
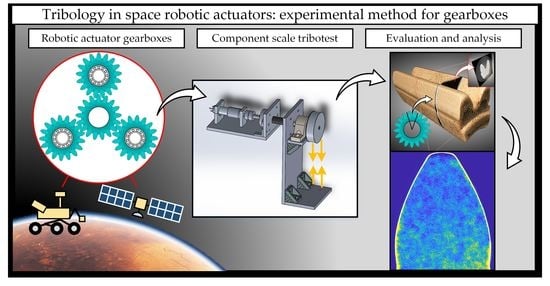
Tribology in Space Robotic Actuators: Experimental Method for Evaluation and Analysis of Gearboxes




Abstract
:
1. Introduction
2. Materials and Methods
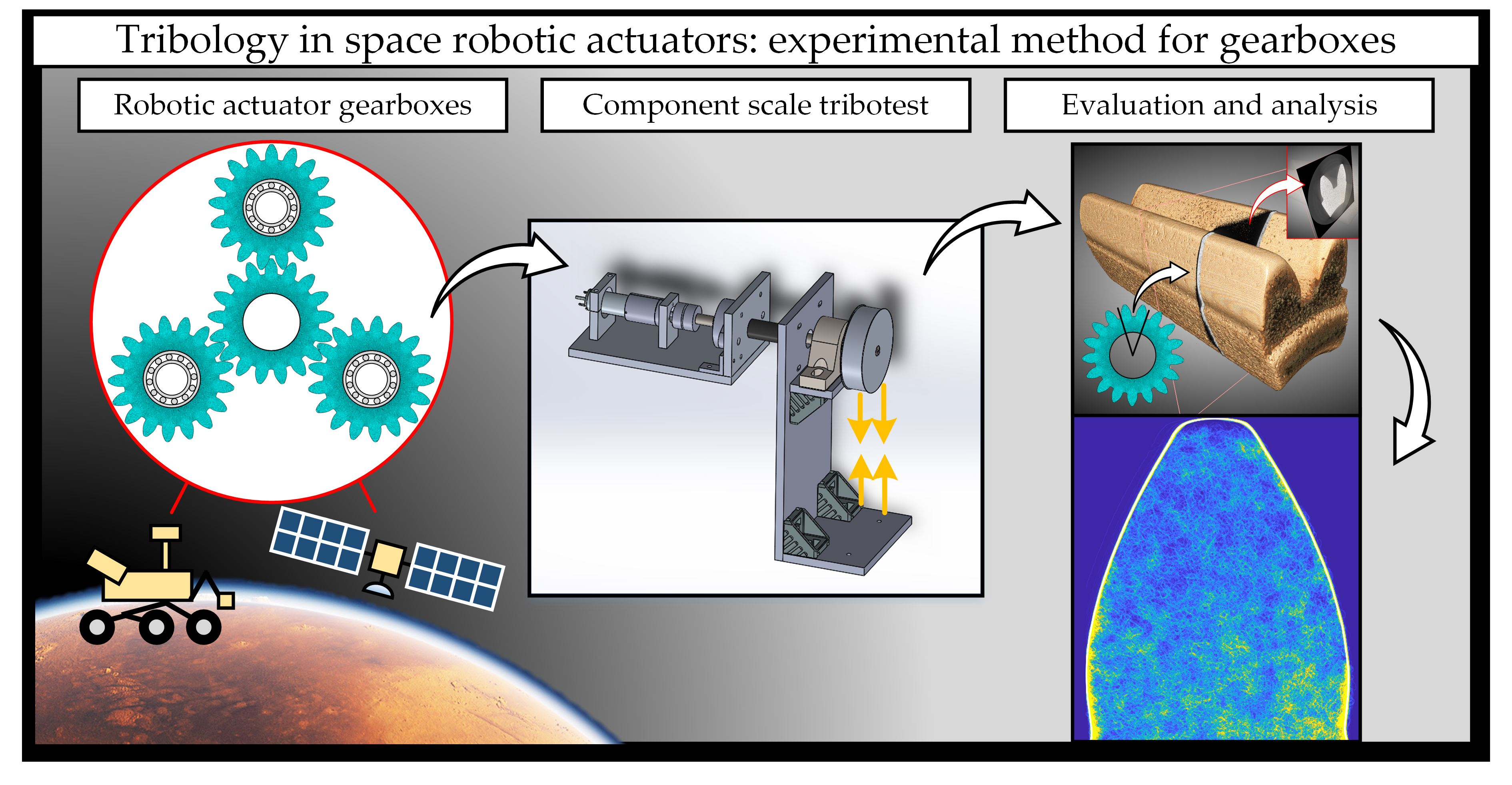
2.1. Design and Development of Geared Actuator Test Rig
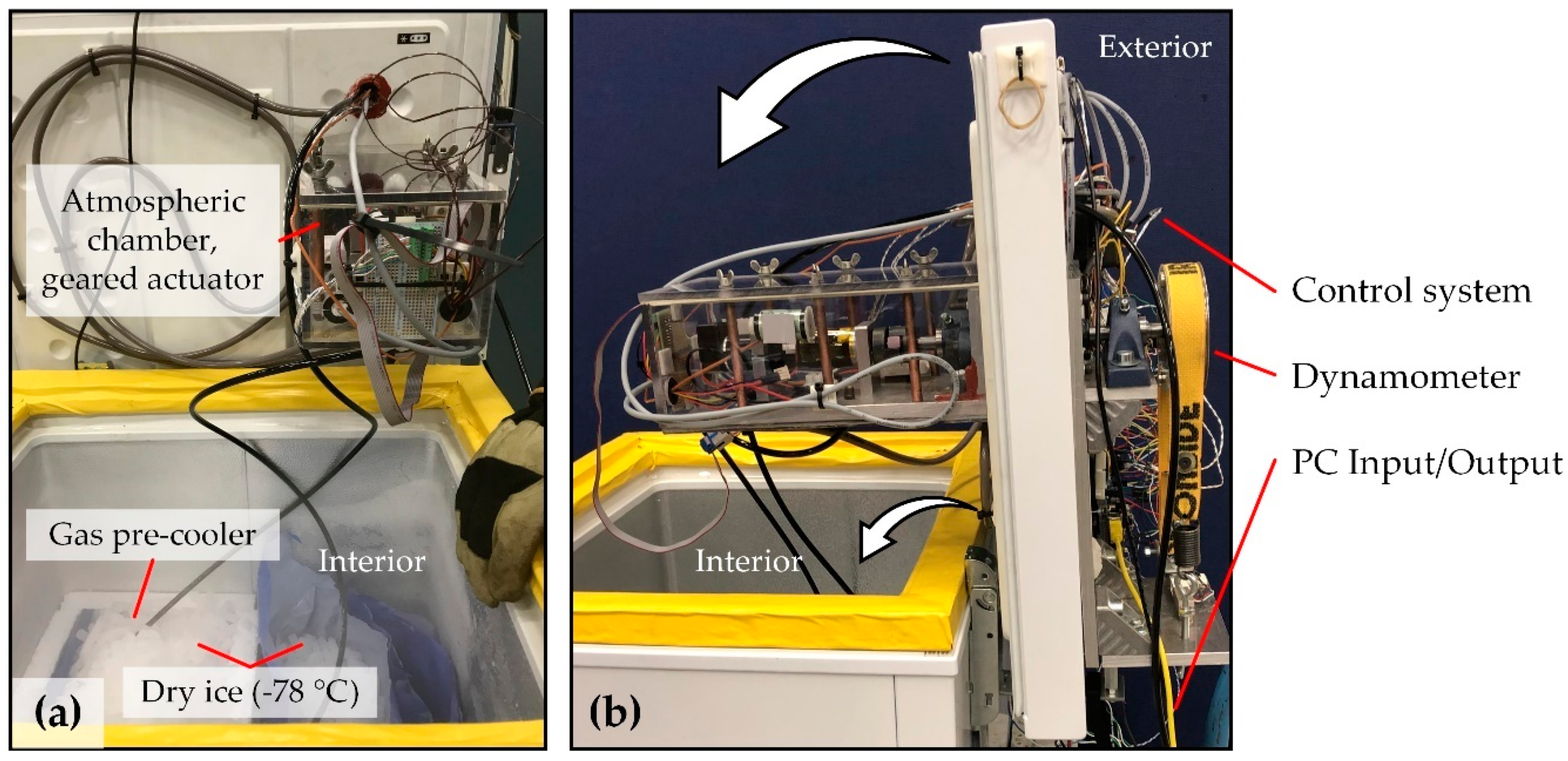
2.1.1. Atmospheric Chamber of GATR
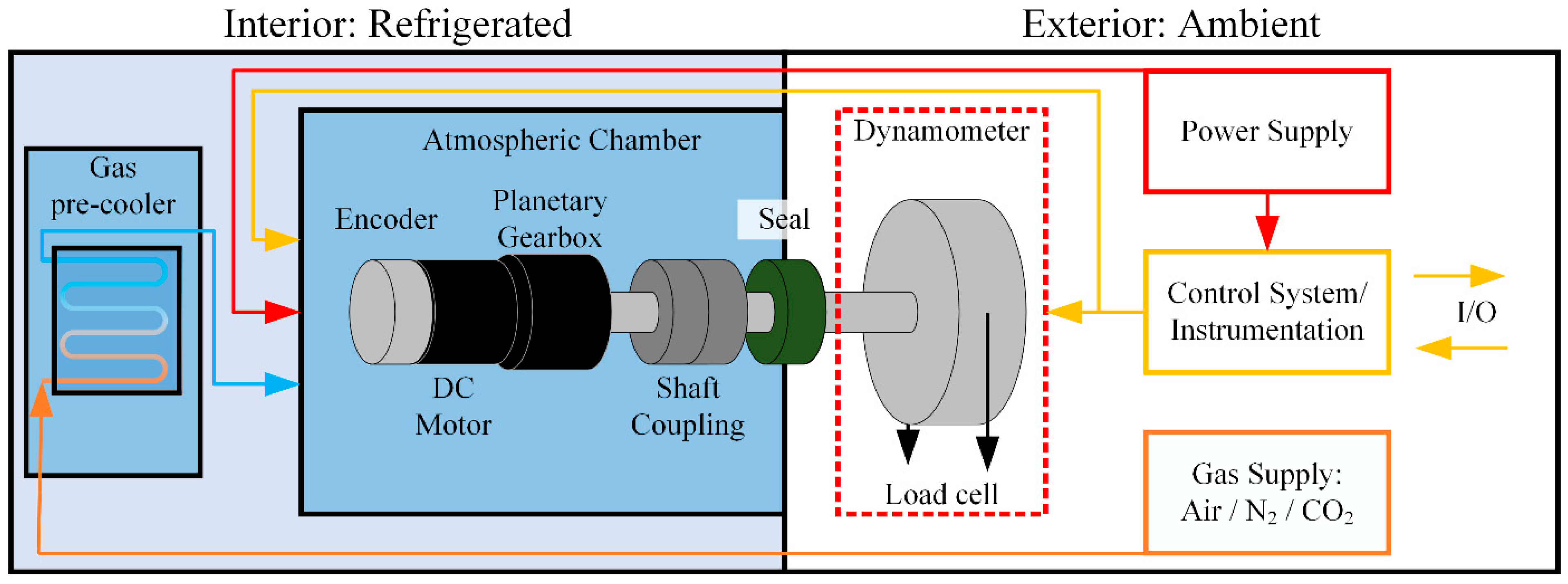
2.1.2. Actuator Gearbox
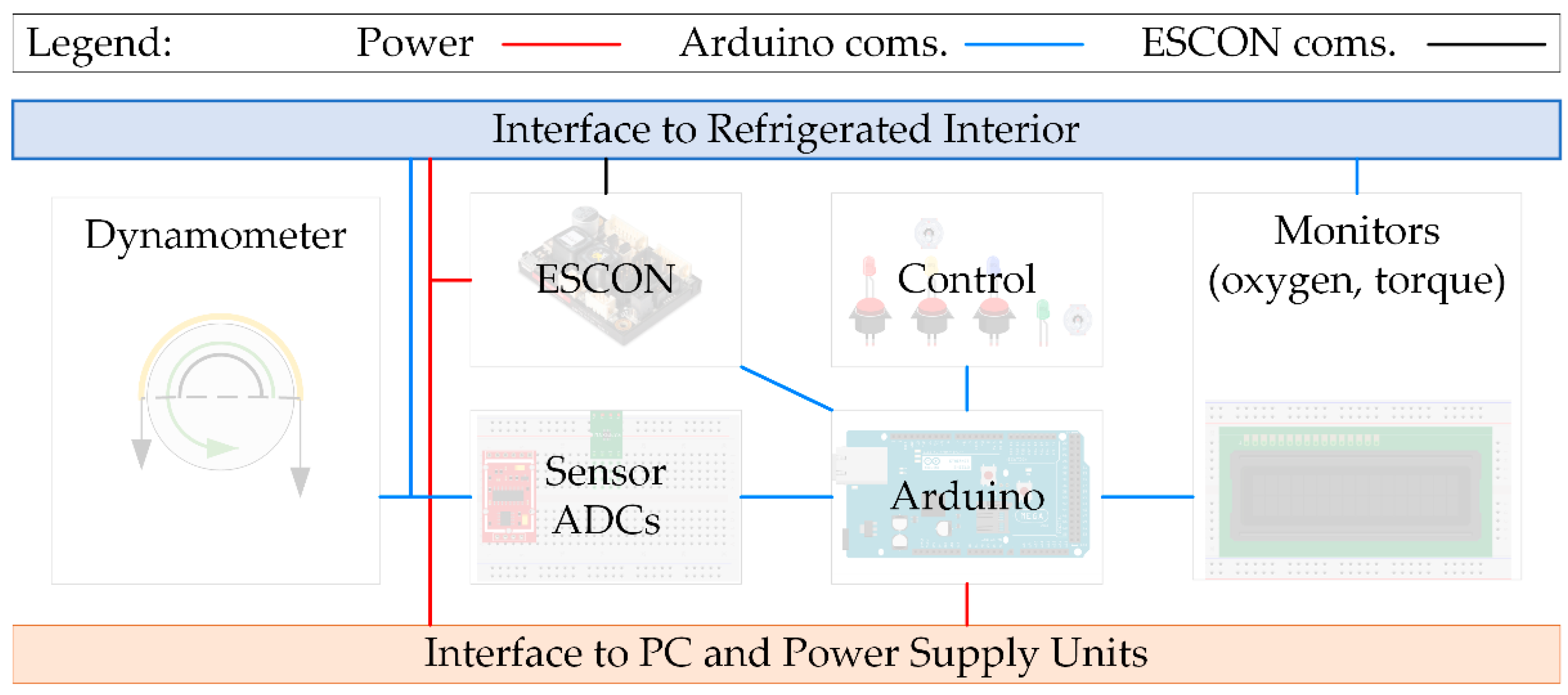
2.1.3. Control System, Data Acquisition, and Instrumentation
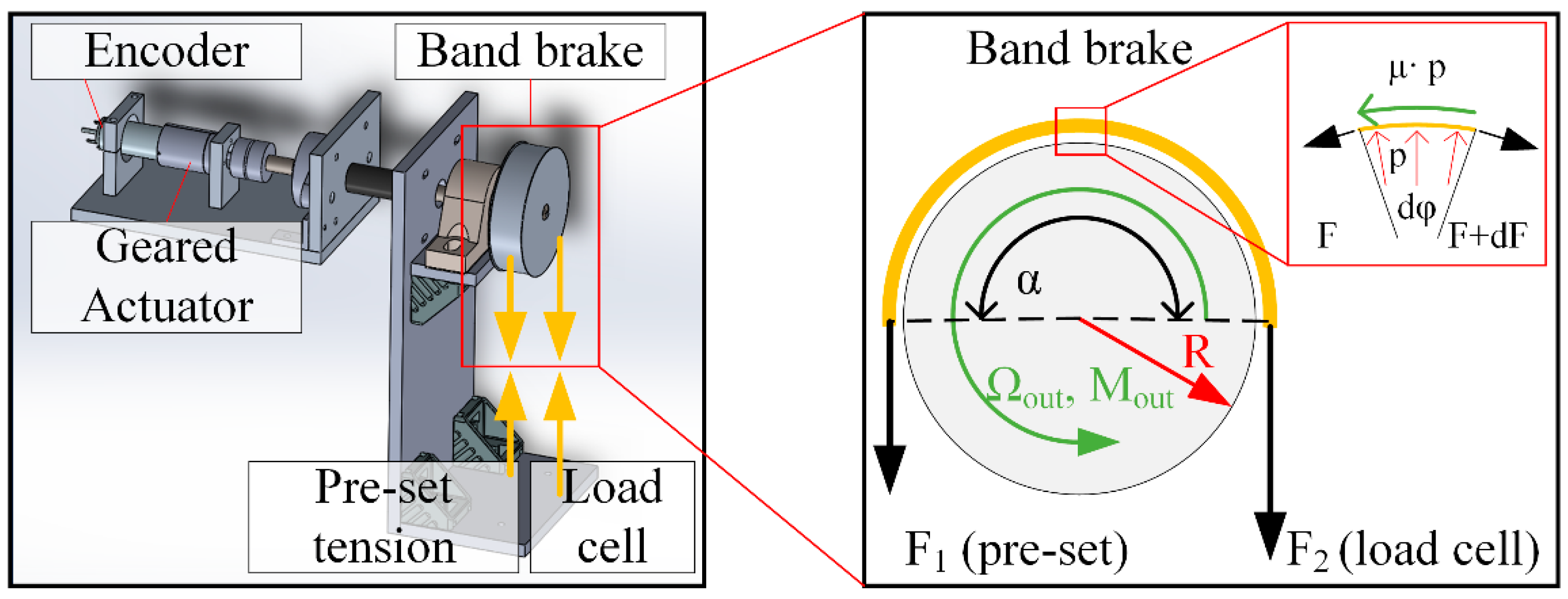
2.1.4. Dynamometer to Estimate Efficiency
2.2. Methodology for Tribology Analysis
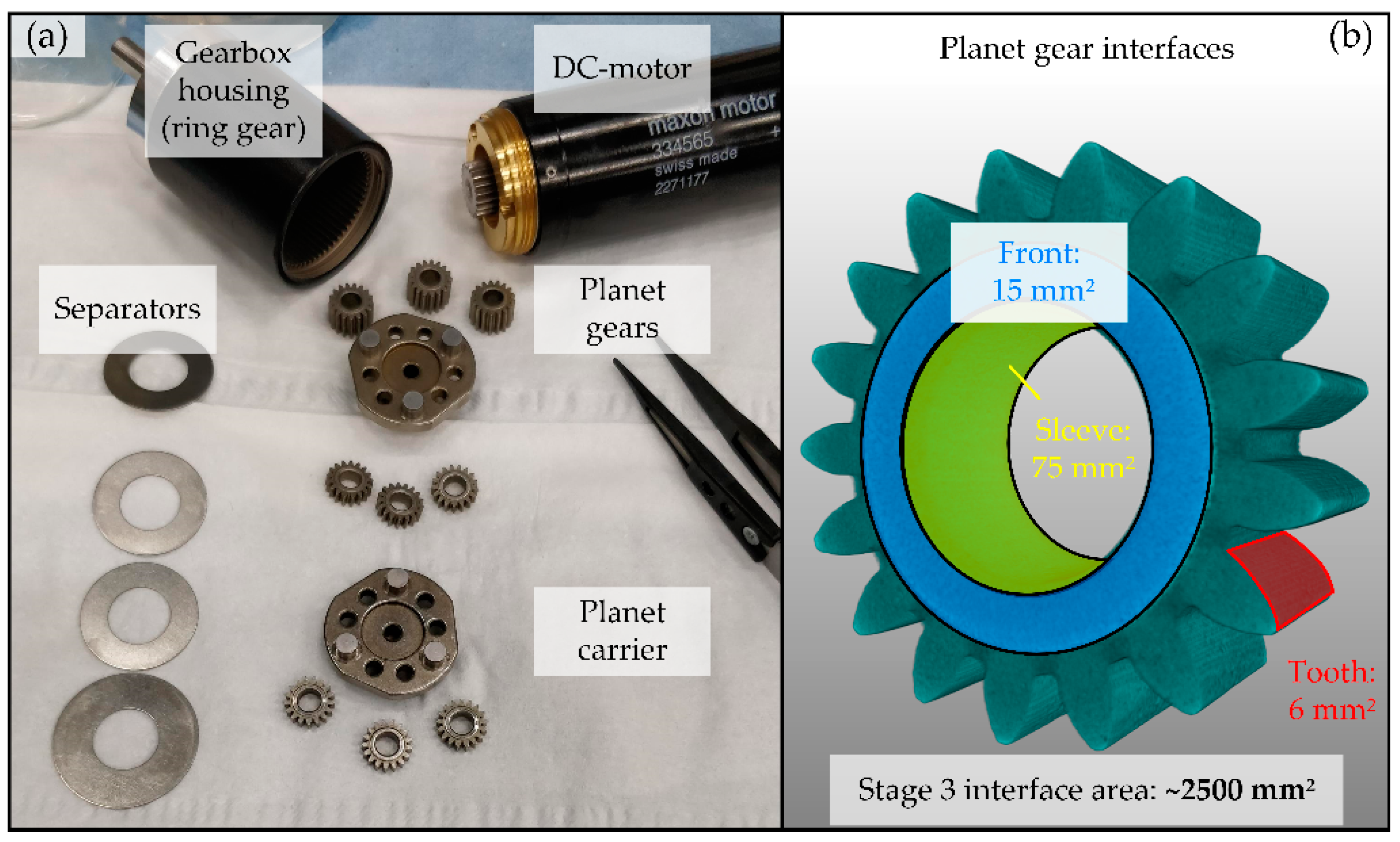
2.2.1. Analysis of Worn Surfaces by Complementary Technique
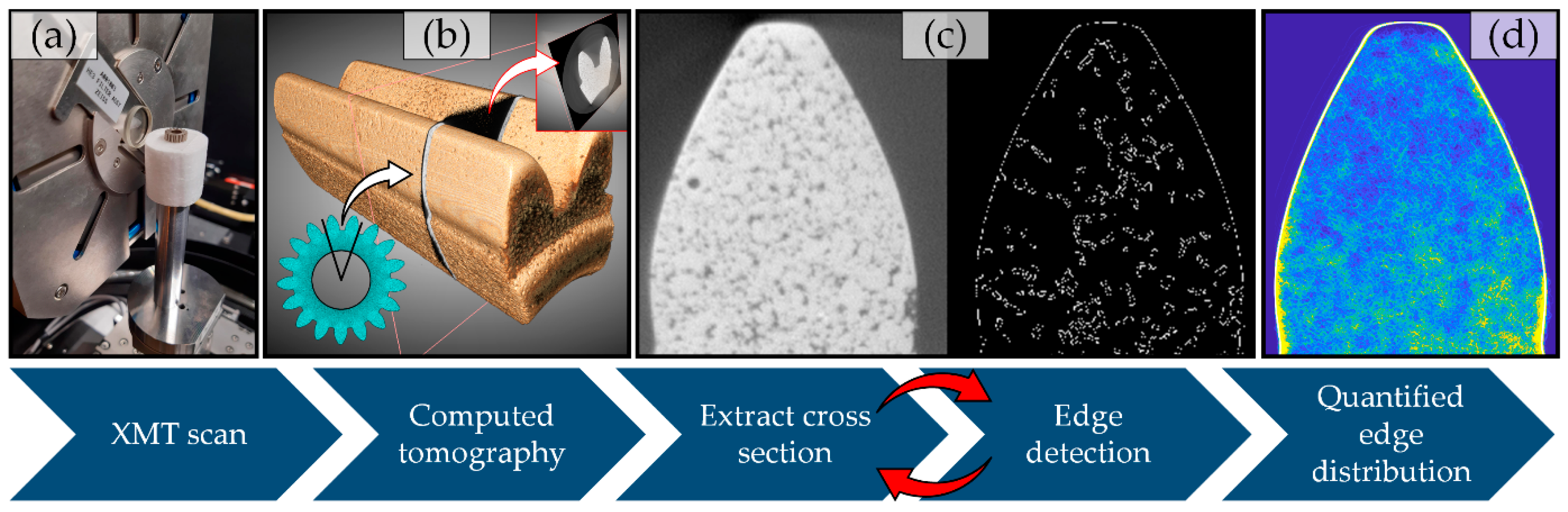
2.2.2. Subsurface Analysis by X-ray Microtomography
2.3. Verification and Validation—Space-Grade Oils under Starved Conditions
3. Results and Discussion
3.1. Methodology for Tribology Analysis—Assembled GATR
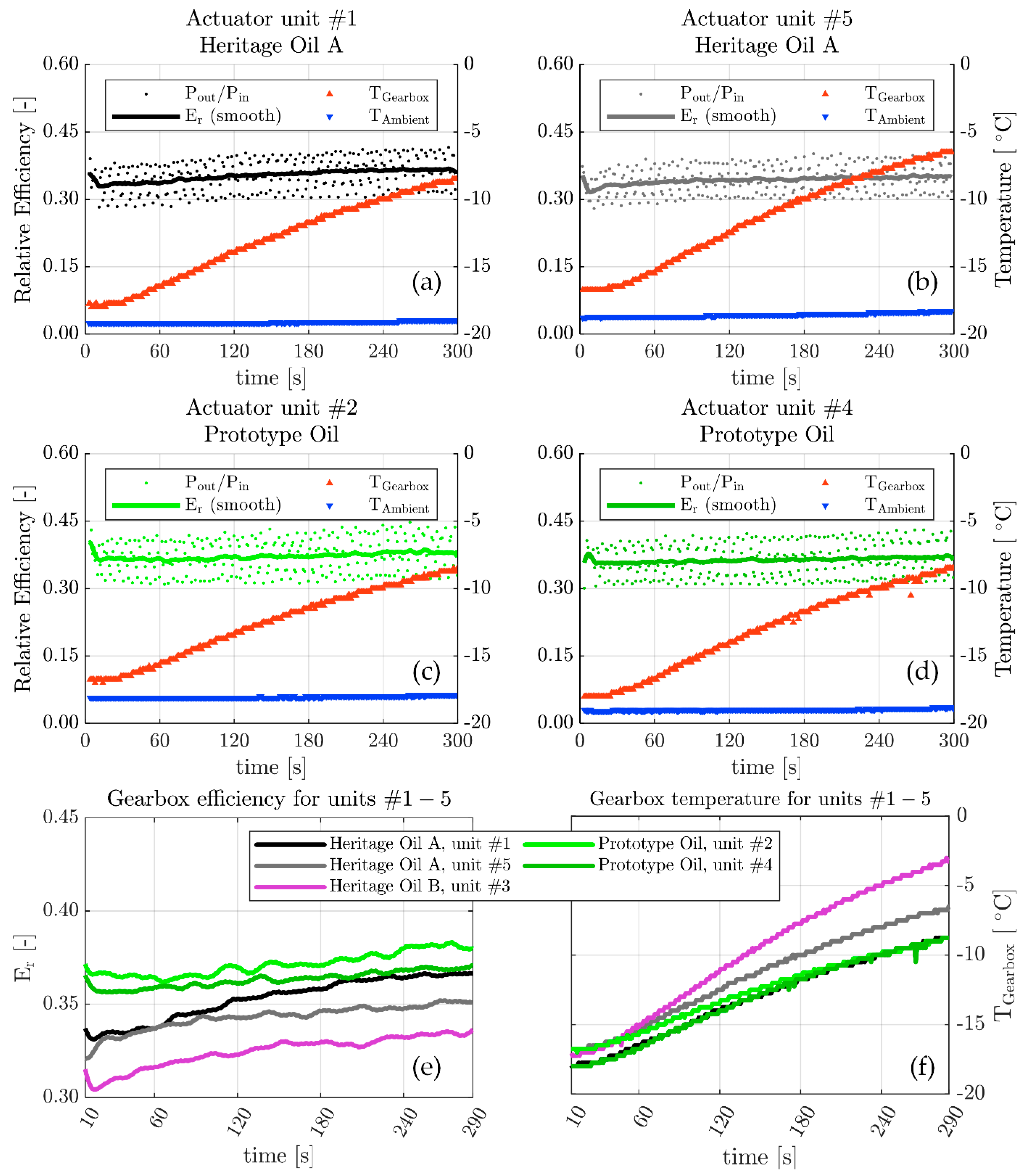
3.2. Verification and Validation of the GATR
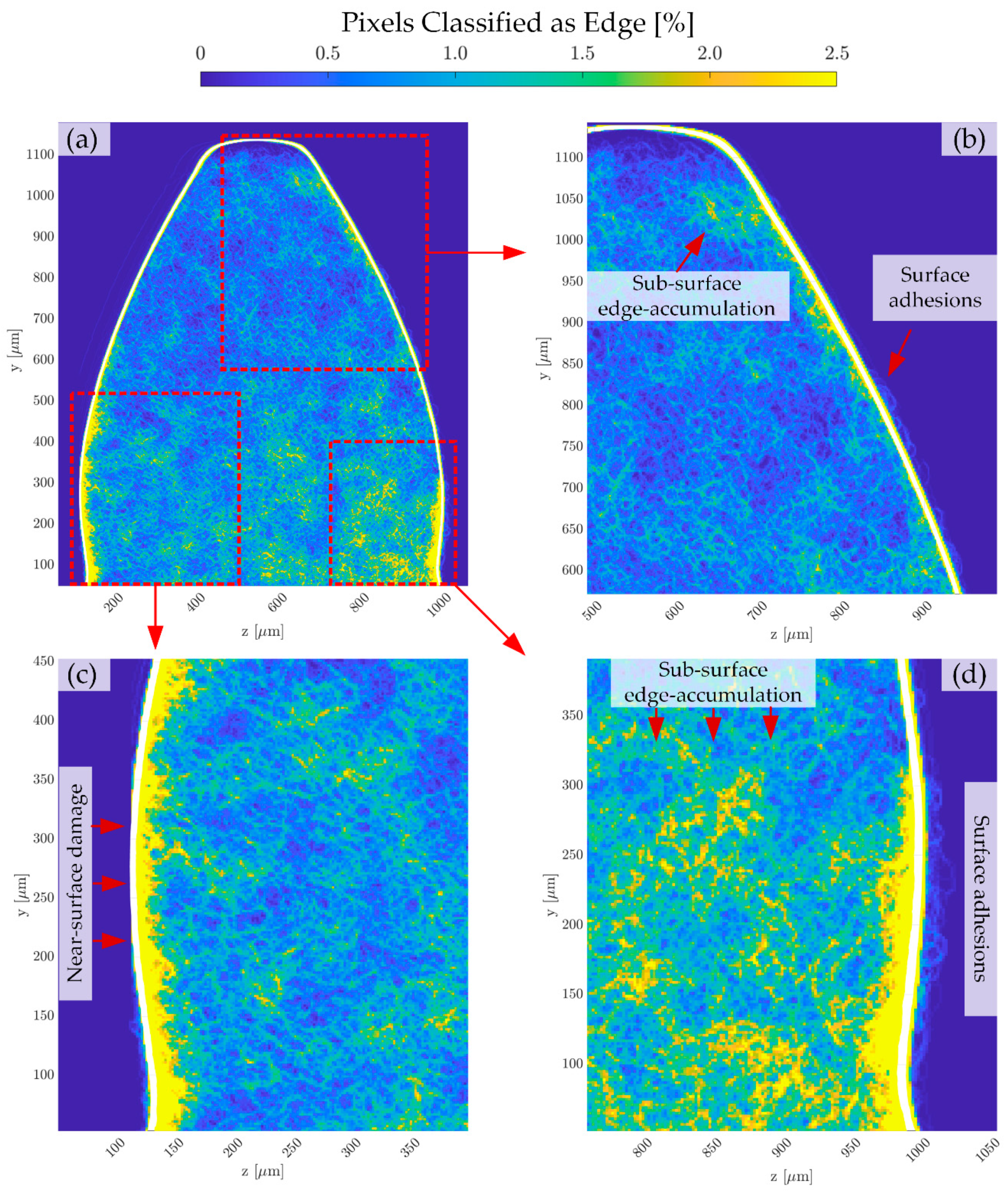
3.3. Validation of XMT-Methodology for Interior Analysis of Gear Tooth
4. Conclusions
- An experimental methodology—based on a laboratory test rig in combination with a specific analytical procedure—was developed for conducting tribological research using actual gearboxes for actuators in space applications.
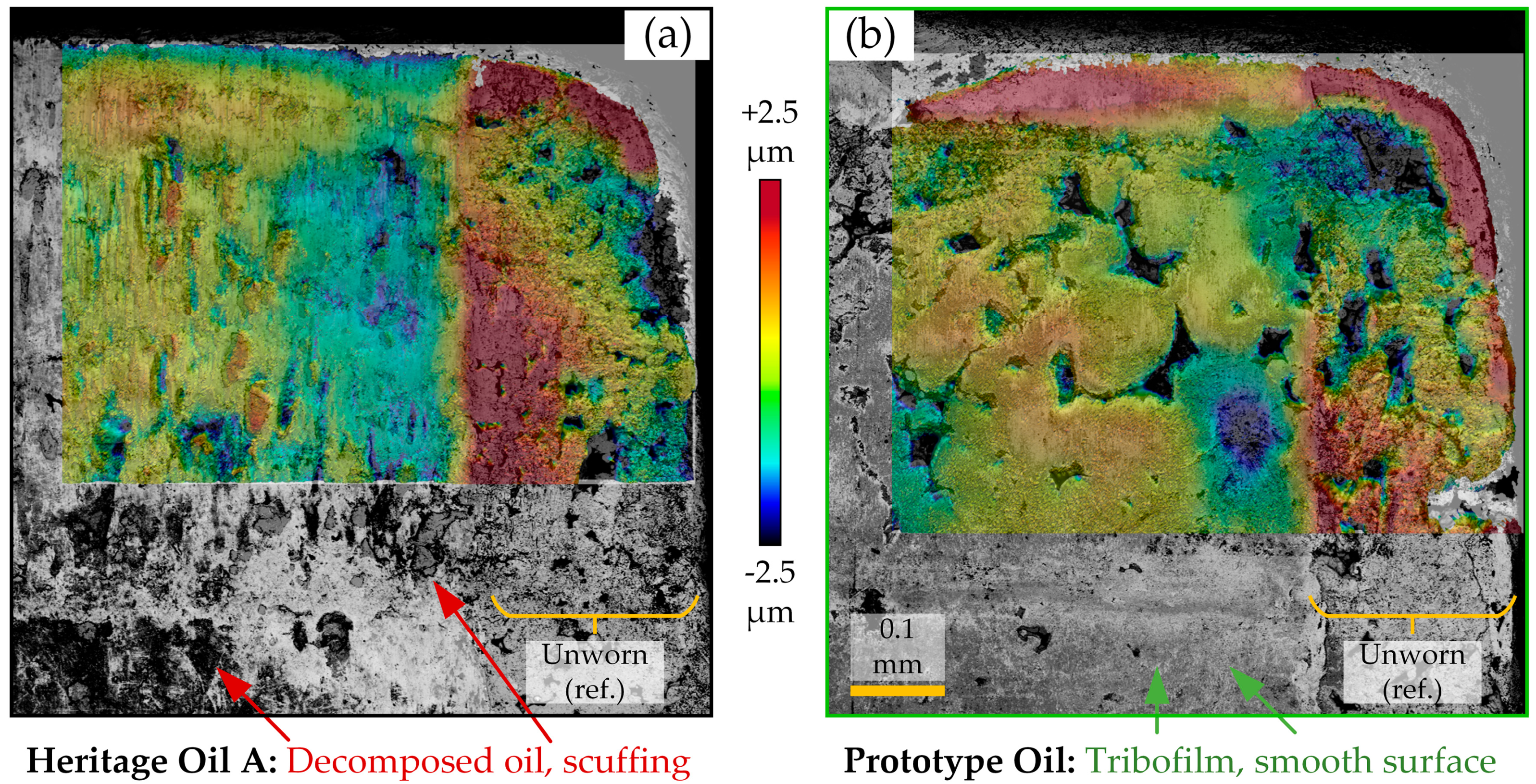
- A case study was conducted on space grade liquid lubricants under simulated space environment (−20 °C and nitrogen atmosphere) and oil-starved conditions to evaluate the lubrication performances of various lubricants. The Prototype Oil showed the ability to significantly improve performance in comparison to the references.
- The observed results from the component scale case study correlate well with experiments at model scale. The results support the feasibility using the methodology for lab-to-field upscaling.
- The methodology is applicable for evaluation and analysis of liquid lubricants and materials including functional coatings for use in space robotic actuators.
- The developed protocol is also beneficial to study failure mechanisms on the component level, in order to better design model scale experiments. In addition, it can also utilize upscaling from the results in model scale studies. The XMT information is well-suited for correlations with numerical models, which can further assist upscaling.
- Early diagnosis (detection) of subsurface damage (micropitting, cyclic fatigue) in gear teeth was possible with this test rig in combination with the devised XMT-methodology.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| µCT | Computed tomography in the microscale |
| 3DP | 3D-profilometer (scanning white light interferometry) |
| ADC | Analog-to-digital converter |
| COTS | Commercially off-the-shelf |
| Relative efficiency (P_out/P_in) | |
| EDM | Electric discharge machining |
| EDS | Energy dispersive X-ray spectroscopy |
| ESCON | Servo controller (maxon) |
| G | Torque gain factor (-) |
| GATR | Geared actuator test rig |
| GPa | GigaPascal |
| I/O | Input/output |
| IL | Ionic liquid |
| LOM | Digital light optical microscope |
| MAC | Multiply alkylated cyclopentane |
| Motor speed (rad/s) | |
| Dynamometer speed () | |
| PFPE | Perfluoroalkyl polyether |
| PID | Proportional–integral–derivative |
| Power input | |
| Power output | |
| PSU | Power supply unit |
| PWM | Pulse width modulation |
| SEM | Scanning electron microscope |
| Temperature in atmospheric chamber | |
| Temperature on gearbox housing | |
| TRL | Technology readiness level |
| XMT | X-ray microtomography |
| XPS | X-ray photoelectron spectroscopy |
| Density of “Heritage Oil A” (MAC): 0.841 g/mL | |
| Density of “Heritage Oil B” (PFPE): 1.85 g/mL | |
| Density of “Prototype Oil” (MAC + IL): 0.841 g/mL |
References
- Sanguino, T.d.J.M. 50 years of rovers for planetary exploration: A retrospective review for future directions. Robot. Auton. Syst. 2017, 94, 172–185. [Google Scholar] [CrossRef]
- Wedler, A.; Schuster, M.J.; Müller, G.; Vodermayer, B.; Meyer, L.; Giubilato, R.; Vayugundla, M.; Smisek, M.; Dömel, A.; Steidle, F.; et al. German Aerospace Center’s advanced robotic technology for future lunar scientific missions. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2021, 379. [Google Scholar]
- International Space Exploration Coordination Group. The Global Exploration Roadmap; European Space Agency, Directorate of Human and Robotic Exploration: Noordwijk, The Netherlands, 2018. [Google Scholar]
- International Space Exploration Coordination Group. Global Exploration Roadmap Supplement August 2020; European Space Agency, Directorate of Human and Robotic Exploration: Noordwijk, The Netherlands, 2020; pp. 1–19. [Google Scholar]
- Edelson, K.; Benjamin, B.; Dominguez, L.; Fuller, D.; Kennett, A. System-level actuator testing for mars rover application. In Proceedings of the 2018 IEEE Aerospace Conference, Big Sky, MT, USA, 3–10 March 2018; pp. 1–8. [Google Scholar] [CrossRef]
- Grandy, D.; Panek, N.; Routhier, G.; Ridolfi, P. Development And Qualification Of The Exomars Bogie Electro-Mechanical Assembly (Bema) Rotary Actuators. In Proceedings of the ESMATS–18th European Space Mechanisms and Tribology Symposium, Munich, Germany, 18–20 September 2019. [Google Scholar]
- Fleischner, R. Insight instrument deployment arm. In Proceedings of the ESMATS–15th European Space Mechanisms and Tribology Symposium, Noordwijk, The Netherlands, 25–27 September 2013. [Google Scholar]
- Roberts, E.W. Space tribology: Its role in spacecraft mechanisms. J. Phys. D. Appl. Phys. 2012, 45, 503001. [Google Scholar] [CrossRef]
- Jones, W.R.; Jansen, M.J. Tribology for space applications. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2008, 222, 997–1004. [Google Scholar] [CrossRef]
- The Boeing Company. Lunar Roving Vehicle Operations Handbook; The Boeing Company: Huntsville, AL, USA, 1971. [Google Scholar]
- Lee, G.Y.; Donaldson, J.A. Dreaming on Mars: How Curiosity performs actuator warm-up while sleeping. In Proceedings of the 2013 8th International Conference on System of Systems Engineering, Maui, HI, USA, 2–6 June 2013. [Google Scholar] [CrossRef]
- Lince, J. Effective Application of Solid Lubricants in Spacecraft Mechanisms. Lubricants 2020, 8, 74. [Google Scholar] [CrossRef]
- National Aeronautics and Space Administration (NASA). 2020 NASA Technology Taxonomy; NASA Office of the Chief Technologist: Washington, DC, USA, 2020. [Google Scholar]
- National Aeronautics and Space Administration (NASA). NASA Strategic Technology Investment Plan 2017; NASA Office of the Chief Technologist: Washington, DC, USA, 2017. [Google Scholar]
- Carré, D.J.; Kalogeras, C.; Didziulis, S.; Fleischauer, P.; Bauer, R. Recent experience with synthetic hydrocarbon lubricants for spacecraft applications. In Proceedings of the ESMATS–6th European Space Mechanisms and Tribology Symposium, Zurich, Switzerland, 4–6 October 1995. [Google Scholar] [CrossRef]
- Masuko, M.; Iijima, S.; Terawaki, T.; Suzuki, A.; Aoki, S.; Nogi, T.; Obara, S. Effect of surface oxide layer of steel on the tribological characteristics of load-bearing additives for multiply-alkylated cyclopentane oil under high vacuum. Tribol. Lett. 2013, 51, 115–125. [Google Scholar] [CrossRef]
- Peterangelo, S.C.; Gschwender, L.J.; Snyder, C.E., Jr.; Jones, W.R., Jr.; Nguyen, Q.N.; Jansen, M.J. Improved additives for multiply alkylated cyclopentane-based lubricants. J. Synth. Lubr. 2008, 25, 31–41. [Google Scholar] [CrossRef]
- Fan, X.; Wang, L.; Li, W.; Wan, S. Improving Tribological Properties of Multialkylated Cyclopentanes under Simulated Space Environment: Two Feasible Approaches. ACS Appl. Mater. Interfaces 2015, 7, 14359–14368. [Google Scholar] [CrossRef]
- Song, Z.; Liang, Y.; Fan, M.; Zhou, F.; Liu, W. Lithium-based ionic liquids as novel lubricant additives for multiply alkylated cyclopentanes (MACs). Friction 2013, 1, 222–231. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Hu, L.; Qiao, D.; Feng, D.; Wang, H. Vacuum tribological performance of phosphonium-based ionic liquids as lubricants and lubricant additives of multialkylated cyclopentanes. Tribol. Int. 2013, 66, 289–295. [Google Scholar] [CrossRef]
- Nyberg, E.; Schneidhofer, C.; Pisarova, L.; Dörr, N.; Minami, I. Ionic Liquids as Performance Ingredients in Space Lubricants. Molecules 2021, 26, 1013. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Polit-Casillas, R.; Roberts, S.N.; Borgonia, J.-P.; Dillon, R.P.; Hilgemann, E.; Kolodziejska, J.; Montemayor, L.; Suh, J.; Hoff, A.; et al. Castable Bulk Metallic Glass Strain Wave Gears: Towards Decreasing the Cost of High-Performance Robotics. Sci. Rep. 2016, 6, 37773. [Google Scholar] [CrossRef] [Green Version]
- Hofmann, D.C. Bulk Metallic Glasses and Their Composites: A Brief History of Diverging Fields. J. Mater. 2013, 2013, e517904. [Google Scholar] [CrossRef]
- Dube, M.J.; Fisher, J.; Loewenthal, S.; Ward, P. Recovery and Operational Best Practices for Reaction Wheel Bearings. In Proceedings of the 45th Aerospace Mechanisms Symposium, Houston, TX, USA, 13–15 May 2020; pp. 277–286. [Google Scholar]
- Vellore, A.; Romero Garcia, S.; Johnson, D.; Martini, A. Ambient and Nitrogen Environment Friction Data for Various Materials & Surface Treatments for Space Applications. Tribol. Lett. 2021, 1–5. [Google Scholar] [CrossRef]
- Nyberg, E.; Hansen, J.; Minami, I. Lubrication concept evaluated for geared actuators under starved conditions. In Proceedings of the 45th Aerospace Mechanisms Symposium, Houston, TX, USA, 13–15 May 2020; pp. 255–260. [Google Scholar]
- Suffern, D.; Parker, J. Developmental Bearing and Bushing Testing for Mars Gearboxes. In Proceedings of the 44th Aerospace Mechanisms Symposium, Cleveland, OH, USA, 16–18 May 2018; pp. 529–541. [Google Scholar]
- Pirker, F.; Tóth, I.; Cihak-bayr, U.; Grundtner, R.; Vernes, A.; Benedicto, J.; Spaltmann, D.; Gradt, T.; Alberdi, A.; Alonso, I.; et al. Tribological Characterisation Services for Materials – i-TRIBOMAT. Tribol. und Schmierungstechnik 2020, 67, 33–48. [Google Scholar]
- Niebuhr, D. Friction and wear behavior of engineering materials in a simulated Martian (CO2) environment, a preliminary study. Wear 2007, 263, 88–92. [Google Scholar] [CrossRef]
- Loschiavo, M.; Phillips, R.; Mikhaylov, R.; Braunschweig, L. Mars 2020 maxon Commercial Motor Development from Commercial-Off-the-Shelf to Flight-Qualified Motors, Gearboxes, and Detent Brakes: Overcoming Issues and Lessons Learned. Aerosp. Mech. Symp. NASA JSC 2020, 45, 411–424. [Google Scholar]
- Suffern, D.; Mobley, J.; Smith, S. Mars 2020 Motor Bearing Failure, Investigation and Response. Aerosp. Mech. Symp. NASA JSC 2020, 45, 397–410. [Google Scholar]
- Li, X.; Olofsson, U. A study on friction and wear reduction due to porosity in powder metallurgic gear materials. Tribol. Int. 2017, 110, 86–95. [Google Scholar] [CrossRef]
- Flodin, A. Powder metal gear technology: A review of the state of the art. Power Transm. Eng. 2016, 67–77. [Google Scholar]
- Boidi, G.; Tertuliano, I.S.; Cano, M.F.; Machado, G.A.A.; Souza, R.M.; Machado, I.F. Tribological Evaluation of Sintered and Conventional Gear Materials. In Proceedings of the 26th SAE BRASIL International Congress and Display, São Paulo, Brazil, 7–9 November 2017. [Google Scholar]
- Nyberg, E.; Mouzon, J.; Grahn, M.; Minami, I. Formation of Boundary Film from Ionic Liquids Enhanced by Additives. Appl. Sci. 2017, 7, 433. [Google Scholar] [CrossRef] [Green Version]
- Landis, E.N.; Keane, D.T. X-ray microtomography. Mater. Charact. 2010, 61, 1305–1316. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Paciornik, S. From Historical Backgrounds to Recent Advances in 3D Characterization of Materials: An Overview. Jom 2017, 69, 84–92. [Google Scholar] [CrossRef]
- Canny, J. A Computational Approach to Edge Detection. IEEE Trans. Pattern Anal. Mach. Intell. 1986, PAMI-8, 679–698. [Google Scholar] [CrossRef]
- Harris, T.A.; Kotzalas, M.N. Rolling Bearing Analysis: Essential Concepts of Bearing Technology, 5th ed.; CRC/Taylor {&} Francis: Boca Raton, FL, USA, 2007; ISBN 9780849371837. (inb.). [Google Scholar]
- Hamrock, B.J.; Schmid, S.R.; Jacobson, B. Fundamentals of Fluid Film Lubrication; McGraw-Hill series in mechanical engineering, 99-0109193-4 169; Marcel Dekker: New York, NY, USA, 2004; ISBN 0-8247-5371-2. [Google Scholar]
- Hansen, J.; Björling, M.; Minami, I.; Larsson, R. Performance and mechanisms of silicate tribofilm in heavily loaded rolling/sliding non-conformal contacts. Tribol. Int. 2018, 123, 130–141. [Google Scholar] [CrossRef]
- Nyberg, E.; Respatiningsih, C.Y.; Minami, I. Molecular design of advanced lubricant base fluids: Hydrocarbon-mimicking ionic liquids. RSC Adv. 2017, 7, 6364–6373. [Google Scholar] [CrossRef] [Green Version]
- American Gear Manufacturers Association (AGMA). Effect of Lubrication on Gear Surface Distress: AGMA 925-A03. AGMA Tech. Publ. 2003. [Google Scholar]
- Lu, R.; Minami, I.; Nanao, H.; Mori, S. Investigation of decomposition of hydrocarbon oil on the nascent surface of steel. Tribol. Lett. 2007, 27, 25–30. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Item (Supplier) | Main Functions | Key Specifications |
|---|---|---|---|
| Arduino | Arduino Mega 2560, (Arduino LLC, Boston, MA, USA) | Microcontroller for main data acquisition and control. Communicates with ESCON, ADCs, and SD Shield. | Digital input/outputs: 54. Clock speed 16 MHz. Flash memory 128 kb. SRAM 8 kb. |
| SD Shield | Arduino Ethernet shield R3 (Arduino LLC, Boston, MA, USA) | Data storage by SD memory card, and network communication by Ethernet. | Data storage at 10 Hz. |
| ESCON | ESCON 36/2, (maxon motor ag, Sachseln, CH) | DC servo PWM controller | Motor control by closed loop PWM at 53.6 kHz. Output current: 2/4 A (continuous/intermittent). |
| Encoder | HEDL 5540 Encoder (maxon motor ag, Sachseln, Switzerland) | Communicate motor speed, , and motor current, to ESCON. | Resolution: 500 counts per turn Frequency: 100 kHz |
| TC | Type-K TC with MAX 31,855 ADC (Adafruit Industries, LLC, New York, NY, USA) | Thermocouple (TC) and analog–digital converter (ADC) for recording gearbox housing temperature, . | Tmp. range and accuracy (°C): (−200–+200), 2 Frequency: 10 Hz |
| TA | DHT22 (Adafruit Industries, LLC, New York, NY, USA) | Interior sensor for recording chamber ambient temperature (Tmp) and relative humidity (Hum), integrated ADC. | Tmp. range, and accuracy: (−40–+125), 0.2 °C Hum. range, and accuracy: range: (0–100), 2 (%RH) Frequency: 0.5 (Hz) |
| Load cell | Load cell TAL220 and HX711 ADC (SparkFun Electronics Inc., Boulded, CO, USA) | Load cell (Straight bar strain gauge) with | Full scale load range (FS): (0–98) (N) Combined error: 0.05 (%FS) Creep: 0.05 (%FS/3 min) |
| Hall Sensor | SS441A (Honeywell International Inc., Charlotte, NC, USA) | Communicate dynamometer speed, to Arduino | Resolution: 2 counts per turn Frequency: 10 Hz (limited by control scheme) |
| O2 monitor | AJX-N2, (AS ONE Corp., Osaka, Japan) | Monitor oxygen level | O2 range: 0–30% Accuracy: 0.5% |
| Test Number | Actuator Unit Identifier | Oil |
|---|---|---|
| 1 | #1 | Heritage Oil A |
| 2 | #2 | Prototype Oil |
| 3 | #3 | Heritage Oil B |
| 4 | #4 | Prototype Oil |
| 5 | #5 | Heritage Oil A |
| Set Points | |||||
| O2 (%) | (°C) | (Nm) | (rpm) | Duration (s) | |
| < 1 | 8050 | ||||
| Outputs | |||||
(W) | (W) | (s−1) | (s−1) | (°C) | (°C) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nyberg, E.; Llopart i Cervelló, D.; Minami, I. Tribology in Space Robotic Actuators: Experimental Method for Evaluation and Analysis of Gearboxes. Aerospace 2021, 8, 75. https://doi.org/10.3390/aerospace8030075
Nyberg E, Llopart i Cervelló D, Minami I. Tribology in Space Robotic Actuators: Experimental Method for Evaluation and Analysis of Gearboxes. Aerospace. 2021; 8(3):75. https://doi.org/10.3390/aerospace8030075
Chicago/Turabian StyleNyberg, Erik, Dídac Llopart i Cervelló, and Ichiro Minami. 2021. "Tribology in Space Robotic Actuators: Experimental Method for Evaluation and Analysis of Gearboxes" Aerospace 8, no. 3: 75. https://doi.org/10.3390/aerospace8030075