
FPGA-Flux Proprietary System for Online Detection of Outer Race Faults in Bearings

 , and
, and 
Abstract
:1. Introduction
2. Theoretical Foundations
2.1. Failures in Rolling Bearings
2.2. Statistical Features
2.3. Proprietary Board Based on a Field Programmable Gate Array
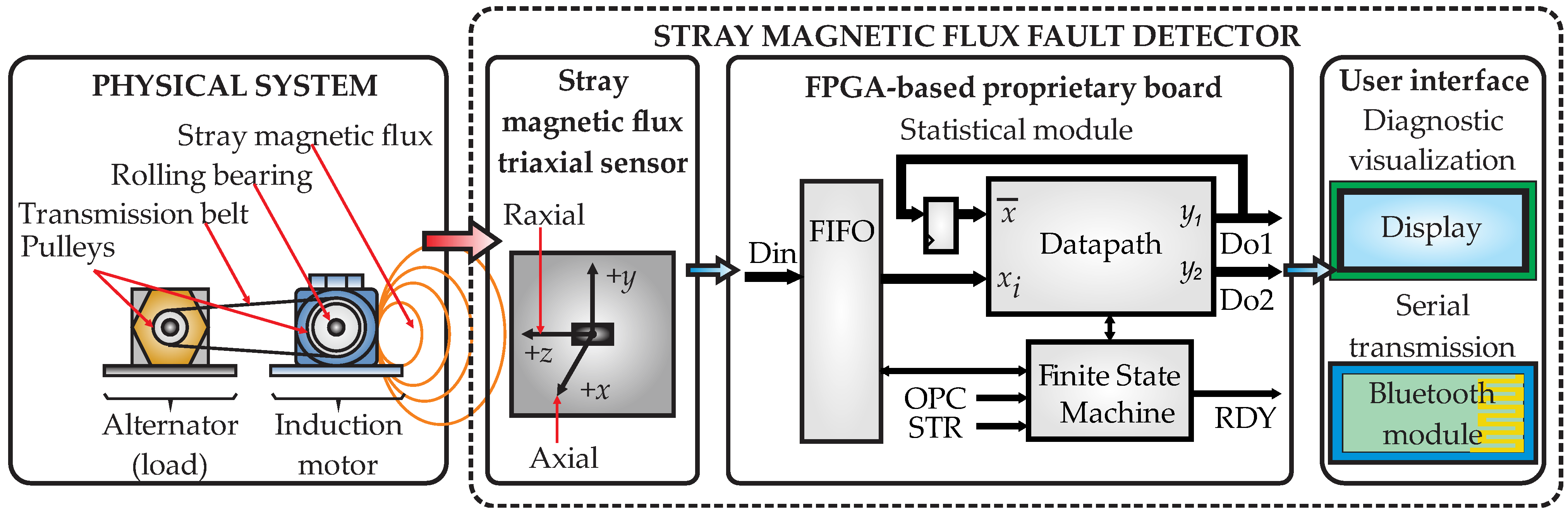
3. Proposed Fault Detector Based on FPGA and Stray Flux Applied on Bearings
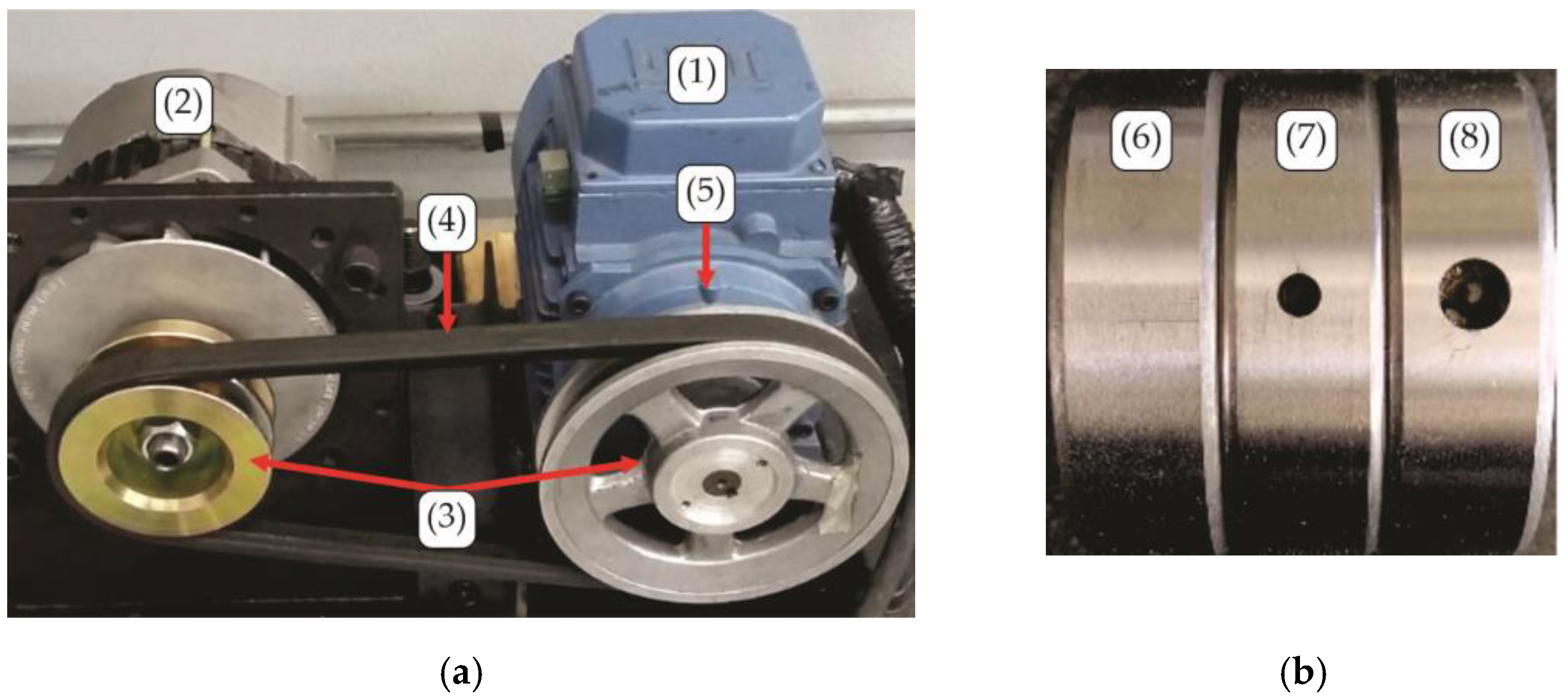
3.1. Physical System
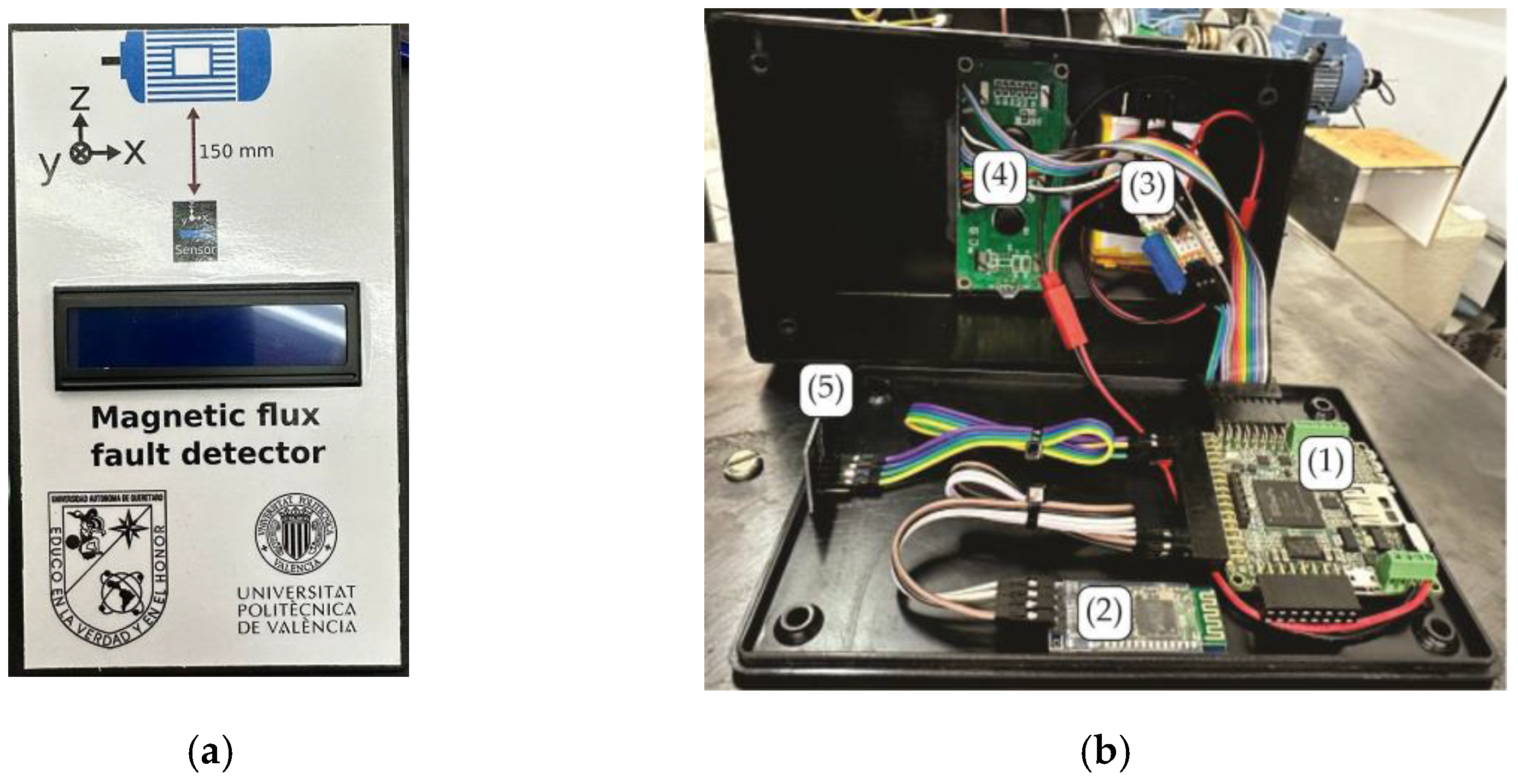
3.2. Stray Magnetic Flux Fault Detector
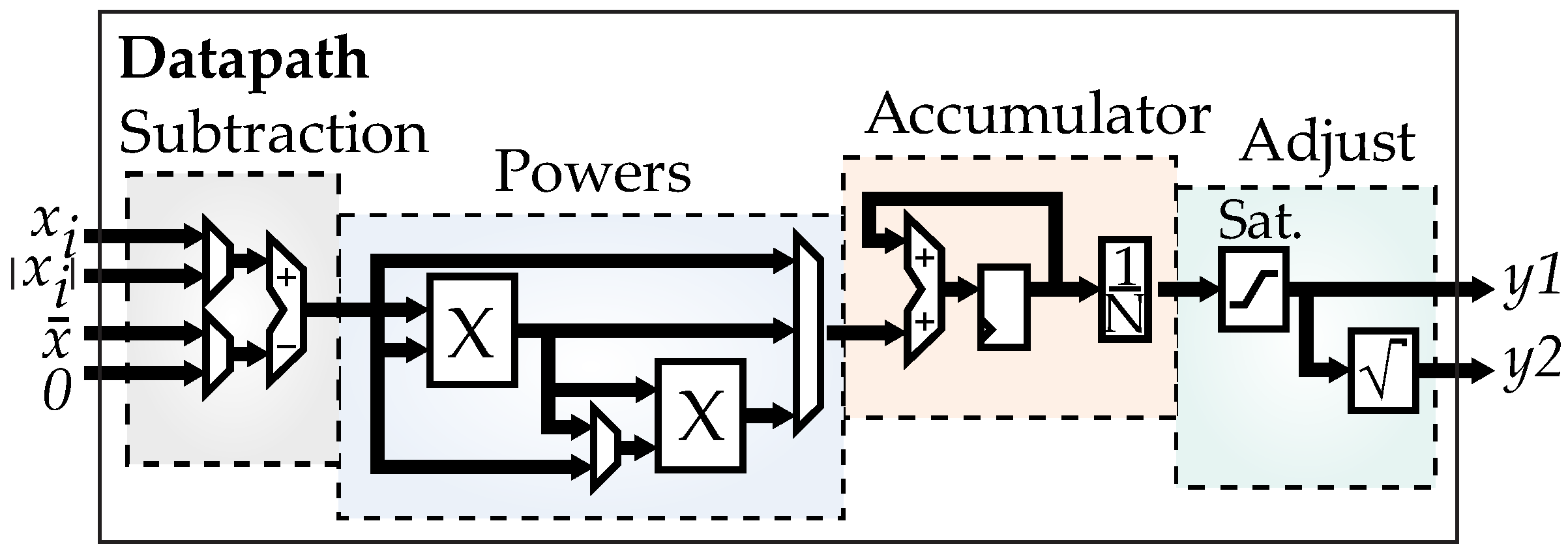
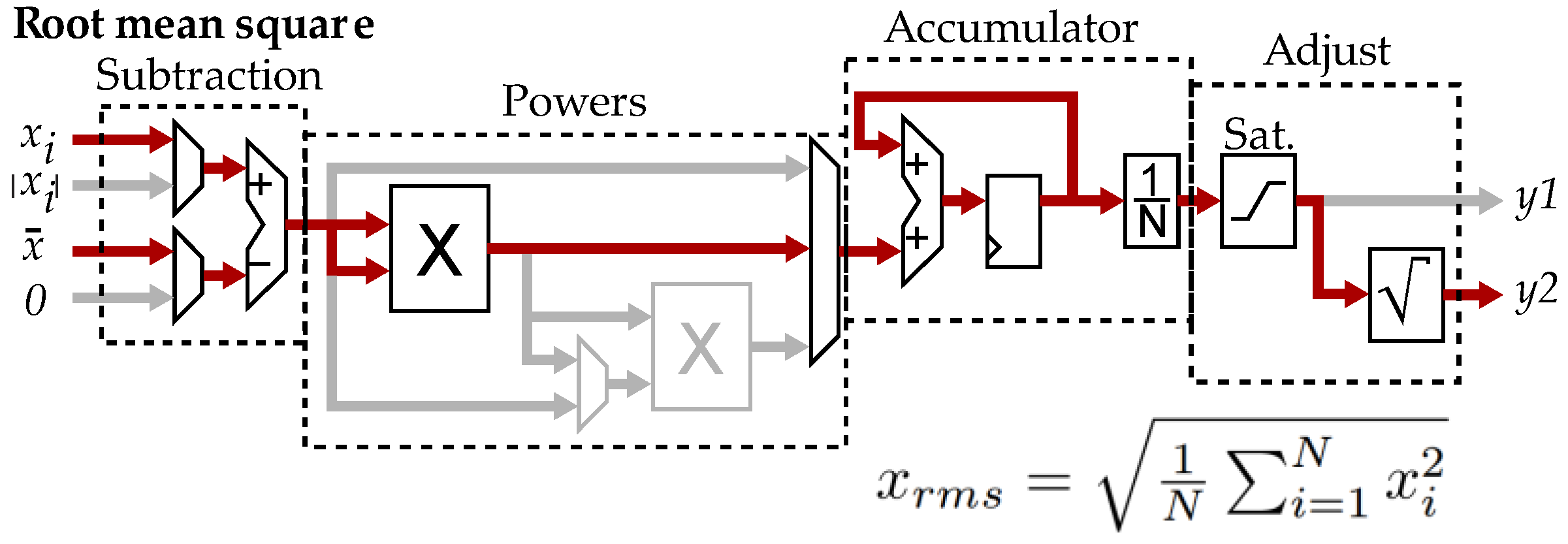
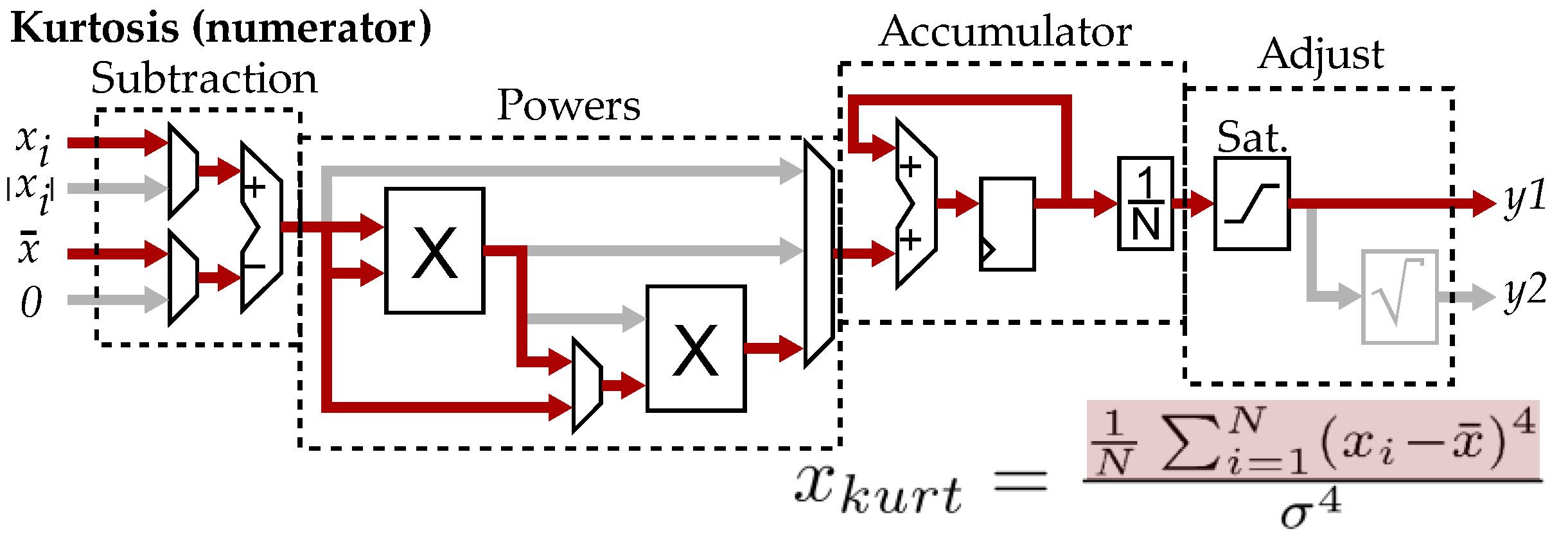
3.3. Statistical Module Implemented into the FPGA-Based Proprietary Board
3.4. User Interface
4. Results and Discussion
4.1. Experimental Setup
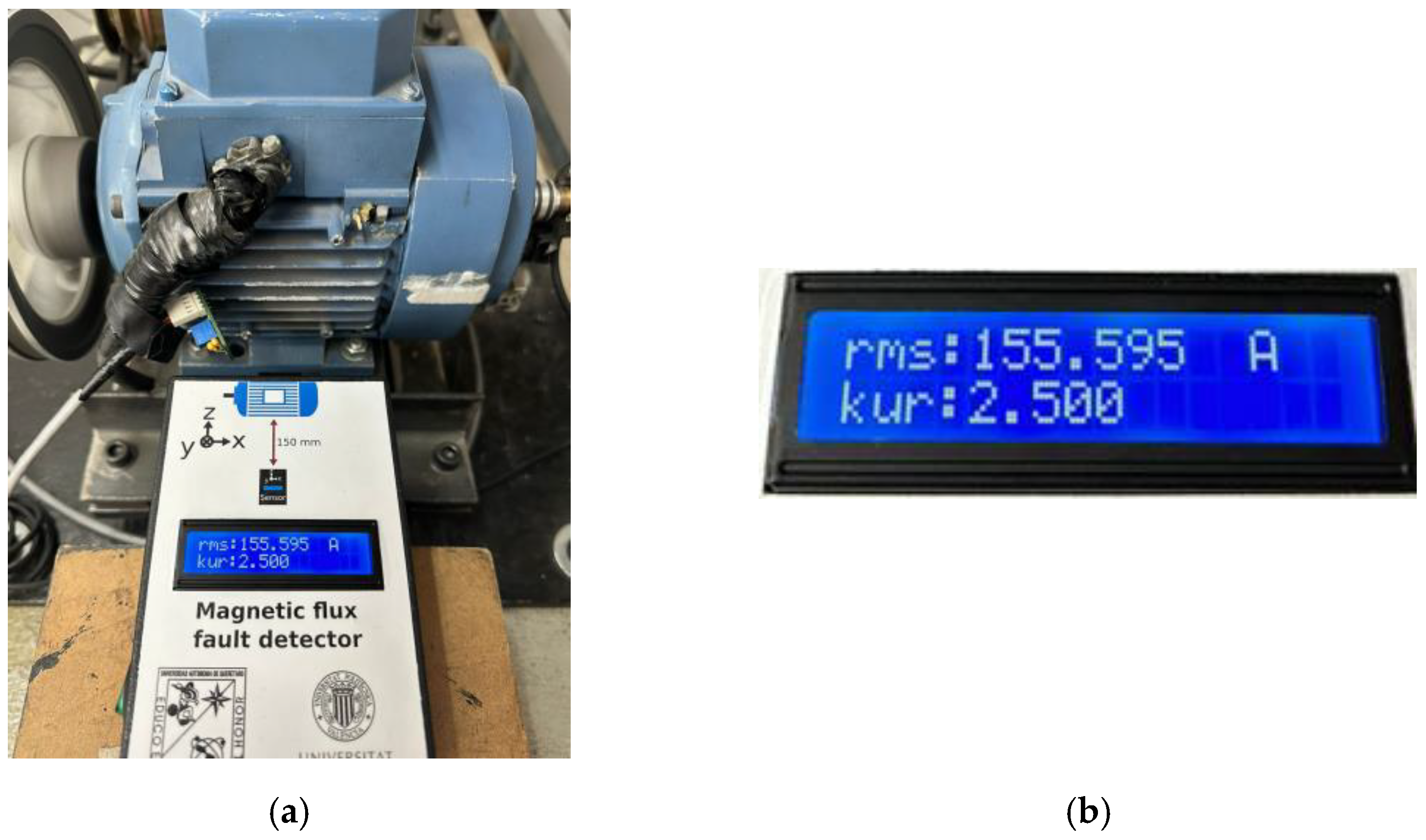
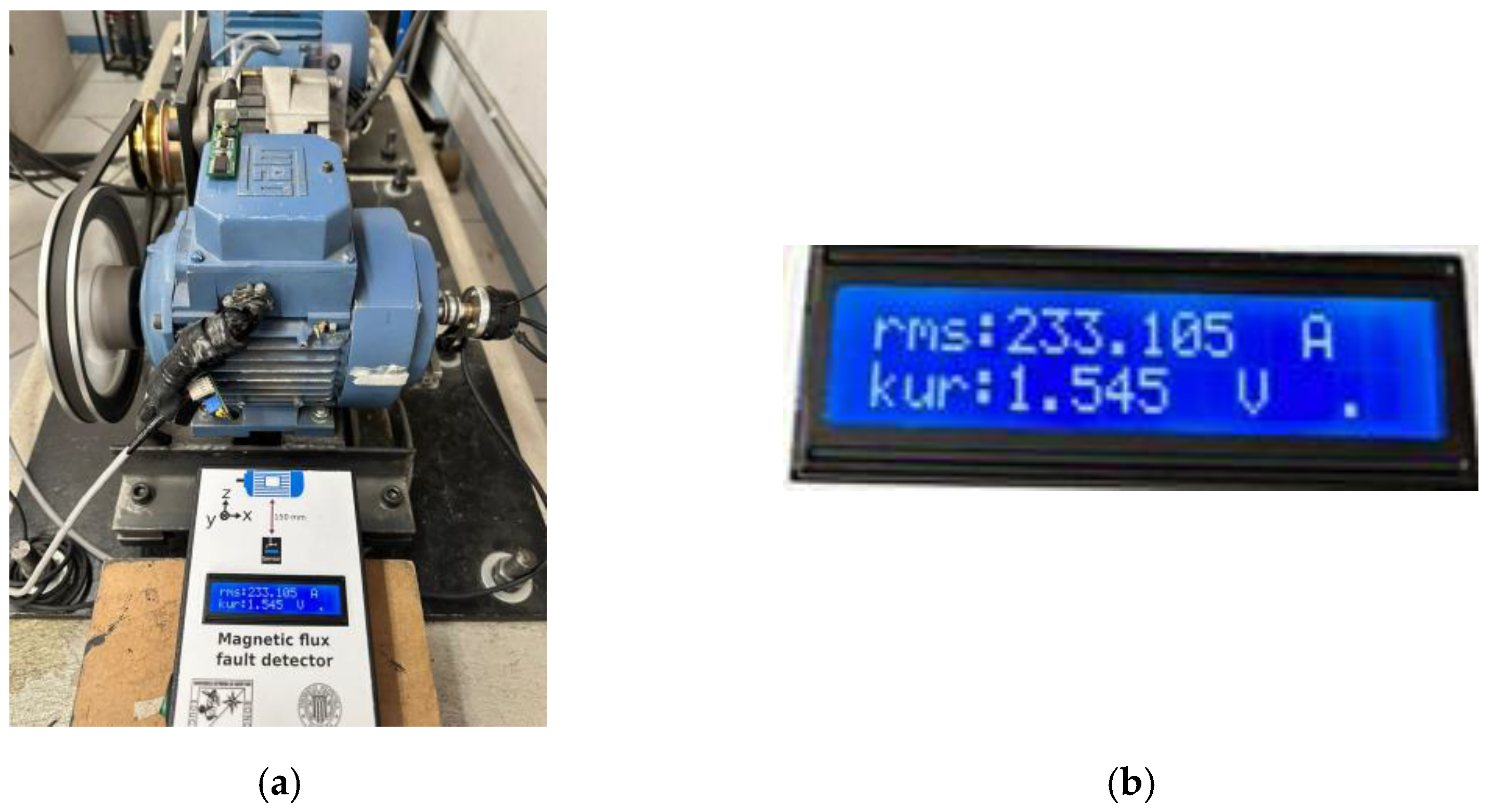
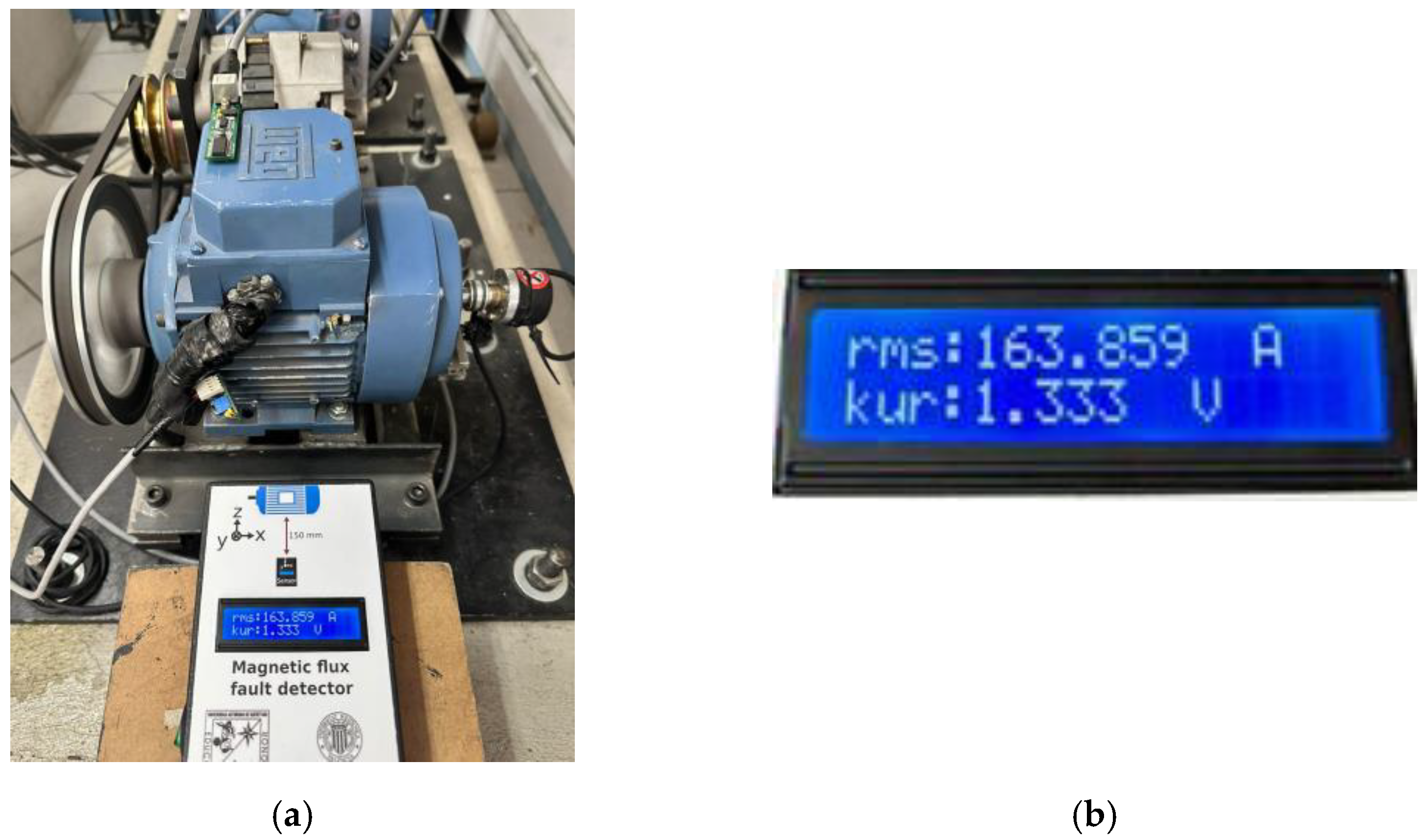
4.2. Stray Magnetic Flux Fault Detector
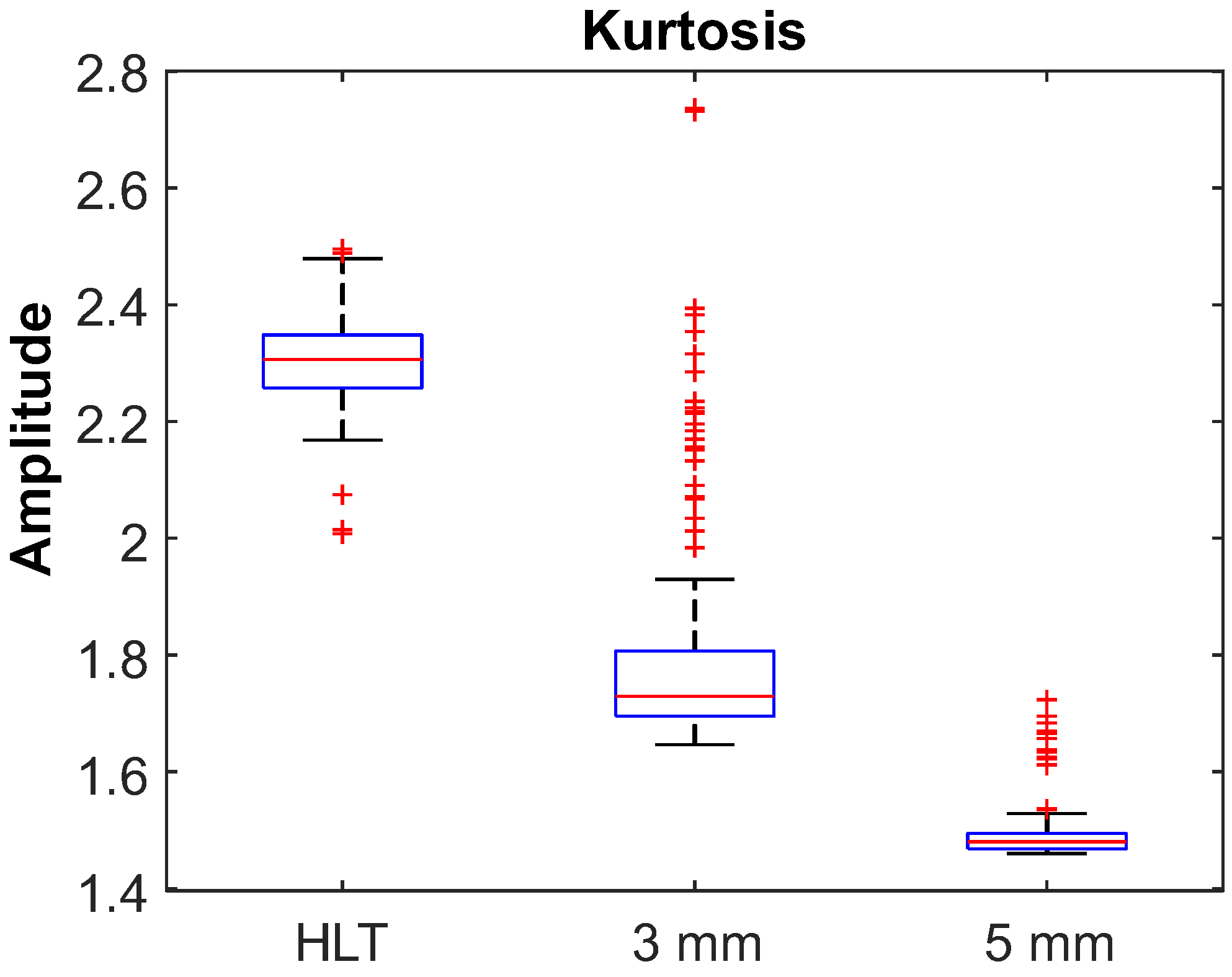
4.3. Results of the Fault Diagnosis through the SMFFD
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Melo, A.; Câmara, M.M.; Clavijo, N.; Pinto, J.C. Open Benchmarks for Assessment of Process Monitoring and Fault Diagnosis Techniques: A Review and Critical Analysis. Comput. Chem. Eng. 2022, 165, 107964. [Google Scholar] [CrossRef]
- Tidriri, K.; Chatti, N.; Verron, S.; Tiplica, T. Bridging Data-Driven and Model-Based Approaches for Process Fault Diagnosis and Health Monitoring: A Review of Researches and Future Challenges. Annu. Rev. Control 2016, 42, 63–81. [Google Scholar] [CrossRef]
- Geng, S.; Wang, X. Predictive Maintenance Scheduling for Multiple Power Equipment Based on Data-Driven Fault Prediction. Comput. Ind. Eng. 2022, 164, 107898. [Google Scholar] [CrossRef]
- Entezami, M.; Hillmansen, S.; Weston, P.; Papaelias, M.P. Fault Detection and Diagnosis within a Wind Turbine Mechanical Braking System Using Condition Monitoring. Renew. Energy 2012, 47, 175–182. [Google Scholar] [CrossRef]
- Cheshmeh, Z.A.; Bigverdi, Z.; Eqbalpour, M.; Kowsari, E.; Ramakrishna, S.; Gheibi, M. A Comprehensive Review of Used Electrical and Electronic Equipment Management with a Focus on the Circular Economy-Based Policy-Making. J. Clean. Prod. 2023, 389, 136132. [Google Scholar] [CrossRef]
- Dong, L.; Liu, S.; Zhang, H. A Method of Anomaly Detection and Fault Diagnosis with Online Adaptive Learning under Small Training Samples. Pattern Recognit. 2017, 64, 374–385. [Google Scholar] [CrossRef]
- Seera, M.; Lim, C.P.; Ishak, D.; Singh, H. Offline and Online Fault Detection and Diagnosis of Induction Motors Using a Hybrid Soft Computing Model. Appl. Soft Comput. 2013, 13, 4493–4507. [Google Scholar] [CrossRef]
- Hajoary, P.K. Industry 4.0 Maturity and Readiness- A Case of a Steel Manufacturing Organization. Procedia Comput. Sci. 2023, 217, 614–619. [Google Scholar] [CrossRef]
- Mykoniatis, K. A Real-Time Condition Monitoring and Maintenance Management System for Low Voltage Industrial Motors Using Internet-of-Things. Procedia Manuf. 2020, 42, 450–456. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Sadhu, P.K.; Basak, R.; Sanyal, A. Energy Efficient Design of Three Phase Induction Motor by Water Cycle Algorithm. Ain Shams Eng. J. 2020, 11, 1139–1147. [Google Scholar] [CrossRef]
- Boteler, R.; Malinowski, J. Review of Upcoming Changes to Global Motor Efficiency Regulations. In Proceedings of the Conference Record of 2009 Annual Pulp and Paper Industry Technical Conference, Birmingham, AL, USA, 21–26 June 2009; pp. 26–30. [Google Scholar]
- Gangsar, P.; Tiwari, R. Signal Based Condition Monitoring Techniques for Fault Detection and Diagnosis of Induction Motors: A State-of-the-Art Review. Mech. Syst. Signal Process. 2020, 144, 106908. [Google Scholar] [CrossRef]
- Hakim, M.; Omran, A.A.B.; Ahmed, A.N.; Al-Waily, M.; Abdellatif, A. A Systematic Review of Rolling Bearing Fault Diagnoses Based on Deep Learning and Transfer Learning: Taxonomy, Overview, Application, Open Challenges, Weaknesses and Recommendations. Ain Shams Eng. J. 2023, 14, 101945. [Google Scholar] [CrossRef]
- Kumar, P.; Kumar, P.; Hati, A.S.; Kim, H.S. Deep Transfer Learning Framework for Bearing Fault Detection in Motors. Mathematics 2022, 10, 4683. [Google Scholar] [CrossRef]
- Gao, Y.; Yu, D. Fault Diagnosis of Rolling Bearing Based on Laplacian Regularization. Appl. Soft Comput. 2021, 111, 107651. [Google Scholar] [CrossRef]
- Jayakanth, J.J.; Chandrasekaran, M.; Pugazhenthi, R. Impulse Excitation Analysis of Material Defects in Ball Bearing. Mater. Today Proc. 2021, 39, 717–724. [Google Scholar] [CrossRef]
- Wen, C.; Meng, X.; Fang, C.; Gu, J.; Xiao, L.; Jiang, S. Dynamic Behaviors of Angular Contact Ball Bearing with a Localized Surface Defect Considering the Influence of Cage and Oil Lubrication. Mech. Mach. Theory 2021, 162, 104352. [Google Scholar] [CrossRef]
- Saxena, M.; Bannet, O.O.; Gupta, M.; Rajoria, R.P. Bearing Fault Monitoring Using CWT Based Vibration Signature. Procedia Eng. 2016, 144, 234–241. [Google Scholar] [CrossRef]
- Del Rosario Bautista-Morales, M.; Patiño-López, L.D. Acoustic Detection of Bearing Faults through Fractional Harmonics Lock-in Amplification. Mech. Syst. Signal Process. 2023, 185, 109740. [Google Scholar] [CrossRef]
- Zhiyi, H.; Haidong, S.; Xiang, Z.; Yu, Y.; Junsheng, C. An Intelligent Fault Diagnosis Method for Rotor-Bearing System Using Small Labeled Infrared Thermal Images and Enhanced CNN Transferred from CAE. Adv. Eng. Inform. 2020, 46, 101150. [Google Scholar] [CrossRef]
- Zhang, J.; Sun, Y.; Guo, L.; Gao, H.; Hong, X.; Song, H. A New Bearing Fault Diagnosis Method Based on Modified Convolutional Neural Networks. Chin. J. Aeronaut. 2020, 33, 439–447. [Google Scholar] [CrossRef]
- Ruan, D.; Wang, J.; Yan, J.; Gühmann, C. CNN Parameter Design Based on Fault Signal Analysis and Its Application in Bearing Fault Diagnosis. Adv. Eng. Inform. 2023, 55, 101877. [Google Scholar] [CrossRef]
- An, Z.; Li, S.; Wang, J.; Jiang, X. A Novel Bearing Intelligent Fault Diagnosis Framework under Time-Varying Working Conditions Using Recurrent Neural Network. ISA Trans. 2020, 100, 155–170. [Google Scholar] [CrossRef] [PubMed]
- Luo, S.; Huang, X.; Wang, Y.; Luo, R.; Zhou, Q. Transfer Learning Based on Improved Stacked Autoencoder for Bearing Fault Diagnosis. Knowl.-Based Syst. 2022, 256, 109846. [Google Scholar] [CrossRef]
- Liu, S.; Jiang, H.; Wu, Z.; Li, X. Rolling Bearing Fault Diagnosis Using Variational Autoencoding Generative Adversarial Networks with Deep Regret Analysis. Measurement 2021, 168, 108371. [Google Scholar] [CrossRef]
- Kang, M.; Kim, J.; Kim, J.-M. An FPGA-Based Multicore System for Real-Time Bearing Fault Diagnosis Using Ultrasampling Rate AE Signals. IEEE Trans. Ind. Electron. 2015, 62, 2319–2329. [Google Scholar] [CrossRef]
- Magyari, A.; Chen, Y. Review of State-of-the-Art FPGA Applications in IoT Networks. Sensors 2022, 22, 7496. [Google Scholar] [CrossRef]
- Lopez-Ramirez, M.; Ledesma-Carrillo, L.M.; Rodriguez-Donate, C.; Miranda-Vidales, H.; Mata-Chavez, R.I.; Cabal-Yepez, E. FPGA-Based Online Voltage/Current Swell Segmentation and Measurement. Comput. Electr. Eng. 2023, 107, 108620. [Google Scholar] [CrossRef]
- Mitra, J.; Nayak, T.K. An FPGA-Based Phase Measurement System. IEEE Trans. Very Large Scale Integr. VLSI Syst. 2018, 26, 133–142. [Google Scholar] [CrossRef]
- Alcaín, E.; Fernández, P.R.; Nieto, R.; Montemayor, A.S.; Vilas, J.; Galiana-Bordera, A.; Martinez-Girones, P.M.; Prieto-de-la-Lastra, C.; Rodriguez-Vila, B.; Bonet, M.; et al. Hardware Architectures for Real-Time Medical Imaging. Electronics 2021, 10, 3118. [Google Scholar] [CrossRef]
- Saidi, A.; Ben Othman, S.; Dhouibi, M.; Ben Saoud, S. FPGA-Based Implementation of Classification Techniques: A Survey. Integration 2021, 81, 280–299. [Google Scholar] [CrossRef]
- Seng, K.P.; Lee, P.J.; Ang, L.M. Embedded Intelligence on FPGA: Survey, Applications and Challenges. Electronics 2021, 10, 895. [Google Scholar] [CrossRef]
- De la Piedra, A.; Braeken, A.; Touhafi, A. Sensor Systems Based on FPGAs and Their Applications: A Survey. Sensors 2012, 12, 12235–12264. [Google Scholar] [CrossRef]
- Mihalič, F.; Truntič, M.; Hren, A. Hardware-in-the-Loop Simulations: A Historical Overview of Engineering Challenges. Electronics 2022, 11, 2462. [Google Scholar] [CrossRef]
- Ezilarasan, M.R.; Britto Pari, J.; Leung, M.-F. Reconfigurable Architecture for Noise Cancellation in Acoustic Environment Using Single Multiply Accumulate Adaline Filter. Electronics 2023, 12, 810. [Google Scholar] [CrossRef]
- Bearing Failure and How to Prevent It|SKF. Available online: https://www.skf.com/us/products/rolling-bearings/bearing-failure-and-how-to-prevent-it (accessed on 13 March 2023).
- ISO 15243:2017(En); Rolling Bearings—Damage and Failures—Terms, Characteristics and Causes. ISO 2017, Technical Committee ISO/TC 4 Rolling bearings. Available online: https://www.iso.org/obp/ui/#iso:std:iso:15243:ed-2:v1:en (accessed on 13 March 2023).
- Alfredo Osornio-Rios, R.; Yosimar Jaen-Cuellar, A.; Ivan Alvarado-Hernandez, A.; Zamudio-Ramirez, I.; Armando Cruz-Albarran, I.; Alfonso Antonino-Daviu, J. Fault Detection and Classification in Kinematic Chains by Means of PCA Extraction-Reduction of Features from Thermographic Images. Measurement 2022, 197, 111340. [Google Scholar] [CrossRef]
- Jaen-Cuellar, A.Y.; Trejo-Hernández, M.; Osornio-Rios, R.A.; Antonino-Daviu, J.A. Gear Wear Detection Based on Statistic Features and Heuristic Scheme by Using Data Fusion of Current and Vibration Signals. Energies 2023, 16, 948. [Google Scholar] [CrossRef]
- Clemente-Lopez, D.; Rangel-Magdaleno, J.J.; Munoz-Pacheco, J.M.; Morales-Velazquez, L. A Comparison of Embedded and Non-Embedded FPGA Implementations for Fractional Chaos-Based Random Number Generators. J. Ambient Intell. Hum. Comput. 2022. [Google Scholar] [CrossRef]
- Vitek, O.; Janda, M.; Hajek, V.; Bauer, P. Detection of Eccentricity and Bearings Fault Using Stray Flux Monitoring. In Proceedings of the 8th IEEE Symposium on Diagnostics for Electrical Machines, Power Electronics & Drives, Bologna, Italy, 5–8 September 2011; pp. 456–461. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Failure Mode | Failure Subtype |
|---|---|
| Fatigue | Subsurface initiated fatigue |
| Surface initiated fatigue | |
| Wear | Abrasive wear |
| Adhesive wear | |
| Corrosion | Moisture corrosion |
| Frictional corrosion | |
| Electrical erosion 1 | Excessive current erosion |
| Current leakage erosion | |
| Plastic deformation | Overload deformation |
| Indentations from debris | |
| Fracture and cracking 1 | Forced fracture |
| Fatigue fracture | |
| Thermal cracking |
| Feature | Equation | |
|---|---|---|
| Mean | (1) | |
| Mean of absolutes | (2) | |
| Root mean square | (3) | |
| Standard deviation | (4) | |
| Variance | (5) | |
| RMS shape factor | (6) | |
| Maximum value | (7) | |
| Crest factor | (8) | |
| Impulse factor | (9) | |
| Skewness 1 | (10) | |
| Kurtosis 1 | (11) |
| Logic Utilization | Used | Available | Utilization |
|---|---|---|---|
| Number of slice registers | 5401 | 54,576 | 9% |
| Number of slice look up tables (LUTs) | 7367 | 27,288 | 26% |
| Number of bonded input–output blocks (IOBs) | 103 | 218 | 47% |
| Number of block random access memory (RAM)/the first-in, first-out (FIFO) | 17 | 116 | 14% |
| Number of digital signal processing multipliers (DSP48A1s) | 14 | 58 | 24% |
| Bearing Condition | Kurtosis Range |
|---|---|
| Healthy state (HLT) | [2.2–2.5] |
| Fault severity 1—Hole of 3 mm diameter | [1.5–1.9] |
| Fault severity 2—Hole of 5 mm diameter | [1.3–1.5] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cureño-Osornio, J.; Zamudio-Ramirez, I.; Morales-Velazquez, L.; Jaen-Cuellar, A.Y.; Osornio-Rios, R.A.; Antonino-Daviu, J.A. FPGA-Flux Proprietary System for Online Detection of Outer Race Faults in Bearings. Electronics 2023, 12, 1924. https://doi.org/10.3390/electronics12081924
Cureño-Osornio J, Zamudio-Ramirez I, Morales-Velazquez L, Jaen-Cuellar AY, Osornio-Rios RA, Antonino-Daviu JA. FPGA-Flux Proprietary System for Online Detection of Outer Race Faults in Bearings. Electronics. 2023; 12(8):1924. https://doi.org/10.3390/electronics12081924
Chicago/Turabian StyleCureño-Osornio, Jonathan, Israel Zamudio-Ramirez, Luis Morales-Velazquez, Arturo Yosimar Jaen-Cuellar, Roque Alfredo Osornio-Rios, and Jose Alfonso Antonino-Daviu. 2023. "FPGA-Flux Proprietary System for Online Detection of Outer Race Faults in Bearings" Electronics 12, no. 8: 1924. https://doi.org/10.3390/electronics12081924