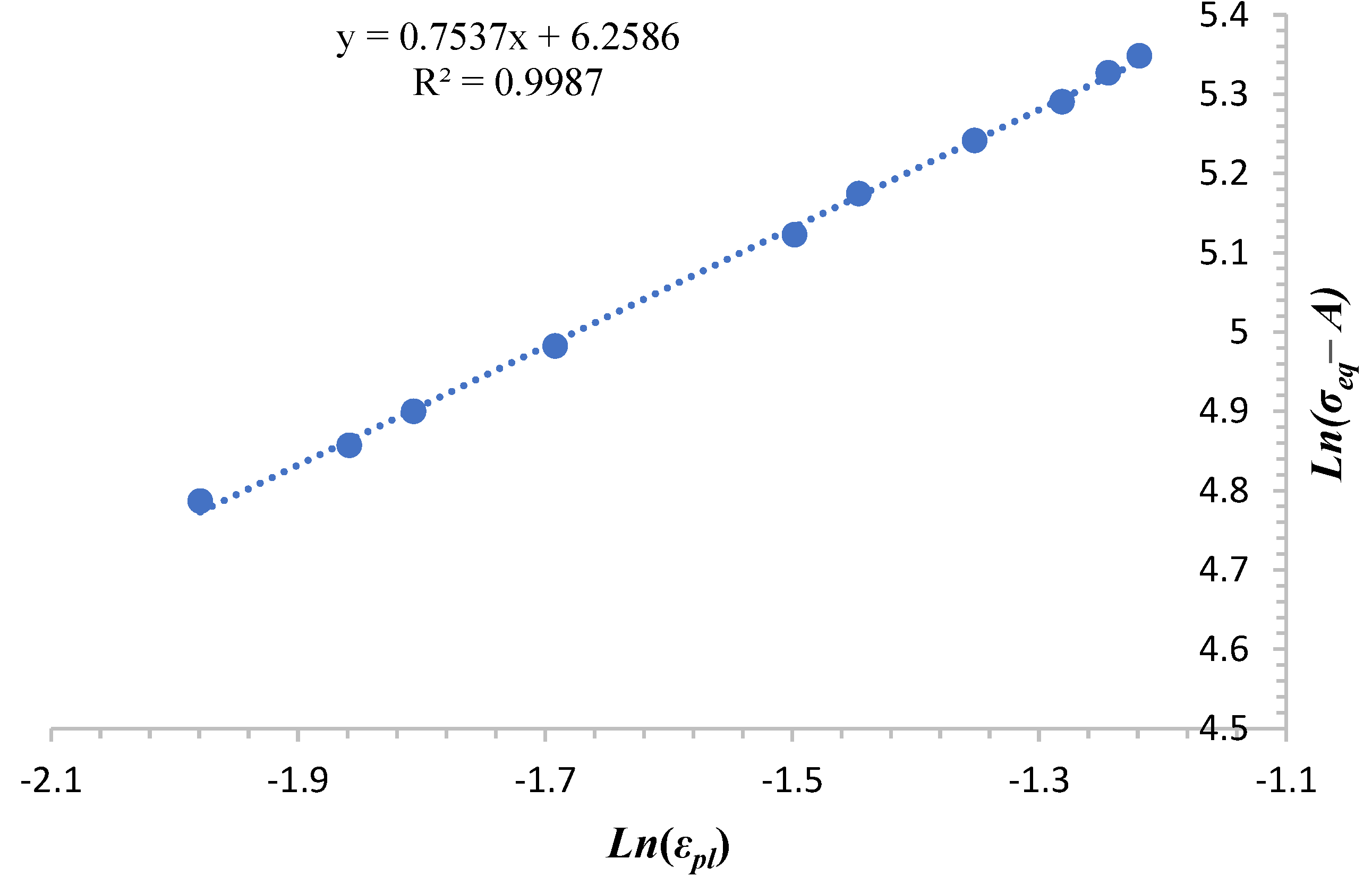
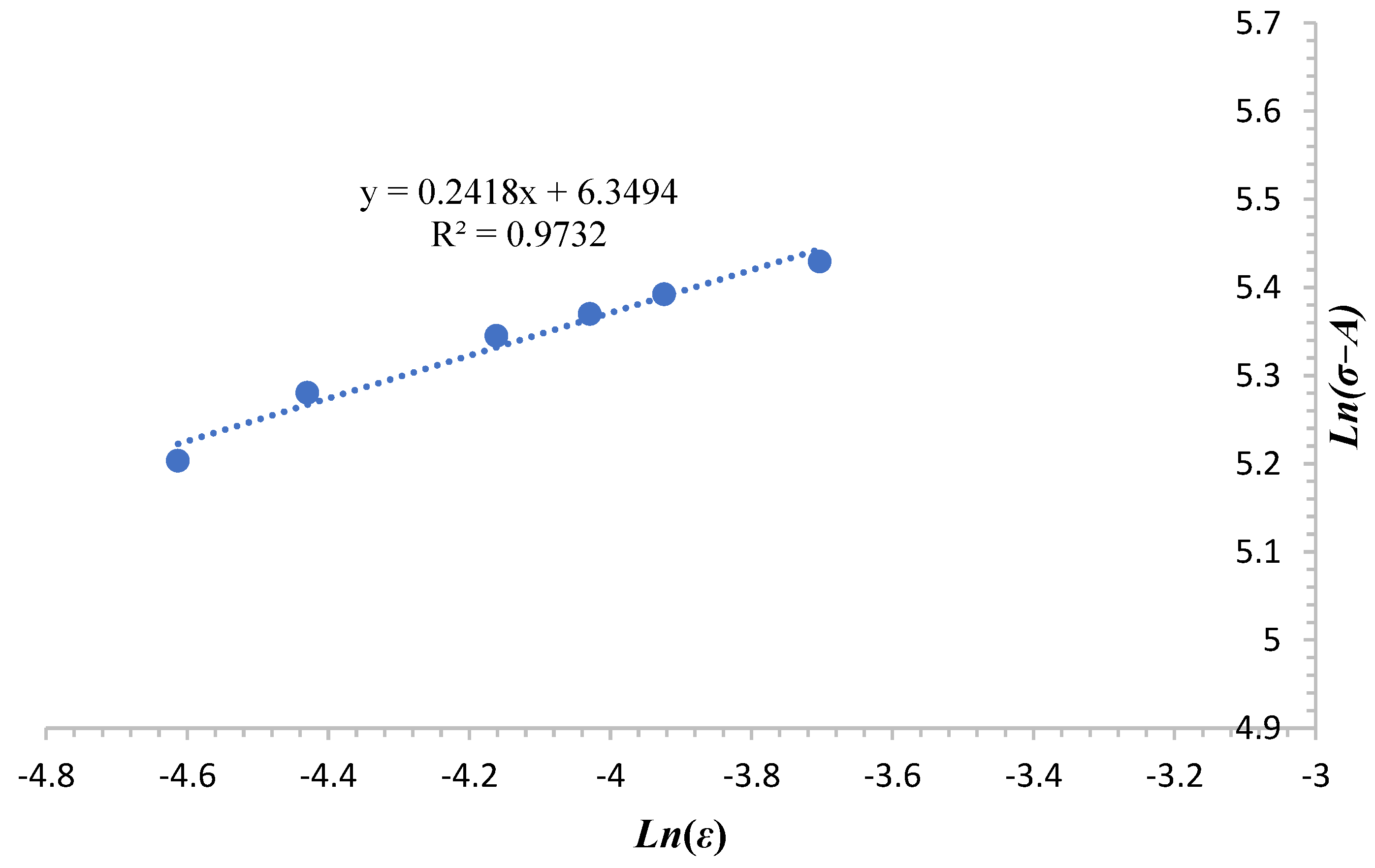
Based on the same method described previously, the linear relationship plot between
ln(σ−A) and
ln(ε) is represented in
Figure 10.
The material constants A, B, and n are estimated as follow:
Taking a constant strain rate
, these material constants were also determined from [
35], as shown in
Table 5. We chose the strengthening coefficient of strain rate,
C, and the thermal softening coefficient,
m, from [
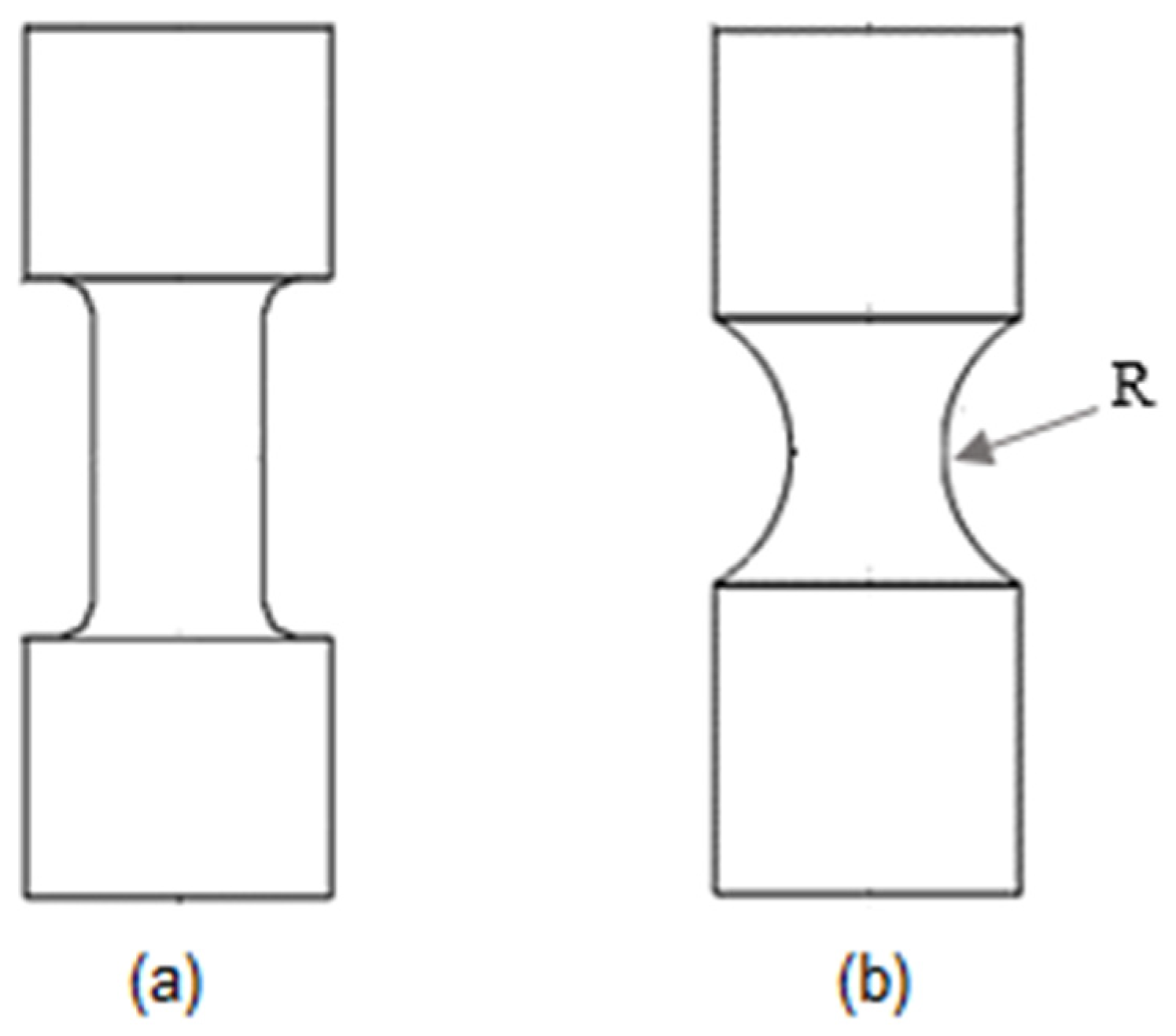
35]. The stress triaxiality controls the material failure through an equivalent strain at failure in cutting processes. It is estimated from the numerical simulations, and its value should be considered consistent with the analytical solutions. In addition, stress triaxiality states according to the analytical model [
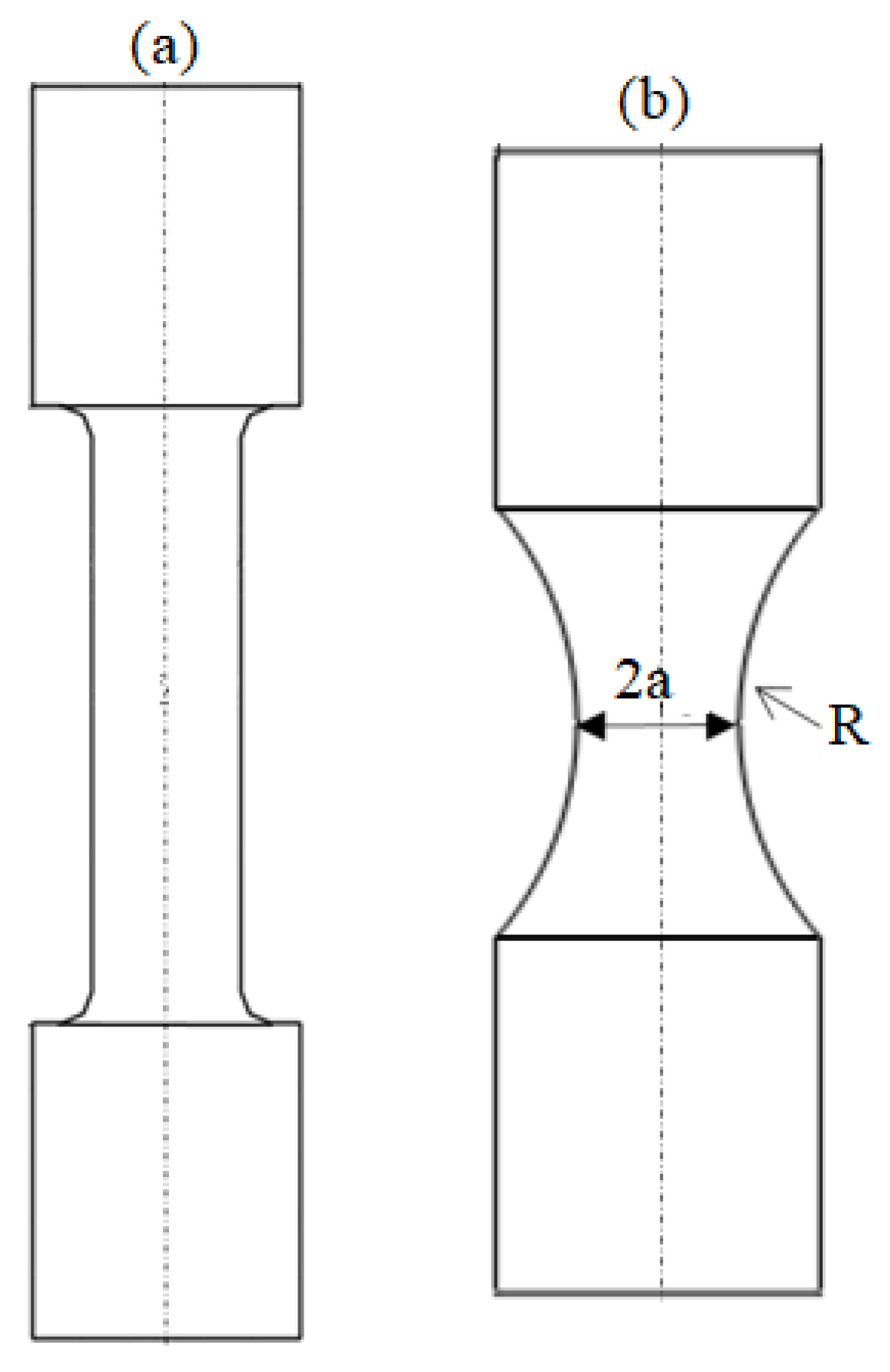
36] are employed to check the numerical triaxiality as illustrated in Equation (42):
where
ղ,
R, and
a are the stress triaxiality, the notch radius and the minimum cross- section of the radius, respectively. Computed triaxiality is compared with analytical values determined by Equation (42). The triaxiality is calculated and computed of smooth and notched specimens drawn in
Figure 11.
In
Table 6, we present the theoretical and computed triaxiality values at failure in the critical elements of notched specimens.
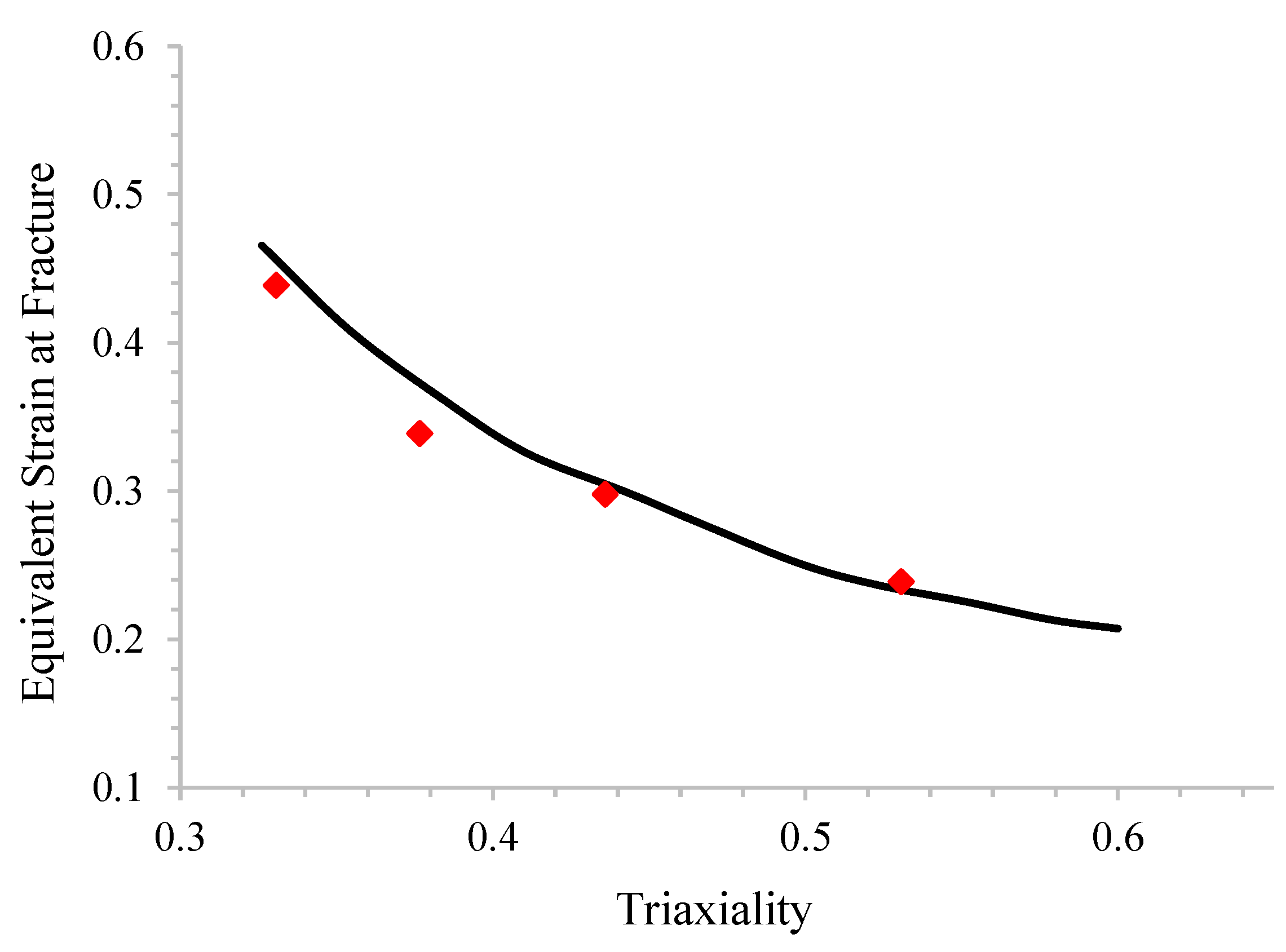
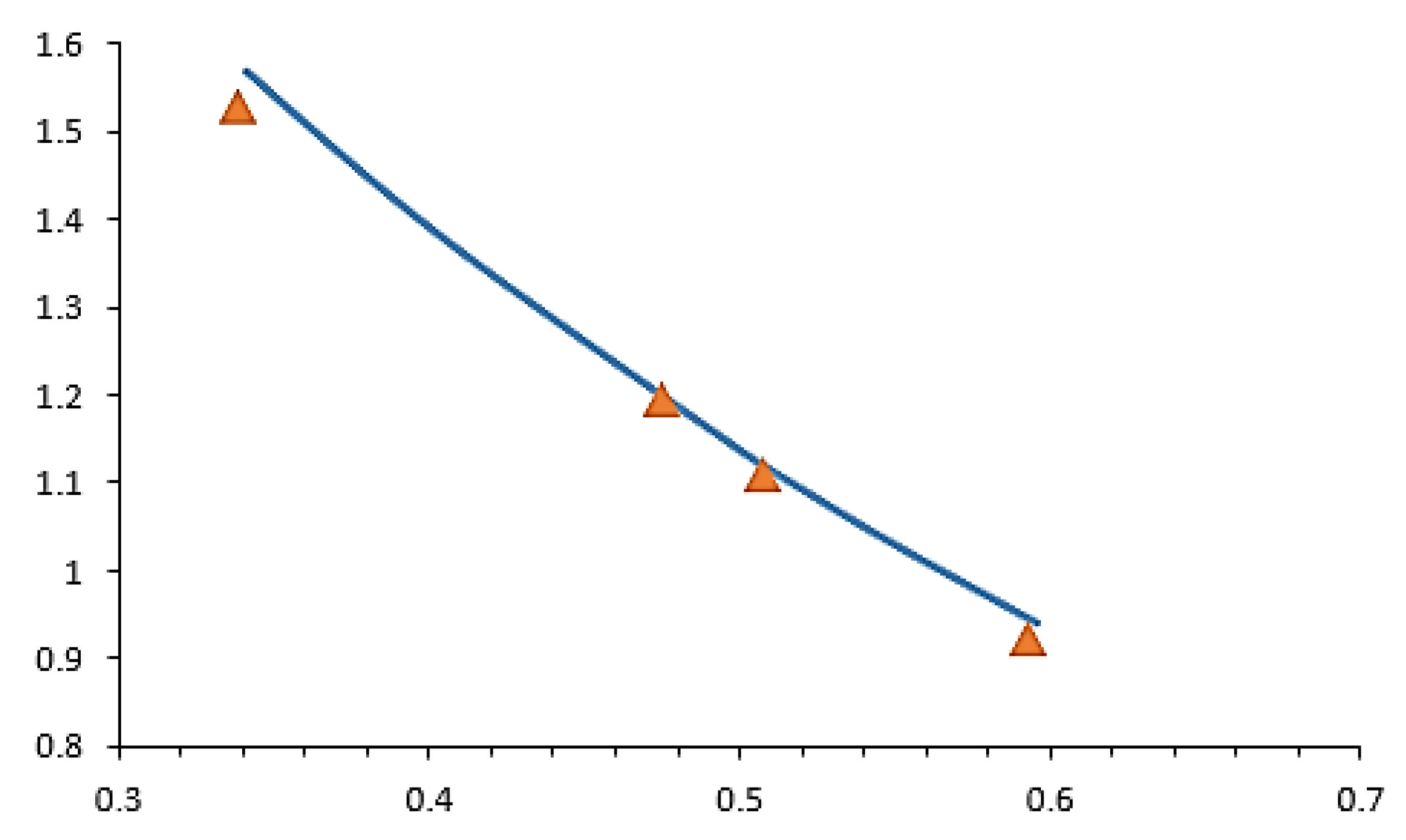
We consider the effects of strain rate and temperature on the failure model (Equation (5)). By substituting the stress triaxialities and corresponding equivalent strain at fracture into the relationship (Equation (5)), the curve
is determined. Therefore, from the coefficients of the fitted Equation (
Figure 12), the parameters
are computed. As shown in
Table 7, the failure model parameters
D1,
D2, and
D3 are determined.
The estimated Johnson–Cook’s fracture model parameters are outlined in
Table 7.
The
D4 and
D5 Parameters of the Johnson–Cook ductile fracture model for the AISI1045 steel are assumed to have the same values as presented [
35]. These parameters will be used in the numerical models of cutting processes to predict the ductile failure of the workpiece.
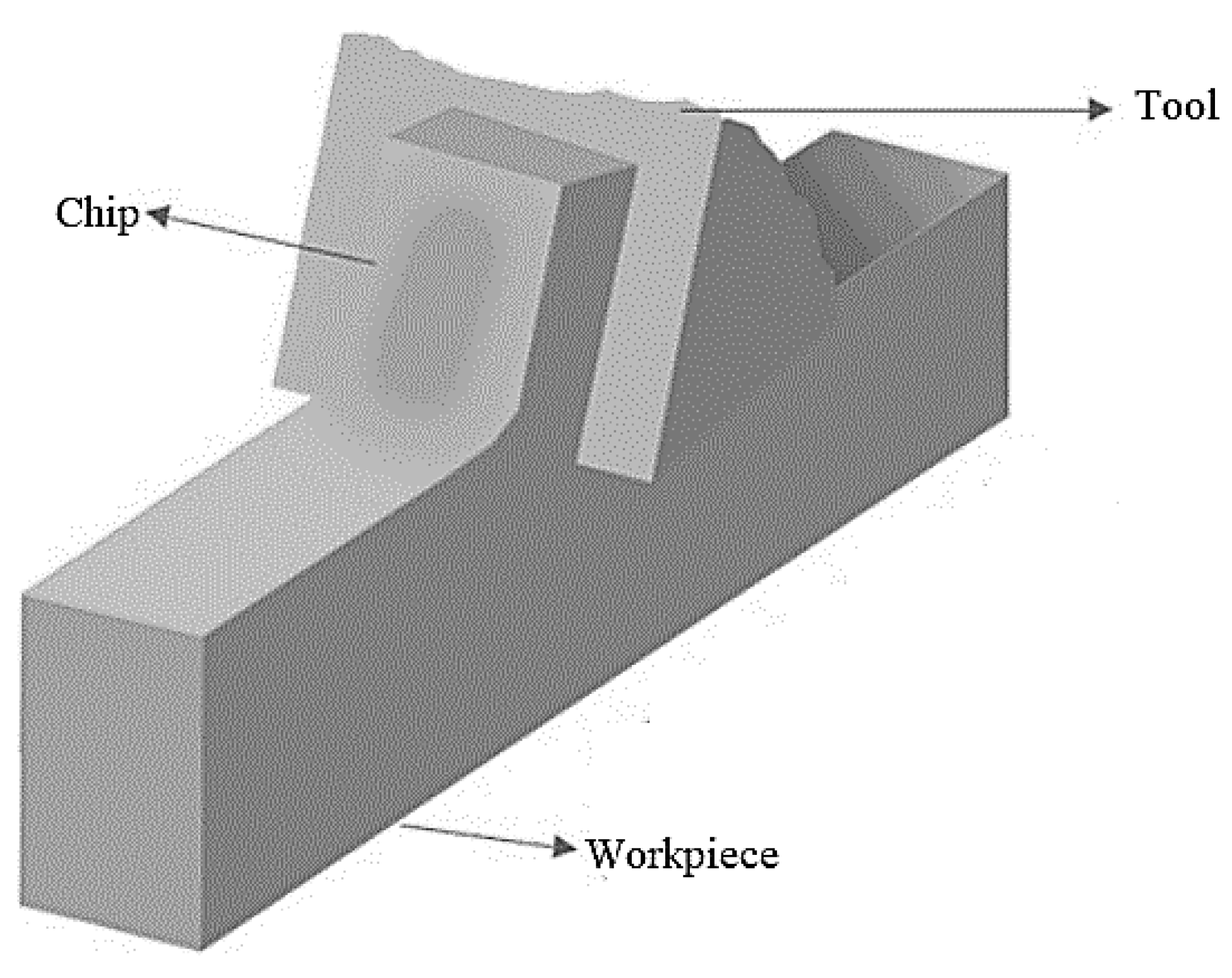
4.5. Numerical Results of Turning Operation
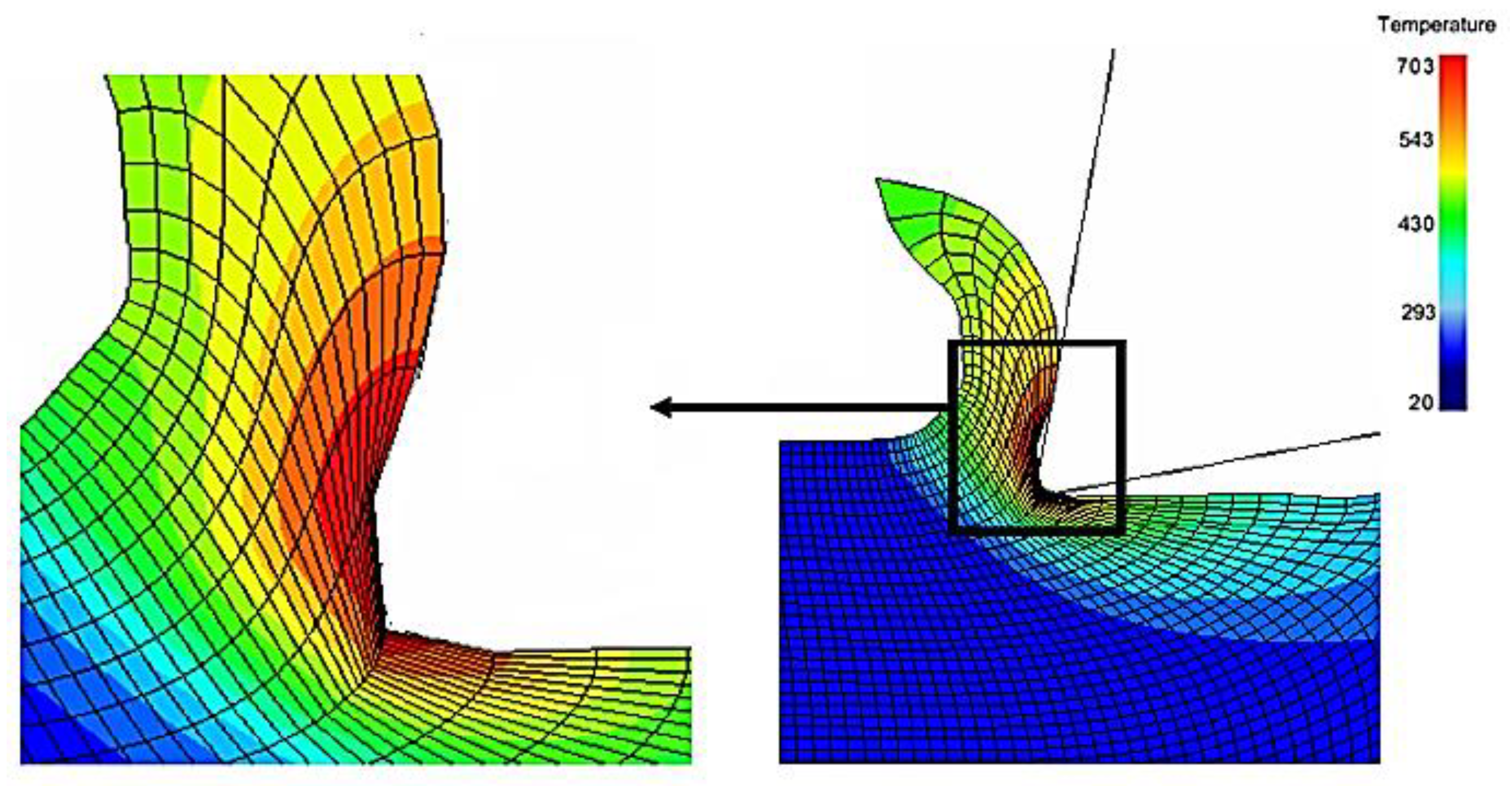
The experiment and theoretical results prove the accuracy of the turning operation’s numerical model. In the first, we illustrate in
Figure 14 the computed cutting temperature distribution obtained from the numerical model.
The thermal field analysis during the cutting simulation shows that the maximum temperature is located around the tooltip, Tmax = 703 °C.
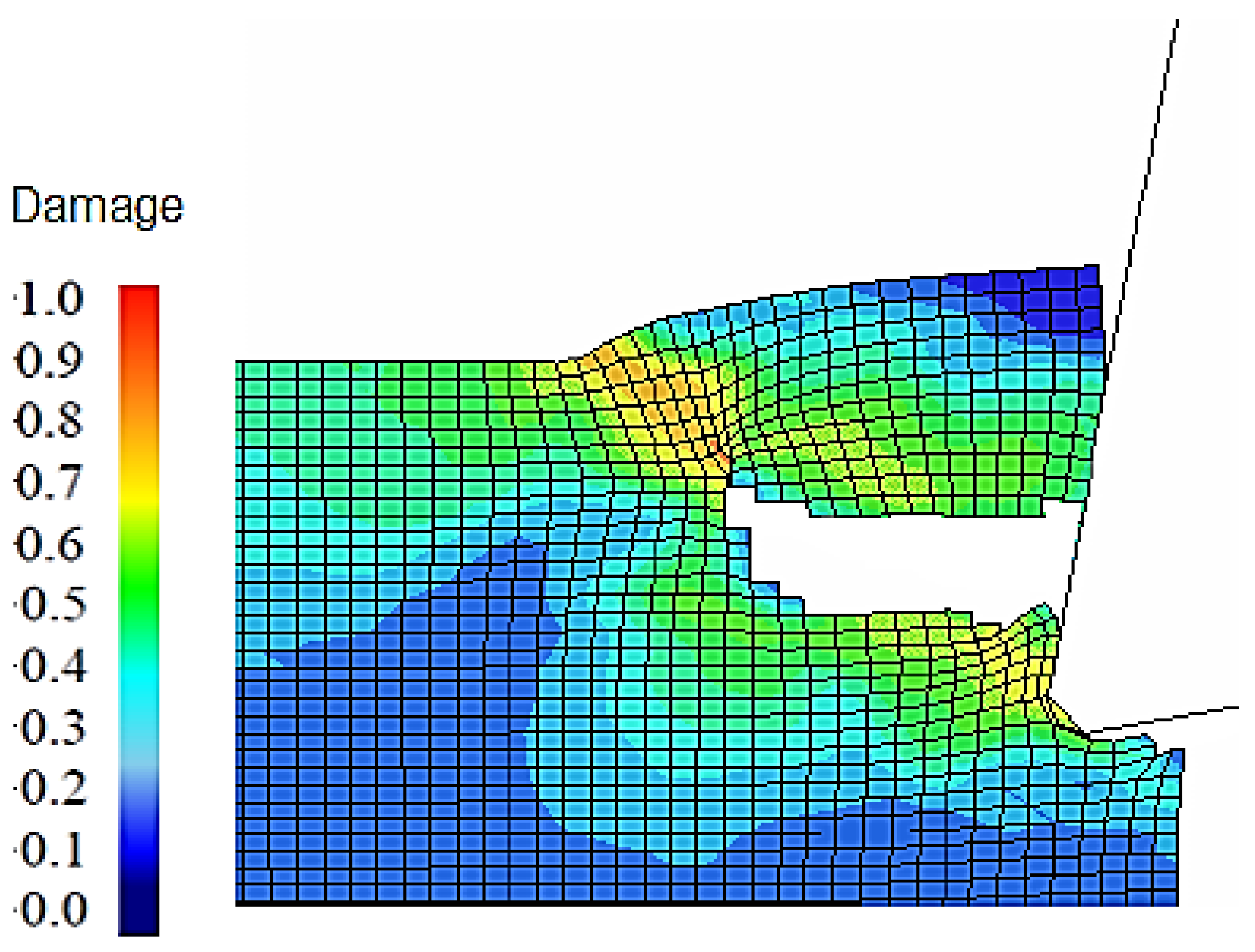
In the second, we show in
Figure 15, the evolution of damage parameter in cutting model. In fact, a cutting speed
Vc = 250 m/min is applied to the tool. When machining with high-cutting speed, the appearance of segmented chips happens. Using the failure model of Johnson–Cook, we can predict the discontinuous chip form.
In order to prove the accuracy of our numerical model using Johnson–Cook, we compare some numerical results with experimental and theoretical ones. The turning experiments [
37] are carried out on the AISI1045 steel using a cutting speed
Vc = 50 m/min and a feed rate
Vf = 0.15 mm. The edge radius of the tool cutting is equal to 0.05 mm. The clearance and the rake angles are equal to 10°. A quartz-three components dynamometer was used [
37] to determine tangential cutting and thrust forces
Fc and
Ff.
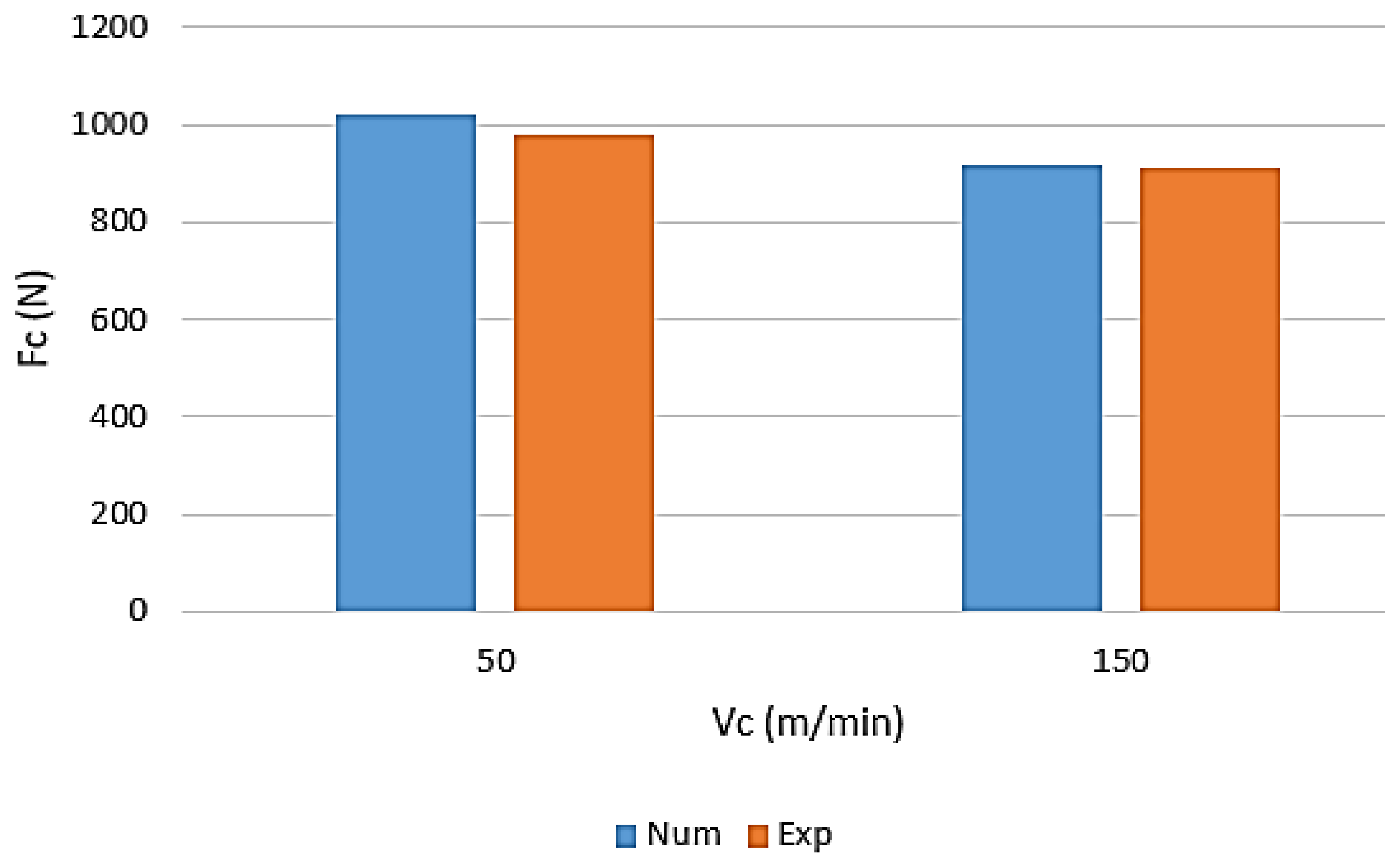
At the numerical level, we determine the chip’s cutting force and geometry, and these results may be compared to the experimental and theoretical ones as plotted in
Figure 16.
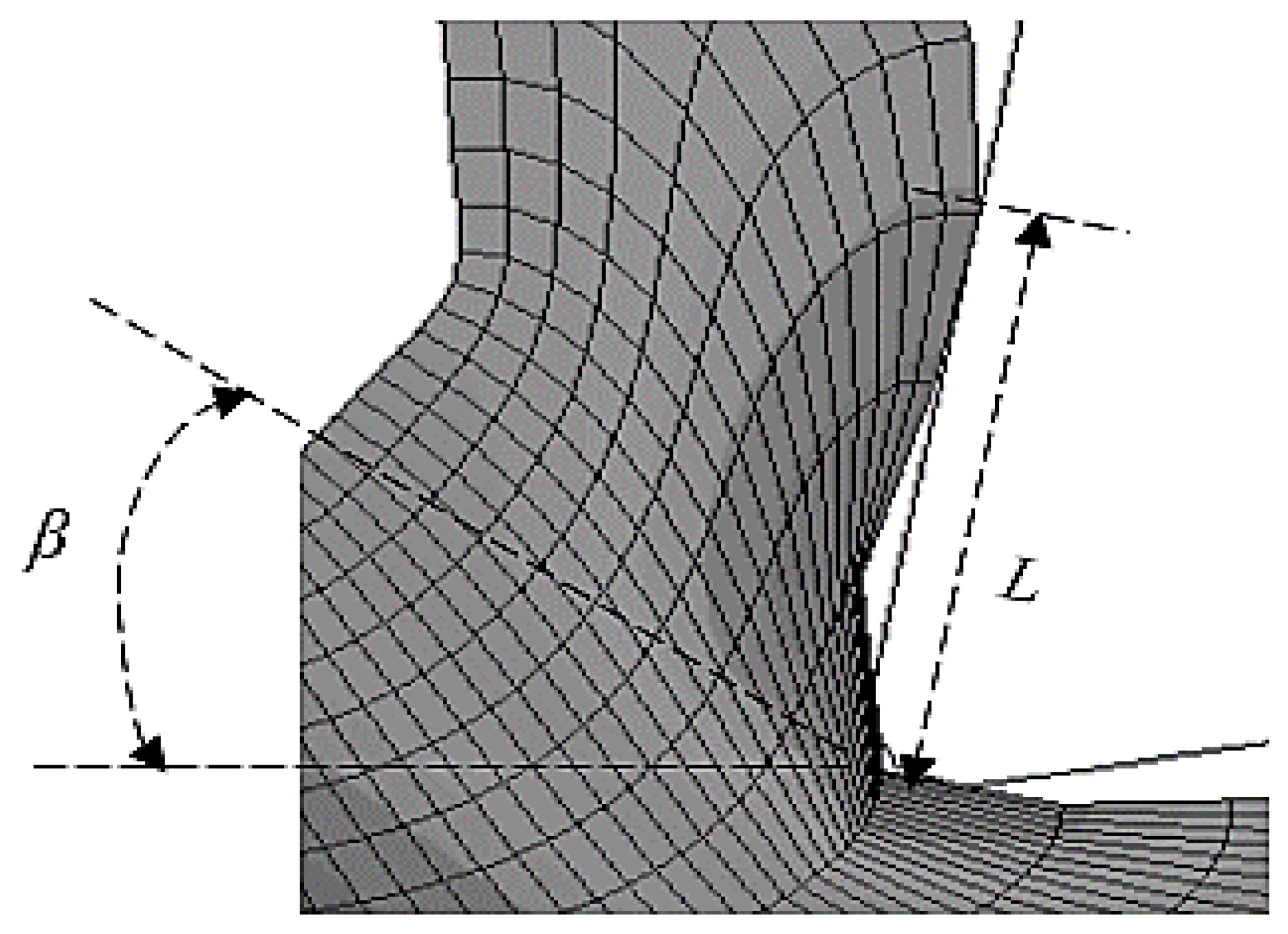
The proportionality between the total chip contact length
L of and the shear angle
β can be understood by looking at
Figure 17.
Table 10 resumes the numerical and the experimental results of cutting forces.
In addition, we illustrate in
Table 11 the experimental, analytical, and numerical results of chip geometries.
The difference from the efforts of cutting does not overtake 8%. The comparison between the shear angle found by the analytical calculation [
38] (
β = 27°) and that computed (
β = 30°) approves that the coefficients of Johnson–Cook models related to the AISI1045 are well estimated.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}