Towards Realizing High-Throughput, Roll-to-Roll Manufacturing of Flexible Electronic Systems

Abstract
:1. Introduction
2. System Components
2.1. Basic Idea

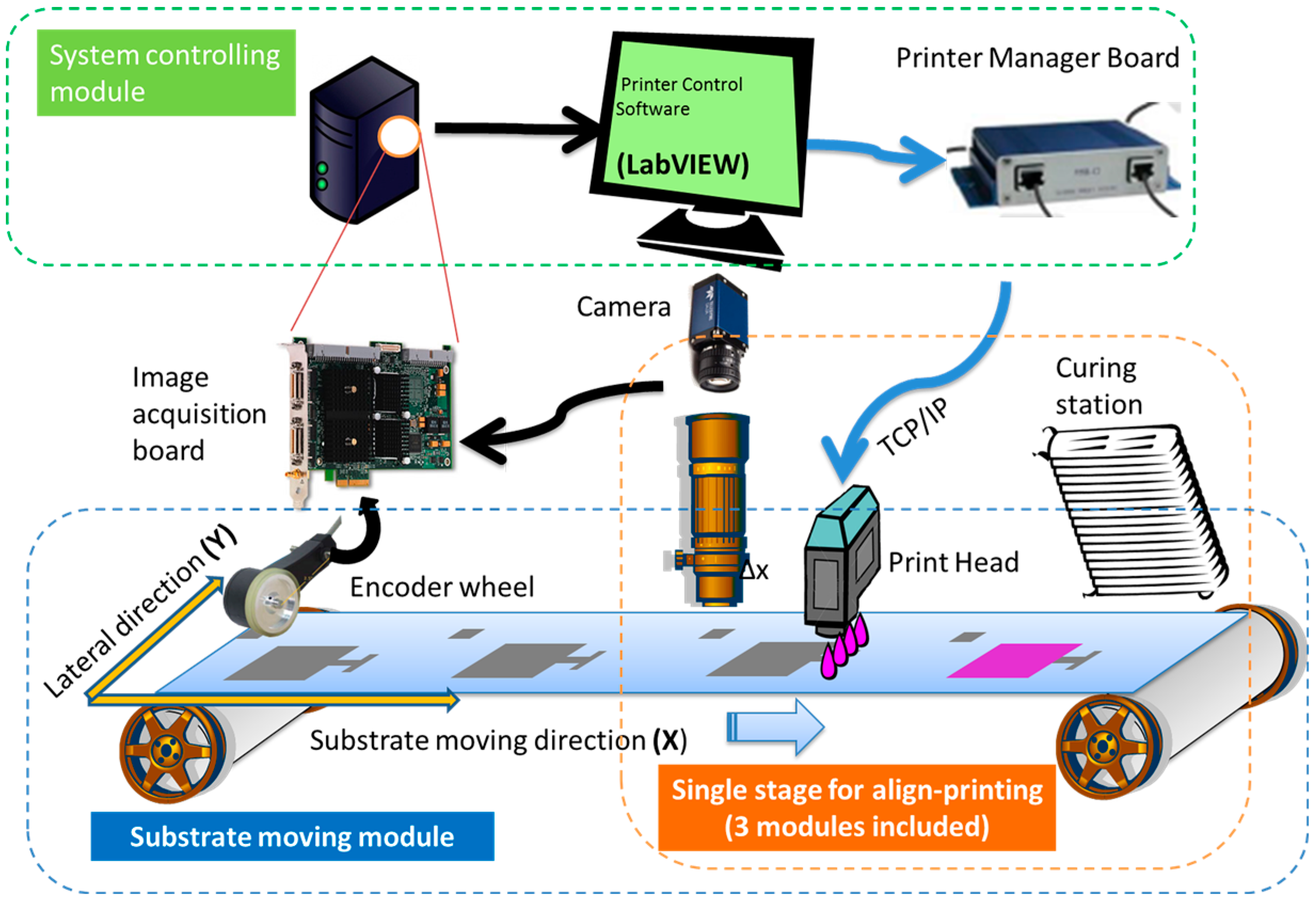
2.2. Main System Modules
- The substrate moving module delivers the web at a controlled speed.
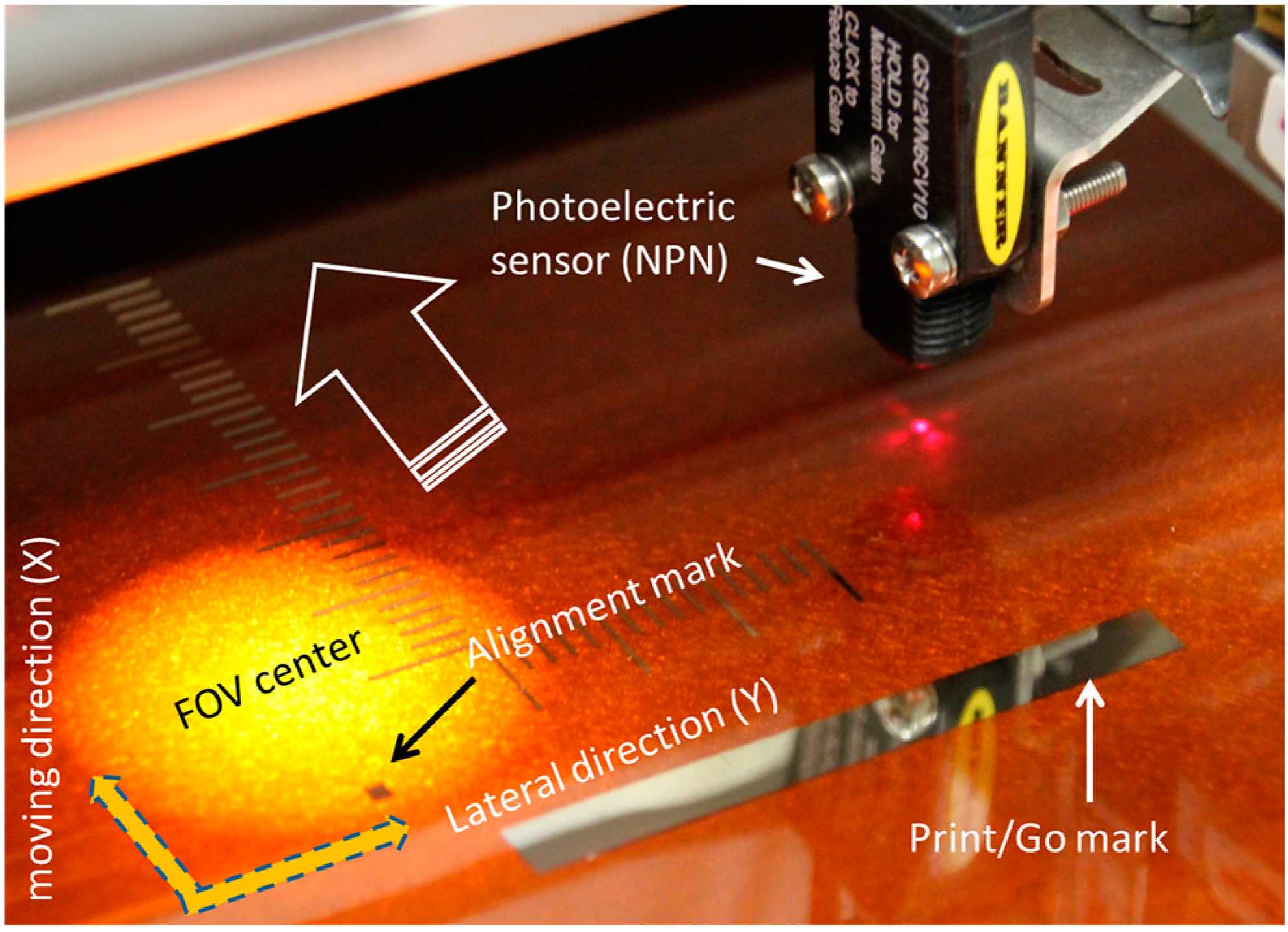
- The pattern detection module captures the positions of the alignment and the Print/Go marks.
- The ink-jet printing module retrieves and prints patterns with the desired material.
- The curing system provides in-line fast curing of the ink.
- The system control module processes images from the image acquisition module, and controls the ink-jet printing module.
2.3. Web Tracking Module
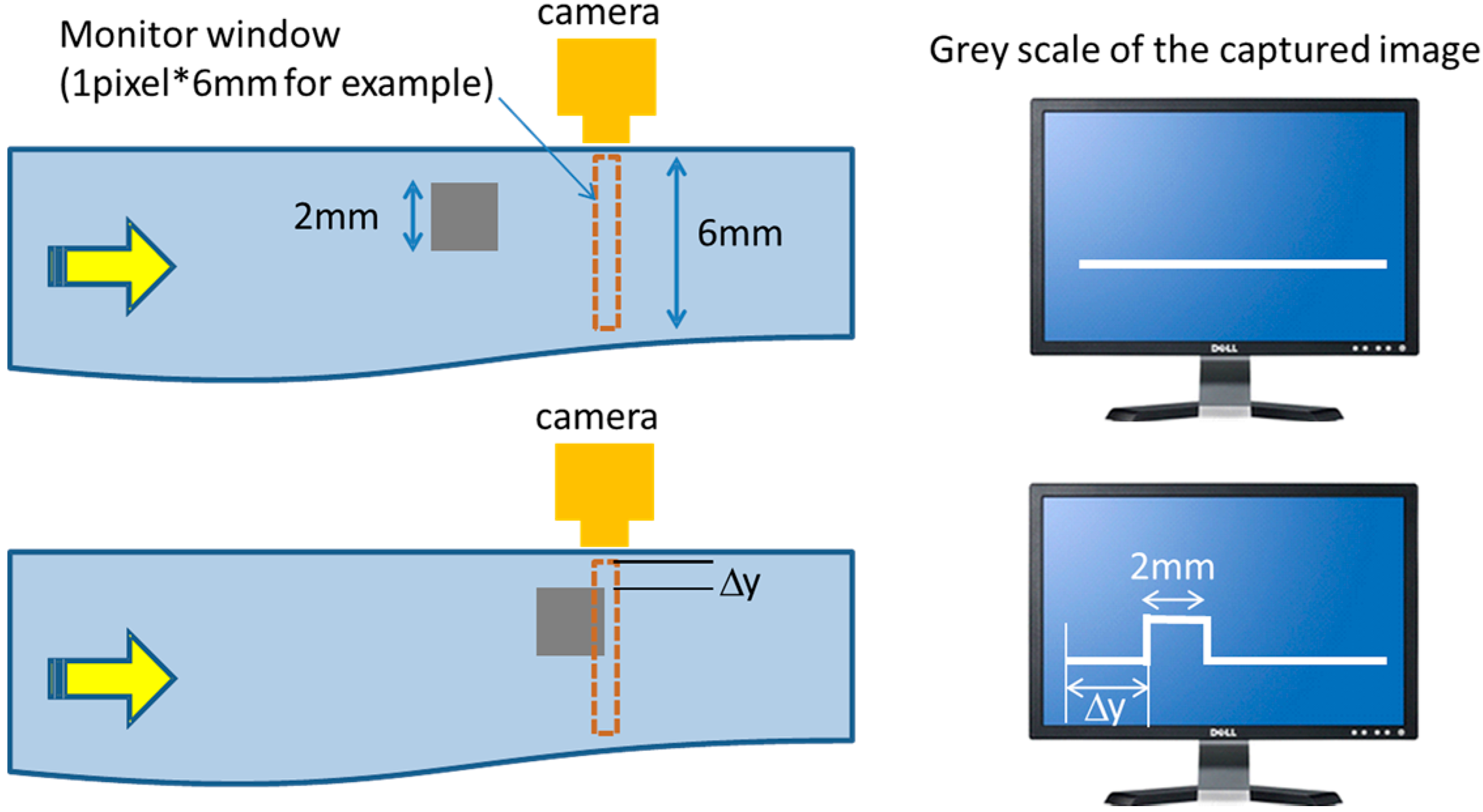
2.4. Pattern Detection Module
2.5. Material Ink-Jet Printing Module

2.6. Photonic Curing System
2.7. System Control Module
3. System Integration
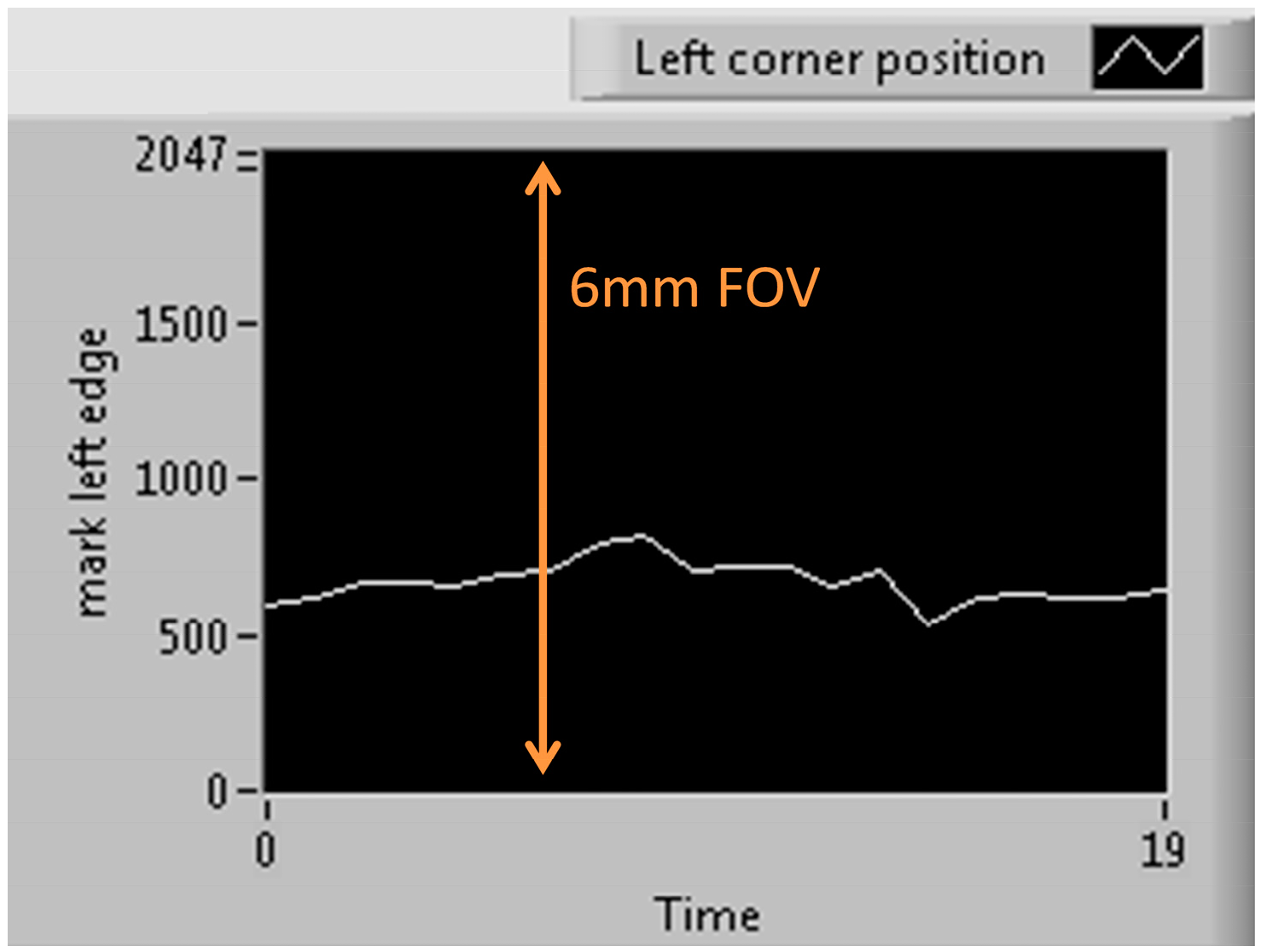
3.1. Alignment Strategy in the Y Direction (Lateral Direction)

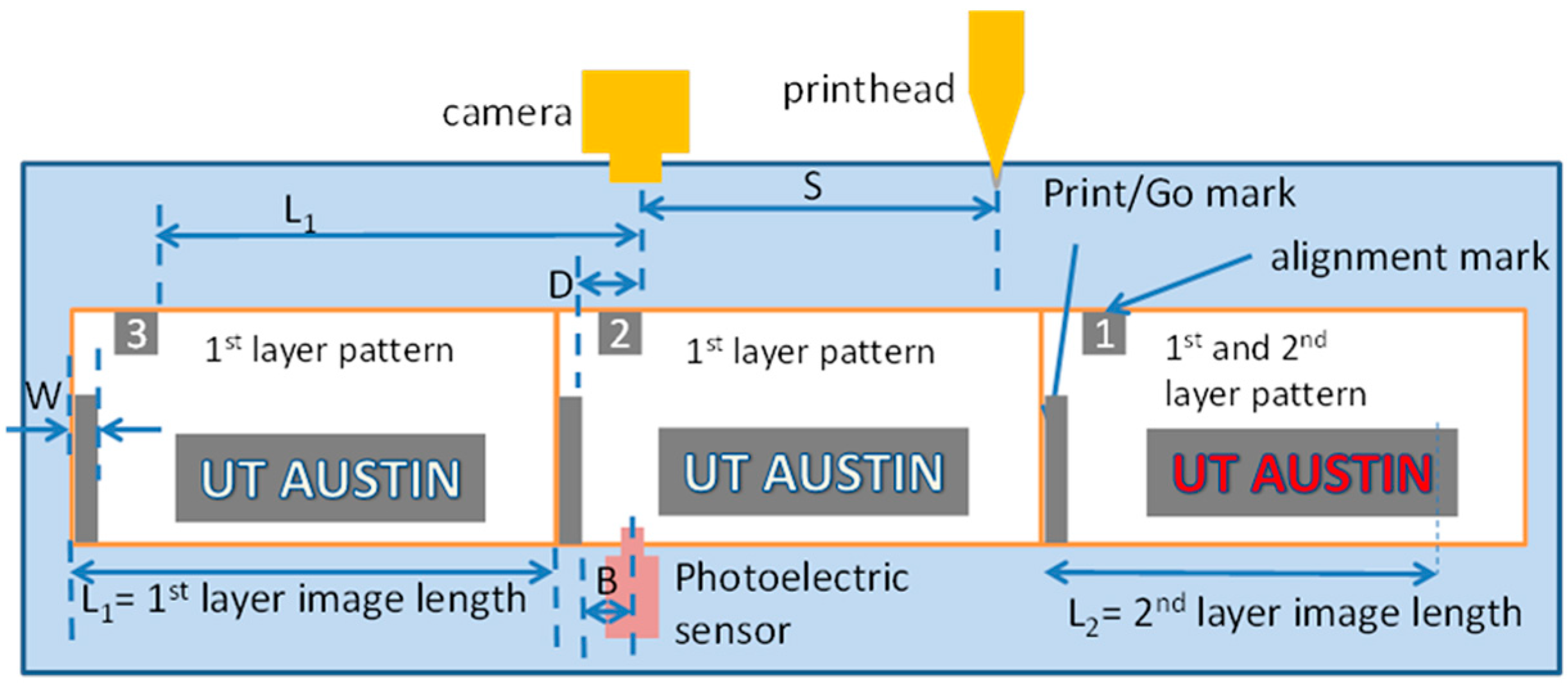
3.2. Alignment Strategy in the X Direction (Web Moving Direction)

3.3. Software Development Using NI LabVIEW
4. Module Testing
4.1. Alignment Mark Detection

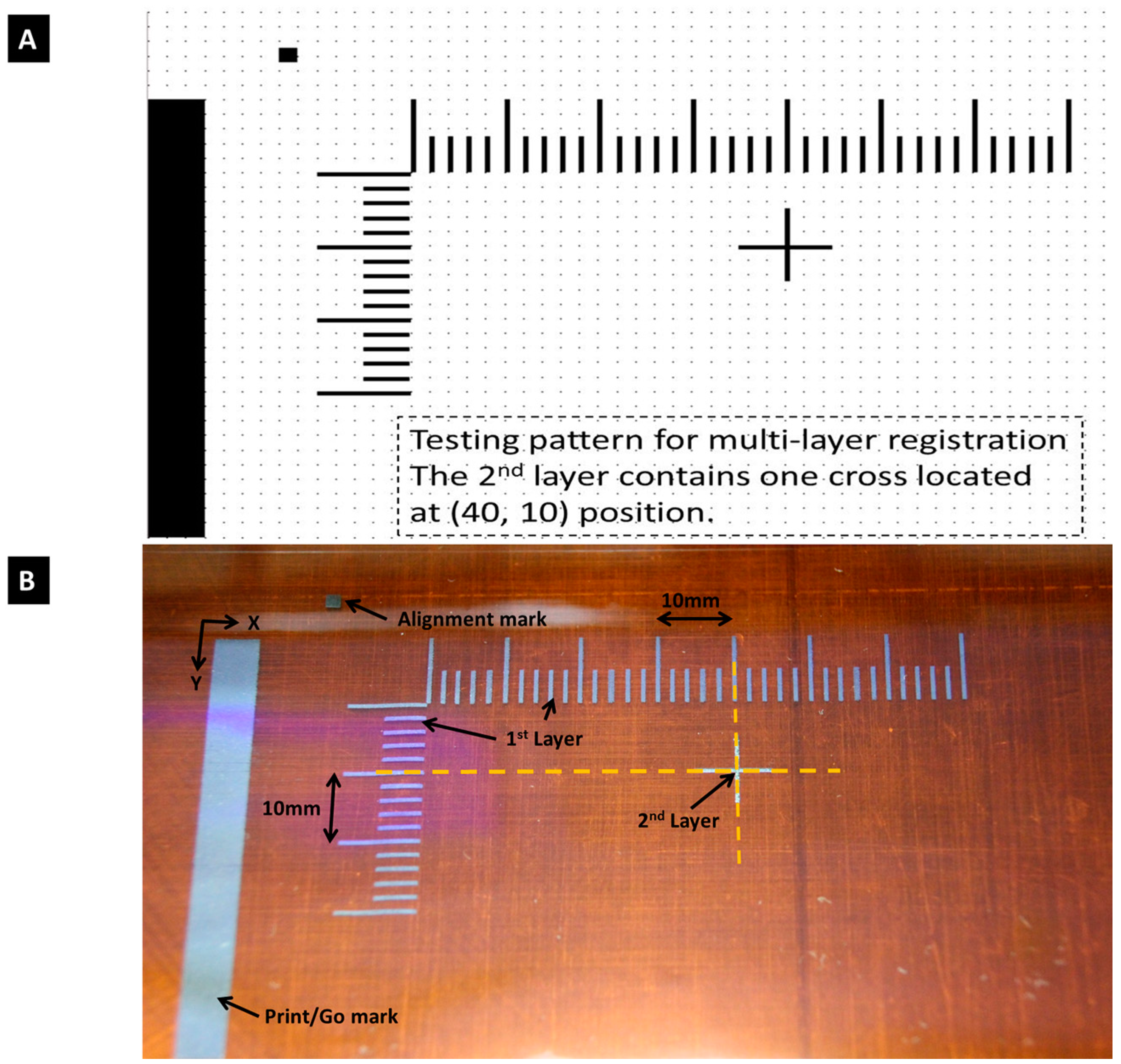
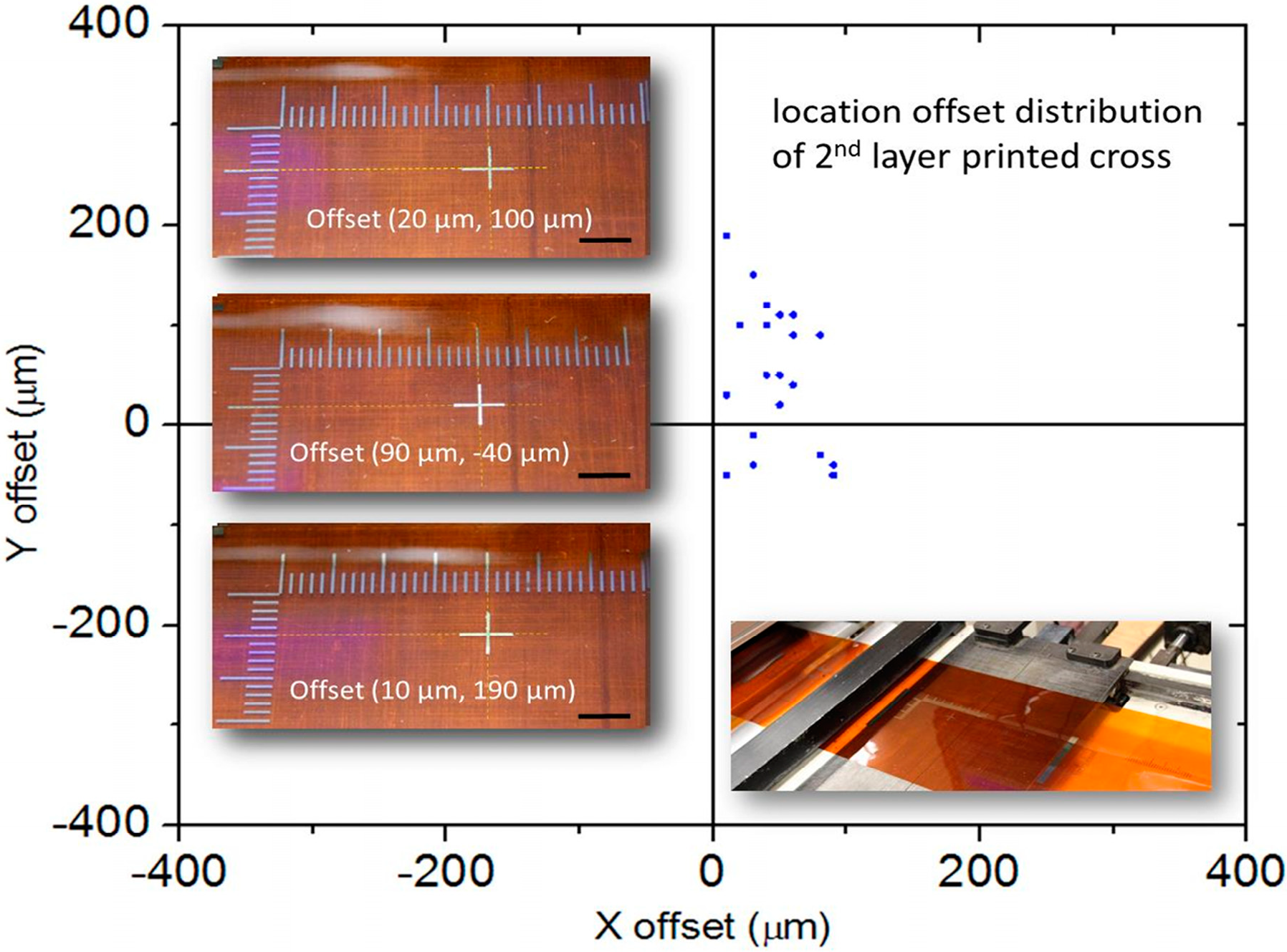
4.2. Registration for Multi-Layer Printing


5. Performance Overview
- The resolution of the printhead.
- The time required to initialize the Print Server software.
- The time between the print command being sent and the Print Server being ready to start printing.
- Image acquisition and processing delays.
- The number of PMBs or printheads which can be connected to a single PC.
- The operating system setup.
- The PC hardware.
- The other software or operations running on the PC.
- The Print Server configuration.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| X Direction (absolute value) | |
|---|---|
| Limiting factors | Offset introduced |
| Encoder error due to slip when start/stop | 100–200 μm |
| Printer delay (4 ms delay, web running is 5m/min) | 333 μm during 4 ms |
| Image file transfer delay (uncertain) | Estimate ≈ 500 μm (500 KB file size) (*) |
| LabVIEW program image processing time (1 ms) | 80 μm |
| Actual tested offset | <100 μm |
| Y Direction (absolute vale) | |
| Limiting factors | Offset introduced |
| Printer nozzle offset | 70.5 μm |
| Sideway wander offset while transferring from FOV to printhead | Up to 2000 μm |
| Camera resolution | 3 μm |
| Actual tested offset | <200 μm |
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Parashkov, R.; Becker, E.; Riedl, T.; Johannes, H.; Kowalsky, W. Large area electronics using printing methods. Proc. IEEE 2005, 93, 1321–1329. [Google Scholar] [CrossRef]
- Jung, M.; Kim, J.; Noh, J.; Lim, N.; Lim, C.; Lee, G.; Kim, J.; Kang, H.; Jung, K.; Leonard, A.D.; et al. All-Printed and Roll-to-Roll-Printable 13.56-MHz-Operated 1-bit RF Tag on Plastic Foils. IEEE Trans. Electron Devices. 2010, 57, 571–580. [Google Scholar] [CrossRef]
- Noh, J.; Dongsun, Y.; Lim, C.; Cha, H.; Han, J.; Kim, J.; Park, Y.; Subramanian, V.; Cho, G. Scalability of Roll-to-Roll Gravure-Printed Electrodes on Plastic Foils. IEEE Trans. Electron. Packag. Manuf. 2010, 33, 275–283. [Google Scholar] [CrossRef]
- Bundgaard, E.; Krebs, F.C. Low band gap polymers for organic photovoltaics. Sol. Energy Mater. Sol. Cells. 2007, 91, 954–985. [Google Scholar] [CrossRef]
- Jørgensen, M.; Norrman, K.; Krebs, F.C. Stability/degradation of polymer solar cells. Sol. Energy Mater. Sol. Cells. 2008, 92, 686–714. [Google Scholar] [CrossRef]
- Jacobson, J.; Comiskey, B.; Albert, J. Microencapsulated electrophoretic display. U.S. Patents US5961804 A, 5 October 1999. [Google Scholar]
- Kim, C.A.; Myoung, H.J.; Kang, S.-Y.; Chung, H.-S.; Kim, G.H.; Ahn, S.D.; You, I.-K.; Oh, J.; Baek, K.H.; Soo, K. Towards a Colored Electronic Paper through a Fabrication of Color Microencapsulated Electrophoretic Display Panel. In Proceedings of Imid/Idmc 2006: The 6th International Meeting on Information Display/the 5th International Display Manufacturing Conference, Digest of Technical Papers, Daegu, Korea, 22–25 August 2006; pp. 1415–1418.
- Krebs, F.C.; Tromholt, T.; Jørgensen, M. Upscaling of polymer solar cell fabrication using full roll-to-roll processing. Nanoscale 2010, 2, 873–886. [Google Scholar] [CrossRef] [PubMed]
- Lin, X.; Ling, T.; Subbaraman, H.; Zhang, X.; Byun, K.; Guo, L.J.; Chen, R.T. Ultraviolet imprinting and aligned ink-jet printing for multilayer patterning of electro-optic polymer modulators. Opt. Lett. 2013, 38, 1597–1599. [Google Scholar] [CrossRef] [PubMed]
- Lin, X.; Ling, T.; Subbaraman, H.; Guo, L.J.; Chen, R.T. Printable thermo-optic polymer switches utilizing imprinting and ink-jet printing. Opt. Express 2013, 21, 2110–2117. [Google Scholar] [CrossRef] [PubMed]
- Subbaraman, H.; Pham, D.T.; Xu, X.; Chen, M.Y.; Hosseini, A.; Lu, X.; Chen, R.T. Ink-Jet Printed Two Dimensional Phased-Array Antenna on a Flexible Substrate. IEEE Antennas Wirel. Propag. Lett. 2013, 2, 170–173. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, X.; Subbaraman, H.; Pan, Z.; Hosseini, A.; Longe, C.; Kubena, K.; Schleicher, P.; Foster, P.; Brickey, S.; Chen, R.T. Towards Realizing High-Throughput, Roll-to-Roll Manufacturing of Flexible Electronic Systems. Electronics 2014, 3, 624-635. https://doi.org/10.3390/electronics3040624
Lin X, Subbaraman H, Pan Z, Hosseini A, Longe C, Kubena K, Schleicher P, Foster P, Brickey S, Chen RT. Towards Realizing High-Throughput, Roll-to-Roll Manufacturing of Flexible Electronic Systems. Electronics. 2014; 3(4):624-635. https://doi.org/10.3390/electronics3040624
Chicago/Turabian StyleLin, Xiaohui, Harish Subbaraman, Zeyu Pan, Amir Hosseini, Chris Longe, Klay Kubena, Paul Schleicher, Phillip Foster, Sean Brickey, and Ray T. Chen. 2014. "Towards Realizing High-Throughput, Roll-to-Roll Manufacturing of Flexible Electronic Systems" Electronics 3, no. 4: 624-635. https://doi.org/10.3390/electronics3040624