
Mapping Acoustic Frictional Properties of Self-Lubricating Epoxy-Coated Bearing Steel with Acoustic Emissions during Friction Test

 ,
,  and
and 
Abstract
:1. Introduction
2. Experiments
2.1. Materials
2.2. Coating the Steel Bars with Self-Lubricating Coatings
2.3. Measuring the Schallamach Waves and Wear
2.4. Absorbance of Sound during the Tribo Test Using an Acoustic Sensor
2.5. Preprocessing the Data
2.6. Surface Characterization of the Coated Specimen
3. Results and Discussion
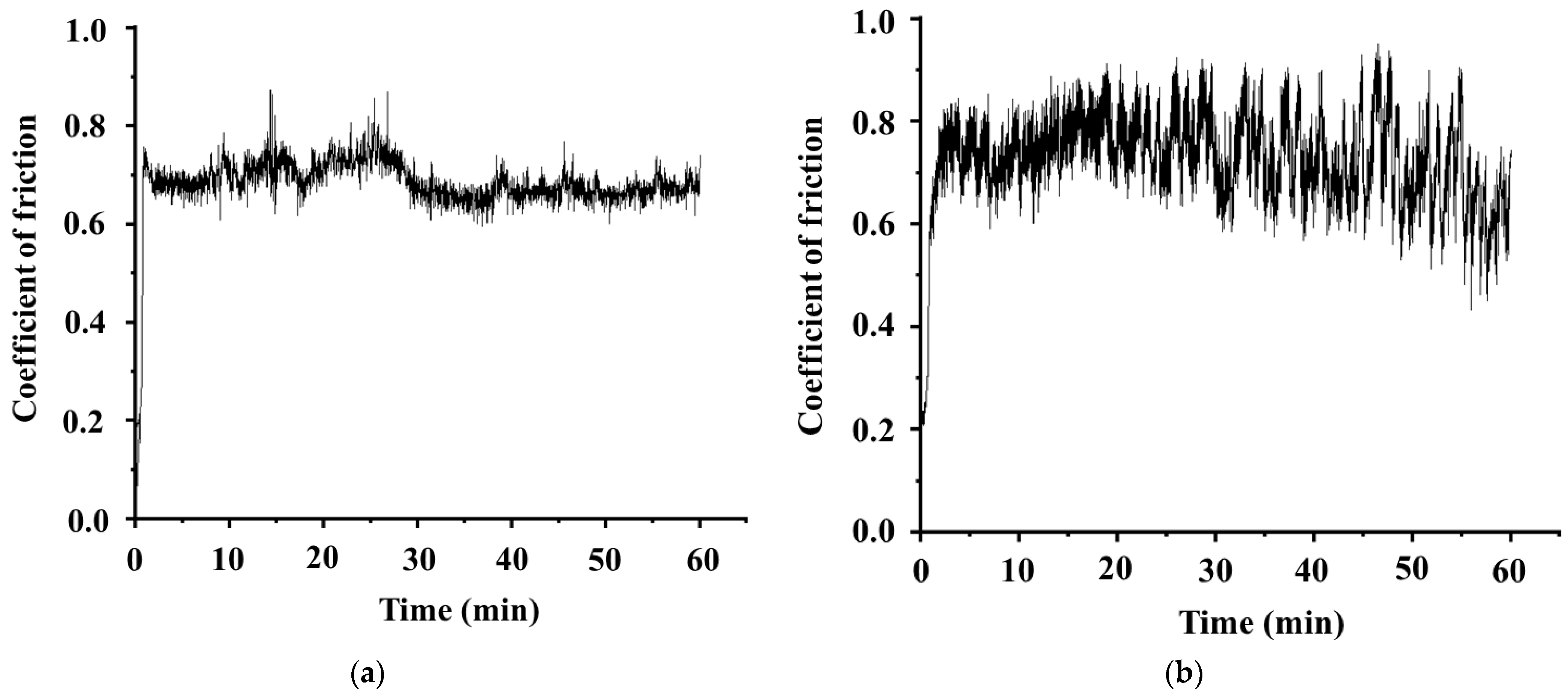
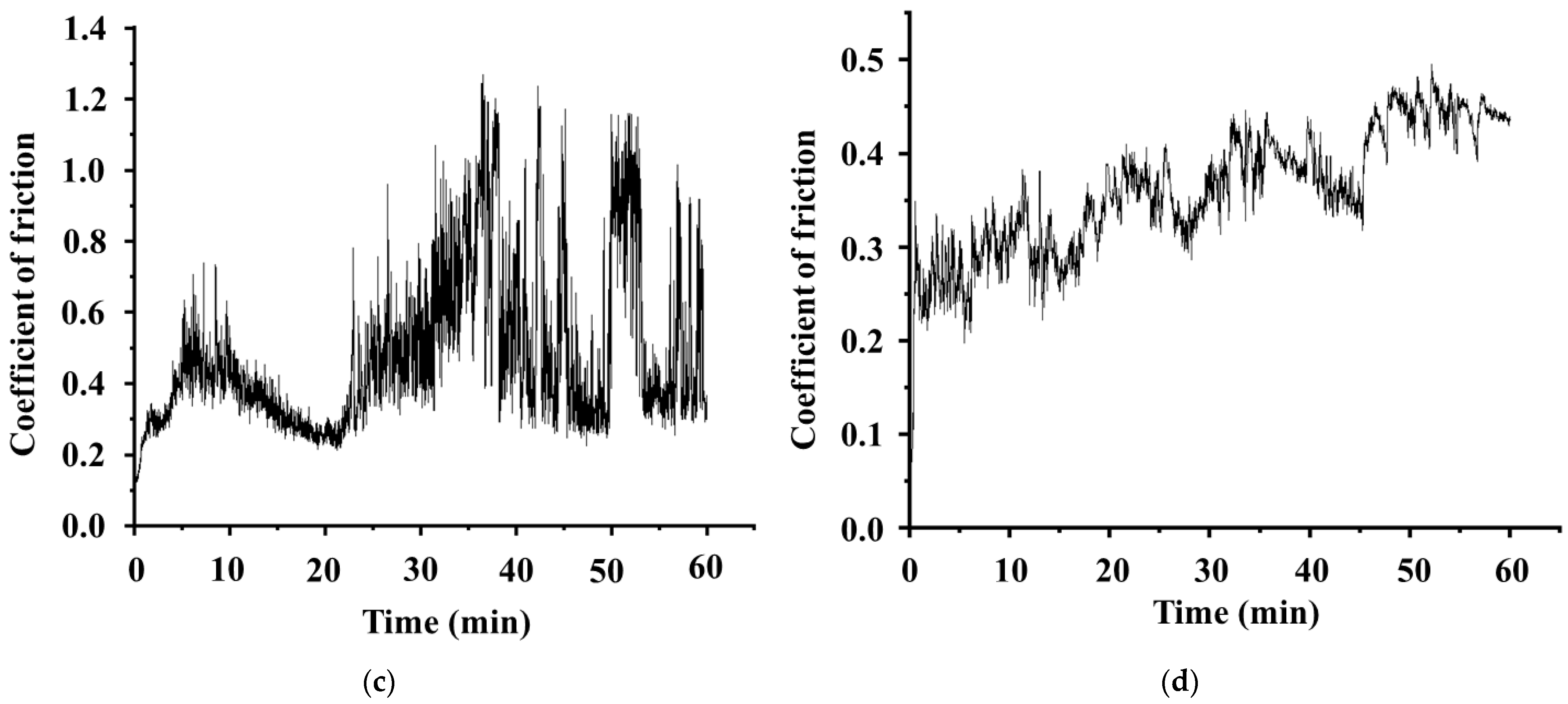
3.1. Measuring Coefficient of Friction and Stick–Slip Using a Reciprocating Tribometer
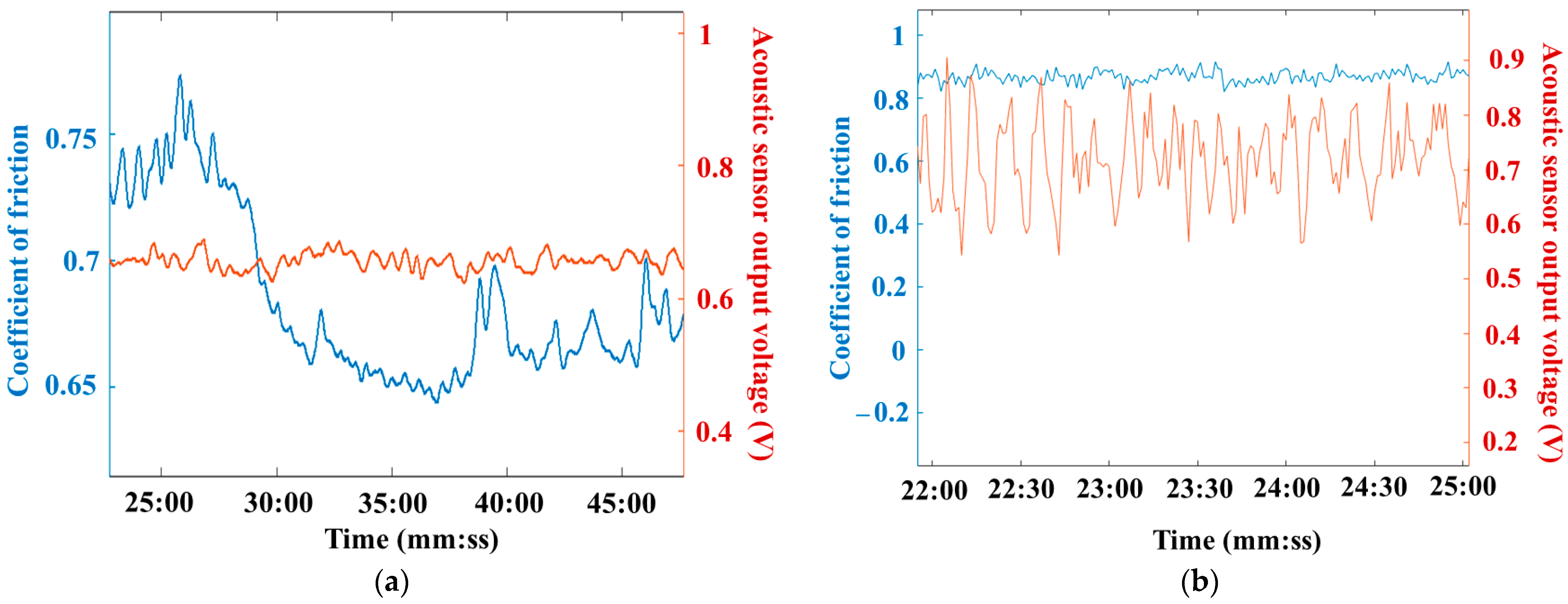
3.2. Absorbance of Acoustic Emissions during the Tribo-Test and Correlation with the Coefficient of Friction
3.3. Mapping the Coefficient of Friction with Acoustic Emissions during Tribo Test
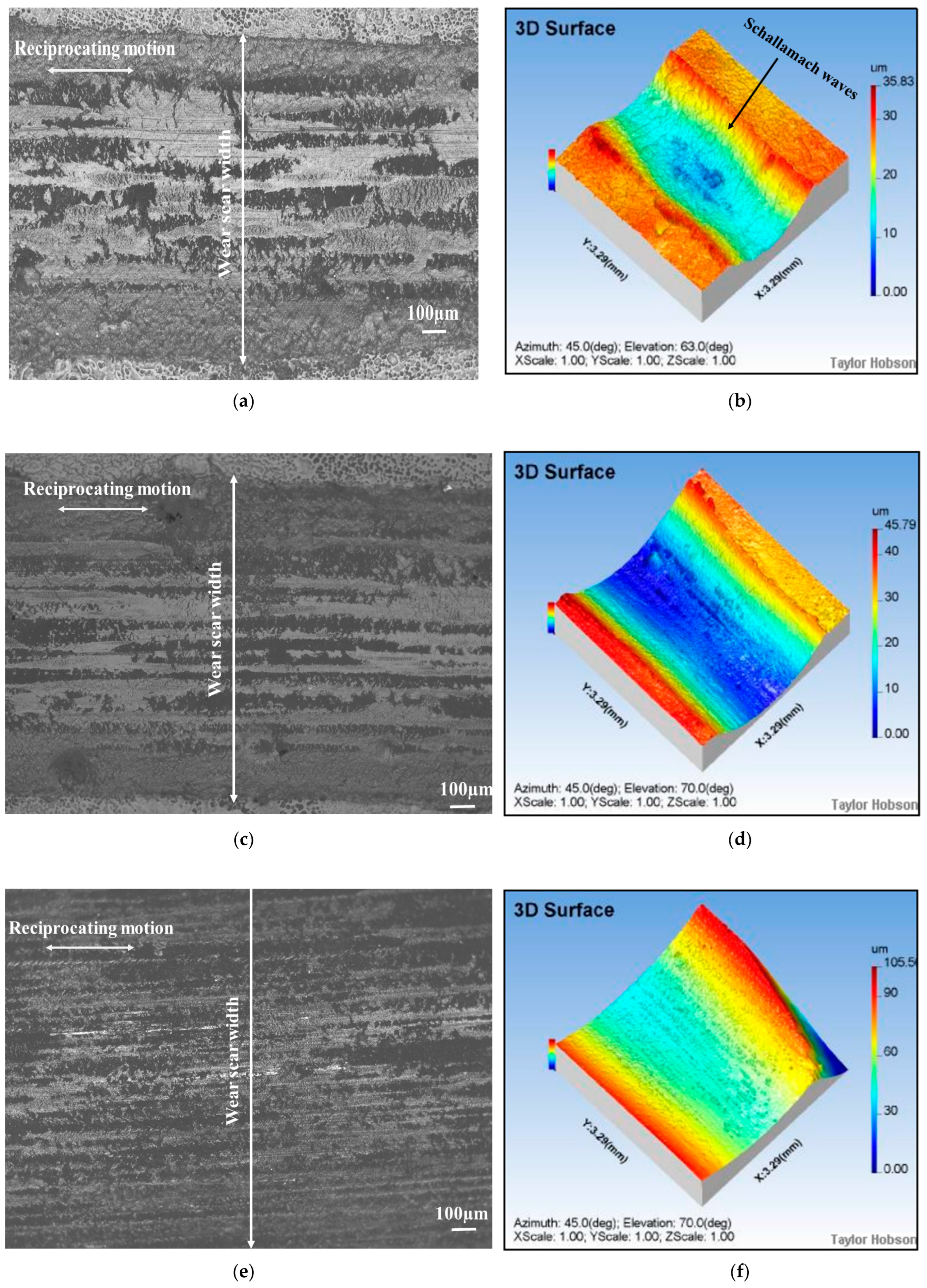
3.4. Analyzing the Surfaces of the Coated Samples and Co-Relating the Surface Features with Acoustic Emissions
4. Conclusions
- The presence of the stick–slip phenomenon was confirmed by analyzing the variation in the coefficient of friction during tribo-pair interaction. The amplitude of the stick–slip of C3 was high, and it was observed that C3 generated a 11.29 N maximum friction force under a 10 N applied load and showed high amplitudes of stick–slip, a high wear rate, and deep grooves.
- The average amplitude of the acoustic signal was compared with the average value of the coefficient of friction. The amplitude of acoustic emission followed the trend of the coefficient of friction.
- The coefficient of friction was mapped with the acoustic sensor output voltage. The variation in the coefficient of friction followed the trend of the acoustic sensor output voltage, particularly C2 and C4.
- Schallamach waves were observed during the surface morphology analysis. The C1 under low speed showed a higher Schallamach wave presence, which obstructed the performance of the acoustic sensor, and thus the correlation between the variation in the coefficient of friction and the acoustic signal did not follow the trend.
- Even though the acoustic signal was capable of mapping the frictional coefficient, a few drawbacks listed below still remain.
- Although the acoustic sensor’s trend was similar to the COF, it lacked resolution due to the averaging effect of the electronic components. The averaging effect can be reduced by fine-tuning the values to suit the quick response needed to exhibit the same trend as the COF.
- A second issue that limits the use of the acoustic sensor is that the experimental set-up was not in a sound-insulated environment. An acoustic sensor with high sensitivity can capture every sound due to friction/wear and tear for such applications. On the contrary, in a non-insulated (acoustic) environment, the sensor may pick up noises from other operating machines or environmental sounds that could occur during the experiment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Myshkin, N.; Kovalev, A. Adhesion and Surface Forces in Polymer Tribology—A Review. Friction 2018, 6, 143–155. [Google Scholar] [CrossRef]
- Nguyen, X.H.; Nguyen, H.A. Investigation of influences of fabrication tolerances on operational characteristics of piezo-actuated stick-slip micro-drives. Facta Univ. Ser. Mech. Eng. 2022, 20, 109–126. [Google Scholar] [CrossRef]
- Nguyen, T.T.T.; Doanh, T.; Le Bot, A.; Dalmas, D. High-Temporal-Resolution Quasideterministic Dynamics of Granular Stick-Slip. Sci. Rep. 2021, 11, 2902. [Google Scholar] [CrossRef] [PubMed]
- Sanahuja, S.; Upadhyay, R.; Briesen, H.; Chen, J. Spectral Analysis of the Stick-Slip Phenomenon in “Oral” Tribological Texture Evaluation. J. Texture Stud. 2017, 48, 318–334. [Google Scholar] [CrossRef]
- Xun, C.; Dai, H.; Wang, Y. Dynamic Analysis of Gear Pairs with the Effects of Stick-Slip. J. Vibroeng. 2023, 25, 792–810. [Google Scholar] [CrossRef]
- Viswanathan, K.; Sundaram, N.K. Distinct Stick-Slip Modes in Adhesive Polymer Interfaces. Wear 2017, 376–377, 1271–1278. [Google Scholar] [CrossRef]
- Lu, P.; Powrie, H.E.; Wood, R.J.K.; Harvey, T.J.; Harris, N.R. Early Wear Detection and Its Significance for Condition Monitoring. Tribol. Int. 2021, 159, 106946. [Google Scholar] [CrossRef]
- Kamble, S.N.; Rajiv, B. Significance of Risk Priority Number in Machine Condition Monitoring. Mater. Today Proc. 2021, 50, 1930–1935. [Google Scholar] [CrossRef]
- Alshorman, O.; Irfan, M.; Saad, N.; Zhen, D.; Haider, N.; Glowacz, A.; Alshorman, A. A Review of Artificial Intelligence Methods for Condition Monitoring and Fault Diagnosis of Rolling Element Bearings for Induction Motor. Shock. Vib. 2020, 2020, 8843759. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Marian, M.; Profito, F.J.; Aragon, N.; Shah, R. The Use of Artificial Intelligence in Tribology—A Perspective. Lubricants 2021, 9, 2. [Google Scholar] [CrossRef]
- Marian, M.; Tremmel, S. Current Trends and Applications of Machine Learning in Tribology—A Review. Lubricants 2021, 9, 86. [Google Scholar] [CrossRef]
- Bhaumik, S.; Kamaraj, M. Artificial Neural Network and Multi-Criterion Decision Making Approach of Designing a Blend of Biodegradable Lubricants and Investigating Its Tribological Properties. Proc. Inst. Mech. Eng. J. J. Eng. Tribol. 2021, 235, 1575–1589. [Google Scholar] [CrossRef]
- Bhaumik, S.; Pathak, S.D.; Dey, S.; Datta, S. Artificial Intelligence Based Design of Multiple Friction Modifiers Dispersed Castor Oil and Evaluating Its Tribological Properties. Tribol. Int. 2019, 140, 105813. [Google Scholar] [CrossRef]
- Aydin, F. The Investigation of the Effect of Particle Size on Wear Performance of AA7075/Al2O3 Composites Using Statistical Analysis and Different Machine Learning Methods. Adv. Powder Technol. 2021, 32, 445–463. [Google Scholar] [CrossRef]
- Hasan, M.S.; Kordijazi, A.; Rohatgi, P.K.; Nosonovsky, M. Triboinformatics Approach for Friction and Wear Prediction of Al-Graphite Composites Using Machine Learning Methods. J. Tribol. 2022, 144, 011701. [Google Scholar] [CrossRef]
- Prost, J.; Cihak-Bayr, U.; Adina Neacşu, I.; Grundtner, R.; Pirker, F.; Vorlaufer, G. Semi-Supervised Classification of the State of Operation in Self-Lubricating Journal Bearings Using a Random Forest Classifier. Lubricants 2021, 9, 50. [Google Scholar] [CrossRef]
- Deshpande, P.; Pandiyan, V.; Meylan, B.; Wasmer, K. Acoustic Emission and Machine Learning Based Classification of Wear Generated Using a Pin-on-Disc Tribometer Equipped with a Digital Holographic Microscope. Wear 2021, 476, 203622. [Google Scholar] [CrossRef]
- Zhu, Y.; Qu, H.; Luo, M.; He, C.; Qu, J. Dry Friction and Wear Properties of Several Hard Coating Combinations. Wear 2020, 456–457, 203352. [Google Scholar] [CrossRef]
- Gomes, M.C.; Brito, L.C.; Bacci da Silva, M.; Viana Duarte, M.A. Tool Wear Monitoring in Micromilling Using Support Vector Machine with Vibration and Sound Sensors. Precis. Eng. 2021, 67, 137–151. [Google Scholar] [CrossRef]
- Yan, Y.; Hu, Y.; Wang, L.; Qian, X.; Zhang, W.; Reda, K.; Wu, J.; Zheng, G. Electrostatic Sensors—Their Principles and Applications. Measurement 2021, 169, 108506. [Google Scholar] [CrossRef]
- Chacón, J.L.F.; de Barrena, T.F.; García, A.; de Buruaga, M.S.; Badiola, X.; Vicente, J. A Novel Machine Learning-based Methodology for Tool Wear Prediction Using Acoustic Emission Signals. Sensors 2021, 21, 5984. [Google Scholar] [CrossRef] [PubMed]
- Pandiyan, V.; Prost, J.; Vorlaufer, G.; Varga, M.; Wasmer, K. Identification of Abnormal Tribological Regimes Using a Microphone and Semi-Supervised Machine-Learning Algorithm. Friction 2022, 10, 583–596. [Google Scholar] [CrossRef]
- Arun, A.; Rameshkumar, K.; Unnikrishnan, D.; Sumesh, A. Tool Condition Monitoring Of Cylindrical Grinding Process Using Acoustic Emission Sensor. Mater. Today Proc. 2018, 5, 11888–11899. [Google Scholar] [CrossRef]
- Shen, C.H. Acoustic Emission Based Grinding Wheel Wear Monitoring: Signal Processing and Feature Extraction. Appl. Acoust. 2022, 196, 108863. [Google Scholar] [CrossRef]
- Lopes, W.N.; Junior, P.O.C.; Aguiar, P.R.; Alexandre, F.A.; Dotto, F.R.L.; Sérgio Da Silva, P.; Bianchi, E.C. An Efficient Short-Time Fourier Transform Algorithm for Grinding Wheel Condition Monitoring through Acoustic Emission. Int. J. Adv. Manuf. Technol. 2021, 113, 585–603. [Google Scholar] [CrossRef]
- Shivith, K.; Rameshkumar, K. AE Signature Analysis Using Continuous and Discrete Wavelet Transforms to Predict Grinding Wheel Conditions. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1045, 012034. [Google Scholar] [CrossRef]
- Filippov, A.V.; Tarasov, S.Y.; Fortuna, S.V.; Podgornykh, O.A.; Shamarin, N.N.; Vorontsov, A.V. Wear, Vibration and Acoustic Emission Characterization of Sliding Friction Processes of Coarse-Grained and Ultrafine-Grained Copper. Wear 2019, 424–425, 78–88. [Google Scholar] [CrossRef]
- Babici, L.M.; Tudor, A.; Romeu, J. Stick-Slip Phenomena and Acoustic Emission in the Hertzian Linear Contact. Appl. Sci. 2022, 12, 9527. [Google Scholar] [CrossRef]
- Renhart, P.; Maier, M.; Strablegg, C.; Summer, F.; Grün, F.; Eder, A. Monitoring Tribological Events by Acoustic Emission Measurements for Bearing Contacts. Lubricants 2021, 9, 109. [Google Scholar] [CrossRef]
- Rameshkumar, K.; Sriram, R.; Saimurugan, M.; Krishnakumar, P. Establishing Statistical Correlation between Sensor Signature Features and Lubricant Solid Particle Contamination in a Spur Gearbox. IEEE Access 2022, 10, 106230–106247. [Google Scholar] [CrossRef]
- Huang, W.; Li, Y.; Wu, X.; Shen, J. The Wear Detection of Mill-Grinding Tool Based on Acoustic Emission Sensor. Int. J. Adv. Manuf. Technol. 2023, 124, 4121–4130. [Google Scholar] [CrossRef]
- Leng, S.; Wang, Z.; Min, T.; Dai, Z.; Chen, G. Detection of Tool Wear in Drilling CFRP/TC4 Stacks by Acoustic Emission. J. Vib. Eng. Technol. 2020, 8, 463–470. [Google Scholar] [CrossRef]
- Choe, C.; Chen, C.; Nagao, S.; Suganuma, K. Real-Time Acoustic Emission Monitoring of Wear-out Failure in Sic Power Electronic Devices during Power Cycling Tests. IEEE Trans. Power Electron. 2021, 36, 4420–4428. [Google Scholar] [CrossRef]
- Feng, P.; Borghesani, P.; Smith, W.A.; Randall, R.B.; Peng, Z. A Review on the Relationships between Acoustic Emission, Friction and Wear in Mechanical Systems. Appl. Mech. Rev. 2020, 72, 020801. [Google Scholar] [CrossRef]
- Zuo, L.; Zuo, D.; Zhu, Y.; Wang, H. Acoustic Emission Analysis for Tool Wear State during Friction Stir Joining of SiCp/Al Composite. Int. J. Adv. Manuf. Technol. 2018, 99, 1361–1368. [Google Scholar] [CrossRef]
- Yin, Y.; Huang, W.; Liu, X.; Liu, Y.; Wang, Z.; Fan, W.; Hu, S. Analysis of the Dynamic Friction of a Gas Face Seal Based on Acoustic Emissions. Tribol. Lett. 2018, 66, 85. [Google Scholar] [CrossRef]
- Geng, Z.; Puhan, D.; Reddyhoff, T. Using Acoustic Emission to Characterize Friction and Wear in Dry Sliding Steel Contacts. Tribol. Int. 2019, 134, 394–407. [Google Scholar] [CrossRef]
- Yin, Y.; Hu, S.; Huang, W.; Liu, X.; Liu, Y.; Wang, Z. A Bi-Gaussian Acoustic Emission Model for Sliding Friction. IOP Conf. Ser. Mater. Sci. Eng. 2019, 686, 012026. [Google Scholar] [CrossRef]
- Revill, P.; Clarke, A.; Pullin, R.; Dennis, G. Acoustic Emission Monitoring of Wear in Aerospace Self-Lubricating Bearing Liner Materials. Wear 2021, 486–487, 204012. [Google Scholar] [CrossRef]
- Twardowski, P.; Tabaszewski, M.; Wiciak-Pikuła, M.; Felusiak-Czyryca, A. Identification of Tool Wear Using Acoustic Emission Signal and Machine Learning Methods. Precis. Eng. 2021, 72, 738–744. [Google Scholar] [CrossRef]
- Taura, H.; Nakayama, K. Behavior of Acoustic Emissions at the Onset of Sliding Friction. Tribol. Int. 2018, 123, 155–160. [Google Scholar] [CrossRef]
- Shanbhag, V.V.; Meyer, T.J.J.; Caspers, L.W.; Schlanbusch, R. Defining acoustic emission-based condition monitoring indicators for monitoring piston rod seal and bearing wear in hydraulic cylinders. Int. J. Adv. Manuf. Technol. 2021, 115, 2729–2746. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H. Identification and Evaluation of Wear Phenomena under Electric Current by Using an Acoustic Emission Technique. Tribol. Int. 2018, 127, 372–378. [Google Scholar] [CrossRef]
- Maia, L.H.A.; Abrao, A.M.; Vasconcelos, W.L.; Sales, W.F.; Machado, A.R. A New Approach for Detection of Wear Mechanisms and Determination of Tool Life in Turning Using Acoustic Emission. Tribol. Int. 2015, 92, 519–532. [Google Scholar] [CrossRef]
- Baig, M.M.A.; Samad, M.A. Epoxy\epoxy Composite\epoxy Hybrid Composite Coatings for Tribological Applications—A Review. Polymers 2021, 13, 179. [Google Scholar] [CrossRef] [PubMed]
- Vikram, K.; Bhaumik, S.; Pramanik, S. Effect of Graphite on Tribological and Mechanical Properties of PA6/5GF Composites. J. Therm. Anal. Calorim. 2023, 148, 3341–3355. [Google Scholar] [CrossRef]
- Vikram, K.; Pramanik, S.; Bhaumik, S. Effect of Hexagonal Boron Nitride on Structural, Mechanical, and Tribological Behavior of Polyamide 6/Glass Fibers (5 Wt%) Hybrid Nanocomposites. Iran. Polym. J. 2023. [Google Scholar] [CrossRef]
- de Castro, V.V.; dos Santos, L.M.; Antonini, L.M.; Schroeder, R.M.; Mattedi, S.; Souza, K.S.; Pereira, M.B.; Einloft, S.; dos Santos, C.A.; de Fraga Malfatti, C. Water-Based Lubricant Containing Protic Ionic Liquids and Talc Lubricant Particles: Wear and Corrosion Analysis. Wear 2023, 518–519, 204633. [Google Scholar] [CrossRef]
- Kadhim, M.J.; Kamal, H.M.; Majeed, A.H. The Tribological Behaviour of Epoxy Matrix Composite Reinforced by Ceramic Carbides. J. Adv. Res. Fluid. Mech. Therm. Sci. 2020, 70, 76–88. [Google Scholar] [CrossRef]
- Bhaumik, S.; Mukherjee, M.; Sarkar, P.; Nayek, A.; Paleu, V. Microstructural and Wear Properties of Annealed Medium Carbon Steel Plate (EN8) Cladded with Martensitic Stainless Steel (AISI410). Metals 2020, 10, 958. [Google Scholar] [CrossRef]
- Yahiaoui, M.; Chabert, F.; Paris, J.Y.; Nassiet, V.; Denape, J. Friction, Acoustic Emission, and Wear Mechanisms of a PEKK Polymer. Tribol. Int. 2019, 132, 154–164. [Google Scholar] [CrossRef]
- Dong, C.; Yuan, C.; Bai, X.; Qin, H.; Yan, X. Investigating Relationship between Deformation Behaviours and Stick-Slip Phenomena of Polymer Material. Wear 2017, 376–377, 1333–1338. [Google Scholar] [CrossRef]
- Stachowiak, G.W.; Batchelor, A.W. Engineering Tribology; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 978-0-12-397047-3. [Google Scholar]
- Persson, B.N.J. Elastic Instabilities at a Sliding Interface. Phys. Rev. B Condens. Matter Mater. Phys. 2001, 63, 7. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material composition values of EN8 steel bar: | |||||
| C | Mn | Si | S | P | |
| 0.440% | 0.569% | 0.176% | 0.027% | 0.080% | - |
| Material composition values of EN31 steel ball: | |||||
| C | Mn | Si | S | P | Cr |
| 0.928% | 0.323% | 0.186% | 0.006% | 0.019% | 1.494% |
| Coating | Graphite (wt%) | hBN (wt%) | Talc (wt%) | Total Additives (wt%) |
|---|---|---|---|---|
| C1 | 15 | 7.5 | 15 | 37.5 |
| C2 | 5 | 5 | 15 | 25 |
| C3 | 0 | 7.5 | 10 | 17.5 |
| C4 | 15 | 0 | 5 | 20 |
| Sample | Frequency (Hz) | Load (N) | Stroke Length (mm) |
|---|---|---|---|
| C1 | 1 | 10 | 15 |
| C2 | 2 | ||
| C3 | 3 | ||
| C4 | 4 |
| Samples | Maximum Frictional Force Generated during the Tribo Test (N) | |||
|---|---|---|---|---|
| C1 | 7.8332 | 0.8730 | 0.5957 | 0.1386 |
| C2 | 8.8502 | 0.9512 | 0.4323 | 0.2594 |
| C3 | 11.2936 | 1.2694 | 0.2116 | 0.5289 |
| C4 | 4.5241 | 0.4958 | 0.2221 | 0.1368 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krishnamoorthy, V.; Anitha John, A.; Bhaumik, S.; Paleu, V. Mapping Acoustic Frictional Properties of Self-Lubricating Epoxy-Coated Bearing Steel with Acoustic Emissions during Friction Test. Technologies 2024, 12, 30. https://doi.org/10.3390/technologies12030030
Krishnamoorthy V, Anitha John A, Bhaumik S, Paleu V. Mapping Acoustic Frictional Properties of Self-Lubricating Epoxy-Coated Bearing Steel with Acoustic Emissions during Friction Test. Technologies. 2024; 12(3):30. https://doi.org/10.3390/technologies12030030
Chicago/Turabian StyleKrishnamoorthy, Venkatasubramanian, Ashvita Anitha John, Shubrajit Bhaumik, and Viorel Paleu. 2024. "Mapping Acoustic Frictional Properties of Self-Lubricating Epoxy-Coated Bearing Steel with Acoustic Emissions during Friction Test" Technologies 12, no. 3: 30. https://doi.org/10.3390/technologies12030030