Enzymatically Modified Fats Applied in Emulsions Stabilized by Polysaccharides


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Methods for Fats Preparation and Analysis
2.2.1. Enzymatic Modification of Fats
2.2.2. Acid Value
2.2.3. Melting Point
2.2.4. DAG and MAG Content
2.3. Methods for Emulsions Preparation and Analysis
2.3.1. Emulsion Preparation
2.3.2. Color Assessment
2.3.3. Rheological Analysis
2.3.4. Stability of Emulsions
2.3.5. Microphotographs of Emulsions
2.3.6. Droplet Size
2.3.7. Statistical Analysis
3. Results and Discussion
3.1. Fat Blends Characteristics
3.2. Emulsions Characteristics
3.2.1. Color Assessment
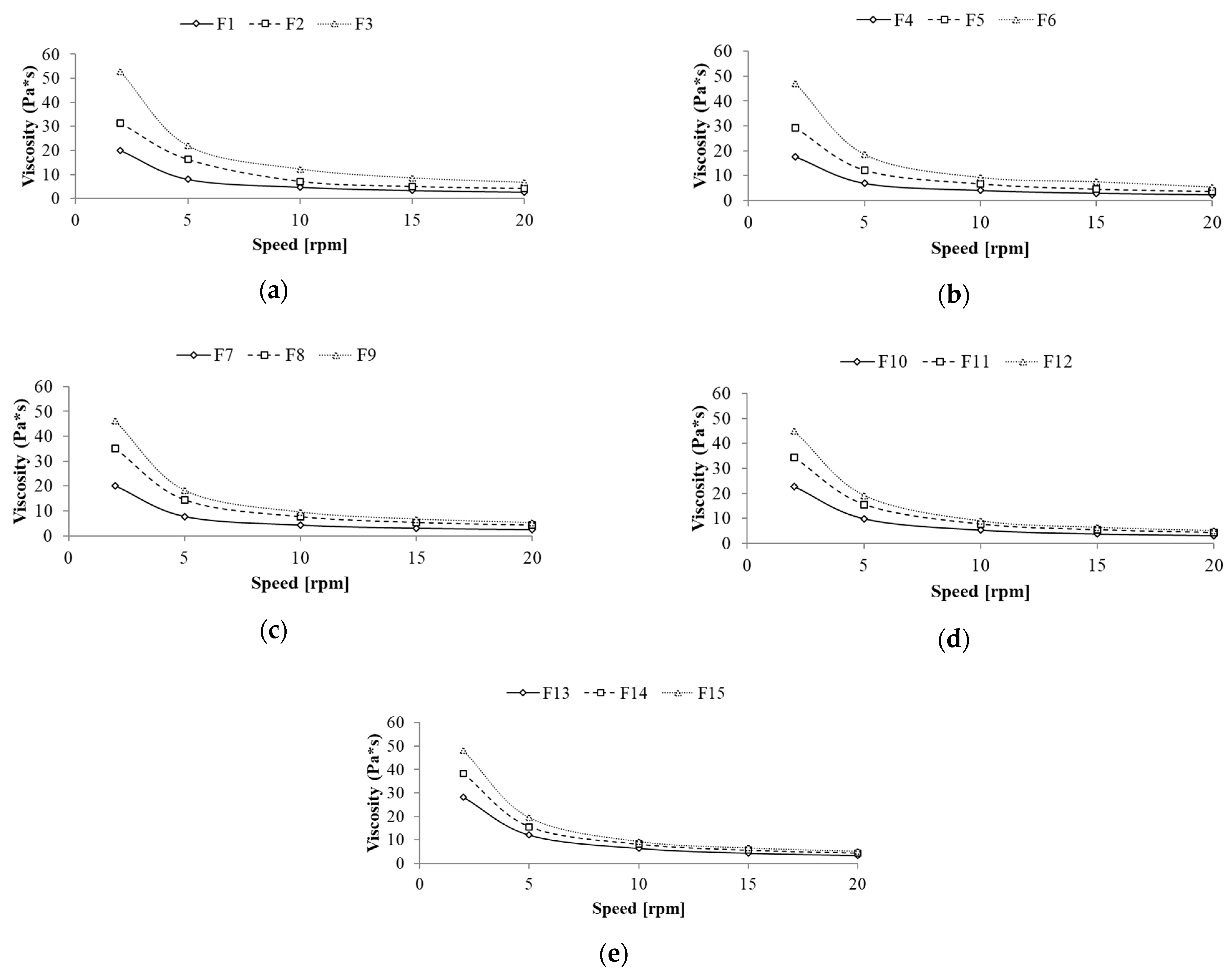
3.2.2. Rheological Analysis
3.2.3. Stability of Emulsions
3.2.4. Microphotographs of Emulsions
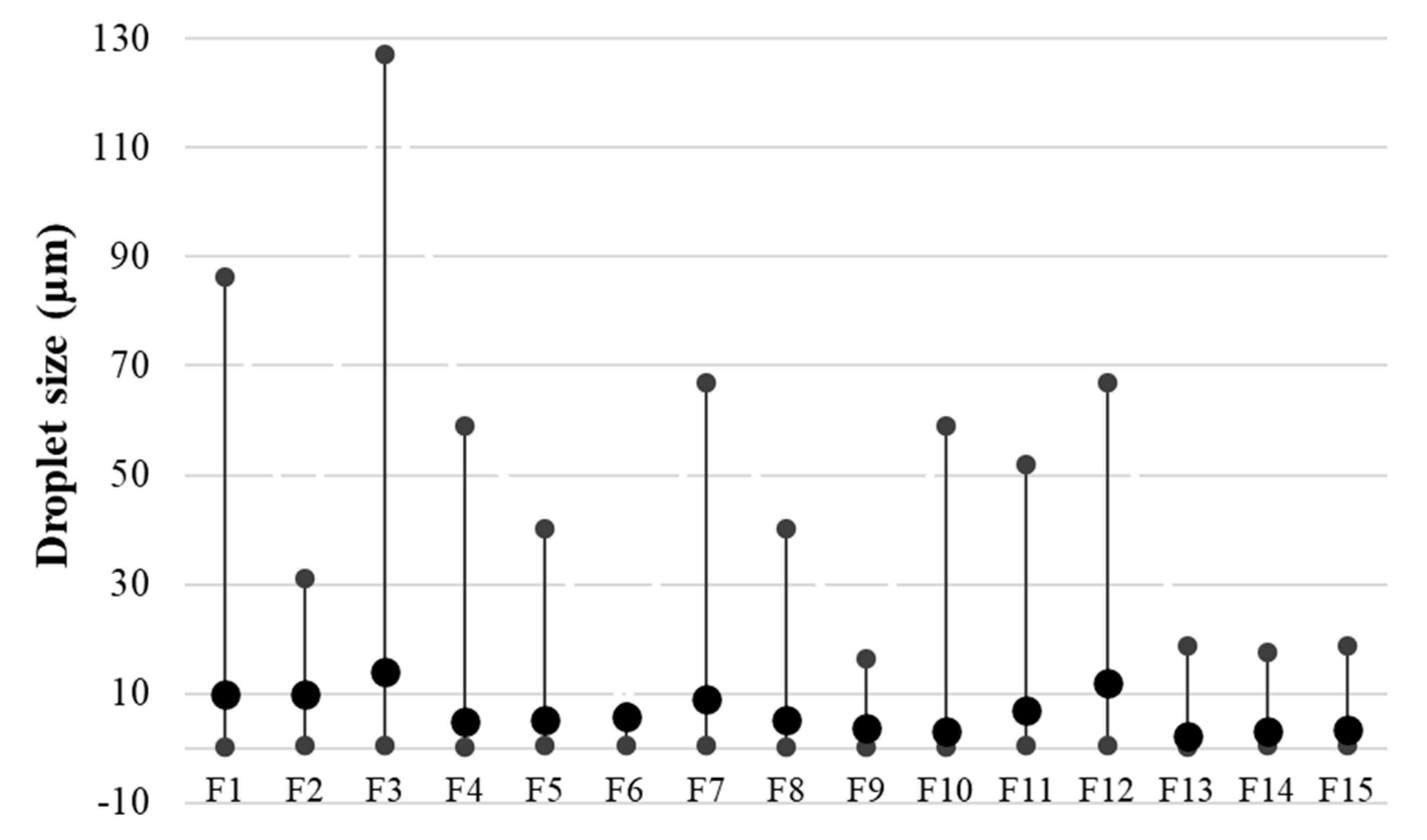
3.2.5. Droplet size of Emulsions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rabasco Álvarez, A.M.; González-Rodríguez, M.L. Lipids in pharmaceutical and cosmetic preparations. Grasas Aceites 2000, 51, 74–96. [Google Scholar] [CrossRef] [Green Version]
- Baeza-Jiménez, R.; López-Martínez, L.X.; García-Varela, R.; García, H.S. Lipids in Fruits and Vegetables: Chemistry and Biological Activities. In Fruit and Vegetable Phytochemicals: Chemistry and Human Health; Yahia, E.M., Ed.; John Wiley & Sons Ltd.: Chichester, UK, 2018; pp. 423–449. [Google Scholar]
- Sato, K. Crystallization of Lipids: Fundamentals and Applications in Food, Cosmetics, and Pharmaceuticals; John Wiley & Sons: Hoboken, NJ, USA, 2018. [Google Scholar]
- Soares, F.A.S.M.; Osório, N.M.; Da Silva, R.R.C.; Gioielli, L.A.; Ferreira-Dias, S.; Vicente, M.S.L.F.D. Batch and continuous lipase-catalyzed interesterification of blends containing olive oil for trans-free margarines. Eur. J. Lipid Sci. Technol. 2013, 115, 413–428. [Google Scholar] [CrossRef]
- Papadaki, A.; Kopsahelis, N.; Freire, D.M.G.; Mandala, I.; Koutinas, A. Olive Oil Oleogel Formulation Using Wax Esters Derived from Soybean Fatty Acid Distillate. Biomolecules 2020, 10, 106. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Y.; Zhao, J.; Xie, X.; Zhang, Z.; Zhang, N.; Wang, Y. A low trans margarine fat analog to beef tallow for healthier formu-lations: Optimization of enzymatic interesterification using soybean oil and fully hydrogenated palm oil. Food Chem. 2018, 255, 405–413. [Google Scholar] [CrossRef] [PubMed]
- Kowalska, M.; Woźniak, M.; Żbikowska, A.; Kozłowska, M. Physicochemical Characterization and Evaluation of Emulsions Containing Chemically Modified Fats and Different Hydrocolloids. Biomolecules 2020, 10, 115. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kellens, M.; Calliauw, G. Oil modification processes. In Edible Oil Processing, 2nd ed.; Hamm, W., Hamilton, R.J., Calliauw, G., Eds.; John Wiley & Sons Ltd.: West Sussex, UK, 2013; pp. 153–195. [Google Scholar]
- Sivakanthan, S.; Madhujith, T. Current trends in applications of enzymatic interesterification of fats and oils: A review. LWT 2020, 132, 109880. [Google Scholar] [CrossRef]
- Kowalska, M.; Woźniak, M.; Krzton-Maziopa, A.; Tavernier, S.; Pazdur, Ł.; Żbikowska, A. Development of the emulsions containing modified fats formed via enzymatic interesterification catalyzed by specific lipase with various amount of water. J. Dispers. Sci. Technol. 2018, 40, 192–205. [Google Scholar] [CrossRef]
- Koba, K.; Yanagita, T. Health benefits of conjugated linoleic acid (CLA). Obes. Res. Clin. Pr. 2014, 8, e525–e532. [Google Scholar] [CrossRef]
- Bernardi, D.M.; Bertol, T.M.; Pflanzer, S.B.; Sgarbieri, V.C.; Pollonio, M.A.R. ω-3 in meat products: Benefits and effects on lipid oxidative stability. J. Sci. Food Agric. 2016, 96, 2620–2634. [Google Scholar] [CrossRef]
- Oomah, B.D.; Busson, M.; Godfrey, D.V.; Drover, J.C. Characteristics of hemp (Cannabis sativa L.) seed oil. Food Chem. 2002, 76, 33–43. [Google Scholar] [CrossRef]
- Bais, D.; Trevisan, A.; Lapasin, R.; Partal, P.; Gallegos, C. Rheological characterization of polysaccharide–surfactant matrices for cosmetic O/W emulsions. J. Colloid Interface Sci. 2005, 290, 546–556. [Google Scholar] [CrossRef] [PubMed]
- Mollakhalili Meybodi, N.; Mohammadifar, M.A. Microbial exopolysaccharides: A review of their function and application in food sciences. J. Food Qual. Hazards Control 2015, 2, 112–117. [Google Scholar]
- Hu, X.; Wang, K.; Yu, M.; He, P.; Qiao, H.; Zhang, H.; Wang, Z. Characterization and Antioxidant Activity of a Low-Molecular-Weight Xanthan Gum. Biomolecules 2019, 9, 730. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ISO Method 660. Animal and Vegetable Fats and Oils: Determination of Acid Value and Acidity; ISO: Geneva, Switzerland, 2009. [Google Scholar]
- ISO Method 6321. Animal and Vegetable Fats and Oils: Determination of Melting Point in Open Capillary Tubes (Slip Point); ISO: Geneva, Switzerland, 2002. [Google Scholar]
- Pathare, P.B.; Opara, U.L.; Al-Said, F.A.-J. Colour Measurement and Analysis in Fresh and Processed Foods: A Review. Food Bioprocess Technol. 2013, 6, 36–60. [Google Scholar] [CrossRef]
- Xu, D.; Zhang, J.; Cao, Y.; Wang, J.; Xiao, J. Influence of microcrystalline cellulose on the microrheological property and freeze-thaw stability of soybean protein hydrolysate stabilized curcumin emulsion. LWT 2016, 66, 590–597. [Google Scholar] [CrossRef]
- Ahmad, A.; Siddique, B.M.; Ibrahim, M.H.; Hena, S.; Rafatullah, M.; K, M.O.A. Physico-chemical properties of blends of palm olein with other vegetable oils. Grasas Aceites 2010, 61, 423–429. [Google Scholar] [CrossRef]
- Xie, W.; Zang, X. Immobilized lipase on core–shell structured Fe3O4–MCM-41 nanocomposites as a magnetically recyclable biocatalyst for interesterification of soybean oil and lard. Food Chem. 2016, 194, 1283–1292. [Google Scholar] [CrossRef]
- Patras, A.; Brunton, N.P.; Tiwari, B.K.; Butler, F. Stability and Degradation Kinetics of Bioactive Compounds and Colour in Strawberry Jam during Storage. Food Bioprocess Technol. 2011, 4, 1245–1252. [Google Scholar] [CrossRef]
- Estanqueiro, M.; Conceição, J.; Amaral, M.H.; Santos, D.; Silva, J.B.; Lobo, J.M.S. Characterization and stability studies of emulsion systems containing pumice. Braz. J. Pharm. Sci. 2014, 50, 361–369. [Google Scholar] [CrossRef] [Green Version]
- Masalova, I.; Kharatyan, E.; Tshilumbu, N.N. Effect of the type of the oil phase on stability of highly concentrated wa-ter-in-oil emulsions. Colloid J. 2013, 75, 579–585. [Google Scholar] [CrossRef]
- Zhang, H.; Smith, P.; Adler-Nissen, J. Effects of degree of enzymatic interesterification on the physical properties of marga-rine fats: Solid fat content, crystallization behavior, crystal morphology, and crystal network. J. Agric. Food Chem. 2004, 52, 4423–4431. [Google Scholar] [CrossRef] [PubMed]
- Ribeiro, A.P.B.; Basso, R.C.; Grimaldi, R.; Gioielli, L.A.; Gonçalves, L.A.G. Instrumental methods for the evaluation of in-teresterified fats. Food Anal. Methods 2009, 2, 282–302. [Google Scholar] [CrossRef]
- Goodarzi, F.; Zendehboudi, S.A. Comprehensive review on emulsions and emulsion stability in chemical and energy indus-tries. Can. J. Chem. Eng. 2019, 97, 281–309. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Oil Phase | Aqueous Phase | --- | ||
|---|---|---|---|---|---|
| Component | MT:HSO Ratio (w/w) | Modified Fat Blend (% w/w) | Thickener (% w/w) | Water (% w/w) | Preservative (% w/w) |
| F1 | 3:1 | 30.0 | 0.6 | Up to 100.0 | 1.0 |
| F2 | 3:1 | 30.0 | 0.8 | Up to 100.0 | 1.0 |
| F3 | 3:1 | 30.0 | 1.0 | Up to 100.0 | 1.0 |
| F4 | 3:2 | 30.0 | 0.6 | Up to 100.0 | 1.0 |
| F5 | 3:2 | 30.0 | 0.8 | Up to 100.0 | 1.0 |
| F6 | 3:2 | 30.0 | 1.0 | Up to 100.0 | 1.0 |
| F7 | 3:3 | 30.0 | 0.6 | Up to 100.0 | 1.0 |
| F8 | 3:3 | 30.0 | 0.8 | Up to 100.0 | 1.0 |
| F9 | 3:3 | 30.0 | 1.0 | Up to 100.0 | 1.0 |
| F10 | 2:3 | 30.0 | 0.6 | Up to 100.0 | 1.0 |
| F11 | 2:3 | 30.0 | 0.8 | Up to 100.0 | 1.0 |
| F12 | 2:3 | 30.0 | 1.0 | Up to 100.0 | 1.0 |
| F13 | 1:3 | 30.0 | 0.6 | Up to 100.0 | 1.0 |
| F14 | 1:3 | 30.0 | 0.8 | Up to 100.0 | 1.0 |
| F15 | 1:3 | 30.0 | 1.0 | Up to 100.0 | 1.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Woźniak, M.; Kowalska, M.; Tavernier, S.; Żbikowska, A. Enzymatically Modified Fats Applied in Emulsions Stabilized by Polysaccharides. Biomolecules 2021, 11, 49. https://doi.org/10.3390/biom11010049
Woźniak M, Kowalska M, Tavernier S, Żbikowska A. Enzymatically Modified Fats Applied in Emulsions Stabilized by Polysaccharides. Biomolecules. 2021; 11(1):49. https://doi.org/10.3390/biom11010049
Chicago/Turabian StyleWoźniak, Magdalena, Małgorzata Kowalska, Serge Tavernier, and Anna Żbikowska. 2021. "Enzymatically Modified Fats Applied in Emulsions Stabilized by Polysaccharides" Biomolecules 11, no. 1: 49. https://doi.org/10.3390/biom11010049