
Prediction of Surface Roughness in Turning Applying the Model of Nonlinear Oscillator with Complex Deflection


Abstract
:1. Introduction
2. Modelling of the Cutting System
3. Analytic Solving Procedure
- (a)
- Analyzing (13) it is seen that for the amplitude of vibration is zero. We can realize this case if the cutting force is smaller than the elastic force of the rotor. Unfortunately, in real systems the realization of the cutting process requires the cutting force to be significantly higher than the elastic force. So, it is concluded that in real conventional cutting processes vibrations always exist and therefore total elimination is impossible.
- (b)
- For vibration of the system occurs. According to (5) the vibrations in two orthogonal directions are
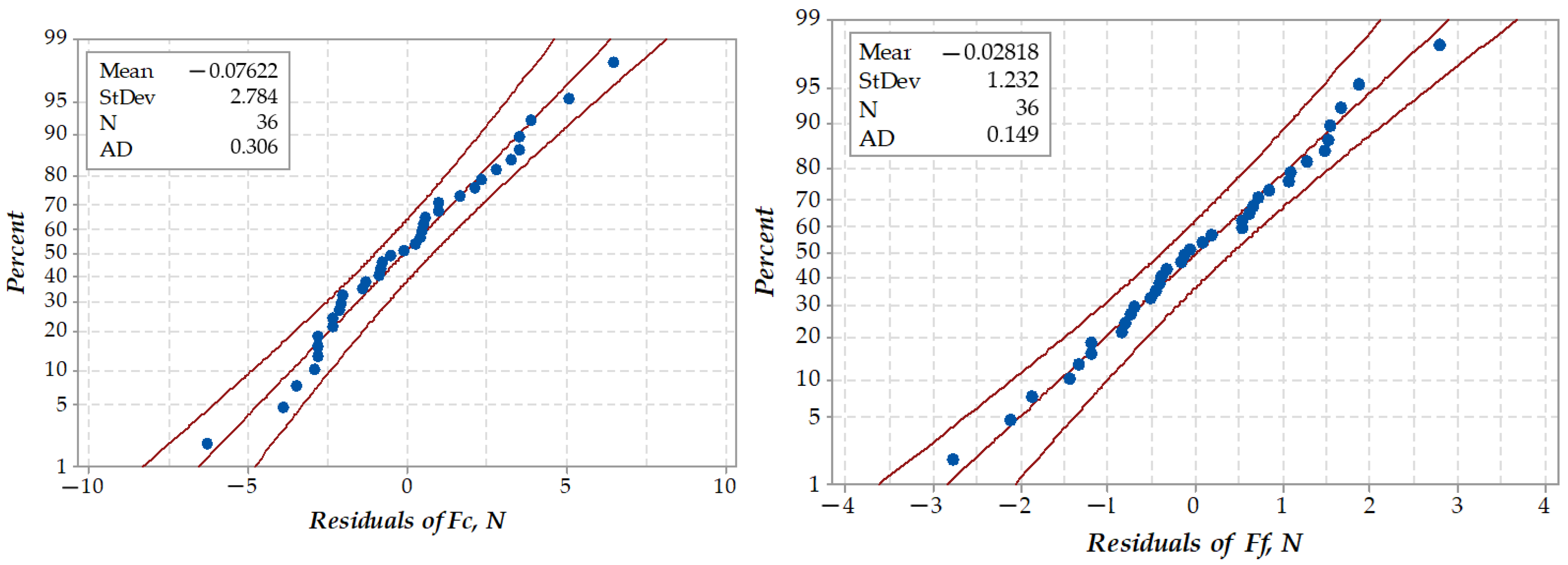
4. Measuring and Modelling of the Cutting Force
5. Discussion and Result Analysis
6. Conclusions
- The nonlinear oscillator excited with the constant excitation force is the suitable model for vibration simulation of the workpiece-cutting tool in the turning process.
- Using the fitting method of the measured values of the cutting force, the force function on velocity of the workpiece and feed ratio in turning may be derived. The numerically computed force correlates with the experimentally measured one.
- The mathematical procedure for solving two coupled differential equations described with complex displacement functions gives approximate solutions which are suitable for the description of vibrations in the cutting process.
- If the nonlinearity of the system is higher, i.e., the rigidity of the workpiece is higher, the amplitude of vibration is smaller.
- The amplitude and frequency of vibration strongly depend on the variation of the feed ratio. Upon increasing the feed ratio at a constant velocity of the working piece, the frequency of vibration decreases and the amplitude of vibration increases. The amplitude variation is up to 20% and the frequency of variation up to 8%. A higher value of variation is evident for a smaller velocity of the working piece.
- If the feed ratio is constant, upon increasing of the velocity of working piece the frequency of vibration also increases, while the amplitude of vibration decreases. However, the frequency and amplitude variation are not higher than 2.5%. Hence, it is concluded that the increase of the velocity of the workpiece does not have a significant influence on variation of the vibration properties.
- Comparing the analytic vibration results with experimentally measured surface roughness, it is shown that they are in agreement. Thus, for the constant cutting velocity and increasing of feed ratio, both amplitude of vibration and surface roughness are increasing too. The higher the feed ratio, the higher the roughness value. Conversely, if the cutting feed is constant, the increase of the cutting velocity does not have a significant influence on variation of the vibration and the roughness of the cutting surface.
- Finally, the mathematical model suggested in the paper gives the vibration parameters which give the possibility to predict the roughness of the surface by varying the feed rate and velocity in cutting process without conducting experiments and experimental measuring. The ratio of surface roughness (in μm) and amplitude of vibration of the workpiece (in mm) is approximately (1–2) × 10−3.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Upadhyay, V.; Jain, P.K.; Mehta, N.K. In-process prediction of surface roughness in turning of Ti-6Al-4V alloy using cutting parameters and vibration signals. Measurement 2013, 46, 154–160. [Google Scholar] [CrossRef]
- Sahu, N.K.; Andhare, A.B.; Andhale, S.; Abraham, R.R. Prediction of surface roughness in turning of Ti-6Al-4V using cutting parameters. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Dubai, United Arab Emirates, 28–29 November 2017; IOP Publishing: Bristol, UK, 2018; Volume 346, p. 6. [Google Scholar]
- Herwan, J.; Kano, S.; Ryabov, O.; Sawada, H.; Kasashima, N.; Mizaka, T. Predicting surface roughness of dry cut grey cast-iron based on cutting parameters and vibration signals from different sensor positions in CNC turning. Int. J. Autom. Technol. 2020, 14, 217–228. [Google Scholar] [CrossRef]
- Wenping, M.; Shaowei, Z. Vibration of tool wear and surface roughness characteristics in turning of Inconel 718 alloy with ceramic insert under LN(2) machining. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 369. [Google Scholar]
- Fernández-Abia, A.I.; Barreiro, J.; López de Lacalle, L.N.; Martínez, S. Effect of very high cutting speeds on shearing, cutting forces and roughness in dry turning of austenitic stainless steels. Int. J. Adv. Manuf. Technol. 2011, 57, 61–71. [Google Scholar] [CrossRef]
- Abu-Mahfouz, I.; Banerjee, A.; Pahman, E. Evaluation of clustering techniques to predicts surface roughness during turning of stainless steel using vibration signals. Materials 2021, 14, 5050. [Google Scholar] [CrossRef]
- Liu, N.; Liu, B.; Jiang, H.; Wu, S.; Yang, C.; Chen, Y. Study on vibration and surface roughness in MQCL turning on stainless steel. J. Manuf. Processes 2021, 65, 343–353. [Google Scholar] [CrossRef]
- Kuntoglu, M.; Aslan, A.; Pimenov, D.Y.; Glasin, K.; Mikoljczek, T.; Sharma, S. Modeling of cutting parameters and tool geometry for multi criterion optimization of surface roughness and vibration via response surface methodology in turning of AISI 5140 steel. Materials 2020, 13, 4242. [Google Scholar] [CrossRef]
- Alfonso, R.D.R.; Rodríguez, R.P.; Robledo, P.C.Z.; Santana, M.R.; Quiza, R. Optimization of the cutting regime in the turning of the AISI 316L steel for biomedical purposes based on the initial progression of tool wear. Metals 2021, 11, 1698. [Google Scholar] [CrossRef]
- Shankar, N.V.S.; Shankar, H.R.; Kumar, N.P.; Saichandu, K. Process parameter optimization for minimizing vibrations and surface roughness during turning EN19 steel using coated carbide tool. Mater. Today Proc. 2020, 24 Pt 2, 788–797. [Google Scholar] [CrossRef]
- Ozbek, O.; Saruhan, H. The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISID2. J. Mater. Res. Technol. 2020, 9, 2762–2772. [Google Scholar] [CrossRef]
- Magalhães, L.C.; Carlesso, G.C.; López de Lacalle, L.N.; Souza, M.T.; Palheta, F.D.O.; Binder, C. Tool wear effect on surface integrity in AISI 1045 steel dry turning. Materials 2022, 15, 2031. [Google Scholar] [PubMed]
- Ambhore, N.; Kamble, D.; Chinchanikar, S. Prediction of cutting tool vibration and surface roughness in hard turning of AISI52100 steel. In Proceedings of the 14th International Conference on Vibration Engineering and Technology of Machinery (VETOMAC XIV), MATEC Web Conferences. Lisbon, Portugal, 10–13 September 2018; Volume 211, p. 03011. [Google Scholar]
- Amigo, F.J.; Urbikain, G.; Pereira, O.; Fernández-Lucio, P.; Fernández-Valdivielso, A.; López de Lacalle, L.N. Combination of high feed turning with cryogenic cooling on Haynes 263 and Inconel 718 superalloys, J. Manuf. Processes 2020, 58, 208–222. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Gupta, M.K.; Aslan, A.; Salur, E.; Collado, A.G. Influence of tool hardness on tool wear, surface roughness and acoustic emissions during turning of AISI 1050. Surf. Topogr. Metrol. Prop. 2022, 10, 015016. [Google Scholar] [CrossRef]
- Suárez, A.; López de Lacalle, L.N.; Polvorosa, R.; Veiga, F.; Wretland, A. Effects of high-pressure cooling on the wear patterns on turning inserts used on alloy IN718. Mater. Manuf. Processes 2017, 32, 678–686. [Google Scholar] [CrossRef]
- Suarez, A.; Veiga, F.; López de Lacalle, L.N.; Polvorosa, R.; Wretland, A. An investigation of cutting forces and tool wear in turning of Haynes 282. J. Manuf. Processes 2019, 37, 529–540. [Google Scholar] [CrossRef]
- De Aguiar, M.M.; Diniz, A.E.; Pederiva, R. Correlating surface roughness, tool wear and tool vibration in the milling process of hardened steel using long slender tools. Int. J. Mach. Tools Manuf. 2013, 68, 1–10. [Google Scholar]
- Bhogal, S.S.; Sindhu, C.; Dhami, S.S.; Pabla, B.S. Minimization of surface roughness and tool vibration in CNC milling operation. J. Optim. 2015, 2015, 192030. [Google Scholar] [CrossRef]
- Ambhore, N.; Kamble, D.; Chinchanikar, S. Evaluation of cutting tool vibration and surface roughness in hard turning of AISI 52100 steel: An experimental and ANN approach. J. Vib. Eng. Technol. 2020, 8, 455–462. [Google Scholar]
- Abouelatta, O.B.; Madl, J. Surface roughness prediction based on cutting parameters and tool vibrations in turning operations. J. Mater. Process. Technol. 2001, 118, 269–277. [Google Scholar] [CrossRef]
- Kuntoglu, M.; Aslan, A.; Pimenov, D.Y.; Usca, U.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A Review of indirect tool condition monitoring systems and decision-making methods in turning: Critical analysis and trends. Sensors 2021, 21, 108. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Salawu, E.Y.; Nwoke, O.N.; Okokonkwo, M.C.; Ohijeagbon, I.O.; Okokpujie, K. Effects of process parameters on vibration frequency in turning operations of Perspex, Effects Material. In Proceedings of the World Congress in Engineering, London, UK, 4–6 July 2018; Volume II. [Google Scholar]
- González-Laguna, A.; Barreiro, J.; Fernández-Abia, A.; Alegre, E.; González-Castro, V. Design of a TCM system based on vibration signal for metal turning processes. Procedia Eng. 2015, 132, 405–412. [Google Scholar]
- Prasad, B.S.; Babu, M.P. Correlation between vibration amplitude and tool wear in turning: Numerical and experimental analysis. Eng. Sci. Technol. Int. J. 2017, 20, 197–211. [Google Scholar] [CrossRef]
- Ince, M.A.; Asilturki, J. Effects of cutting tool parameters on vibration. In Proceedings of the 2016 3rd International Conference on Mechanics and Mechatronics Research (ICMMR 2016), MATEC Web Conference. Chongqing, China, 15–17 June 2016; Volume 77, p. 07006. [Google Scholar]
- Bezyayzchnyi, V.F.; Sutyagin, A.N. Influence of vibration on surface roughness in turning. Russ. Eng. Res. 2019, 39, 612–616. [Google Scholar] [CrossRef]
- Urbikain, G.; Olvera, D.; Lopez de Lacalle, L.N.; Beranoagirre, A.; Elias-Zuniga, A. Prediction methods and experimental techniques for chatter avoidance in turning systems: A review. Appl. Sci. 2019, 9, 4718. [Google Scholar] [CrossRef] [Green Version]
- Urbikain, G.; Campa, F.-J.; Zulaika, J.-J.; López de Lacalle, L.N.; Alonso, M.-A.; Collado, V. Preventing chatter vibrations in heavy-duty turning operations in large horizontal lathes. J. Sound Vib. 2015, 340, 317–330. [Google Scholar]
- Urbikain, G.; López de Lacalle, L.N.; Fernández, A. Regenerative vibration avoidance due to tool tangential dynamics in interrupted turning operations. J. Sound Vib. 2014, 333, 3996–4006. [Google Scholar]
- Urbikain, G.; López de Lacalle, L.N.; Arsuaga, M.; Alvarez, A.; Alonso, M.A.; Veiga, F. A reliable turning process by the early use of a deep simulation model at several manufacturing stages. Machines 2017, 5, 15. [Google Scholar] [CrossRef]
- Urbikain, G.; Olvera, D.; López de Lacalle, L.N.; Elías-Zúñiga, A. Stability and vibrational behaviour in turning processes with low rotational speeds. Int. J. Adv. Manuf. Technol. 2015, 80, 871–885. [Google Scholar]
- Sivalingam, V.; Sun, J.; Mahalingam, S.K.; Nagarajan, L.; Natarajan, Y.; Salunkhe, S.; Nasr, E.A.; Davim, J.P.; Hussein, H.M.A.M. Optimization of process parameters for turning Hastelloy X under different machining environments using evolutionary algorithms: A comparative study. Appl. Sci. 2021, 11, 9725. [Google Scholar] [CrossRef]
- Dubey, V.; Sharma, A.K.; Pimenov, D.Y. Prediction of surface roughness using machine learning approach in MQL turning of AISI 304 steel by varying nanoparticle size in the cutting fluid. Lubricants 2022, 10, 81. [Google Scholar]
- Su, Y.; Li, C.; Zhao, G.; Li, C.; Zhao, G. Prediction models for specific energy consumption of machine tools and surface roughness based on cutting parameters and tool wear. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 235, 1225–1234. [Google Scholar]
- Kuntoglu, M.; Aslan, A.; Saglam, H.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T. Optimization and analysis of surface roughness, flank wear and 5 different sensorial data via Tool Condition Monitoring System in turning of AISI 5140. Sensors 2020, 20, 4377. [Google Scholar] [CrossRef]
- Raut, L.B.; Shaikh, M.A. Prediction of vibrations, cutting force of single point cutting tool by using artificial neutal network in turning. Int. J. Mech. Eng. Technol. 2014, 5, 125–133. [Google Scholar]
- Krolczyk, G.M.; Wojciechowski, S.; Chudy, R.; Zak, K.; Maruda, R.W. Surface quality and topographic inspection of variable compliance part after precise turning. Appl. Surf. Sci. 2018, 434, 91–101. [Google Scholar]
- Wayal, V.; Ambhore, N.; Chinchanikar, S.; Bokhse, V. Investigation on cutting force and vibration signals in turning: Mathematical modelling using response surface methodology. J. Mech. Eng. Autom. 2015, 5, 64–68. [Google Scholar]
- Cveticanin, L.; Dregelyi, A.; Horvath, R.; Zukovic, M. Dynamics of mass variable rotor and its application in modeling tuning operation. Acta Mech. 2021, 232, 1605–1620. [Google Scholar]
- Cveticanin, L. A new approach for solving of a complex-valued differential equation. J. Sound Vib. 2004, 278, 1181–1195. [Google Scholar]
- Cveticanin, L. Approximate solution of a strongly non-linear complex differential equation. J. Sound Vib. 2005, 284, 503–512. [Google Scholar] [CrossRef]
- Cveticanin, L. Strong Nonlinear Oscillators—Analytical Solutions, Mathematical Engineering, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Gadelmawla, E.S.; Kour, M.M.; Maksoud, T.M.; Elewa, I.M.; Soliman, H.H. Roughness parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]
- Patil, R.B.; Mellal, M.A.; Bewoor, A.K.; Al-Dahidi, S. Reliability, maintainability, and availability analysis of a computerized numerical control machine tool using Markov Chains. Acta Polytech. Hung. 2021, 18, 45–70. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Runs | f, mm | v, m/min | Fr, N meas. | Fr, N calc. | ΔFr, % | Fc, N meas. | Fc, N calc. | ΔFc, % | F, N |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.1 | 200 | 85 | 85.12 | 0.14 | 410 | 410.7 | 0.16 | 418.72 |
| 2 | 0.14 | 200 | 99 | 98.47 | −0.54 | 531 | 525.9 | −0.97 | 540.15 |
| 3 | 0.18 | 200 | 113 | 112.15 | −0.76 | 649 | 640.9 | −1.27 | 658.76 |
| 4 | 0.22 | 200 | 126 | 126.16 | 0.13 | 763 | 755.7 | −0.97 | 773.33 |
| 5 | 0.26 | 200 | 140 | 140.51 | 0.36 | 879 | 870.2 | −1.01 | 890.08 |
| 6 | 0.3 | 200 | 154 | 155.19 | 0.77 | 991 | 984.5 | −0.66 | 1002.9 |
| 7 | 0.1 | 240 | 84 | 86.11 | 2.45 | 405 | 405.0 | −0.01 | 413.62 |
| 8 | 0.14 | 240 | 98 | 98.85 | 0.86 | 523 | 519.2 | −0.72 | 532.10 |
| 9 | 0.18 | 240 | 113 | 111.92 | −0.96 | 637 | 633.3 | −0.58 | 646.95 |
| 10 | 0.22 | 240 | 127 | 125.33 | −1.33 | 755 | 747.1 | −1.05 | 765.61 |
| 11 | 0.26 | 240 | 139 | 139.07 | 0.05 | 872 | 860.7 | −1.31 | 883.01 |
| 12 | 0.3 | 240 | 155 | 153.14 | −1.21 | 989 | 974.1 | −1.53 | 1001.1 |
| 13 | 0.1 | 280 | 88 | 87.34 | −0.76 | 402 | 400.3 | −0.42 | 411.52 |
| 14 | 0.14 | 280 | 100 | 99.47 | −0.53 | 517 | 513.6 | −0.65 | 526.58 |
| 15 | 0.18 | 280 | 113 | 111.94 | −0.95 | 629 | 626.7 | −0.36 | 639.07 |
| 16 | 0.22 | 280 | 126 | 124.74 | −1.01 | 746 | 739.6 | −0.86 | 757.55 |
| 17 | 0.26 | 280 | 136 | 137.87 | 1.36 | 859 | 852.3 | −0.79 | 869.70 |
| 18 | 0.3 | 280 | 151 | 151.34 | 0.22 | 984 | 964.7 | −2.00 | 995.52 |
| 19 | 0.1 | 320 | 89 | 88.81 | −0.21 | 398 | 396.7 | −0.33 | 407.83 |
| 20 | 0.14 | 320 | 99 | 100.34 | 1.33 | 511 | 509.1 | −0.38 | 520.50 |
| 21 | 0.18 | 320 | 111 | 112.20 | 1.07 | 623 | 621.2 | −0.29 | 632.81 |
| 22 | 0.22 | 320 | 124 | 124.39 | 0.31 | 738 | 733.2 | −0.66 | 748.34 |
| 23 | 0.26 | 320 | 137 | 136.91 | −0.06 | 858 | 844.9 | −1.55 | 868.87 |
| 24 | 0.3 | 320 | 147 | 149.77 | 1.85 | 967 | 956.3 | −1.11 | 978.11 |
| 25 | 0.1 | 360 | 92 | 90.53 | −1.63 | 396 | 394.1 | −0.49 | 406.66 |
| 26 | 0.14 | 360 | 101 | 101.45 | 0.44 | 507 | 505.5 | −0.29 | 516.96 |
| 27 | 0.18 | 360 | 112 | 112.70 | 0.62 | 619 | 616.7 | −0.37 | 629.05 |
| 28 | 0.22 | 360 | 125 | 124.28 | −0.58 | 735 | 727.7 | −1.00 | 745.55 |
| 29 | 0.26 | 360 | 139 | 136.20 | −2.06 | 852 | 838.5 | −1.61 | 863.26 |
| 30 | 0.3 | 360 | 150 | 148.45 | −1.04 | 959 | 949.0 | −1.05 | 970.66 |
| 31 | 0.1 | 400 | 94 | 92.49 | −1.63 | 399 | 392.5 | −1.66 | 409.92 |
| 32 | 0.14 | 400 | 102 | 102.80 | 0.78 | 503 | 503.0 | 0.00 | 513.24 |
| 33 | 0.18 | 400 | 112 | 113.44 | 1.27 | 614 | 613.3 | −0.12 | 624.12 |
| 34 | 0.22 | 400 | 124 | 124.42 | 0.34 | 733 | 723.3 | −1.34 | 743.41 |
| 35 | 0.26 | 400 | 135 | 135.73 | 0.54 | 846 | 833.1 | −1.54 | 856.70 |
| 36 | 0.3 | 400 | 148 | 147.38 | −0.42 | 952 | 942.7 | −0.98 | 963.44 |
| 37 | 0.12 | 300 | 96 | 93.92 | −2.22 | 463 | 454.8 | −1.80 | 472.85 |
| 38 | 0.2 | 380 | 118 | 118.64 | 0.54 | 677 | 670.2 | −1.02 | 687.21 |
| 39 | 0.28 | 300 | 144 | 143.90 | −0.07 | 921 | 904.5 | −1.83 | 932.19 |
| 40 | 0.2 | 220 | 124 | 118.82 | −4.36 | 713 | 694.1 | −2.72 | 723.70 |
| f = 0.18 mm | |||
| v = 200 m/min | v = 280 m/min | v = 400 m/min | |
| R (mm) | 1.4262 | 1.4132 | 1.3966 |
| 95.95 | 96.926 | 98.349 | |
| f = 0.22 mm | |||
| v = 200 m/min | v=280 m/min | v = 400 m/min | |
| R (mm) | 1.5546 | 1.5386 | 1.5242 |
| 93.663 | 94.72 | 96.135 | |
| f = 0.30 mm | |||
| v = 200 m/min | v = 280 m/min | v = 400 m/min | |
| R (mm) | 1.7703 | 1.7638 | 1.7352 |
| 89.215 | 90.121 | 91.950 | |
| f = 0.18 mm | |||
| v = 200 m/min | v = 280 m/min | v = 400 m/min | |
| Average surface roughness, Ra, µm | 1.67 | 1.37 | 1.45 |
| Ten-points height, Rz, µm | 7.19 | 6.31 | 6.79 |
| f = 0.22 mm | |||
| v = 200 m/min | v = 280 m/min | v = 400 m/min | |
| Average surface roughness, Ra, µm | 2.27 | 2.02 | 1.91 |
| Ten-points height, Rz, µm | 8.85 | 8.67 | 8.89 |
| f = 0.30 mm | |||
| v = 200 m/min | v = 280 m/min | v = 400 m/min | |
| Average surface roughness, Ra, µm | 3.81 | 3.55 | 3.47 |
| Ten-points height, Rz, µm | 16.06 | 15.34 | 15.31 |
| f = 0.18 mm | ||||
| v = 200 m/min | v = 280 m/min | v = 400 m/min | Averaged prediction coef. | |
| (Ra/R) 10−3 | 1.1761 | 0.97163 | 1.0357 | 1.0611 |
| (Rz/R) 10−3 | 5.0634 | 4.47520 | 4.8500 | 4.7962 |
| f = 0.22 mm | ||||
| v = 200 m/min | v = 280 m/min | v = 400 m/min | Averaged prediction coef. | |
| (Ra/R) 10−3 | 1.4645 | 1.3203 | 1.2566 | 1.3471 |
| (Rz/R) 10−3 | 5.7097 | 5.6667 | 5.8487 | 5.7417 |
| f = 0.30 mm | ||||
| v = 200 m/min | v = 280 m/min | v = 400 m/min | Averaged prediction coef. | |
| (Ra/R) 10−3 | 2.1525 | 2.017 | 2.0058 | 2.0584 |
| (Rz/R) 10−3 | 9.0734 | 8.7159 | 8.8497 | 8.8797 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Horváth, R.; Cveticanin, L.; Ninkov, I. Prediction of Surface Roughness in Turning Applying the Model of Nonlinear Oscillator with Complex Deflection. Mathematics 2022, 10, 3214. https://doi.org/10.3390/math10173214
Horváth R, Cveticanin L, Ninkov I. Prediction of Surface Roughness in Turning Applying the Model of Nonlinear Oscillator with Complex Deflection. Mathematics. 2022; 10(17):3214. https://doi.org/10.3390/math10173214
Chicago/Turabian StyleHorváth, Richárd, Livija Cveticanin, and Ivona Ninkov. 2022. "Prediction of Surface Roughness in Turning Applying the Model of Nonlinear Oscillator with Complex Deflection" Mathematics 10, no. 17: 3214. https://doi.org/10.3390/math10173214