
Bearing Strength and Failure Mechanisms of Riveted Woven Carbon Composite Joints

 , , and
, , and
Abstract
:
1. Introduction
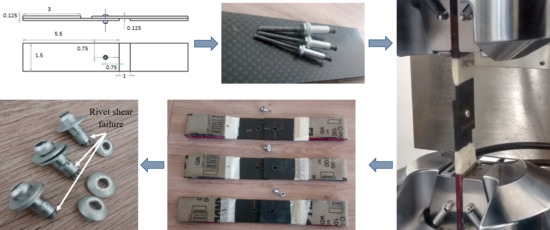
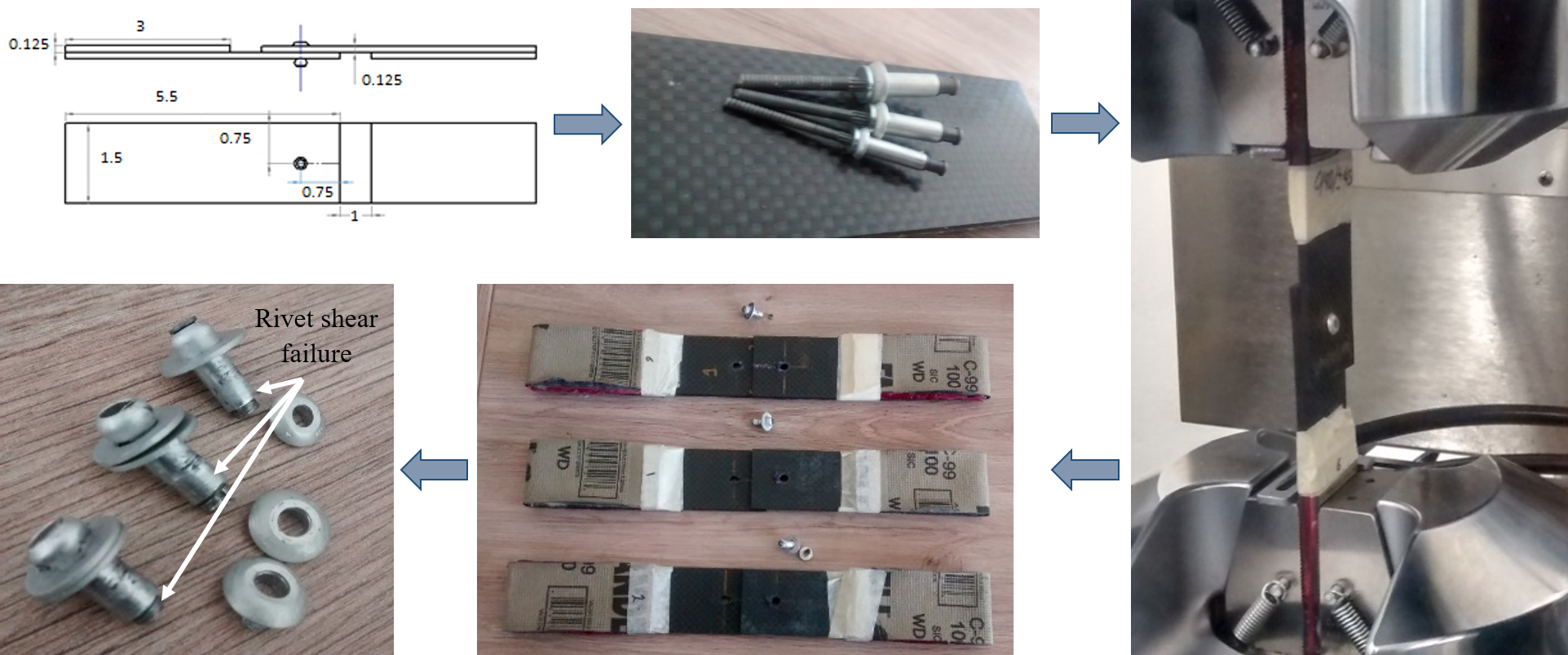
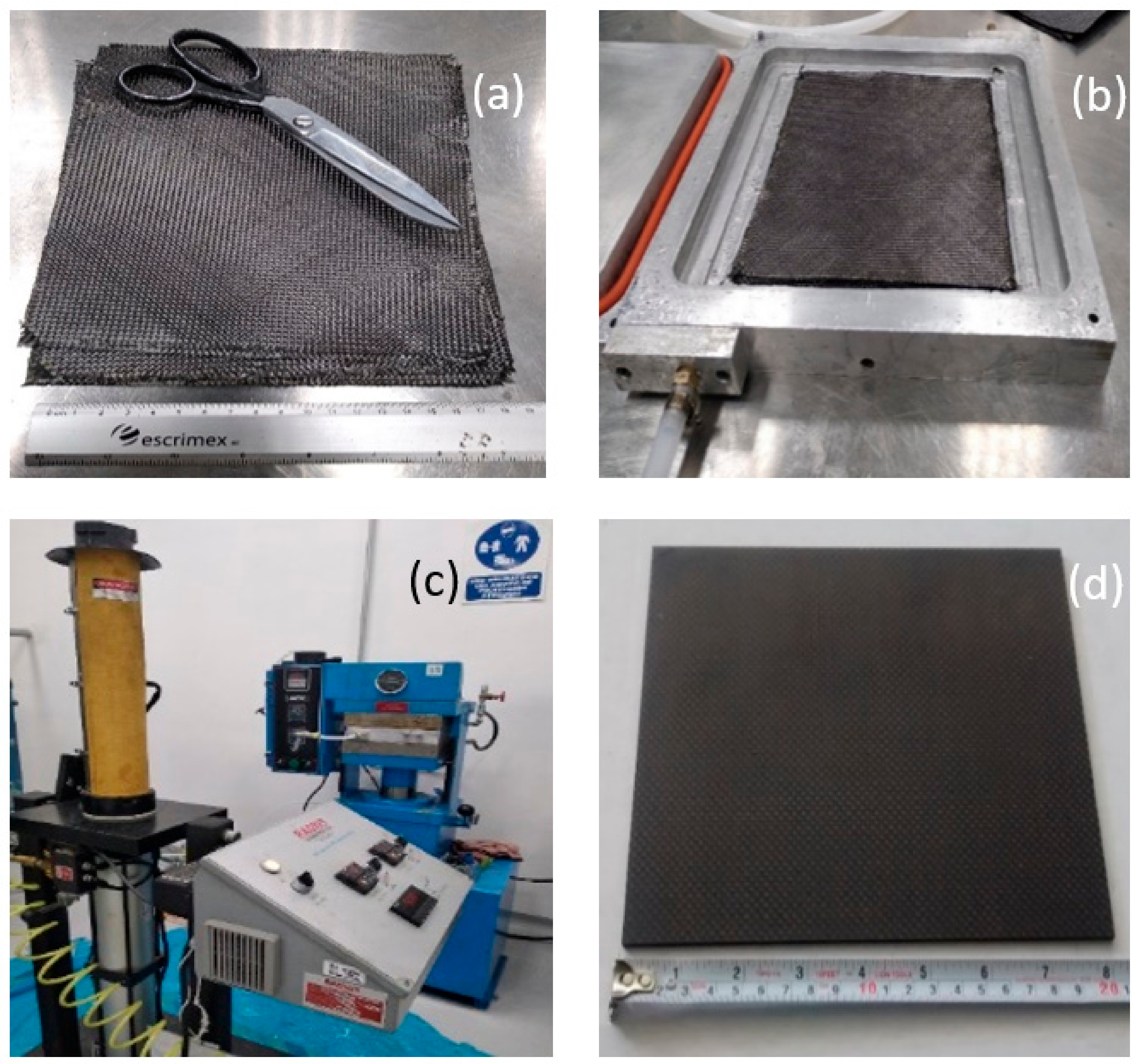
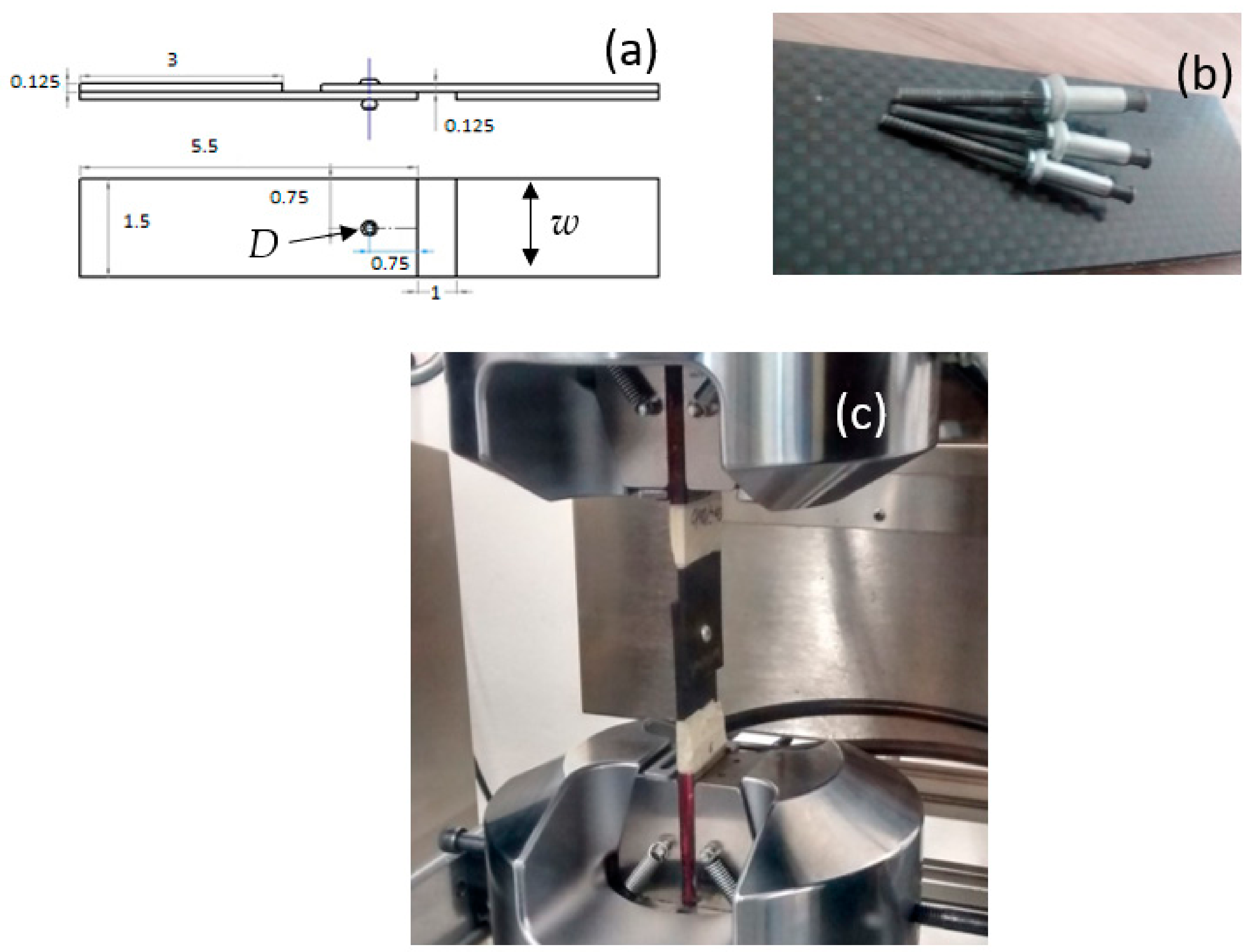
2. Experimental Set-Up
3. Results and Discussion
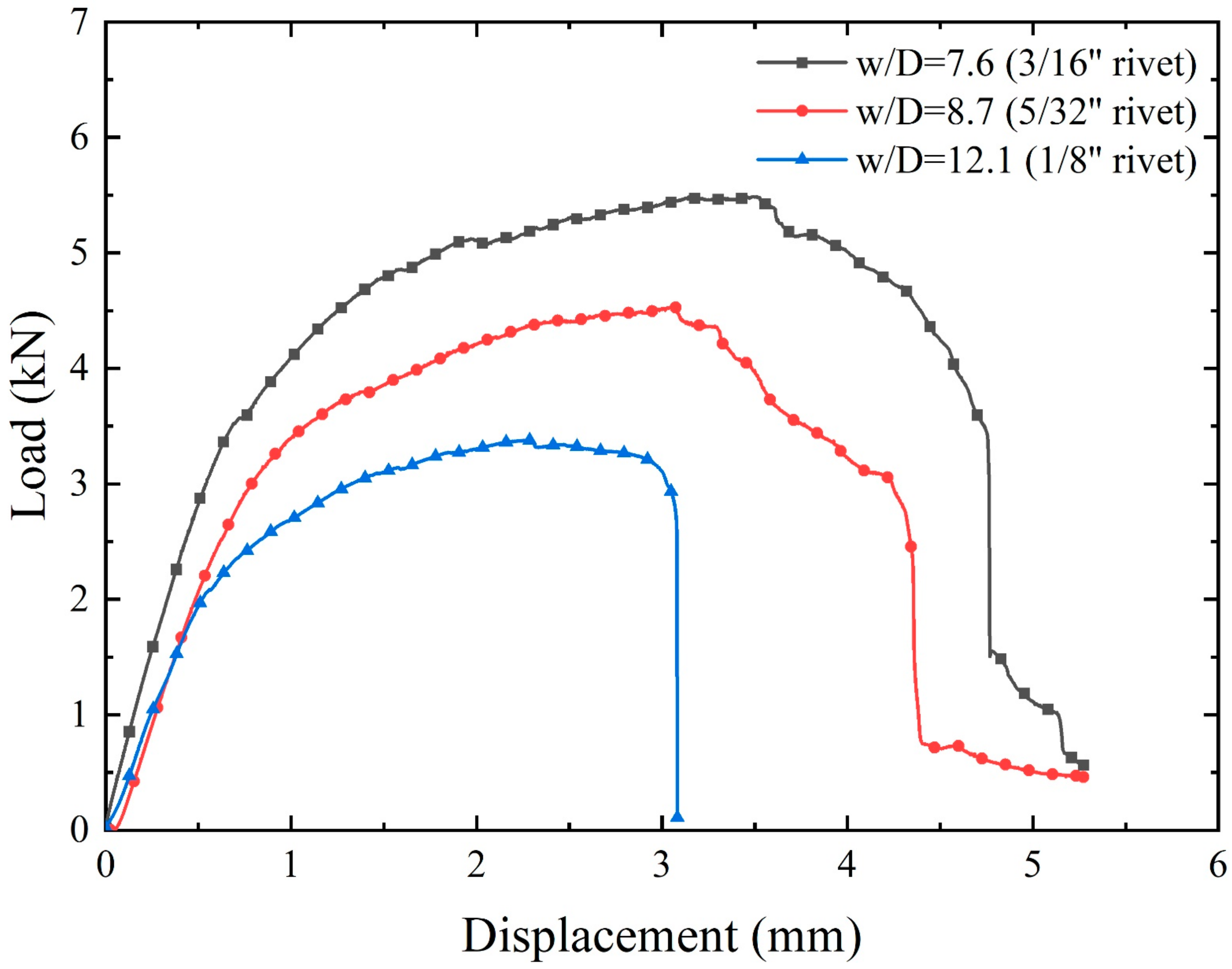
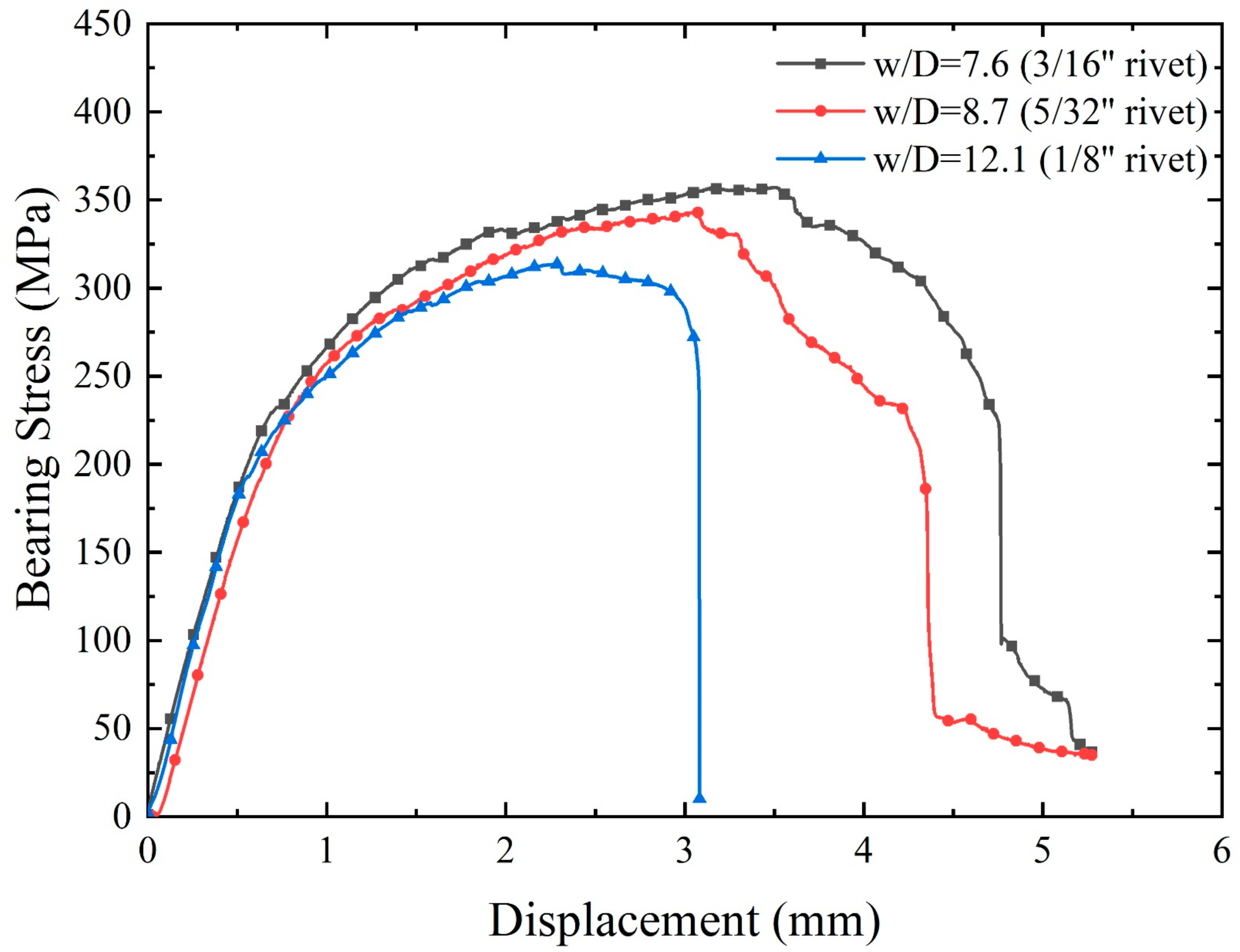
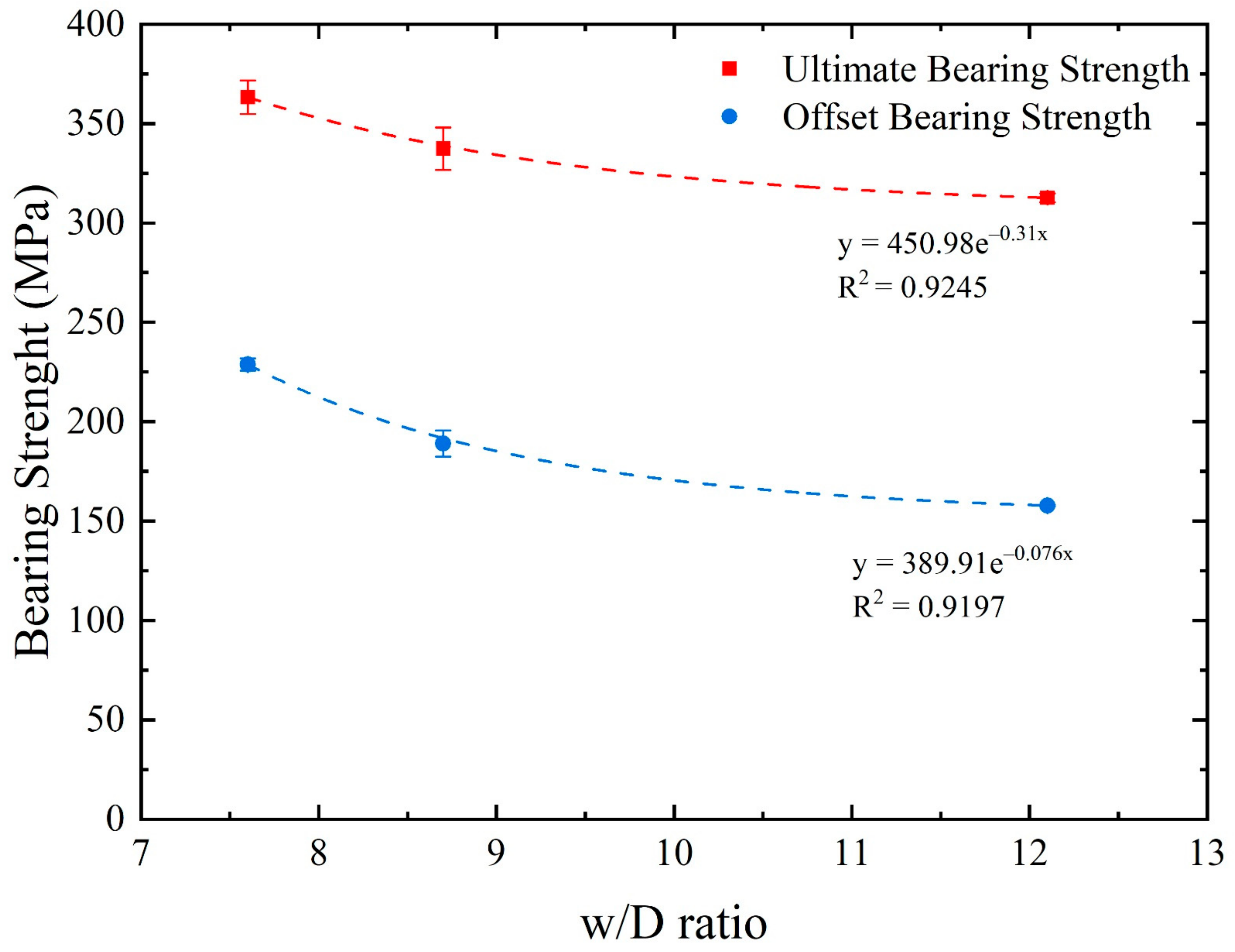
3.1. Calculation of Bearing Strength for Riveted Woven Composites
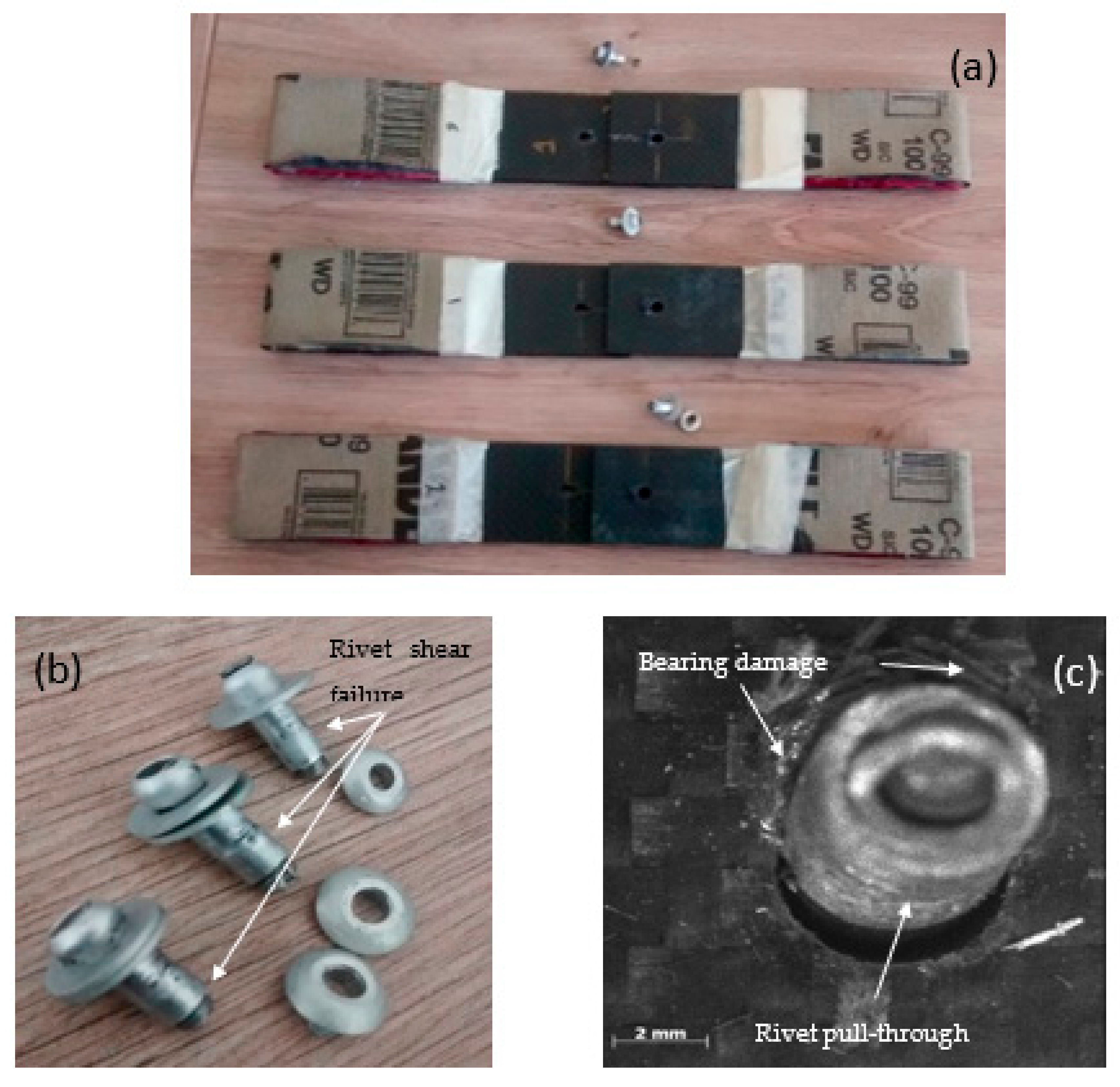
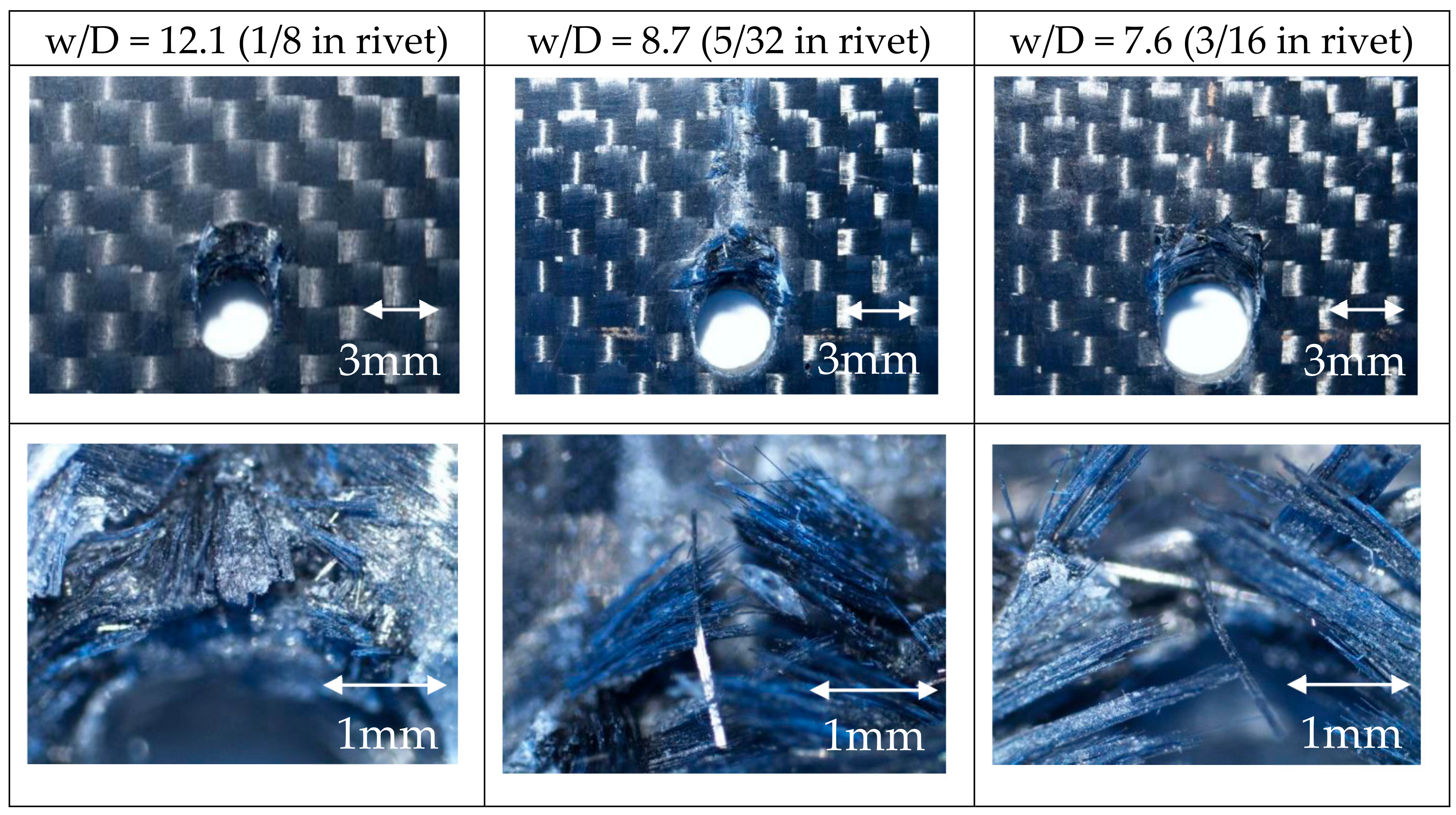
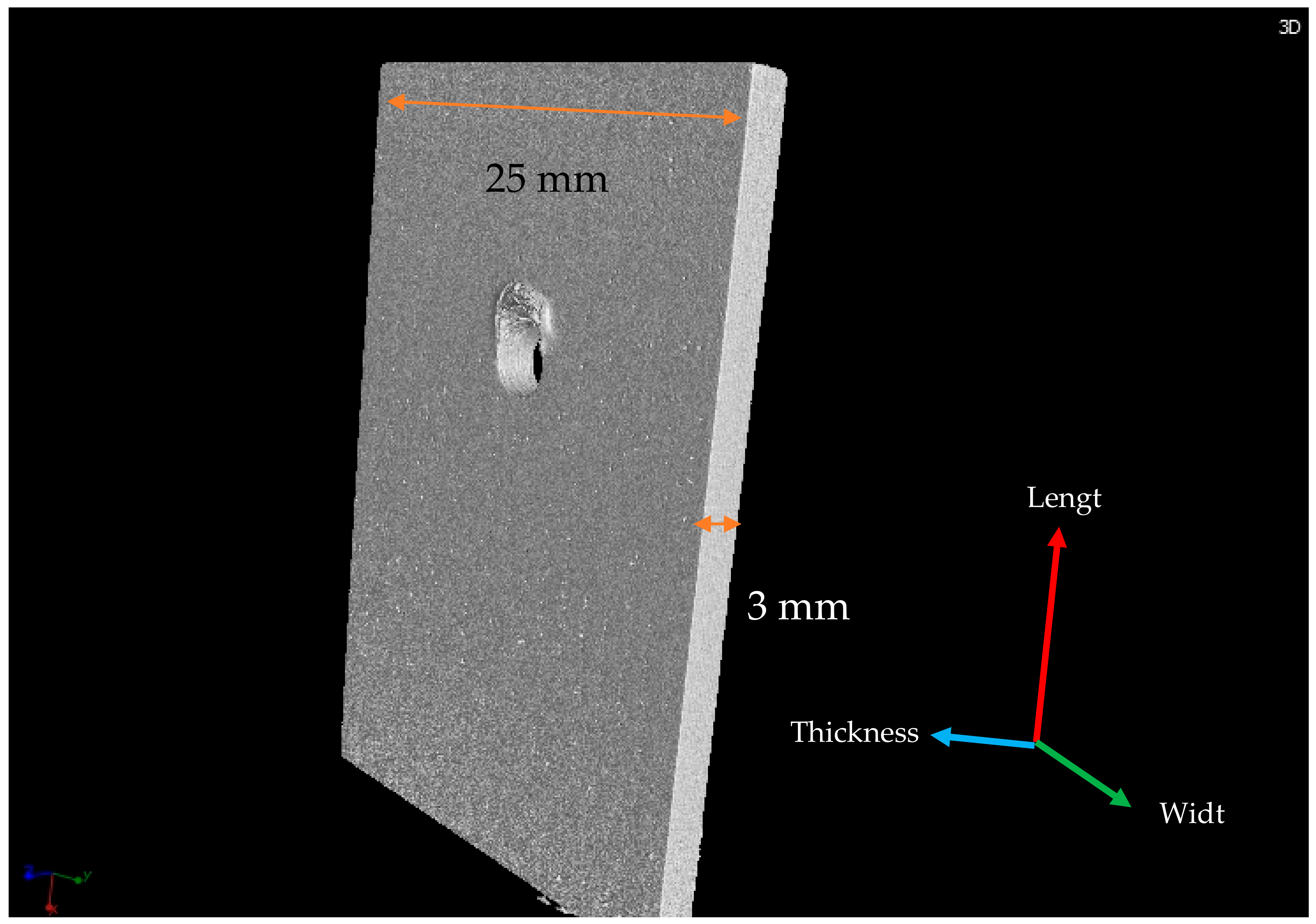
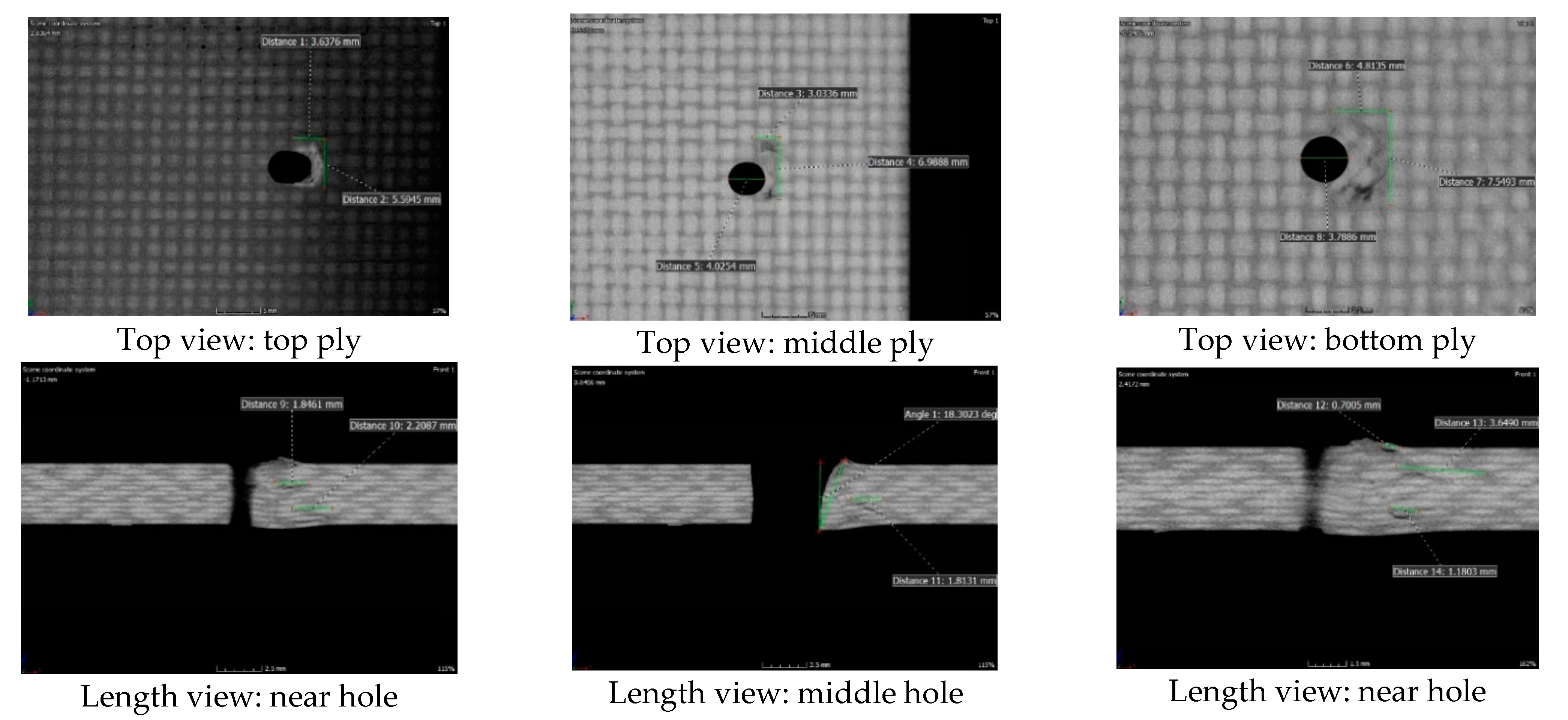
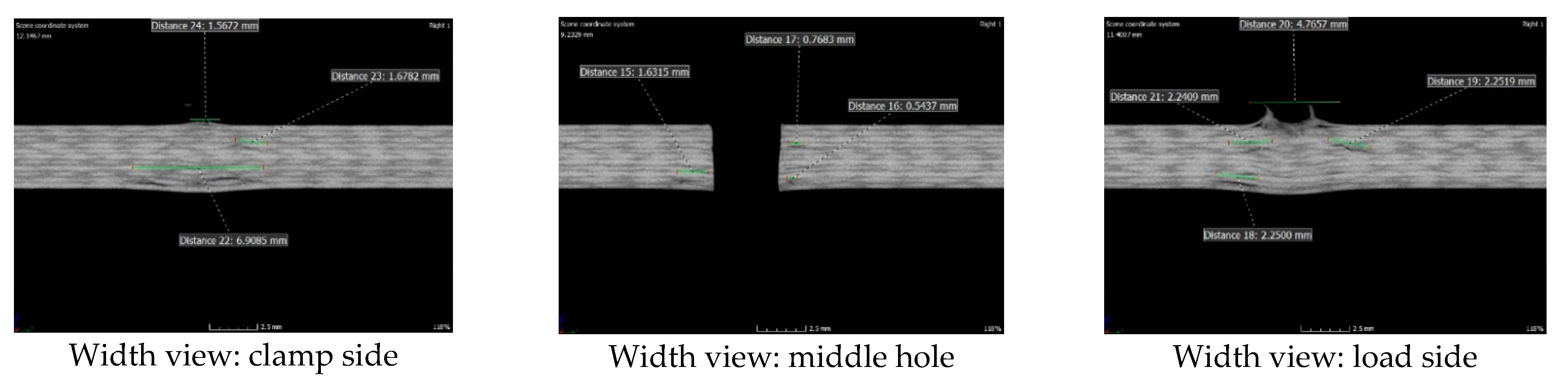
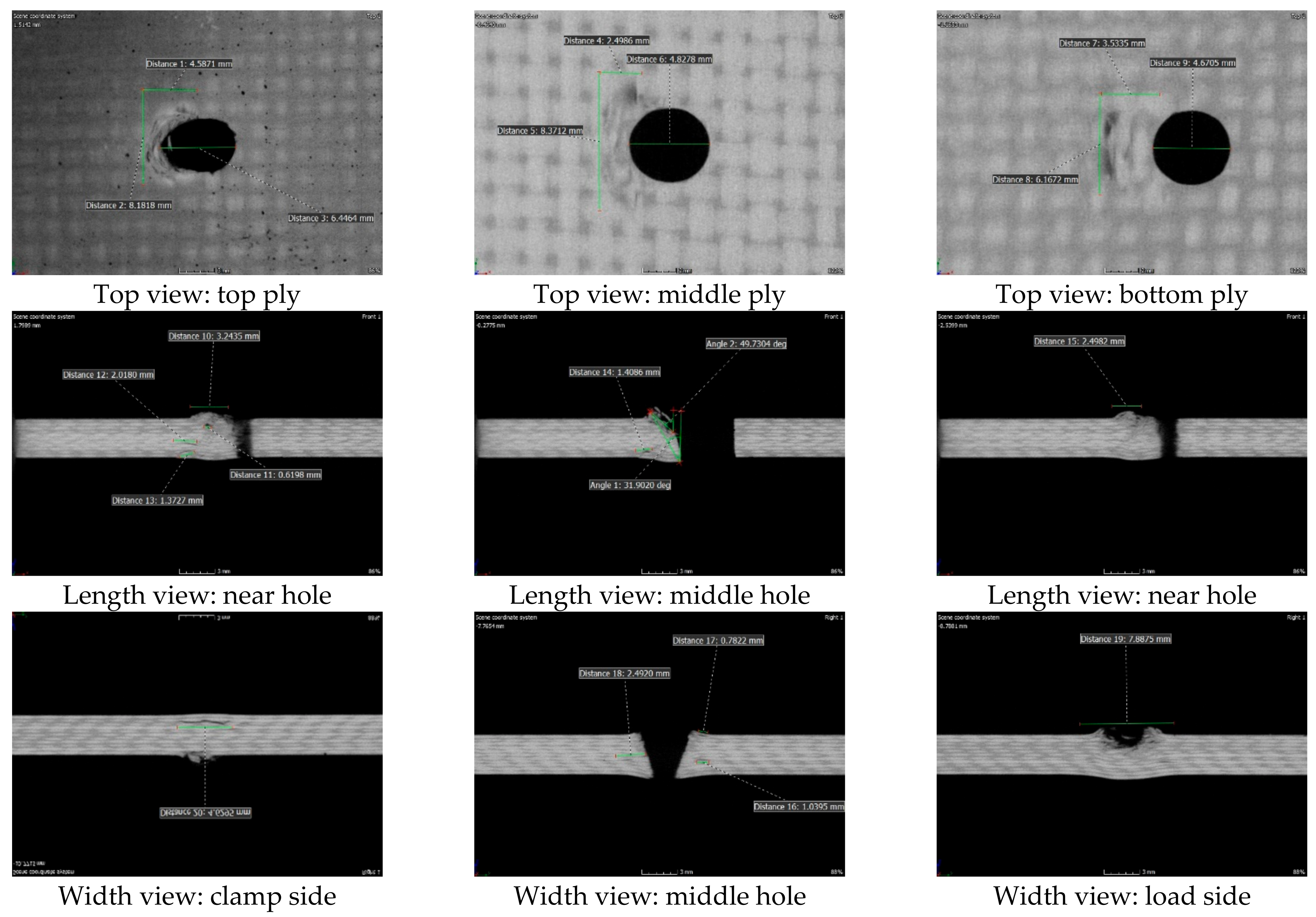
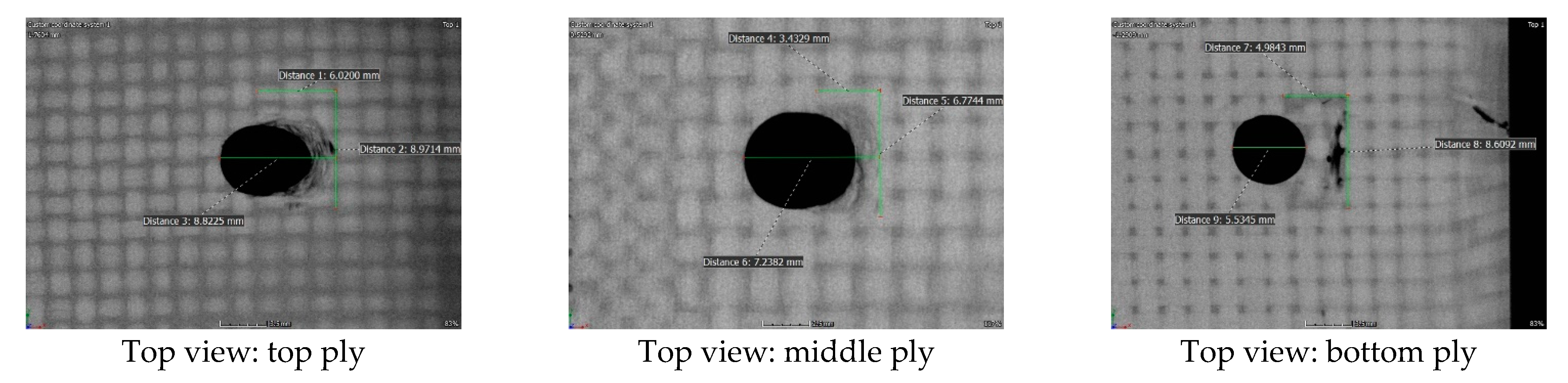
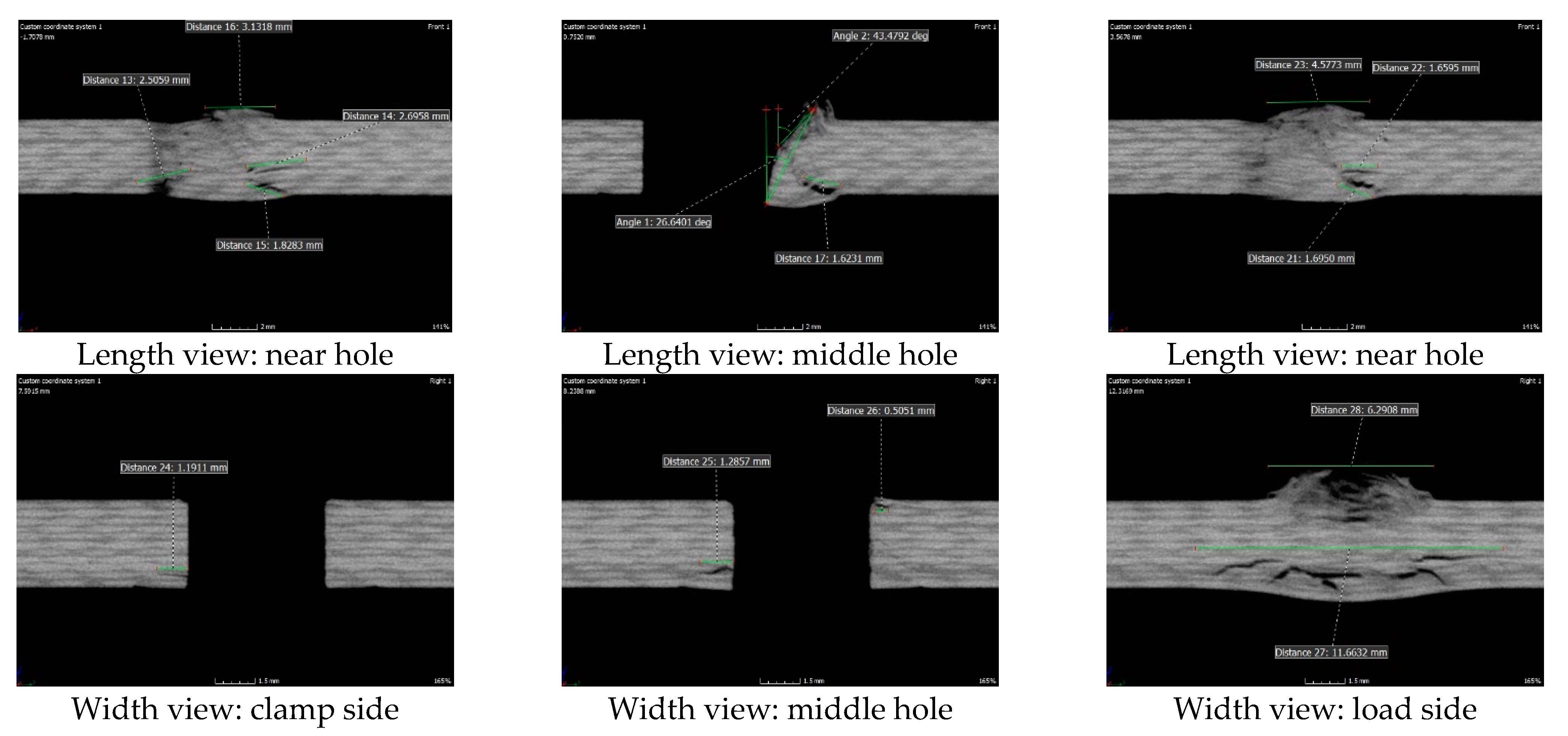
3.2. Fractographic Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Report, F. Assessment of Damage Tolerance Standard Test Methods and Development of Crack Growth and Delamination Database for Composite Structures; Air Traffic Organization Operations Planning Office of Aviation Research and Development: Washington, DC, USA, 2009. [Google Scholar]
- Xiong, Y. An analytical method for failure prediction of multi-fastener composite joints. Int. J. Solids Struct. 1996, 33, 4395–4409. [Google Scholar] [CrossRef]
- McCarthy, C.T.; McCarthy, M.A.; Gilchrist, M.D. Predicting failure in multi-bolt composite joints using finite element analysis and bearing-bypass diagrams. Key Eng. Mater. 2005, 293–294, 591–598. [Google Scholar] [CrossRef]
- Egan, B.; McCarthy, C.T.; McCarthy, M.A.; Gray, P.J.; O’Higgins, R.M. Static and high-rate loading of single and multi-bolt carbon-epoxy aircraft fuselage joints. Compos. Part A Appl. Sci. Manuf. 2013, 53, 97–108. [Google Scholar] [CrossRef] [Green Version]
- Cao, Z.; Cardew-Hall, M. Interference-fit riveting technique in fiber composite laminates. Aerosp. Sci. Technol. 2006, 10, 327–330. [Google Scholar] [CrossRef]
- Mccarthy, C.; Mccarthy, M. Experimental and computational studies of mechanically fastened joints in composite aircraft structures. In Proceedings of the 1st CEAS European Air and Space Conference, Berlin, Germany, 10–13 September 2007; German Society for Aeronautics and Astronautics: Berlin, Germany, 2007; pp. 717–726. [Google Scholar] [CrossRef]
- Di Franco, G.; Fratini, L.; Pasta, A. Influence of the distance between rivets in self-piercing riveting bonded joints made of carbon fiber panels and AA2024 blanks. Mater. Des. 2012, 35, 342–349. [Google Scholar] [CrossRef]
- Camanho, P.P.; Lambert, M. A design methodology for mechanically fastened joints in laminated composite materials. Compos. Sci. Technol. 2006, 66, 3004–3020. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, Z.; Zhou, J.; Wu, X. Experimental and numerical investigation on bolted composite joint made by vacuum assisted resin injection. Compos. Part B Eng. 2013, 45, 1620–1628. [Google Scholar] [CrossRef]
- Bielawski, R.; Kowalik, M.; Suprynowicz, K.; Rządkowski, W.; Pyrzanowski, P. Investigation of Riveted Joints of Fiberglass Composite Materials. Mech. Compos. Mater. 2016, 52, 199–210. [Google Scholar] [CrossRef]
- Ataş, A.; Soutis, C. Strength prediction of bolted joints in CFRP composite laminates using cohesive zone elements. Compos. Part B Eng. 2014, 58, 25–34. [Google Scholar] [CrossRef]
- Sachse, R.; Pickett, A.K.; Essig, W.; Middendorf, P. Experimental and numerical investigation of the influence of rivetless nut plate joints on fatigue crack growth in adhesively bonded composite joints. Int. J. Fatigue 2017, 105, 262–275. [Google Scholar] [CrossRef]
- Kradinov, V.; Hanauska, J.; Barut, A.; Madenci, E.; Ambur, D.R. Bolted patch repair of composite panels with a cutout. Compos. Struct. 2002, 56, 423–444. [Google Scholar] [CrossRef]
- Pierce, R.S.; Falzon, B.G. Modelling the size and strength benefits of optimised step/scarf joints and repairs in composite structures. Compos. Part B Eng. 2019, 173, 107020. [Google Scholar] [CrossRef]
- Yoo, S.Y.; Kim, C.H.; Kweon, J.H.; Choi, J.H. The structural analysis and strength evaluation of the rivet nut joint for composite repair. Compos. Struct. 2016, 136, 662–668. [Google Scholar] [CrossRef]
- Baker, A.; Wang, J. Proposed through-life management approaches for adhesively bonded repair of primary structures. Int. J. Adhes. Adhes. 2018, 87, 151–163. [Google Scholar] [CrossRef]
- Fukada, Y. Bearing strength of carbon fibre/epoxy laminate with direct measurement of hole deformation. Adv. Compos. Mater. 2013, 22, 311–325. [Google Scholar] [CrossRef]
- Nezhad, H.Y.; Egan, B.; Merwick, F.; McCarthy, C.T. Bearing damage characteristics of fibre-reinforced countersunk composite bolted joints subjected to quasi-static shear loading. Compos. Struct. 2017, 166, 184–192. [Google Scholar] [CrossRef] [Green Version]
- Torres, M.; Tellez, R.A.; Hernández, H.; Camps, T. Mode I interlaminar fracture toughness of carbon-epoxy coupons with embedded ceramic sensors. Adv. Polym. Technol. 2018, 37, 2294–2302. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, F.; Zhao, L.; Fei, B. A novel characteristic curve for failure prediction of multi-bolt composite joints. Compos. Struct. 2014, 108, 129–136. [Google Scholar] [CrossRef]
- Rao, H.M.; Kang, J.; Huff, G.; Avery, K. Impact of specimen configuration on fatigue properties of self-piercing riveted aluminum to carbon fiber reinforced polymer composite. Int. J. Fatigue 2018, 113, 11–22. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rivet Element | Alloy | Ultimate Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| Sleeve | Al 5056 | 330 | 152 | 35 |
| Stem | 15-7 PH | 1117 | 779 | 27 |
| Lock collar | A286 | 1091 | 712 | 26 |
| Rivet Diameter | 1/8 in | 5/32 in | 3/16 in |
|---|---|---|---|
| w/D ratio | 12.1 | 8.7 | 7.6 |
| Region I stiffness (kN/mm) | 4.03 ± 0.45 | 4.23 ± 0.43 | 4.89 ± 0.24 |
| Region II stiffness (kN/mm) | 0.72 ± 0.054 | 0.77 ± 0.038 | 0.75 ± 0.16 |
| Region III stiffness (kN/mm) | −0.72 ± 0.269 | −1.18 ± 0.215 | −1.37 ± 0.019 |
| Region II/Region I stiffness ratio | 0.18 | 0.18 | 0.15 |
| Region III/Region I stiffness ratio | −0.17 | −0.28 | −0.28 |
| 2% offset bearing strength (MPa) | 157.81 ± 0.42 | 188.96 ± 6.63 | 228.80 ± 6.63 |
| Ultimate bearing strength (MPa) | 312.62 ± 2.16 | 337.35 ± 10.69 | 363.22 ± 8.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Torres-Arellano, M.; Bolom-Martínez, M.d.J.; Franco-Urquiza, E.A.; Pérez-Mora, R.; Jiménez-Arévalo, O.A.; Olivier, P. Bearing Strength and Failure Mechanisms of Riveted Woven Carbon Composite Joints. Aerospace 2021, 8, 105. https://doi.org/10.3390/aerospace8040105
Torres-Arellano M, Bolom-Martínez MdJ, Franco-Urquiza EA, Pérez-Mora R, Jiménez-Arévalo OA, Olivier P. Bearing Strength and Failure Mechanisms of Riveted Woven Carbon Composite Joints. Aerospace. 2021; 8(4):105. https://doi.org/10.3390/aerospace8040105
Chicago/Turabian StyleTorres-Arellano, Mauricio, Manuel de Jesus Bolom-Martínez, Edgar Adrian Franco-Urquiza, Ruben Pérez-Mora, Omar A. Jiménez-Arévalo, and Philippe Olivier. 2021. "Bearing Strength and Failure Mechanisms of Riveted Woven Carbon Composite Joints" Aerospace 8, no. 4: 105. https://doi.org/10.3390/aerospace8040105