Bowtie Methodology for Risk Analysis of Visual Borescope Inspection during Aircraft Engine Maintenance


Abstract
:1. Introduction
2. Review of the Bowtie Method
2.1. Historical Origins
2.2. Methodological Parents
2.2.1. Fault Tree Analysis
2.2.2. Event Tree Analysis
2.2.3. Cause Consequence Analysis
2.2.4. Barrier Analysis
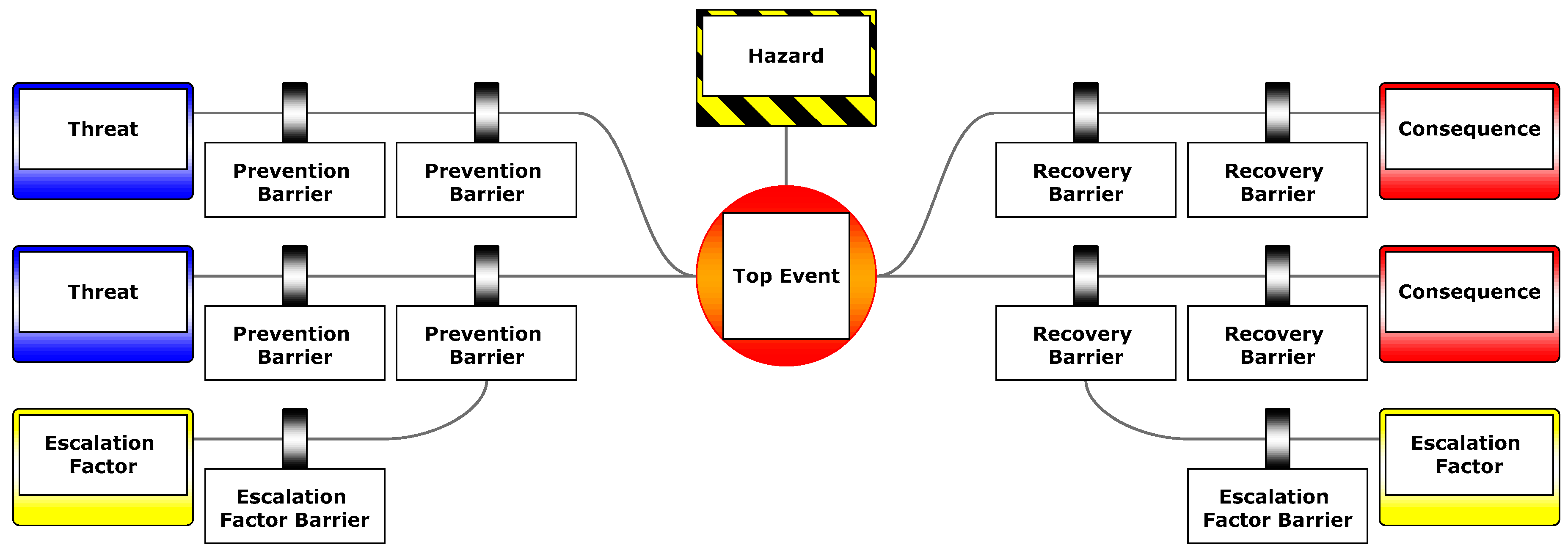
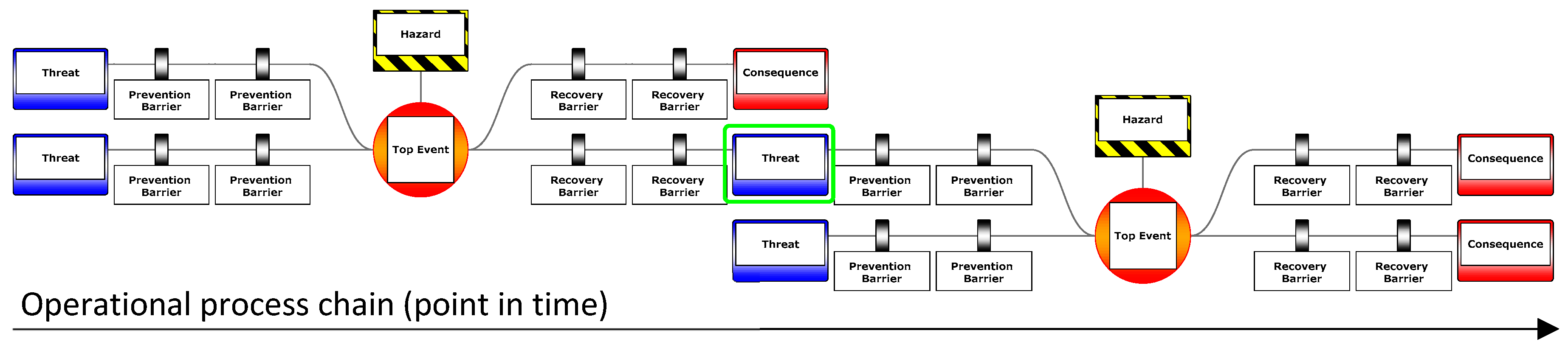
2.3. Principles of Bowtie Analysis
3. Methodology
3.1. Purpose
3.2. Approach
4. Results
4.1. Identification of Top Event
- Defect missed: If the inspector misses a defect that exceeds the tolerance limits. In the terminology of the confusion matrix, this is known as a true negative.
- Defect falsely detected: The inspector finds something and declares it as defective despite it being within the tolerance level or detecting a non-existent defect. This is called a false positive as it was incorrectly rejected. For example, deposit on an airfoil could be incorrectly identified as pitting or corrosion [21].
- Indication mis-located: Engine blades are divided into multiple areas, so-called airfoil zones. Each zone has a different tolerance level in terms of the size of defect and the number of defects per blade or blade set (stage). A defect that is localised in zone B, which may be acceptable for the zone B tolerance, is not necessarily acceptable for zone A. Consequently, a blade that is incorrectly identified as airworthy could be released to service. In the contrary case, a defect is incorrectly identified as being unairworthy in zone A, while actually located in zone B and, hence, is scraped unnecessarily.
- Defect forgotten before decision is made: This might happen when the inspector examines the full blade stage in one full run and later revisits the defective blades. If no marker is set or the inspector gets distracted for some reason, he might forget the defect and not go back to check.
4.2. Consequences
- Gate returns and air turn-backs;
- Reputation damage;
- Fines and litigations;
- Reduced part lifetime;
- Shortened cycle time;
- Premature engine shop visit;
- Financial loss;
- Airworthy parts scrapped;
- Release of an unairworthy part to service;
- Severe damage to engine and/or aircraft;
- Fatality, accident, incident.
4.3. Threats
4.4. Barriers and Escalation Factors
5. Discussion
5.1. Summary of Outcomes
5.2. Implications for Practitioners
5.3. Limitations of the Work
5.4. Implications for Future Research
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Bowtie Analysis for Borescope Induction Inspection


 |
| Figure A2a. “Damaged borescope tip or inappropriate tip condition” threat path. |
 |
| Figure A2b. “Use of incorrect tool, set-up, or setting” threat path. |
 |
| Figure A2c. “Borescope not working properly” threat path. |
 |
| Figure A2d. “Inadequate engine or borescope knowledge” threat path. |
 |
| Figure A2e. “Tip lost during or left behind after inspection” threat path. |
 |
| Figure A2f. “Borescope not available or set incomplete” threat paths. |
 |
| Figure A2g. “Inadequate or missing equipment (aids)” threat paths. |



References
- De Ruijter, A.; Guldenmund, F. The bowtie method: A review. Saf. Sci. 2016, 88, 211–218. [Google Scholar] [CrossRef]
- Culwick, M.D.; Merry, A.F.; Clarke, D.M.; Taraporewalla, K.J.; Gibbs, N.M. Bow-Tie Diagrams for Risk Management in Anaesthesia. Anaesth. Intensive Care 2016, 44, 712–718. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tang, Y.; Jing, J.; Zhang, Z.; Yang, Y. A Quantitative Risk Analysis Method for the High Hazard Mechanical System in Petroleum and Petrochemical Industry. Energies 2017, 11, 14. [Google Scholar] [CrossRef]
- Shahriar, A.; Sadiq, R.; Tesfamariam, S. Risk analysis for oil & gas pipelines: A sustainability assessment approach using fuzzy based bow-tie analysis. J. Loss Prev. Process Ind. 2012, 25, 505–523. [Google Scholar]
- Federal Aviation Administration (FAA). Bow-Tie Analysis. Available online: http://www.hf.faa.gov/workbenchtools/default.aspx?rPage=Tooldetails&subCatId=43&toolID=21 (accessed on 1 October 2018).
- Civil Aviation Authority (CAA). Bowtie Risk Assessment Models. Available online: https://www.caa.co.uk/Safety-Initiatives-and-Resources/Working-with-industry/Bowtie/ (accessed on 23 January 2019).
- European Aviation Safety Agency (EASA). The European Plan for Aviation Safety (EBAS) 2018–2022. Available online: https://www.easa.europa.eu/sites/default/files/dfu/EPAS_2018-2022%20v2.2.8%20for%20MB.pdf (accessed on 23 January 2019).
- Civil Aviation Authority (CAA) of New Zealand. Making Safe Aviation Even Safer. Civil Aviation Authority Sector Risk Profile of Medium and Large Aircraft Air Transport. Available online: https://www.caa.govt.nz/assets/legacy/Safety_Reports/srp-large.pdf (accessed on 25 September 2018).
- Papazoglou, I.A.; Bellamy, L.J.; Hale, A.R.; Aneziris, O.N.; Ale, B.J.M.; Post, J.G.; Oh, J.I.H. I-Risk: Development of an integrated technical and management risk methodology for chemical installations. J. Loss Prev. Process Ind. 2003, 16, 575–591. [Google Scholar] [CrossRef]
- De Dianous, V.; Fiévez, C. ARAMIS project: A more explicit demonstration of risk control through the use of bow–tie diagrams and the evaluation of safety barrier performance. J. Hazard. Mater. 2006, 130, 220–233. [Google Scholar] [CrossRef] [PubMed]
- Gifford, M.; Gilbert, S.; Barnes, I. The Use of Bow-tie Analysis in OME Safety Cases. In Proceedings of the Equipment Safety Assurance Symposium (ESAS), Bristol, UK, 2003. [Google Scholar]
- Patrick, M.C.; Martin, D. Safety First–Scenario Analysis under Basel II. 2006, Volume 29, p. 2010. Available online: https://www.researchgate.net/publication/228882614_Safety_first-scenario_analysis_under_Basel_II (accessed on 23 January 2019).
- Abdi, Z.; Ravaghi, H.; Abbasi, M.; Delgoshaei, B.; Esfandiari, S. Application of Bow-tie methodology to improve patient safety. Int. J. Health Care Qual. Assur. 2016, 29, 425–440. [Google Scholar] [CrossRef]
- Cormier, R.; Elliott, M.; Rice, J. Putting on a bow-tie to sort out who does what hy in the complex arena of marine policy and management. Sci. Total Environ. 2019, 648, 293–305. [Google Scholar] [CrossRef]
- Burgess-Limerick, R.; Horberry, T.; Steiner, L. Bow-tie analysis of a fatal underground coal mine collision. Ergon. Aust. 2014, 10, 1–5. [Google Scholar]
- Khakzad, N.; Khan, F.; Paltrinieri, N. On the application of near accident data to risk analysis of major accidents. Reliab. Eng. Syst. Saf. 2014, 126, 116–125. [Google Scholar] [CrossRef]
- Delmotte, F. A sociotechnical framework for the integration of human and organizational factors in project management and risk analysis. Master’s Thesis, Virginia Tech, Blacksburg, VA, USA, September 2003. [Google Scholar]
- Van Scyoc, K.; Hughes, G. Rail ruminations for process safety improvement. J. Loss Prev. Process Ind. 2009, 22, 689–694. [Google Scholar] [CrossRef]
- Brown, K. Review of the South Island Rail Coal Route—MET351-X-REP-001. Available online: www.ltsa.govt.nz/rail/coal-route (accessed on 25 January 2019).
- Reason, J. Human Error; Cambridge University Press: Cambridge, UK, 1990. [Google Scholar]
- Aust, J.; Pons, D. Taxonomy of Gas Turbine Blade Defects; MDPI Aerospace: Basel, Switzerland, 2019. [Google Scholar]
- Joy, J.; Griffiths, D. National Minerals Industry Safety and Health Risk Assessment Guide; Minerals Industry Safety and Health Centre, University of Queensland: St Lucia, Australia, 1979. [Google Scholar]
- Primrose, M.J.; Bentley, P.D.; van der Graaf, G.C.; Sykes, R.M. The HSE Management System in Practice-lmplementation. Presented at the SPE Health, Safety and Environment in Oil and Gas Exploration and Production Conference, New Orleans, Louisiana, 1 January 1996; Available online: https://doi.org/10.2118/35826-MS (accessed on 25 January 2019).
- Gower-Jones, A.D.; van der Graaf, G.C.; Milne, D.J. Application of Hazard and Effects Management Tools and links to the HSE Case. Presented at the SPE Health, Safety and Environment in Oil and Gas Exploration and Production Conference, New Orleans, Louisiana, 1 January 1996; Available online: https://doi.org/10.2118/36031-MS (accessed on 24 January 2019).
- Zuijderduijn, C.J. Risk management by shell refinery/chemicals at Pernis. Available online: http://www.microkat.gr/microrisk2001/paper_Zuijderduijn.html (accessed on 24 January 2019).
- Seveso II Directive—Council of the European Union. Council Directive 96/82/EC on the Control of Major-Accident Hazards Involving Dangerous Substances. Available online: http://ec.europa.eu/environment/seveso/index.htm (accessed on 11 October 2018).
- Delvosalle, C.; Fiévez, C.; Pipart, A. ARAMIS Project: Reference Accident Scenarios Definition in SEVESO Establishment. J. Risk Res. 2006, 9, 583–600. [Google Scholar] [CrossRef]
- De Souza, G.F.M. Thermal Power Plant Performance Analysis; Springer: Berlin, Germany, 2012. [Google Scholar]
- Crawley, F.; Tyler, B. Hazard Identification Methods; Inst of Chemical Engineers (IChemE): London, UK, 2003. [Google Scholar]
- Ericson, C.A. Fault tree analysis. In Proceedings of the 17th International System Safety Conference, Orlando, FL, USA, 16–21 August 1999. [Google Scholar]
- Watson, H.A. Launch Control Safety Study; Bell Telephone Laboratories: Murray Hill, NJ, USA, 1961. [Google Scholar]
- Xing, L.; Amari, S.V. Fault Tree Analysis. In Handbook of Performability Engineering; Misra, K.B., Ed.; Springer: London, UK, 2008; pp. 595–620. [Google Scholar]
- Ericson, C.A. Hazard Analysis Techniques for System Safety; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Fouladvand, S.; Ghiaci, P.; Shahriari, M. Fault Tree Analysis, Strengths and Weaknesses. In Proceedings of the Inbternational Symposium on Occupational Safety and Hygiene, Guimarães, Portugal, 11–12 February 2010. [Google Scholar]
- Rasmussen, N.C. Reactor Safety Study: An Assessment of Accident Risks in US Commercial Nuclear Power Plants; U.S. Nuclear Regulatory Commission: Washington, DC, USA, 1975.
- Rubin, O.; Dahlberg, R. A Dictionary of Disaster Management; Oxford University Press: Oxford, UK, 2017. [Google Scholar]
- Clemens, P.L.; Simmons, R.J.; Cincinnati, O. System Safety and Risk Management: A Guide for Engineering Educators. In Lesson II Risk Assessment Matrix. NIOSH Instructional Module; US Department of Health and Human Services: Cincinnati, OH, USA, 1998. [Google Scholar]
- Rausand, M.; Høyland, A. System Reliability Theory: Models, Statistical Methods, and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Nielsen, D.S. The Cause/Consequence Diagram Method as a Basis for Quantitative Accident Analysis; Risø National Laboratory: Roskilde, Denmark, 1971. [Google Scholar]
- Cardwell, G. The application of the Four Essentials Bow Tie Diagram to enhance business success. Total Qual. Manag. Bus. Excell. 2008, 19, 37–45. [Google Scholar] [CrossRef]
- Harms-Ringdahl, L. Guide to Safety Analysis for Accident Prevention; IRS Riskhantering: Stockholm, Sweden, 2013. [Google Scholar]
- Haddon, W., Jr. Energy damage and the ten countermeasure strategies. Hum. Factors 1973, 15, 355–366. [Google Scholar] [CrossRef]
- Marvin, R. Risk Assessment: Theory, Methods, and Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011. [Google Scholar]
- Sklet, S. Safety barriers: Definition, classification, and performance. J. Loss Prev. Process Ind. 2006, 19, 494–506. [Google Scholar] [CrossRef]
- Duijm, N.J.; Goossens, L. Quantifying the influence of safety management on the reliability of safety barriers. J. Hazard. Mater. 2006, 130, 284–292. [Google Scholar] [CrossRef]
- Ericson, C.A. System Safety Terms and Concepts. In Concise Encyclopedia of System Safety; John Wiley & Sons: Hoboken, NJ, USA, 2011; pp. 16–455. [Google Scholar]
- Visser, J.P. Developments in HSE management in oil and gas exploration and production. In Safety Management: The Challenge of Change; Hale, A., Baram, M., Eds.; Pergamon: Amsterdam, The Netherlands, 1998; pp. 43–66. [Google Scholar]
- Manton, M.; Moat, A.; Ali, W.; Johnson, M.; Cowley, C. Representing Human Factors in Bowties as per the new CCPS/EI Book. In Proceedings of the CCPS Middle East Conference on Process Safety, Sanabis, Bahrain, 9–11 October 2017. [Google Scholar]
- Trbojevic, V.M.J.H.; Report, S.E.R. Optimising hazard management by workforce engagement and supervision. Health Safety Exec. 2008, 637, 2008. [Google Scholar]
- SAE International. Aerospace Standard AS 9100 Quality Management Systems—Requirements for Aviation Maintenance Organizations; SAE International: Warrendale, PA, USA, 2012. [Google Scholar]
- Lewis, S. Lessons Learned from Real World Application of the Bow-tie Method. In Proceedings of the 6th Global Congress on Process Safety, San Antonio, TX, USA, 22–24 March 2010; Available online: https://www.aiche.org/academy/videos/conference-presentations/lessons-learned-real-world-application-bow-tie-method (accessed on 15 February 2019).
- CGE Risk BowtieXP.Software; Version 9.2.13; CGE Risk: Leidschendam, The Netherlands, 2019.
- Civil Aviation Authority (CAA). CAA ‘Significant Seven’ Task Force Reports. In CAA PAPER 2011/03. 2011. Available online: https://publicapps.caa.co.uk/docs/33/2011_03.pdf (accessed on 28 January 2019).
- Van Sciver, G.R. Quantitative risk analysis in the chemical process industry. Reliab. Eng. Syst. Saf. 1990, 29, 55–68. [Google Scholar] [CrossRef]
- McCulloch, P. Learning from incidents—Linking incident analysis with BowTie based risk assessments. In Proceedings of the Hazards 27, Birmingham, UK, 10–12 May 2017. [Google Scholar]
- Moore, C.; Coleman, G.C.; Chang, J.; Nagle, M.; Sten, M.-B. Using Safety Barrier Analysis to Facilitate Quality Improvement in Health Care: Improving Venous Thromboembolism Prophylaxis as a Proof of Concept. Am. J. Med Qual. 2019, 357. [Google Scholar] [CrossRef]
- Ferdous, R.; Khan, F.; Sadiq, R.; Amyotte, P.; Veitch, B. Analyzing system safety and risks under uncertainty using a bow-tie diagram: An innovative approach. Process Saf. Environ. Prot. 2013, 91, 1–18. [Google Scholar] [CrossRef]
- Khakzad, N.; Khan, F.; Amyotte, P. Dynamic Safety analysis of process systems by mapping bow-tie into Bayesian network. Process Saf. Environ. Prot. 2013, 91, 46–53. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Threat | Description |
|---|---|
| Incorrect tool or setting | Wrong borescope or borescope tip is being used. This can result in difficulties obtaining an angle from which the inspected part is seen properly and is visually assessable. Incorrect settings in the borescope menu selected include if the contrast is too high or the brightness of the light source is too low. |
| Borescope not working properly | Borescope is not working properly as required for the inspection task. This can be a result of inappropriate handling or transportation of the borescope. |
| Damaged borescope tip or inappropriate tip condition | Borescope tip is damaged or in an inappropriate condition. This often happens when borescoping a dirty engine and the fine deposit sticks to the tip or clogs the opening, which results in a limited, blurry, or smeared image. |
| Inadequate engine or borescope knowledge | A lack of knowledge of the engine or borescope inspection such as the correct manipulation of the borescope can result in inspecting the wrong parts, revisiting the same parts multiple times, or missing the inspection on others. |
| Correct tool not available | Borescope tips often get dirty and sometimes appropriate cleaning material is not available. As a result, the tips get sent to the manufacturer for cleaning. The same process occurs when the borescope has a technical issue. Due to the time pressure, the engine cannot wait, and the inspection process is performed with alternative available tools. |
| Tip lost or left behind after inspection | An unnoticed left behind or lost tip can cause foreign object damage (FOD) to the engine once it is running. |
| Inappropriate or missing aids | Aids include insertion tubes, magic arms, hockey arms, etc. If these are incorrectly installed or missing, borescope inspection can be challenging, which results in a shifting of focus from the actual inspection and evaluation of the part condition to the manipulation and handling of the borescope or aids. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aust, J.; Pons, D. Bowtie Methodology for Risk Analysis of Visual Borescope Inspection during Aircraft Engine Maintenance. Aerospace 2019, 6, 110. https://doi.org/10.3390/aerospace6100110
Aust J, Pons D. Bowtie Methodology for Risk Analysis of Visual Borescope Inspection during Aircraft Engine Maintenance. Aerospace. 2019; 6(10):110. https://doi.org/10.3390/aerospace6100110
Chicago/Turabian StyleAust, Jonas, and Dirk Pons. 2019. "Bowtie Methodology for Risk Analysis of Visual Borescope Inspection during Aircraft Engine Maintenance" Aerospace 6, no. 10: 110. https://doi.org/10.3390/aerospace6100110