1. Introduction
With the advent of the Industry 4.0 revolution, conventional manufacturing systems have transformed into smart factories. Companies are attempting to integrate Industry 4.0 technologies into their production lines to remain competitive in demanding market needs [
1,
2]. Robotic systems are essential parts of smart factories since they can perform a wide range of different tasks in volatile environments [
3]. Robotic systems are capable of executing multiple tasks, relieving humans from repetitive, tiring, boring, and dangerous work. In the manufacturing domain, robots are used for pick and place applications, materials handling, drilling, palletizing, welding, painting, assembly processes, and more [
4]. Since robotic systems are integral parts of industries, high reliability is a prerequisite. However, robot reliability remains a popular topic in the industry since robotic systems are complex and consist of several components. Nowadays, the need for reliable and safe robots is more important than ever since the current generation of robots is collaborative and coexists with humans. For industries equipped with robots, safety is also a critical issue since several accidents have been reported at workstations with robots, and some of them were deadly. However, it should be pointed out that the major cause of these accidents was human error rather than robot malfunction [
5]. Additionally, the author in [
5] points out that the topic of robot reliability is strongly related to the reliability of its components. Robots suffer from low reliability because their equipment, such as motors, sensors, wiring, and end-effectors, is prone to wear and tear. The configuration of the robots and the type of connection between the components that constitute a robotic system have a huge impact on its reliability. According to studies, DELTA and SCARA robots are more reliable compared to other articulated robots since they consist of fewer links and joints that are connected serially. In reliability modeling, for systems that consist of components that are serially connected, the failure of a component will cause the failure of the whole system. On the other hand, parallel connections demonstrate redundancy, and the failure of one component will not cause the failure of the whole system. The same research work declares that the lifespan of a typical industrial robot is about 10–15 years due to the deterioration of its main mechanical components. As a result, it becomes apparent that by analyzing, assessing, and seeking ways to optimize the reliability of the robotic components, the reliability of the whole robotic system can be improved.
In scientific research, there are plenty of works around the reliability assessment of robots. In addition, different reliability modeling methods for robots are presented in [
6]. Detailed fault tree analysis (FTA) and reliability block diagram (RBD) models of a robotic system are provided to analyze and assess the robot’s reliability. The authors highlight the capabilities of FTA in finding the root causes of failures and the logical failure path that will lead to the system’s failure. The most common traditional reliability assessment techniques are discussed along with their key differences, and a network reduction method of a spot-welding robotic cell’s RBD is provided. RBD has widely been used in the literature to analyze and assess the reliability of systems [
7].
Engineers are always concerned about the reliability of their machines and are constantly seeking ways to optimize them. This concern has become more significant in recent years due to the high complexity of modern manufacturing systems, which results in an increase in failure modes. Reliability is considered a significant performance indicator of manufacturing systems [
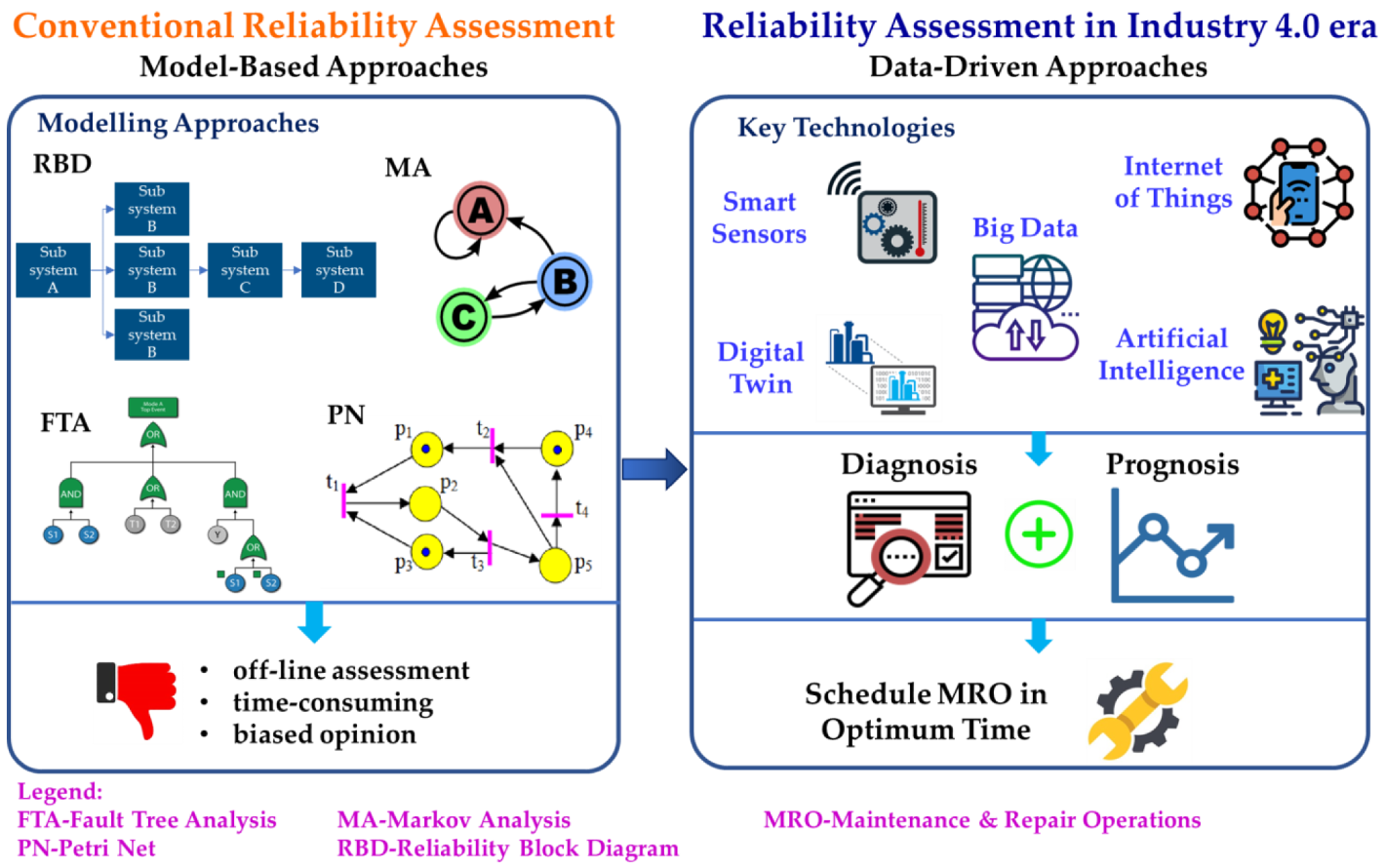
8]. The emergence of cutting-edge technologies such as the industrial internet of things (IIoT), smart sensors, big data, digital twin (DT), cyber-physical systems (CPS), cloud computing (CC), artificial intelligence (AI), and so on, has changed the way reliability is assessed. With the DT concept, a twin of the physical system can be constructed, and its condition can be monitored and assessed. DT is considered an optimization tool for the reliability of manufacturing systems. The reliability modeling approaches that have been widely used so far are considered obsolete and ineffective for capturing and analyzing the complexity of today’s manufacturing systems. Traditional reliability assessment methods are based on probabilistic theory and expert opinions, which make the reliability assessment less accurate. For complex systems like robotic systems, which consist of several interdependent components with different failure modes, it is challenging to comprehend and extract reliable mathematical models. Additionally, these methods are conducted offline, which does not give the ability to assess the reliability of robots in real time. For this reason, engineers are moving toward data-driven approaches and artificial intelligence (AI) techniques for reliability assessment, leveraging the huge amount of condition monitoring data produced every day [
9].
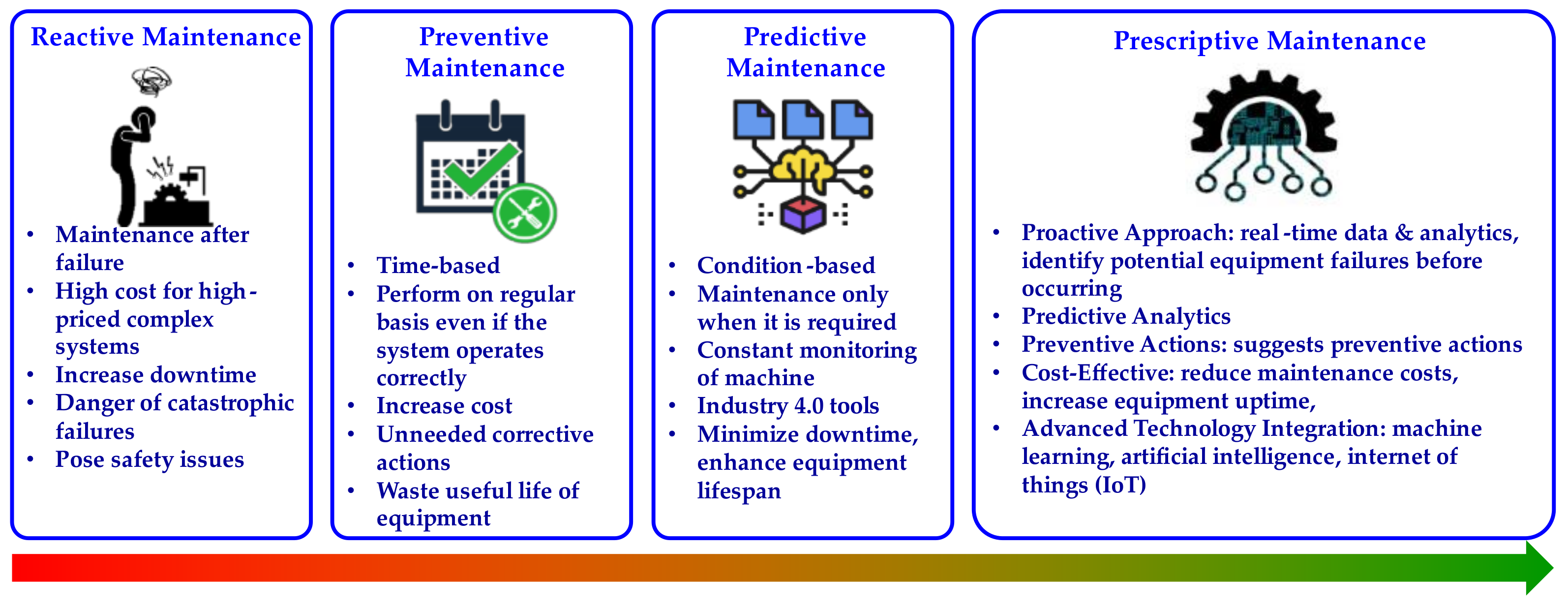
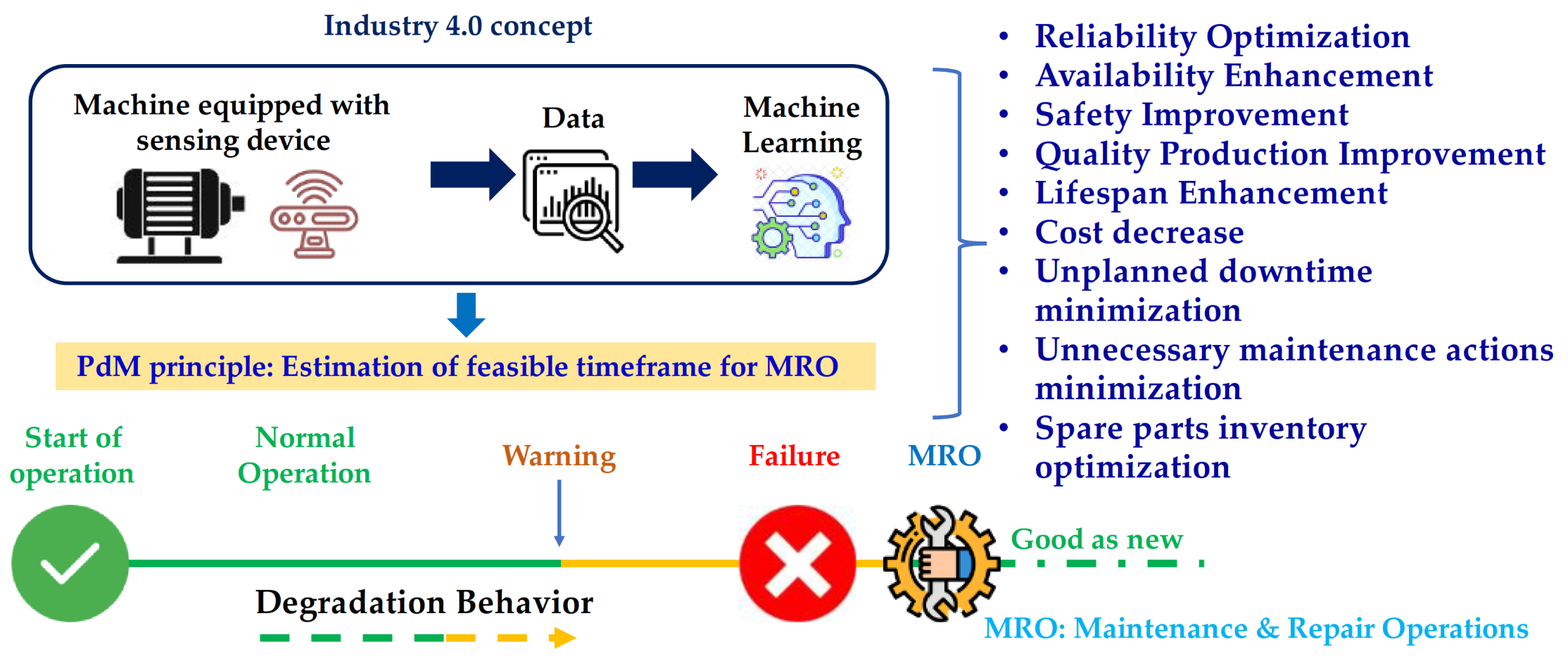
The term “reliability” is highly associated with “maintainability”. Proper maintenance will result in higher machine reliability. In an effort to become smarter, engineers are now shifting their focus from failure prevention to failure prediction [
10]. PdM is a promising approach that leverages Industry 4.0 tools and technologies with the aim of predicting failures before they occur [
11]. The PdM domain is gaining a lot of attention from industries since, according to Reference [
12], applying PdM can increase production by 25–35%, reduce maintenance costs by 25–35%, eliminate breakdowns by 70–75%, and reduce breakdown time by 35–45%. Similarly, the author in [
5] suggests periodic maintenance to prevent robotic failures and achieve higher reliability of robotic systems. In Reference [
13], the authors highlight the importance of PdM since it offers the longest life and highest reliability of equipment. Next, the authors in [
14] suggest a data-driven PdM approach for reliability assessment and improvement due to simplifications and assumptions taken into account during the modeling of the robotic cell, such as the selection of the exponential distribution as the reliability function and the constant failure rate.
1.1. Aim of Research Work
The aim of this research work is to improve the reliability of a robot by improving firstly the reliability of its critical component. The bearings of stepper motors are selected as the critical components. This paper presents the predictive maintenance approach that is based on a supervised machine learning algorithm with the aim to detect and classify the faulty behavior of the bearing. The steps that are conducted during a predictive maintenance approach are specific and should be executed with the right sequence. However, most of the steps are executed considering the kind of data in which we are interested. In order to conduct a reliable predictive maintenance approach, the data should be prepared and preprocessed suitably in order to be able to extract features from them. This preparation of data is different every time and depends on the kind of data. After, the feature selection should be performed, which is a challenging issue. It is difficult to know which features are capable of adequately differentiating the data. Time-domain or/and frequency domain features can be used. The feature that will be used is not the same every time, and it depends on the system that is under study and the type of data that has been collected from it. For instance, according to the literature, the selection of the proper ML model is a difficult process. By the time current robotic systems are complex and composed of multiple components with different failure rates, one way to improve the reliability of the whole system is to first improve the reliability of its critical components. This can be accomplished by studying the reliability parameters of the critical components. Specifically, reliability can be optimized by increasing the mean time between failures (MTBF) and/or decreasing the mean time to repair (MTTR) of the critical component. Therefore, it becomes apparent that detecting faulty behavior and predicting the time to failure of the critical component is crucial.
1.2. Contribution of Research Work
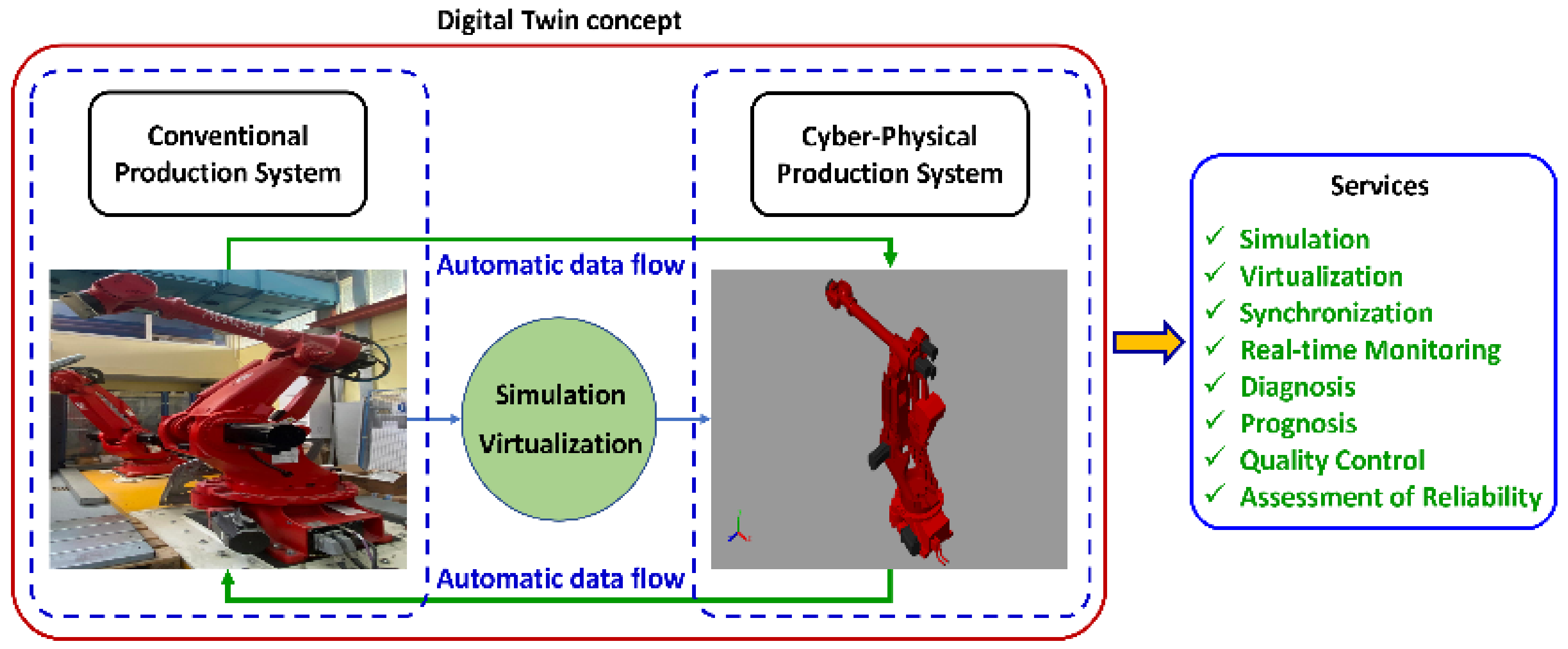
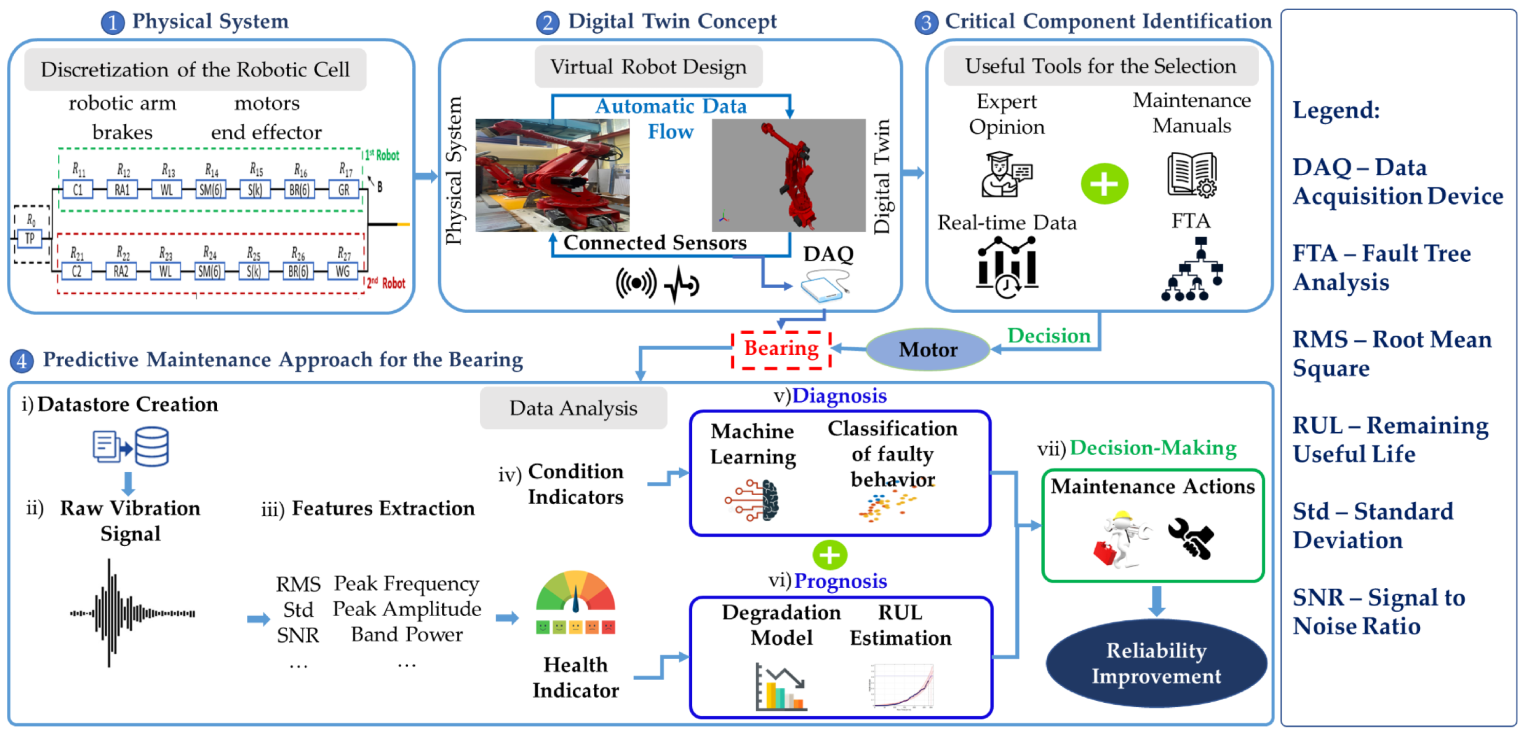
The contribution of this research is to present a novel approach based on Industry 4.0 technologies in order to optimize the reliability of industrial robotic manipulators, based on the combination of digital twin (DT), and predictive maintenance (PdM) is presented. Concretely, the DT is proposed as a method to optimize the reliability of a robotic cell by the real-time monitoring of the robot due to embedded sensors and IoT. The starter steps for constructing a DT of the robot are provided. The digital model of the robot is modeled and simulated in MATLAB. This research is based on the principle that the reliability of the robot is based on the reliability of its components. Thus, a PdM approach is presented to detect and classify the faulty behavior of the critical component, and a framework for estimating its remaining useful life (RUL) is presented. With PdM, the right time to conduct maintenance can be determined, saving the company unnecessary maintenance costs. The digital twin (DT) of the robotic cell will be used for monitoring the status of the cell and its components. When coupled with the developed machine learning algorithms, more accurate predictions of the remaining useful life (RUL) of the robots’ components are feasible. Concretely, the implementation of the digital twin creates added value for the existing robotic cell in several ways, as explained in the following paragraphs. The digital twin of the robotic cell is accessible remotely, thus enabling engineers to monitor and make any adjustments to the robotic arms’ operation remotely. Specifically, the robotic arms, which have been modeled in the case study presented in this manuscript, are installed in a caged robotic cell, which handles heavy and bulky automotive components. Consequently, remote monitoring and control are safer for human operators/engineers. By monitoring the digital twin, it is possible to detect when the robotic arm requires maintenance before it breaks down. This can help to reduce repair costs and minimize unnecessary downtime.
Beyond the key contributions of the digital twin presented in the previous paragraph, additional functionalities are foreseen, such as virtual testing, for simulating and testing changes in the operation of the robotic cell. This can facilitate the identification of potential malfunctions and by extension optimize the cell’s performance before making any alterations to the physical installation. In the context of virtual experimentation, the proposed digital twin framework can be utilized for training purposes. Concretely, new human operators and engineers can be trained in a plethora of scenarios, which by extension helps in reducing the risk of accidents. In
Figure 1, the primary services of the DT are depicted.
The remainder of the paper is organized as follows. In
Section 2, the state of the art is presented. In
Section 3, the system architecture and the predictive maintenance flowchart are provided, and in
Section 4, the case study is presented. In
Section 5, the implementation is made, and in
Section 6, the results are discussed. Finally, in
Section 7, the research work is concluded, and future work is pinpointed.
4. Industrial Case Study
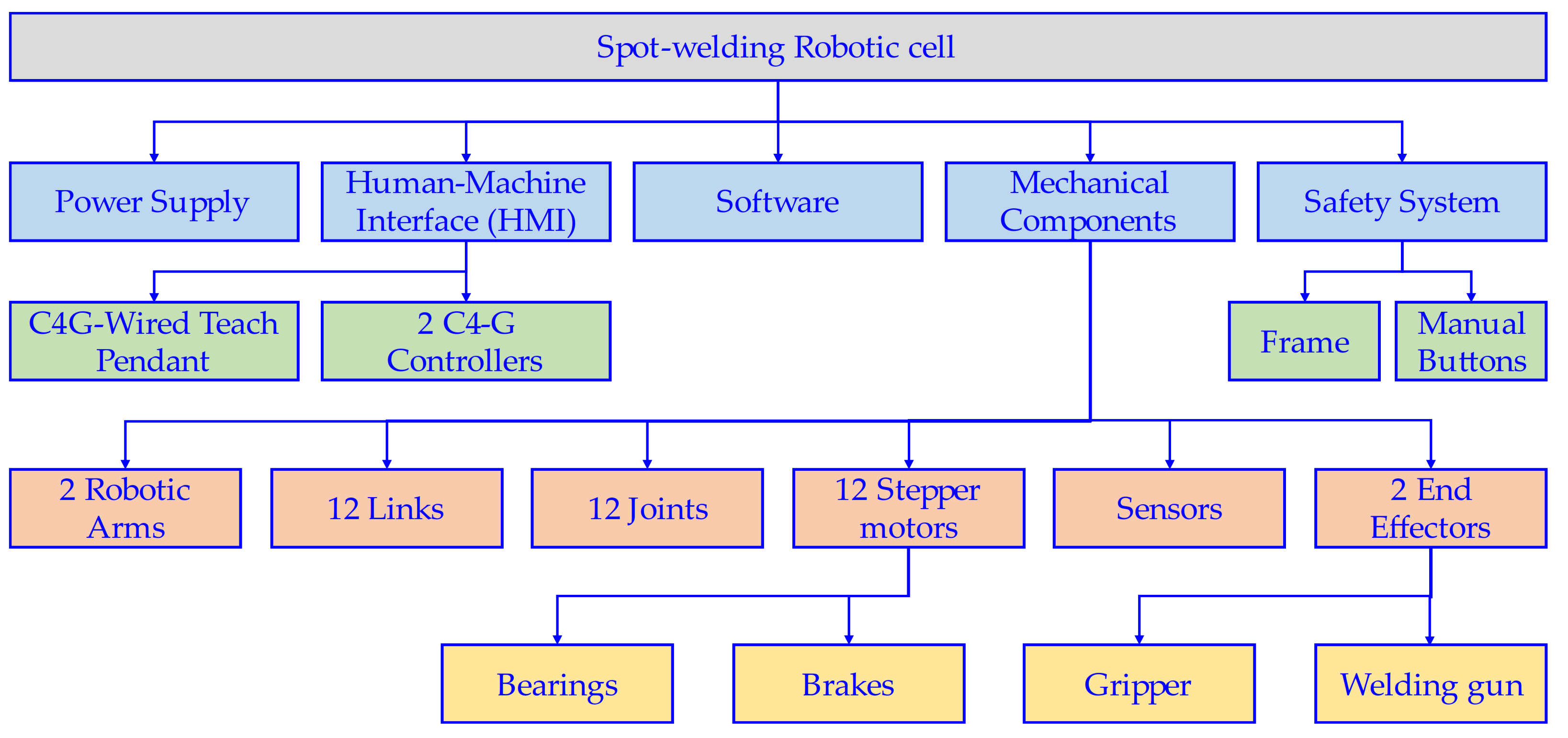
The spot-welding robotic cell was discretized into its main modules, and a network reduction method of its RBD is made in order to transform the original complex system into a simple equivalent one and to extract the generalized mathematical equation that describes the reliability of the entire robotic cell. However, assumptions and simplifications in the construction of the robotic cell’s RBD make the reliability assessment less accurate. Consequently, a DT concept is proposed along with a component-oriented PdM framework aiming to assess and improve the reliability of the robotic cell. The investigated robotic cell performs spot welding in metal sheets for the automotive industry. Robots are widely used for welding processes due to their accuracy and repeatability. Furthermore, welding operations require more strict security and safety precautions for human welders, thus constituting robotic welders more suitable. The failure of one component may lead to the collapse of an entire system. Therefore, in
Figure 10, the discretization of the spot-welding robotic cell is illustrated.
Power supply, human–machine interface (HMI), software, mechanical components, and safety systems are the main modules comprising the robotic cell. The operator interacts with the robotic cell via the wired C4G teach pendant that communicates the commands to the robots’ controllers. The robotic cell consists of 2 identical COMAU NJ-370-3.0 robots. One robot serves as a handler, and the second robot performs the welding operation. The two robots should operate and communicate correctly together in order to perform the welding operation efficiently and up to the quality standard set by the manufacturer. Each robot consists of 6 links, 6 joints, 6 stepper motors, sensors, 1 end effector, and 1 dedicated controller. The robotic cell is bounded by fences, and it is equipped with manual safety buttons for terminating the welding operation. In reliability modeling, the reliability of a system that consists of several components being connected serially or parallel is described by the following generalized reliability equations for series and parallel connections, respectively:
The development of the FTA of the robotic cell is performed in order to identify the causes of failures and the failure logical paths. Concretely, the factors that may cause a failure event can be examined with the FTA method. Combinations of faults are represented at each tree level with the utilization of logical operators such as “AND”, “OR”, and “EVENT” [
22]. The generalized equations for the FTA modeling for “AND” and “OR” gates, respectively, are as follows:
where
is the occurrence of the “
AND” gates output fault event
X,
n is the number of independent input-fault events, and
P(
) is the probability of the event
. Similarly,
is the occurrence of the “
OR” gates output fault event
X. In
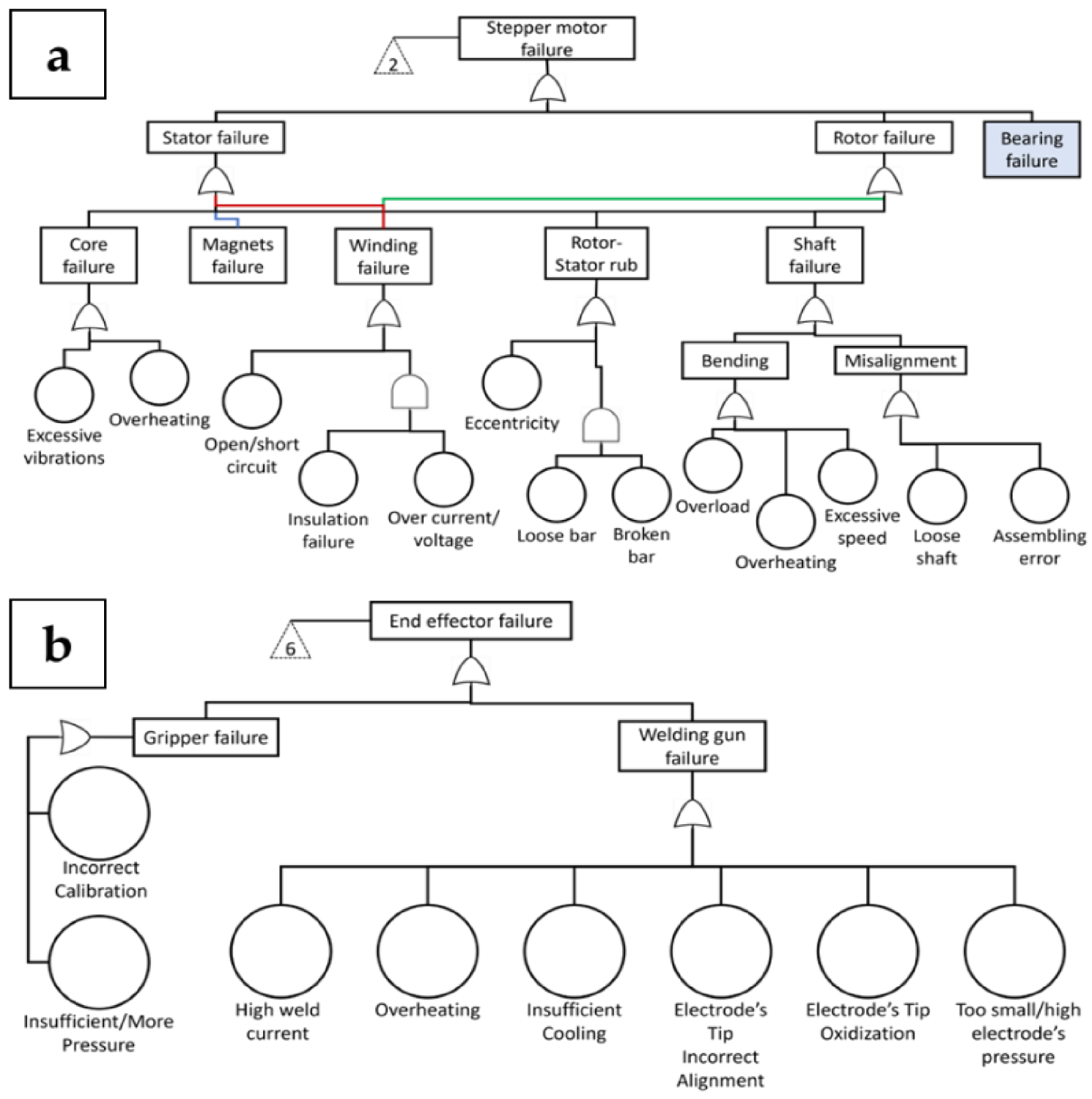
Figure 11, the FTA of the spot-welding robotic cell is illustrated.
The top event of the FTA is the failure in welding. The basic fault event corresponds to a fault that does not require any further development, and an intermediate event corresponds to a fault that occurred because of the logical combinations of other events further down the tree [
45]. However, FTA is an ineffective reliability modeling approach for modern systems. More specifically, the FTA method is based on domain experts’ opinions and on the domain knowledge of the system, which creates a bottleneck as it is challenging to comprehend the root causes of the system’s failure. Therefore the robotic cell’s digital twin and predictive maintenance framework is implemented in conjunction with the FTA.
One way to improve the reliability of a robotic cell is to constantly monitor and control its health status. This can be accomplished by constructing a digital counterpart of the robotic cell’s main module, which is the robot. For this reason, the modeling and simulation of the SMART NJ-370-3.0 robot is made. With simulation, what-if scenarios can be tested without disturbing the physical system.
In order to improve the reliability of the robotic system, we are based on the principle that the reliability of a robot is based on the reliability of its components. Concretely, each robotic arm is considered. For this reason, a component-oriented predictive maintenance approach is developed with the scope to firstly improve the reliability of the critical component and by extension the reliability of the whole robotic system. As mentioned before, we are currently working on the establishment of a connection platform between the physical and the virtual robot. For this reason, a publicly available dataset was used for this paper.
In order to select the critical component, the discretization of the robotic system was made, and the main parts were found. A robotic system is composed of several components that should operate correctly in order to ensure a reliable robotic process. The main mechanical components of a robotic system are the controller, the robotic manipulator, the motors, the sensors, the brakes, and the end-effectors. The motors are essential parts of the robotic systems since they are the equipment that feed with power the joints. For this reason, in order to develop a predictive maintenance approach, the stepper motors are selected as the critical components, and since a lot of malfunctions of the motors are a result of bearings’ malfunctions, a publicly available R2F (run-to-failure) experiment of bearings was used. In
Figure 12, the construction of the FTA (fault tree analysis) for the main components of the robotic system is presented with the aim to justify the selection of the stepper motors as critical components.
As depicted, the FTA of the motor is more complicated with different interdependent failure modes. For this reason, the stepper motor is selected as the critical component
From the above figure, it becomes apparent that a motor may fail due to stator failure or rotor failure, or bearing failure. Several publications found that their main focus was the condition monitoring of bearings as they are representative components of any rotating machine, such as motors. For instance, Yang et al. in 2022 [
46] highlighted that rolling bearings constitute components that are used extensively in rotating machines, and they are one of the most fault-prone components. In the research work of Lessmeier et al. in 2016 [
47], it is mentioned that 40–70% of motor failures are a result of bearing failures that caused increased downtime and financial losses. Similarly, Toma et al. in 2020 [
48] highlighted that motor failures can be categorized into four groups: stator, rotor, bearing faults, and other faults. According to research that was conducted by the General Electric Co. and IEEE-IGA, the most common cause of motor failures is bearing failures (more than 40%).
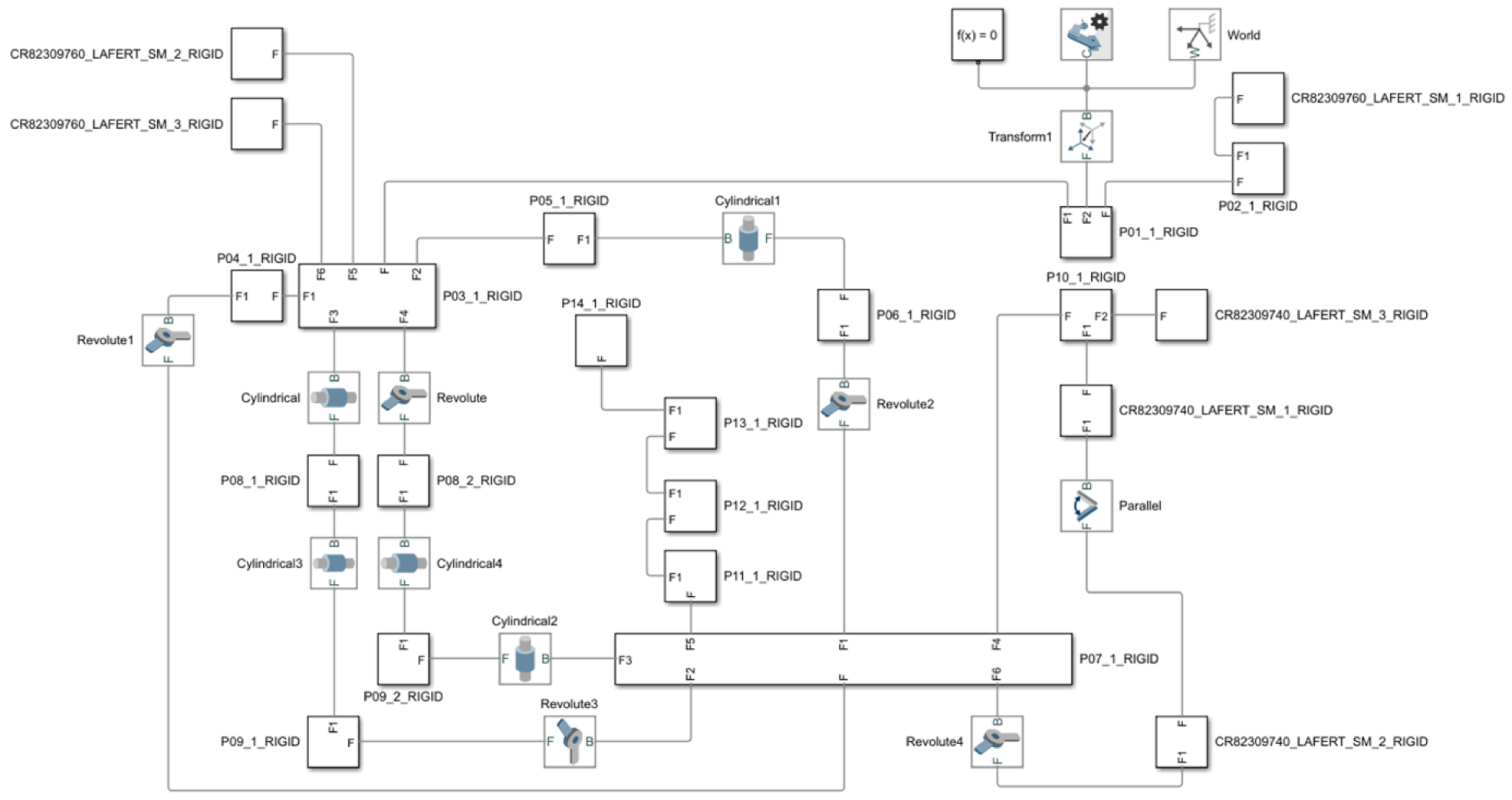
In
Figure 13, the blocks of the simulated SMART NJ-370-3.0 robot in the Simscape Multibody environment are depicted. The Simscape Multibody software uses function blocks for the representation of the robot’s components. The blocks represent rigid bodies, joints, and transform. The transform block defines a fixed 3-D rigid transformation between two frames. The blocks of the rigid bodies consist of several sub-blocks. Different types of joints are depicted such as cylindrical, revolute, and parallel, which determine the connection and motion between the rigid bodies.
The next step is to process the dataset that will be used for the component-oriented PdM approach. The NASA Bearing Dataset will be used, which was generated by the NSF I/UCR Center for Intelligent Maintenance Systems. This dataset comprises three sub-datasets with R2F experiments. The dataset includes data for four force-lubricated bearings. The dataset consists of 984 CSV (comma-separated value) files that include vibration signal measurements. The file recording interval was set to 10 min. Each file consists of 20,480 data entries, which corresponds to a sampling rate of 20 kHz. Data were recorded for a time horizon of 7 days. In order to collect the required data, an experimental setup including an AC motor coupled to a shaft via a ribbed belt was used. The AC motor was adjusted to run at a constant angular speed of 2000 RPM (revolutions per minute). Furthermore, a spring mechanism was used in order to apply a radial load of 27 kN to the shaft and bearing. Regarding the sensing equipment, a PCB 353B33 High Sensitivity Quartz ICP accelerometer was installed on the bearing housing in conjunction with a NI DAQCard 6062E.
5. System Implementation
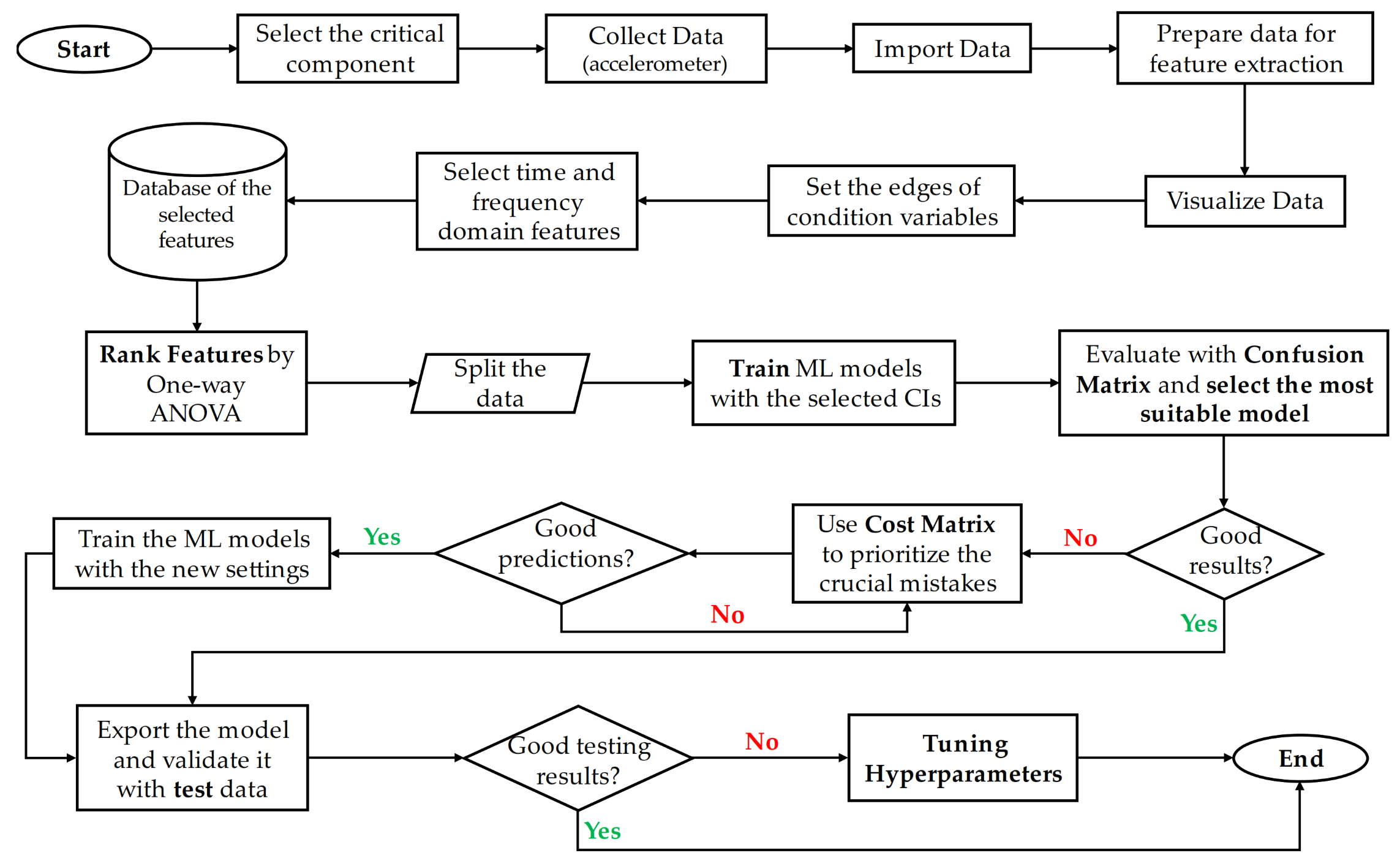
A component-oriented PdM approach focusing on the detection and classification of faulty behavior of the critical components of the robotic cell as presented in the previous paragraphs has been designed and developed. In order to complete the development of the proposed method, the training of an ML algorithm is required. Thus, a supervised ML model will be developed. MATLAB is used for the analysis of the data and for the training of the ML model. In this research work, the Diagnostic Feature Designer and the Classification Learner Apps are used. The corresponding pseudocode for the supervised ML problem is as follows:
START
IMPORT VIBRATION DATA
CREATE tabular datastore ds
IMPORT CSV files to ds
ReadSize ds.ReadSize = ‘file’
NbrFiles = 984
PREPROCESS AND PREPARE DATA
Load dataset into a pandas dataframe
Drop columns not relevant to vibration data
Create new column and combine X and Y accelerometer readings
Resample the data at a fixed frequency of 100 ms
Calculate the rolling_mean = sum(values[-window_size:])/window_size
Calculate standard deviation rolling_std = values[-window_size:].std()
Remove rows with missing values
Export new dataset as a CSV file
END
CALL datetime
Time = datetime(FileNames, “day/month/year hour:minutes:seconds”)
CREATE timetable
timetable(Time, dataBearing1)
PLOT (timetable)
FUNCTION Data_Labeling
SET label edges
Edges = [“2004.02.12.10.32.39”, “2004.02.17.00.00.00”, “2004.02.19.00.00.00”, “2004.02.19.06.22.39”]
CALL datetime
EdgesDateTime = datetime(Edges, “day/month/year hour:minutes:seconds”)
SET data labels LABELS = {‘Good’, ‘Alert’, ‘Urgent’}
CREATE new column in timetable
newTimetable = timetable(Time, dataBearing1, HealthStatus)
END
FUNCTION Feature_Extraction
INPUT data to Diagnostic Designer App
SELECT time and frequency-domain features
RANK features with one-way ANOVA
IMPORT features in datastore
Features = readall(Features)
END
FUNCTION Data_Split
SPLIT 75% of data TO train & 25% TO test
Float percentageTest = 0.25
CALL randperm
RandomNbrFiles = randperm(984)
GET trainData & testData
ML TRAINING AND TESTING
Import trainData
Train all the available ML models
Select ML model with highest accuracy
Evaluate the performance of the model with the confusion matrix
IF training process is adequate THEN
Export the model and validate it with the test data
ELSE
use cost matrix to prioritize the serious mistakes
END_IF
IF (training adequate) THEN
EXPORT the model and validate it with test data
ELSE
use cost matrix with new settings
END
IF testing results are adequate THEN
END Training process
ELSE
RETRAIN model with new hyperparameters
END
IF testing results are adequate THEN
Finish the process
ELSE
Select new features and REPEAT training
END
END
In order to model the virtual robotic cell, the CAD files of the robot have been processed via the educational version of Solidworks 2022 [
49]. Further to that, the Simscape Multibody Link Plugin has been enabled within the Solidworks environment, which enables the export of the robot’s assembly directly to the Simscape Multibody. Simscape Multibody is a useful tool of MATLAB for modeling multi-object systems [
50].
Since there are 984 CSV files of vibration records, the construction of a tabular datastore is necessary to read and process the vibration data that are located on different files on the disk. Each time, specified data files can be retrieved from the datastore. The next step of the PdM approach is the preprocessing and preparation of data for feature extraction. In this step, all the data points of each file, i.e., the 20,480 data points of each file, are positioned into a cell. This process is applied to all 984 files.
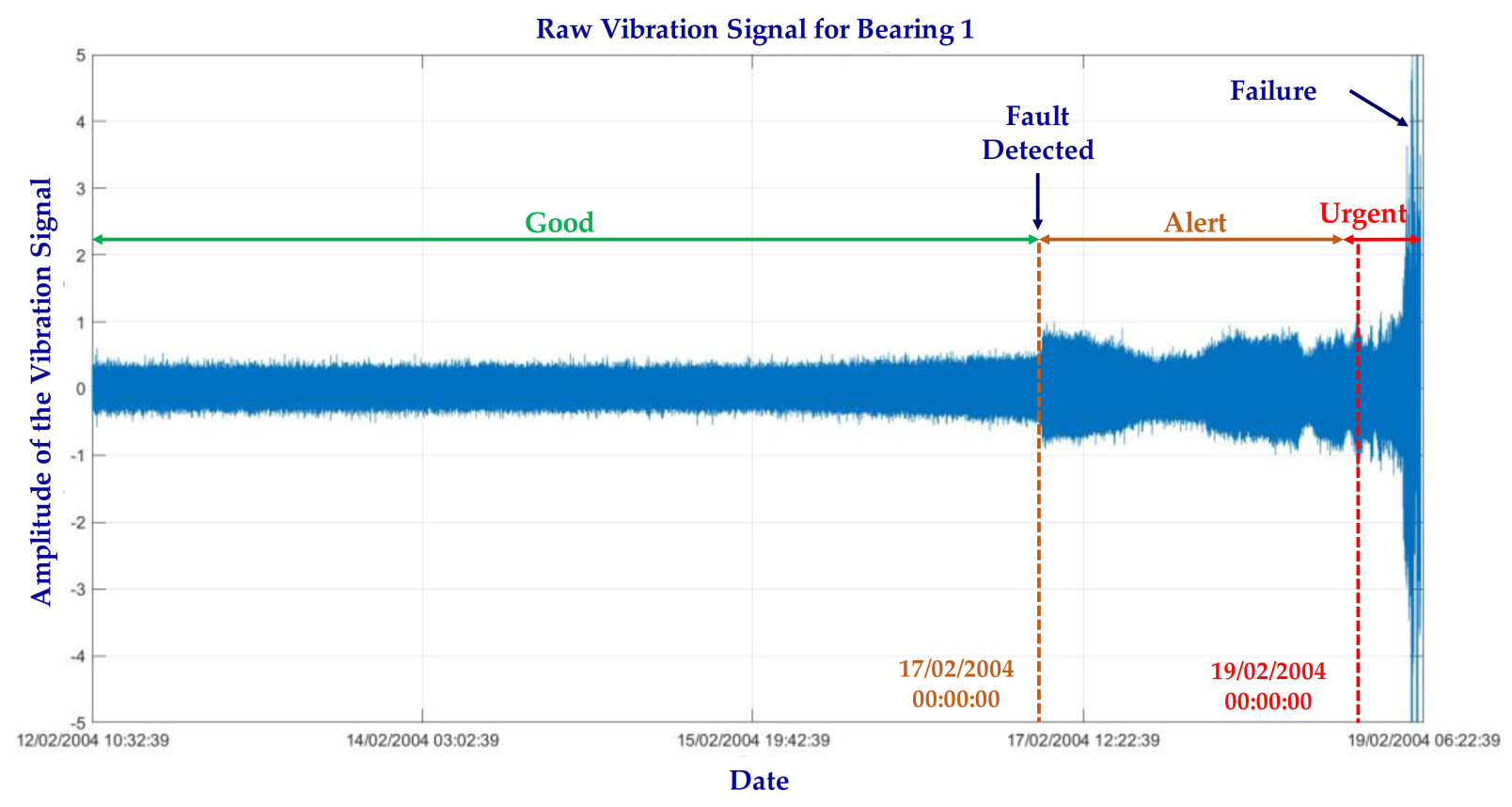
The plot of the raw vibration signal is necessary as the visualization of the signal enables the determination of the edges in order to classify the data. The vibration signal was recorded from 12 February 2004 10:32:39 until 19 February 2004 06:22:39, and it includes run-to-failure data. As depicted in
Figure 14, a deterioration trend is presented in the vibration data as the bearing reaches close to the failure. Considering the visualization of the signal, the data are classified into three categories: (i) Good data, (ii) Alert data, and (iii) Urgent data. “Good data” are represented with green color, “Alert data” with yellow color, and “Urgent data” with red color.
Depending on the visualization of the signal, a new timetable is constructed with an additional column that represents the components’ health status based on the classification of the data. Since the vibration data has been preprocessed, the next step of the PdM approach is the feature extraction. The Diagnostic Feature Designer App is used for this scope. This app provides the necessary automated functionalities for feature extraction from datasets based on three key domains, namely (i) time domain, (ii) frequency domain, and (iii) time/frequency domain. Because the selected critical component is a rotating component and its data are periodic, it is necessary to also extract frequency domain features to give us more insight. In
Table 2, the time-domain, and frequency domain features, which are available from this app, are presented.
Only useful and distinctive features should be used as inputs to the ML algorithms. For this reason, the features should be ranked, and only these features that adequately differentiate the data should be used. In this research, a supervised ranking technique, the one way ANOVA (analysis of variance) will be used as a ranking method for determining which features are suitable for predicting better condition variables. One way ANOVA determines whether the dependent variable, which is the vibration data, changes in relation to the level of the independent variable (time). CIs are the features that can be extracted from the system’s data whose behavior changes in a predictable way as the system degrades or operates in different operating modes. A useful CI groups similar data points together and separates those that have different behavior. In
Table 3, the ranking process of the time domain and frequency domain features is presented.
There are 984 CSV files of data: 75% of them are used for training and 25% for testing. In addition, to ensure that the data will be selected randomly, the randperm command of MATLAB is utilized. The selection of features is a challenging issue, and it is not an answer to the question of how many features are adequate for ML training. Generally speaking, the more you feed the ML model with features, the more accurate the result will be. However, useless features may harm the response of the model. Considering the results of the one way ANOVA, the best five ranked features will be used. However, because the features SINAD and SNR display similar behavior, only one of them is selected. The same is observed for the RMS and Std features. Selecting features that have similar behavior may harm the ML model. Thus, the selected features that will be the inputs to the ML models are the following: SNR, RMS, Peak Frequency 1, Shape Factor, and Band Power. The Classification Learner app will be used for ML training, and various classifiers will be used as it is impossible to know in advance which model is suitable to classify the data. After the training of the ML models, the medium Gaussian SVM is selected as the best model, since it presents the highest accuracy (98.24%).
The confusion matrix is a visual evaluation tool that is used in supervised ML problems to assess the performance of classifiers [
50]. It displays the various ways in which the classification model is confused when making predictions. A confusion matrix has two dimensions: the vertical represents the actual class of the data, and the horizontal represents the class that the classifier predicts [
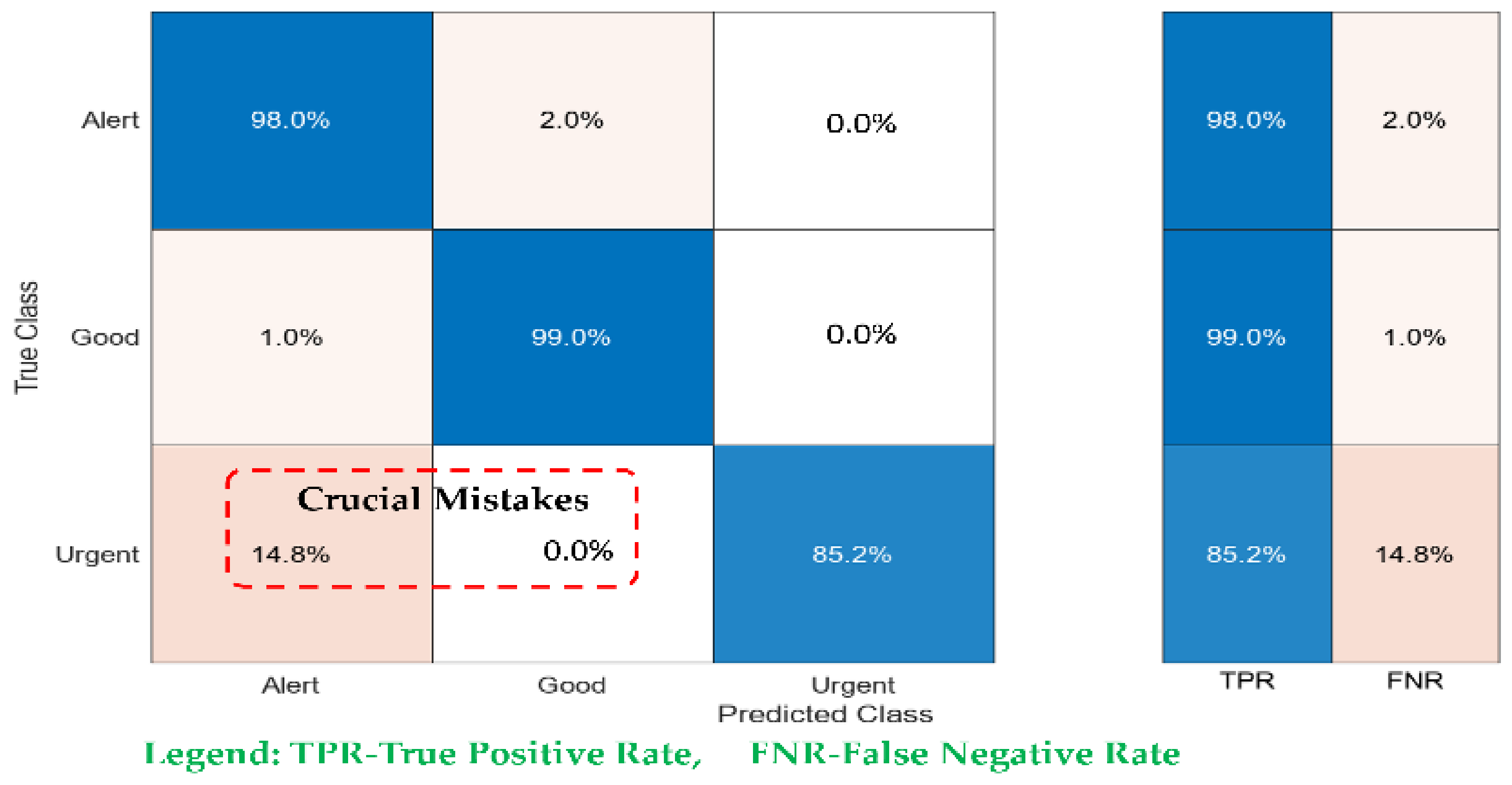
51]. In the main diagonal cells, the percentages of how many times the ML model correctly predicts the class of data are illustrated, whereas in the other cells, the percentages of how many times the ML model makes mistakes when it comes to predicting the class of data are presented. In
Figure 15, the confusion matrix of the medium Gaussian SVM model is illustrated along with the statistical measures.
It can be observed that the SVM model is capable of correctly predicting “good” data at a rate of 99%, “alert” data at a rate of 98%, and “urgent” data at a rate of 85.2%. Consequently, the rates of wrong predictions are 1.0%, 2.0%, and 14.8%, respectively. The percentages of correct predictions of “good” and “alert” data are adequate. On the other hand, the percentage of the correct prediction of “urgent” data is considered inadequate. It is important to mention that when conducting PdM techniques, some mistakes are more crucial and important than others. The two cells that are highlighted are defined as the most crucial mistakes that the model makes. The most crucial mistake is when the response of the model is that “urgent” data are considered “good” data. It can be observed also that the probability of the SVM predicting “urgent” data as “good” is zero, which is as desired. However, 14.8 times SVM considers “urgent” data as “alert” data. This mistake should be minimized, and the probability that the SVM correctly predicts “urgent” data should be maximized. So, the selected model needs optimization. The cost matrix will be used as an optimization tool. It is a tool for reallocating the mistakes and minimizing specific types of classification errors in ML classification problems. Cost matrices are employed to selectively reduce classification errors that are associated with detrimental consequences for the system [
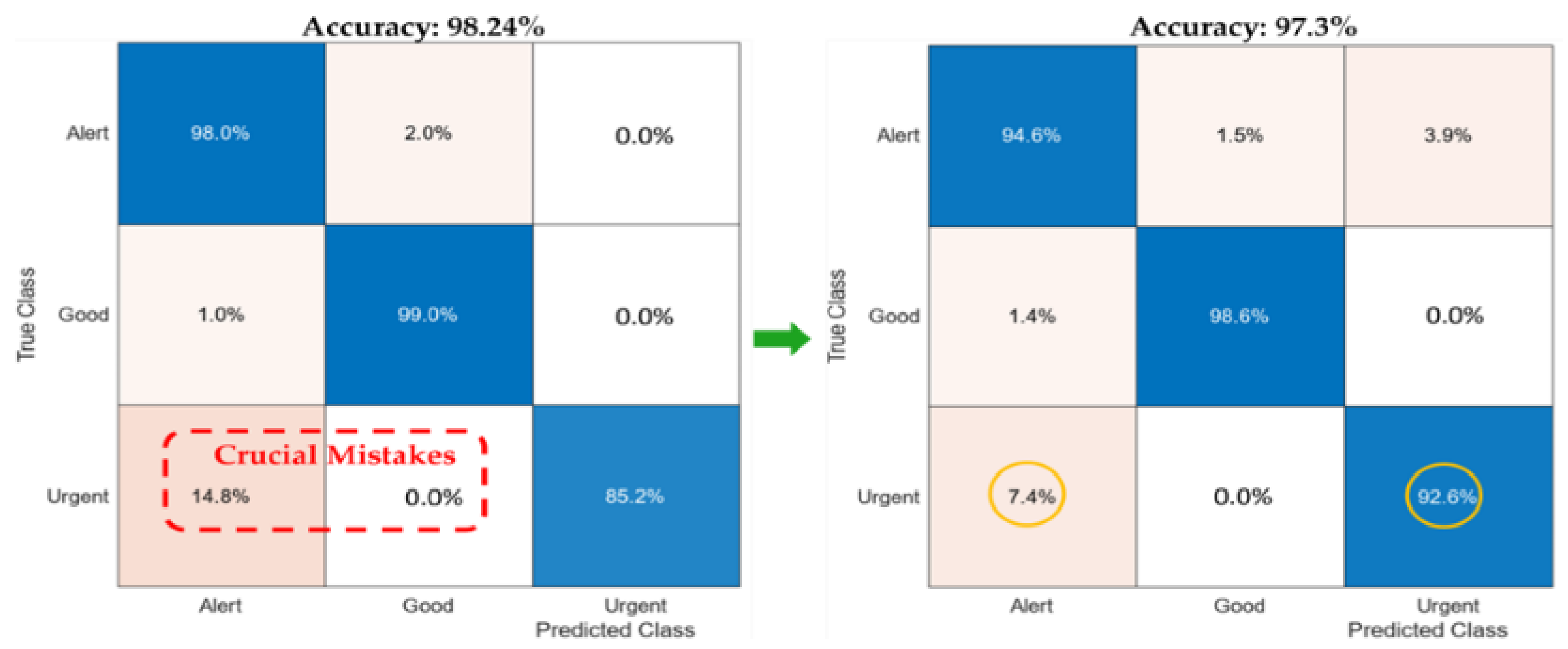
51]. The confusion matrix considers that all the different mistakes are equally important, which is not true for most manufacturing systems. It has default settings that determine that all misclassifications have the same cost. In our case, it is extremely important to correctly detect “urgent” data in order to ensure that the robotic cell will not stop operating. The probability that “urgent” data will be correctly predicted should be prioritized against the probability that “alert” and “good” data will be correctly predicted. A trial and error method is applied in order to find the suitable costs of the pinpointed cells. Since the suitable costs are found, this new model is retrained. In
Figure 16, the confusion matrix of the modified SVM model (right confusion matrix) is illustrated side by side with the SVM model without modifications in the settings of the cost matrix (left confusion matrix) in order to make the comparison.
From
Figure 17, it can be observed that the accuracy of the modified SVM model is 97.3%. It is still a good accuracy as it is a little less than before, which was 98.2%. In the left confusion matrix, the important mistakes are circled. The modified model predicts 92.6 of times correctly “urgent” and only 7.4 of times predict “urgent” data as “alert” data. With the new settings, the percentage of predicting “urgent” data as “alert” decreased to half.
However, there is a trade off, as the probability of predicting “alert” data as “urgent” data is now 3.9% compared to previously when it was 0%. However, this mistake does not affect the reliability of our model much. In case we want to further optimize the performance of our model, this can be achieved by fine tuning the model’s hyperparameters.
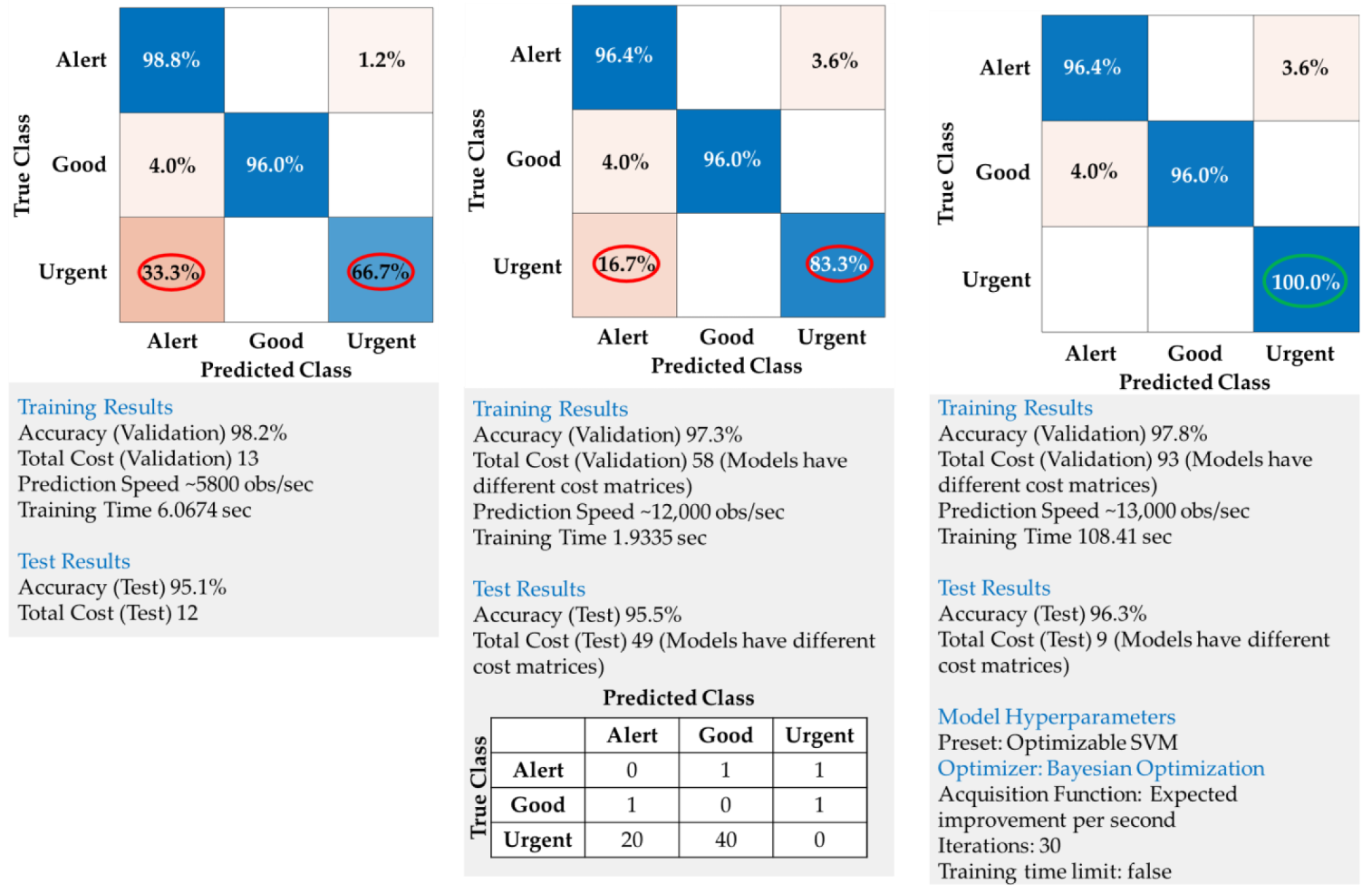
Hyperparameters can strongly affect the performance of ML algorithms. Instead of manually selecting hyperparameter options, the Classification Learner app automates this process by trying different combinations of hyperparameter values for a given ML model type. The goal of optimization is to find the set of hyperparameter values that minimize the classification error. The app offers three different optimization methods to perform hyperparameter tuning, and the Bayesian optimization method is used for this research. More specifically, in the left confusion matrix, the original testing results are illustrated; in the middle confusion matrix, the training results after the deployment of the cost matrix is presented; and in the right confusion matrix, the testing results after the deployment of the cost matrix and the fine tuning of hyperparameters are depicted. The optimizable hyperparameters of this ML model are the following: (i) Kernel function, (ii) Box constraint level, (iii) Kernel scale, (iv) Multiclass method, and (v) Standardize data.
Therefore, it can be observed that the goal of the PdM approach has been achieved. Concretely, the tested ML model correctly predicts (100%) “urgent” data and 96% and 96.4% of the time correctly predicts “good” and “alert” data, respectively. The classification of “urgent” data has been optimized, and the results for the classification for “good” and “alert” data are adequate.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}