
Recent Advances in the 3D Printing of Pure Copper Functional Structures for Thermal Management Devices


Abstract
:1. Introduction
2. Thermal Management Devices
2.1. Common Examples and Operating Principles

2.2. Common Examples and Operating Principles
2.3. Potential Ways to Improve Thermal Management Devices and the Limitations Faced
3. Additive Manufacturing
3.1. Overview
3.2. Market-Ready AM Solutions to 3D Print Pure Copper
4. State-of-the-Art in the AM of Pure Copper Filigree Geometries
4.1. Thin-Wall Structures
4.2. Lattice Structures
4.3. Copper Foams
5. Summary and Outlook
- The AM process optimisation in the current literature mainly targets density improvements to pure copper, even though its properties are already comparable to that of conventionally processed copper. Such an approach is ideal for high-density thin-wall structures and shell-based TPMS lattices for heat sinks and heat exchangers but can result in the underdevelopment of copper foam structures. In fact, the majority of copper foam structures fabricated via AM today appear to be by accident rather than intention, and may even be treated as a negative result due to the notable decline in thermal conductivity with decreasing density (10% electrical and thermal conductivity at 64% relative density).
- Just as AM processes for pure copper are continuously being developed to meet the design and manufacturing requirements of advanced thermal management devices, a “Design for Additive Manufacturing” approach can also be utilised to fully embrace and leverage the inherent characteristics of the process. For example, L-PBF using ultrashort laser pulses is a unique and niche technology that can fabricate thin-wall geometries at an extremely high resolution and homogeneous porosity.
- Although beam-based AM technologies are currently more developed than sinter-based AM technologies, the latter is likely to be more scalable and cost-competitive since the sintering process is based on conventional knowledge from technologically mature powder metallurgy and metal injection moulding domains. This will be a crucial determining factor for high volume manufacturers of thermal management devices, such as in the electronics industry.
- Moreover, to transition from the laboratory scale to an actual production and manufacturing level, industry standards for the AM processing of pure copper have to be established, which is similar to how the ASTM standards have been created for AM metals such as stainless steels [138], nickel alloys [139], aluminium alloys [140], and titanium alloys [141,142]
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- nTop Heat Exchanger Design with Additive Manufacturing. Available online: https://www.ntop.com/resources/blog/heat-exchanger-design-with-additive-manufacturing/ (accessed on 24 May 2023).
- Boyd Corp Transfer Heat from Surfaces with a Liquid Cold Plate. Available online: https://www.boydcorp.com/thermal/liquid-cooling/liquid-cold-plate.html (accessed on 24 May 2023).
- EOS 3D Printing Metal Materials. Available online: https://www.eos.info/en/3d-printing-materials/metals (accessed on 24 May 2023).
- SLM Solutions SLM® Metal Powder & Material Parameters. Available online: https://www.slm-solutions.com/products-and-solutions/powders/ (accessed on 24 May 2023).
- Velo3D Materials. Available online: https://velo3d.com/products/#materials (accessed on 24 May 2023).
- Desktop Metal Materials for All of Your Applications. Available online: https://www.desktopmetal.com/materials (accessed on 24 May 2023).
- Markforged 3D Printing Materials. Available online: https://markforged.com/materials (accessed on 24 May 2023).
- Wong, M.; Tsopanos, S.; Sutcliffe, C.J.; Owen, I. Selective Laser Melting of Heat Transfer Devices. Rapid Prototyp. J. 2007, 13, 291–297. [Google Scholar] [CrossRef]
- The Engineering ToolBox Metals, Metallic Elements and Alloys—Thermal Conductivities. Available online: https://www.engineeringtoolbox.com/thermal-conductivity-metals-d_858.html (accessed on 29 May 2023).
- Jafari, D.; Wits, W.W. The Utilization of Selective Laser Melting Technology on Heat Transfer Devices for Thermal Energy Conversion Applications: A Review. Renew. Sustain. Energy Rev. 2018, 91, 420–442. [Google Scholar] [CrossRef]
- EOS EOS Copper CuCP for AMCM M 290 1 KW. Available online: https://www.eos.info/03_system-related-assets/material-related-contents/metal-materials-and-examples/metal-material-datasheet/copper/material_datasheet_eos-_copper_cucp_en_web.pdf (accessed on 16 March 2023).
- TRUMPF TruPrint 1000 Green Edition. Available online: https://www.trumpf.com/filestorage/TRUMPF_Master/Products/Machines_and_Systems/02_Brochures/TRUMPF-TruPrint-1000-Green-Edition-flyer-EN.pdf (accessed on 16 March 2023).
- TRUMPF TruPrint 5000 Green Edition. Available online: https://www.trumpf.com/filestorage/TRUMPF_Master/Products/Machines_and_Systems/02_Brochures/TRUMPF-TruPrint5000-Green-Edition-flyer-EN.pdf (accessed on 16 March 2023).
- Engler, S.; Ramsayer, R.; Poprawe, R. Process Studies on Laser Welding of Copper with Brilliant Green and Infrared Lasers. Phys. Procedia 2011, 12, 339–346. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Dadbakhsh, S.; Goossens, L.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Influence of Selective Laser Melting Process Parameters on Texture Evolution in Pure Copper. J. Mater. Process. Technol. 2019, 270, 47–58. [Google Scholar] [CrossRef]
- Singer, F.; Deisenroth, D.C.; Hymas, D.M.; Ohadi, M.M. Additively Manufactured Copper Components and Composite Structures for Thermal Management Applications. In Proceedings of the 2017 16th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Orlando, FL, USA, 30 May–2 June 2017; IEEE: Orlando, FL, USA; pp. 174–183. [Google Scholar]
- Romano, T.; Vedani, M. Additive Manufacturing of Pure Copper: Technologies and Applications. In Copper—From the Mineral to the Final Application; IntechOpen: London, UK, 2022. [Google Scholar]
- Jiang, Q.; Zhang, P.; Yu, Z.; Shi, H.; Wu, D.; Yan, H.; Ye, X.; Lu, Q.; Tian, Y. A Review on Additive Manufacturing of Pure Copper. Coatings 2021, 11, 740. [Google Scholar] [CrossRef]
- Roccetti Campagnoli, M.; Galati, M.; Saboori, A. On the Processability of Copper Components via Powder-Based Additive Manufacturing Processes: Potentials, Challenges and Feasible Solutions. J. Manuf. Process. 2021, 72, 320–337. [Google Scholar] [CrossRef]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.Y.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.A.D.M.; Ji, D.; Doddamani, M.; et al. 3D Printing of Highly Pure Copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef]
- Trick, C. What Is a Heat Sink, and How Does It Work? Available online: https://www.trentonsystems.com/blog/what-is-a-heat-sink (accessed on 22 May 2023).
- Balaji, C.; Srinivasan, B.; Gedupudi, S. Heat Exchangers. In Heat Transfer Engineering; Elsevier: Amsterdam, The Netherlands, 2021; pp. 199–231. ISBN 9780128185032. [Google Scholar]
- Advanced Cooling Technologies Heat Pipes for Thermal Management. Available online: https://www.1-act.com/resources/heat-pipe-resources/faq/ (accessed on 22 May 2023).
- CELSIA Inc. Vapor Chamber. Available online: https://celsiainc.com/technology/vapor-chamber/ (accessed on 22 May 2023).
- Loeffler, B. Heat Sinks and Process Cooling. Available online: https://northslopechillers.com/blog/heat-sinks-and-process-cooling/ (accessed on 22 May 2023).
- Supply Brazed Plate Heat Exchangers. Available online: https://alfaheating.com/collections/brazed-plate-heat-exchangers%0A (accessed on 22 May 2023).
- Fryer, M. Top 7 Reasons to Purchase A Plate-and-Frame Instead of a Shell-and-Tube Heat Exchanger. Available online: https://www.csidesigns.com/blog/articles/shell-and-tube-heat-exchanger-why-purchase-plate-and-frame (accessed on 22 May 2023).
- Waldron, R. Plate Heat Exchanger: For Dummies. Available online: https://www.rasmech.com/blog/plate-heat-exchanger/ (accessed on 22 May 2023).
- Notebookcheck Laptops 101: Understanding What Goes into Designing an Efficient Laptop Cooling Solution. Available online: https://www.msi.com/blog/laptops-101-understanding-what-goes-into-designing-an-efficient-laptop-cooling-solution (accessed on 22 May 2023).
- Murata Manufacturing Murata and Cooler Master Announce Partnership to Jointly Develop 200 Μm Vapor Chamber, the World’s Thinnest Heat Dissipator for Electronic Devices. Available online: https://corporate.murata.com/en-eu/newsroom/news/company/general/2021/0525 (accessed on 22 May 2023).
- Bandhauer, T.M.; Garimella, S.; Fuller, T.F. A Critical Review of Thermal Issues in Lithium-Ion Batteries. J. Electrochem. Soc. 2011, 158, R1. [Google Scholar] [CrossRef]
- Ma, S.; Jiang, M.; Tao, P.; Song, C.; Wu, J.; Wang, J.; Deng, T.; Shang, W. Temperature Effect and Thermal Impact in Lithium-Ion Batteries: A Review. Prog. Nat. Sci. Mater. Int. 2018, 28, 653–666. [Google Scholar] [CrossRef]
- Wang, Q.; Ping, P.; Zhao, X.; Chu, G.; Sun, J.; Chen, C. Thermal Runaway Caused Fire and Explosion of Lithium Ion Battery. J. Power Sources 2012, 208, 210–224. [Google Scholar] [CrossRef]
- Pesaran, A.; Santhanagopalan, S.; Kim, G.-H. Addressing the Impact of Temperature Extremes on Large Format Li-Ion Batteries for Vehicle Applications; National Renewable Energy Lab: Golden, CO, USA, 2013. [Google Scholar]
- Pesaran, A.A. Battery Thermal Models for Hybrid Vehicle Simulations. J. Power Sources 2002, 110, 377–382. [Google Scholar] [CrossRef]
- Moore, G.E. Cramming More Components onto Integrated Circuits, Reprinted from Electronics, Volume 38, Number 8, April 19, 1965, pp.114 Ff. IEEE Solid-State Circuits Soc. Newsl. 2006, 11, 33–35. [Google Scholar] [CrossRef]
- Agostini, B.; Fabbri, M.; Park, J.E.; Wojtan, L.; Thome, J.R.; Michel, B. State of the Art of High Heat Flux Cooling Technologies. Heat Transf. Eng. 2007, 28, 258–281. [Google Scholar] [CrossRef]
- Kakaç, S.; Yüncü, H.; Hijikata, K. (Eds.) Cooling of Electronic Systems; Springer: Dordrecht, The Netherlands, 1994; ISBN 978-94-010-4476-9. [Google Scholar]
- United Nations Framework Convention on Climate Change The Paris Agreement. Available online: https://unfccc.int/process-and-meetings/the-paris-agreement (accessed on 25 February 2023).
- United Nations Net-Zero Coalition. Available online: https://www.un.org/en/climatechange/net-zero-coalition (accessed on 25 February 2023).
- International Energy Agency. Net Zero by 2050: A Roadmap for the Global Energy Sector; International Energy Agency: Paris, France, 2021. Available online: https://iea.blob.core.windows.net/assets/deebef5d-0c34-4539-9d0c-10b13d840027/NetZeroby2050-ARoadmapfortheGlobalEnergySector_CORR.pdf (accessed on 25 February 2023).
- Du, D.; Darkwa, J.; Kokogiannakis, G. Thermal Management Systems for Photovoltaics (PV) Installations: A Critical Review. Sol. Energy 2013, 97, 238–254. [Google Scholar] [CrossRef]
- Chauhan, A.; Tyagi, V.V.; Anand, S. Futuristic Approach for Thermal Management in Solar PV/Thermal Systems with Possible Applications. Energy Convers. Manag. 2018, 163, 314–354. [Google Scholar] [CrossRef]
- De Risi, A.; Milanese, M.; Colangelo, G.; Laforgia, D. High Efficiency Nanofluid Cooling System for Wind Turbines. Therm. Sci. 2014, 18, 543–554. [Google Scholar] [CrossRef]
- Shi, N.; Wei, M.; Zhang, L.; Hu, X.; Song, B. Design and Research of Cooling System for 2.5 MW Permanent Magnet Wind Turbine. Renew. Energy 2021, 168, 97–106. [Google Scholar] [CrossRef]
- Xu, R.; Zhang, L.; Zhang, F.; Jiang, P. A Review on Heat Transfer and Energy Conversion in the Enhanced Geothermal Systems with Water/CO2 as Working Fluid. Int. J. Energy Res. 2015, 39, 1722–1741. [Google Scholar] [CrossRef]
- Hähnlein, S.; Bayer, P.; Ferguson, G.; Blum, P. Sustainability and Policy for the Thermal Use of Shallow Geothermal Energy. Energy Policy 2013, 59, 914–925. [Google Scholar] [CrossRef]
- Mansilla, C.; Sigurvinsson, J.; Bontemps, A.; Maréchal, A.; Werkoff, F. Heat Management for Hydrogen Production by High Temperature Steam Electrolysis. Energy 2007, 32, 423–430. [Google Scholar] [CrossRef]
- Georgis, D.; Lima, F.V.; Almansoori, A.; Daoutidis, P. Thermal Management of a Water-Gas-Shift Membrane Reactor for High-Purity Hydrogen Production and Carbon Capture. Ind. Eng. Chem. Res. 2014, 53, 7461–7469. [Google Scholar] [CrossRef]
- Shafiee, S.; McCay, M.H. Different Reactor and Heat Exchanger Configurations for Metal Hydride Hydrogen Storage Systems—A Review. Int. J. Hydrogen Energy 2016, 41, 9462–9470. [Google Scholar] [CrossRef]
- Nguyen, H.Q.; Shabani, B. Review of Metal Hydride Hydrogen Storage Thermal Management for Use in the Fuel Cell Systems. Int. J. Hydrog. Energy 2021, 46, 31699–31726. [Google Scholar] [CrossRef]
- Attia, S.I. The Influence of Condenser Cooling Water Temperature on the Thermal Efficiency of a Nuclear Power Plant. Ann. Nucl. Energy 2015, 80, 371–378. [Google Scholar] [CrossRef]
- Yan, B.H.; Wang, C.; Li, L.G. The Technology of Micro Heat Pipe Cooled Reactor: A Review. Ann. Nucl. Energy 2020, 135, 106948. [Google Scholar] [CrossRef]
- European Federation for Transport and Environment Airplane Pollution. Available online: https://www.transportenvironment.org/challenges/planes/airplane-pollution/ (accessed on 25 February 2023).
- Jafari, S.; Nikolaidis, T. Thermal Management Systems for Civil Aircraft Engines: Review, Challenges and Exploring the Future. Appl. Sci. 2018, 8, 2044. [Google Scholar] [CrossRef]
- Li, W.; Yu, G.; Yu, Z. Bioinspired Heat Exchangers Based on Triply Periodic Minimal Surfaces for Supercritical CO2 Cycles. Appl. Therm. Eng. 2020, 179, 115686. [Google Scholar] [CrossRef]
- Clarke, D.A.; Dolamore, F.; Fee, C.J.; Galvosas, P.; Holland, D.J. Investigation of Flow through Triply Periodic Minimal Surface-Structured Porous Media Using MRI and CFD. Chem. Eng. Sci. 2021, 231, 116264. [Google Scholar] [CrossRef]
- Whitaker, S. Flow in Porous Media I: A Theoretical Derivation of Darcy’s Law. Transp. Porous Media 1986, 1, 3–25. [Google Scholar] [CrossRef]
- Dharmalingam, L.K.; Aute, V.; Ling, J. Review of Triply Periodic Minimal Surface (TPMS) Based Heat Exchanger Designs. Int. Refrig. Air Cond. Conf. 2022, 2022, 2393. [Google Scholar]
- Femmer, T.; Kuehne, A.J.C.; Wessling, M. Estimation of the Structure Dependent Performance of 3-D Rapid Prototyped Membranes. Chem. Eng. J. 2015, 273, 438–445. [Google Scholar] [CrossRef]
- Peng, H.; Gao, F.; Hu, W. Design, modeling and characterization of triply periodic minimal surface heat exchangers with additive manufacturing. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium: An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Alexandersen, J.; Sigmund, O.; Aage, N. Large Scale Three-Dimensional Topology Optimisation of Heat Sinks Cooled by Natural Convection. Int. J. Heat Mass Transf. 2016, 100, 876–891. [Google Scholar] [CrossRef]
- Wang, Q.; Hong, J.; Yan, Y. Biomimetic Capillary Inspired Heat Pipe Wicks. J. Bionic Eng. 2014, 11, 469–480. [Google Scholar] [CrossRef]
- Szymanski, P.; Mikielewicz, D.; Fooladpanjeh, S. Current Trends in Wick Structure Construction in Loop Heat Pipes Applications: A Review. Materials 2022, 15, 5765. [Google Scholar] [CrossRef] [PubMed]
- Boyd Corporation. Heat Sink Fabrications Guide; Boyd Corporation: Pleasanton, CA, USA, 2021. [Google Scholar]
- Advanced Thermal Solutions Inc. Qpedia; Advanced Thermal Solutions Inc.: Norwood, MA, USA, 2010; pp. 22–26. [Google Scholar]
- Zohuri, B. Heat Pipe Design and Technology; CRC Press: Boca Raton, FL, USA, 2011; ISBN 978-1-4398-4523-3. [Google Scholar]
- Li, H.; Liu, Z.; Chen, B.; Liu, W.; Li, C.; Yang, J. Development of Biporous Wicks for Flat-Plate Loop Heat Pipe. Exp. Therm. Fluid Sci. 2012, 37, 91–97. [Google Scholar] [CrossRef]
- Choong, Y.Y.C.; Tan, H.W.; Patel, D.C.; Choong, W.T.N.; Chen, C.-H.; Low, H.Y.; Tan, M.J.; Patel, C.D.; Chua, C.K. The Global Rise of 3D Printing during the COVID-19 Pandemic. Nat. Rev. Mater. 2020, 5, 637–639. [Google Scholar] [CrossRef]
- Najman, L.; Witt, J. Real Range for Electric Cars by Temperature & Weather; Recurent: Seattle, WA, USA, 2022. [Google Scholar]
- Wang, Y.; Zhang, L.; Daynes, S.; Zhang, H.; Feih, S.; Wang, M.Y. Design of Graded Lattice Structure with Optimized Mesostructures for Additive Manufacturing. Mater. Des. 2018, 142, 114–123. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A Review of Topology Optimization for Additive Manufacturing: Status and Challenges. Chin. J. Aeronaut. 2021, 34, 91–110. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: Boston, MA, USA, 2010; ISBN 978-1-4419-1119-3. [Google Scholar]
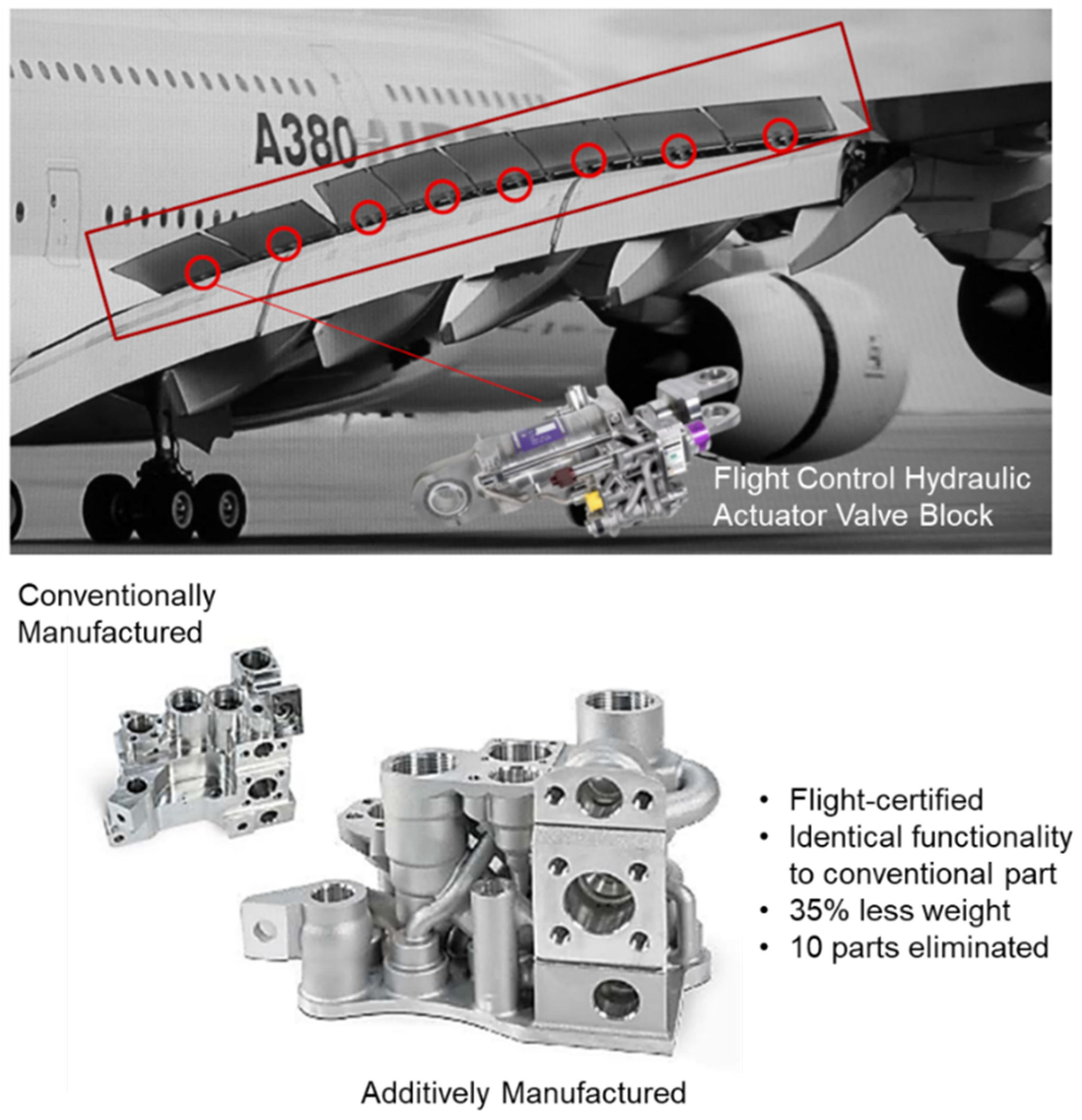
- EOS. First Metal 3D Printed Primary Flight Control Hydraulic Component Flies on an Airbus A380; EOS GmbH: Krailing/Munich, Germany, 2018. [Google Scholar]
- Khajavi, S.H.; Holmström, J.; Partanen, J. Additive Manufacturing in the Spare Parts Supply Chain: Hub Configuration and Technology Maturity. Rapid Prototyp. J. 2018, 24, 1178–1192. [Google Scholar] [CrossRef]
- ASTM 52900(2021); Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ASTM International ISO: Geneva, Switzerland, 2022.
- Hybrid Manufacturing Technologies 7 Families of Additive Manufacturing. Available online: https://hybridmanutech.com/resources/ (accessed on 29 May 2023).
- Larikov, L.N.; Ivanov, M.A.; Nikitin, B.G. The Effect of Impurities and Crystal Structure Defects on Copper Heat Conduction at Low Temperatures. Phys. Status Solidi 1973, 19, 135–145. [Google Scholar] [CrossRef]
- Galsin, J.S. Physical Effects of Impurities in Metals. In Impurity Scattering in Metallic Alloys, 1st ed.; Springer: New York, NY, USA, 2002; pp. 93–123. [Google Scholar] [CrossRef]
- Mackey, P.J.; Wraith, A.E. Development of Copper Quality: An Historical Perspective. Trans. Institutions Min. Metall. Sect. C Miner. Process. Extr. Metall. 2004, 113, 25–37. [Google Scholar] [CrossRef]
- Kato, M. The Production of Ultrahigh-Purity Copper for Advanced Applications. Jom 1995, 47, 44–46. [Google Scholar] [CrossRef]
- EOS Copper Cu for EOS M 290. Available online: https://www.eos.info/03_system-related-assets/material-related-contents/metal-materials-and-examples/metal-material-datasheet/copper/material_datasheet_eos_copper_cu_core_en.pdf (accessed on 16 March 2023).
- Renishaw Additive Manufacturing of Intricate Structures in Commercially Pure Copper. Available online: https://www.renishaw.com/media/doc/en/45cb1a9524454c8ca0689dc953949222.docx (accessed on 16 March 2023).
- 3D Systems Oxygen-Free Copper (A). Available online: https://www.3dsystems.com/materials/oxygen-free-copper-a (accessed on 14 March 2023).
- GE Additive Arcam EBM Pure Copper. Available online: https://www.ge.com/additive/sites/default/files/2021-05/ArcamEBMPureCopperMDS_Q10plus-v2.0.pdf (accessed on 16 March 2023).
- Desktop Metal BMD-MDS-COPPER-201203. Available online: https://www.desktopmetal.com/uploads/BMD-SPC-MDS_Copper-201203.a.pdf (accessed on 16 March 2023).
- Desktop Metal SPJ-SPC-MDS-PureCu-211213. Available online: https://www.desktopmetal.com/uploads/SPJ-SPC-MDS-PureCu-211213_e.pdf (accessed on 16 March 2023).
- Markforged Material Datasheet Copper. Available online: https://www-objects.markforged.com/craft/materials/Copper-V1.1.pdf (accessed on 16 March 2023).
- Holo Team High Purity 3D Printed Copper Drives High Performance Metal Parts. Available online: https://holoam.com/blog/high-purity-drives-high-performance-3d-printed-copper (accessed on 12 June 2023).
- Wu, Z.; Narra, S.P.; Rollett, A. Exploring the Fabrication Limits of Thin-Wall Structures in a Laser Powder Bed Fusion Process. Int. J. Adv. Manuf. Technol. 2020, 110, 191–207. [Google Scholar] [CrossRef]
- Calignano, F.; Cattano, G.; Manfredi, D. Manufacturing of Thin Wall Structures in AlSi10Mg Alloy by Laser Powder Bed Fusion through Process Parameters. J. Mater. Process. Technol. 2018, 255, 773–783. [Google Scholar] [CrossRef]
- Algardh, J.K.; Horn, T.; West, H.; Aman, R.; Snis, A.; Engqvist, H.; Lausmaa, J.; Harrysson, O. Thickness Dependency of Mechanical Properties for Thin-Walled Titanium Parts Manufactured by Electron Beam Melting (EBM) ®. Addit. Manuf. 2016, 12, 45–50. [Google Scholar] [CrossRef]
- Kiani, P.; Dupuy, A.D.; Ma, K.; Schoenung, J.M. Directed Energy Deposition of AlSi10Mg: Single Track Nonscalability and Bulk Properties. Mater. Des. 2020, 194, 108847. [Google Scholar] [CrossRef]
- Bhatt, P.M.; Malhan, R.K.; Rajendran, P.; Gupta, S.K. Building Free-Form Thin Shell Parts Using Supportless Extrusion-Based Additive Manufacturing. Addit. Manuf. 2020, 32, 101003. [Google Scholar] [CrossRef]
- Bhuvanesh Kumar, M.; Sathiya, P. Methods and Materials for Additive Manufacturing: A Critical Review on Advancements and Challenges. Thin-Walled Struct. 2021, 159, 107228. [Google Scholar] [CrossRef]
- Guan, J.; Zhang, X.; Jiang, Y.; Yan, Y. Insights into Fabrication Mechanism of Pure Copper Thin Wall Components by Selective Infrared Laser Melting. Rapid Prototyp. J. 2019, 25, 1388–1397. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of Metal Powder Layers in Laser Powder Bed Fusion Processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef]
- Shi, W.; Wang, P.; Liu, Y.; Han, G. Experiment of Process Strategy of Selective Laser Melting Forming Metal Nonhorizontal Overhanging Structure. Metals 2019, 9, 385. [Google Scholar] [CrossRef]
- Silbernagel, C.; Gargalis, L.; Ashcroft, I.; Hague, R.; Galea, M.; Dickens, P. Electrical Resistivity of Pure Copper Processed by Medium-Powered Laser Powder Bed Fusion Additive Manufacturing for Use in Electromagnetic Applications. Addit. Manuf. 2019, 29, 100831. [Google Scholar] [CrossRef]
- Kaden, L.; Matthäus, G.; Ullsperger, T.; Engelhardt, H.; Rettenmayr, M.; Tünnermann, A.; Nolte, S. Selective Laser Melting of Copper Using Ultrashort Laser Pulses. Appl. Phys. A Mater. Sci. Process. 2017, 123, 596. [Google Scholar] [CrossRef]
- Kaden, L.; Seyfarth, B.; Ullsperger, T.; Matthäus, G.; Nolte, S. Selective Laser Melting of Copper Using Ultrashort Laser Pulses at Different Wavelengths. In Laser 3D Manufacturing V; Helvajian, H., Piqué, A., Gu, B., Eds.; SPIE: Bellingham, WA, USA, 2018; Volume 1052312, p. 41. [Google Scholar]
- Kaden, L.; Matthäus, G.; Ramm, R.; Ullsperger, T.; Seyfarth, B.; Nolte, S. Additive Manufacturing of Pure Copper Using Ultrashort Laser Pulses. In Laser 3D Manufacturing VI; Helvajian, H., Gu, B., Chen, H., Eds.; SPIE: Bellingham, WA, USA, 2019; p. 12. [Google Scholar]
- Ma, Z.X.; Ning, J.; Yu, B.; Zhang, L.J.; Fan, J.H.; Yuan, L.G. Effects of Process Parameters and Scanning Patterns on Quality of Thin-Walled Copper Flanges Manufactured by Selective Laser Melting. J. Manuf. Process. 2021, 72, 419–430. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Goossens, L.R.; Kinds, Y.; Van Hooreweder, B.; Vanmeensel, K. Laser-Based Powder Bed Fusion Additive Manufacturing of Pure Copper. Addit. Manuf. 2021, 42, 101990. [Google Scholar] [CrossRef]
- Zhang, L.-J.; Zhang, G.-F.; Ning, J.; Zhang, X.-J.; Zhang, J.-X. Microstructure and Properties of the Laser Butt Welded 1.5-Mm Thick T2 Copper Joint Achieved at High Welding Speed. Mater. Des. 2015, 88, 720–736. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Witvrouw, A.; Yang, S.; Thorborg, J.; Tiedje, N.S.; Hattel, J.H. Keyhole-Induced Porosities in Laser-Based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-Fidelity Modelling and Experimental Validation. Addit. Manuf. 2019, 30, 100835. [Google Scholar] [CrossRef]
- Laser 2000 Blue High Power Diode Laser with 200 W for Material Processing. Available online: https://www.laser2000.com/fr/en/lasers/31701-blue-high-power-diode-laser-with-200-w-for-material-processing.html (accessed on 21 June 2023).
- Qu, S.; Ding, J.; Fu, J.; Fu, M.; Zhang, B.; Song, X. High-Precision Laser Powder Bed Fusion Processing of Pure Copper. Addit. Manuf. 2021, 48, 102417. [Google Scholar] [CrossRef]
- Gruber, S.; Stepien, L.; López, E.; Brueckner, F.; Leyens, C. Physical and Geometrical Properties of Additively Manufactured Pure Copper Samples Using a Green Laser Source. Materials 2021, 14, 3642. [Google Scholar] [CrossRef]
- Hori, E.; Sato, Y.; Shibata, T.; Tojo, K.; Tsukamoto, M. Development of SLM Process Using 200 W Blue Diode Laser for Pure Copper Additive Manufacturing of High Density Structure. J. Laser Appl. 2021, 33, 012008. [Google Scholar] [CrossRef]
- Nordet, G.; Gorny, C.; Mayi, Y.; Daligault, J.; Dal, M.; Effernelli, A.; Blanchet, E.; Coste, F.; Peyre, P. Absorptivity Measurements during Laser Powder Bed Fusion of Pure Copper with a 1 KW Cw Green Laser. Opt. Laser Technol. 2022, 147, 107612. [Google Scholar] [CrossRef]
- Horn, M.; Schmitt, M.; Schafnitzel, M.; van Husen, A.; Wagenblast, P.; Auernhammer, S.; Heyder, J.; Hauck, C.; Barz, J.; Ott, M.; et al. Powder Bed Fusion of Highly Filigree Copper Features Using a Green Laser. Procedia CIRP 2022, 111, 81–86. [Google Scholar] [CrossRef]
- Takenaka, K.; Sato, Y.; Yoshida, N.; Yoshitani, M.; Heya, M.; Tsukamoto, M. Additive Manufactured of Pure Copper by Blue Diode Laser Induced Selective Laser Melting. J. Laser Appl. 2022, 34, 042041. [Google Scholar] [CrossRef]
- Johnson, K.; Burden, E.; Shaffer, M.; Noack, T.; Mueller, M.; Walker, J.; MacDonald, E.; Cortes, P.; Quintana, J. A Copper Pyramidal Fractal Antenna Fabricated with Green-Laser Powder Bed Fusion. Prog. Addit. Manuf. 2022, 7, 931–942. [Google Scholar] [CrossRef]
- Yan, X.; Wang, C.; Xiong, W.; Hou, T.; Hao, L.; Tang, D. Thermal Debinding Mass Transfer Mechanism and Dynamics of Copper Green Parts Fabricated by an Innovative 3D Printing Method. RSC Adv. 2018, 8, 10355–10360. [Google Scholar] [CrossRef] [PubMed]
- Schoen, A.H. Infinite Periodic Minimal Surfaces without Self-Intersections; NASA TN D-5541; NASA Electronics Research Centre Cambridge: Cambridge, MA, USA, 1970. Available online: https://ntrs.nasa.gov/api/citations/19700020472/downloads/19700020472.pdf (accessed on 21 June 2023).
- Protolabs An Intro to Metal Additive Manufacturing with DMLS. Available online: https://www.protolabs.com/resources/blog/an-intro-to-metal-additive-manufacturing-with-dmls/%0A (accessed on 21 June 2023).
- Pérez, M.; García-Collado, A.; Carou, D.; Medina-Sánchez, G.; Dorado-Vicente, R. On Surface Quality of Engineered Parts Manufactured by Additive Manufacturing and Postfinishing by Machining. In Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 369–394. ISBN 9780128184110. [Google Scholar]
- Takenaka, K.; Sato, Y.; Tojo, K.; Tsukamoto, M. Development of SLM 3D Printing System Using Galvano Scanner for Pure Copper Additive Manufacturing by 200 W Blue Diode Laser. In Proceedings of the Lasers in Manufacturing, online virtual event, 21–24 June 2021. [Google Scholar]
- Kang, S.; Gainov, R.; Heußen, D.; Bieler, S.; Sun, Z.; Weinberg, K.; Dehm, G.; Ramachandramoorthy, R. Green Laser Powder Bed Fusion Based Fabrication and Rate-Dependent Mechanical Properties of Copper Lattices. Mater. Des. 2023, 231, 112023. [Google Scholar] [CrossRef]
- Alphonso, W.E.; Bayat, M.; Hattel, J. Comparison between green and infrared laser in laser powder bed fusion of pure copper through high fidelity numerical modelling at meso-scale. In Proceedings of the International Seminar on Numerical Analysis of Weldability, Graz, Austria, 4–7 September 2022. [Google Scholar]
- Bishara, H.; Lee, S.; Brink, T.; Ghidelli, M.; Dehm, G. Understanding Grain Boundary Electrical Resistivity in Cu: The Effect of Boundary Structure. ACS Nano 2021, 15, 16607–16615. [Google Scholar] [CrossRef]
- Romano, T.; Migliori, E.; Mariani, M.; Lecis, N.; Vedani, M. Densification Behaviour of Pure Copper Processed through Cold Pressing and Binder Jetting under Different Atmospheres. Rapid Prototyp. J. 2022, 28, 1023–1039. [Google Scholar] [CrossRef]
- Bai, Y.; Williams, C.B. An Exploration of Binder Jetting of Copper. Rapid Prototyp. J. 2015, 21, 177–185. [Google Scholar] [CrossRef]
- Kumar, A.; Bai, Y.; Eklund, A.; Williams, C.B. Effects of Hot Isostatic Pressing on Copper Parts Fabricated via Binder Jetting. Procedia Manuf. 2017, 10, 935–944. [Google Scholar] [CrossRef]
- Bai, Y.; Wagner, G.; Williams, C.B. Effect of Particle Size Distribution on Powder Packing and Sintering in Binder Jetting Additive Manufacturing of Metals. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 081019. [Google Scholar] [CrossRef]
- Bai, Y.; Williams, C.B. The Effect of Inkjetted Nanoparticles on Metal Part Properties in Binder Jetting Additive Manufacturing. Nanotechnology 2018, 29, 395706. [Google Scholar] [CrossRef] [PubMed]
- Bai, Y.; Williams, C.B. Binder Jetting Additive Manufacturing with a Particle-Free Metal Ink as a Binder Precursor. Mater. Des. 2018, 147, 146–156. [Google Scholar] [CrossRef]
- Yegyan Kumar, A.; Wang, J.; Bai, Y.; Huxtable, S.T.; Williams, C.B. Impacts of Process-Induced Porosity on Material Properties of Copper Made by Binder Jetting Additive Manufacturing. Mater. Des. 2019, 182, 108001. [Google Scholar] [CrossRef]
- Moritzer, E.; Elsner, C.L. Investigation and Improvement of Processing Parameters of a Copper-Filled Polymer Filament in Fused Filament Fabrication as a Basis for the Fabrication of Low-Porosity Metal Parts. Macromol. Symp. 2022, 404, 2100390. [Google Scholar] [CrossRef]
- Singh, G.; Missiaen, J.-M.; Bouvard, D.; Chaix, J.-M. Copper Additive Manufacturing Using MIM Feedstock: Adjustment of Printing, Debinding, and Sintering Parameters for Processing Dense and Defectless Parts. Int. J. Adv. Manuf. Technol. 2021, 115, 449–462. [Google Scholar] [CrossRef]
- Ji, X.; Xu, J.; Abanda, A.M. Copper Foam Based Vapor Chamber for High Heat Flux Dissipation. Exp. Therm. Fluid Sci. 2012, 40, 93–102. [Google Scholar] [CrossRef]
- Shirazy, M.R.S.; Fréchette, L.G. Capillary and Wetting Properties of Copper Metal Foams in the Presence of Evaporation and Sintered Walls. Int. J. Heat Mass Transf. 2013, 58, 282–291. [Google Scholar] [CrossRef]
- Yang, H.; Yang, Y.; Ma, B.; Zhu, Y. Experimental Study on Capillary Microflows in High Porosity Open-Cell Metal Foams. Micromachines 2022, 13, 2052. [Google Scholar] [CrossRef]
- Advanced Cooling Technologies Heat Pipe Wick Properties. Available online: https://www.1-act.com/resources/heat-pipe-resources/heat-pipe-wicks/heat-pipe-wick-properties/ (accessed on 18 June 2023).
- Singh, A.; Caprio, L.; Previtali, B.; Demir, A.G. Processability of Pure Cu by LPBF Using a Ns-Pulsed Green Fiber Laser. Opt. Laser Technol. 2022, 154, 108310. [Google Scholar] [CrossRef]
- Miyanaji, H.; Ma, D.; Atwater, M.A.; Darling, K.A.; Hammond, V.H.; Williams, C.B. Binder Jetting Additive Manufacturing of Copper Foam Structures. Addit. Manuf. 2020, 32, 100960. [Google Scholar] [CrossRef]
- ASTM F3184-16; Standard Specification for Additive Manufacturing Stainless Steel Alloy (UNS S31603) with Powder Bed Fusion. ASTM International: West Conshehoken, PA, USA, 2016.
- ASTM F3055-14a(2021); Standard Specification for Additive Manufacturing Nickel Alloy (UNS N07718) with Powder Bed Fusion. ASTM International: West Conshehoken, PA, USA, 2021. [CrossRef]
- ASTM F3318-18; Standard for Additive Manufacturing—Finished Part Properties—Standard Specification for Titanium Alloys via Powder Bed Fusion. ASTM International: West Conshehoken, PA, USA, 2018. [CrossRef]
- ASTM F2924-14(2021); Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium with Powder Bed Fusion. ASTM International: West Conshehoken, PA, USA, 2021. [CrossRef]
- ASTM F3001-14(2021); Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium ELI (Extra Low Interstitial) with Powder Bed Fusion. ASTM International: West Conshehoken, PA, USA, 2021. [CrossRef]































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | K) |
|---|---|
| Aluminium | 236 |
| High Carbon Steel | 36 |
| Titanium | 22 |
| Inconel Nickel Alloy | 15 |
| 304 Stainless Steel | 14 |
| Reference (Year) | Experimental Method | Working Fluid (Hot/Cold) | TPMS Structure(s) Investigated | Key Findings |
|---|---|---|---|---|
| Femmer et al. (2015) [60] | Empirical (Nusselt number, Nu) and Computation Fluid Dynamics (Pressure Drop, ) | Water-Water |
|
|
| Peng et al. (2019) [61] | Computational Fluid Dynamics | Water-Water |
|
|
| Li et al. (2020) [56] | Computational Fluid Dynamics | Supercritical CO2-Supercritical CO2 |
|
|
| Category | AM Process 1 | AM Solution Provider | Equipment | Copper Feedstock Purity (%) | Layer Thickness (µm) | Relative Density 2 (%) | Electrical Conductivity (% IACS 3) | Thermal Conductivity 4 | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation at Break (%) | Surface Roughness (µm) | Minimum Wall Thickness Demonstrated (mm) | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Beam-Based | L-PBF | EOS | M 290 (400 W version) | - | 20 | >95 | >80 (as printed) >90 (heat treated) | >332 (as printed) >373 (heat treated) | 180 (as printed) 140 (heat treated) | 200 (as printed) 190 (heat treated) | 5 (as printed) 20 (heat treated) | - | - | [82] |
| M 290 (1 kW version) | 99.95 | 40 | >99.3 | 100.7 (as printed) | 418 (as printed) | 159–162 (as printed) | 227–230 (as printed) | 45.6–48.1 (as printed) | Sa 10–15 (Z-direction) | 0.7 | [11] | |||
| TRUMPF | TruPrint 1000 (Green Edition) TruPrint 5000 (Green Edition) | >99.9 | - | >99.5 | 100 | 415 | - | - | - | - | - | [12,13] | ||
| Renishaw | RenAM 500S | 99.9 | 30 | >98 | - | - | - | - | - | - | 0.35 | [83] | ||
| 3D Systems | DMP 350 variants | - | - | >99.5 | 102 (as printed) | 423 (as printed) | - | - | - | - | - | [84] | ||
| EBM | GE Additive | Arcam Q10plus v2.0 | >99.95 | 50 | - | >98 (as printed) | >406 (as printed) | 105–125 (as printed) | 170–200 (as printed) | 31–35 (as printed) | - | - | [85] | |
| Sinter-Based | BJT | Desktop Metal | Studio System | 99.9 | - | >97.6 | 85.2 (as sintered) | 353 (as sintered) | 45 (as sintered) | 195 (as sintered) | 37 (as sintered) | - | - | [86] |
| Production System P-1 and P-50 | >99.95 | - | 96.5 | 90 (as sintered) | 373 (as sintered) | 37 (as sintered) | 174 (as sintered) | 28 (as sintered) | Ra 3–12 (top and Z-direction) | - | [87] | |||
| FFF | Markforged | Metal X | >99.8 | - | 98 | 84 (as sintered) | 350 (as sintered) | 26 (as sintered) | 117–193 (as sintered) | 15–45 (as sintered) | - | - | [88] | |
| VPP | Holo | PureForm | 99.9 | - | 95 | 92 | 366 | - | - | - | - | 0.1 | [89] |
| Technology | Beam-Based AM | Sinter-Based AM | |||||||
|---|---|---|---|---|---|---|---|---|---|
| AM Process 1 | L-PBF | MEX | VPP | BJT | |||||
| Laser Characteristics | Near-Infrared (1060 nm) | Short-Wavelength (515–650 nm) | Pulsed | NA | |||||
| Low Power | Medium Power | Green (515 nm) | Blue (650 nm) | Near Infrared (1060 nm) | Green (515 nm) | ||||
| Reference | [108] | [103] | [112] | [110] | [100,101,102] | [115] | [89] | [137] | |
| Laser Power (W) | 200 | 400 | 200–500 | 200 | 24 | 11 | NA | ||
| Beam Spot Diameter (µm) | 25 | 50 | 200 | 200 | 35 | 30 | |||
| Type of Filigree Structures Fabricated | High-Density Thin Walls | Bulk Foams and Thin-Wall Foams | High-Density Thin Walls | Bulk Foams | |||||
| Minimum Wall Thickness (µm) | 150 | 126 | 300 | 550 | <100 | <100 | 340 | 100 | NA |
| Relative Density 2 (%) of filigree structure fabricated, or otherwise as described | Visually dense and pore-free cross-section | 99.86 | Visually dense core surrounded by porous protrusions of melt beads | NA for thin wall; bulk material relative density of 99.1% | Highly porous and homogeneous cross-section | Highly porous and homogeneous cross-section | 90.4 | NA for thin wall; bulk material relative density of 95% | 41 |
| Surface Roughness (µm) of filigree structure fabricated, or otherwise as described | Ra < 5 | 15 | Visually rough due to protruding melt beads | Visually rough due to high porosity | Visually smooth | Visually smooth | Visually rough due to high porosity | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choong, Y.H.; Krishnan, M.; Gupta, M. Recent Advances in the 3D Printing of Pure Copper Functional Structures for Thermal Management Devices. Technologies 2023, 11, 141. https://doi.org/10.3390/technologies11050141
Choong YH, Krishnan M, Gupta M. Recent Advances in the 3D Printing of Pure Copper Functional Structures for Thermal Management Devices. Technologies. 2023; 11(5):141. https://doi.org/10.3390/technologies11050141
Chicago/Turabian StyleChoong, Yue Hao, Manickavasagam Krishnan, and Manoj Gupta. 2023. "Recent Advances in the 3D Printing of Pure Copper Functional Structures for Thermal Management Devices" Technologies 11, no. 5: 141. https://doi.org/10.3390/technologies11050141