
Chatter Detection in Variable Cutting Depth Side Milling Using VMD and Vibration Characteristics Analysis
Abstract
:1. Introduction
2. Mathematical Model of VMD Method
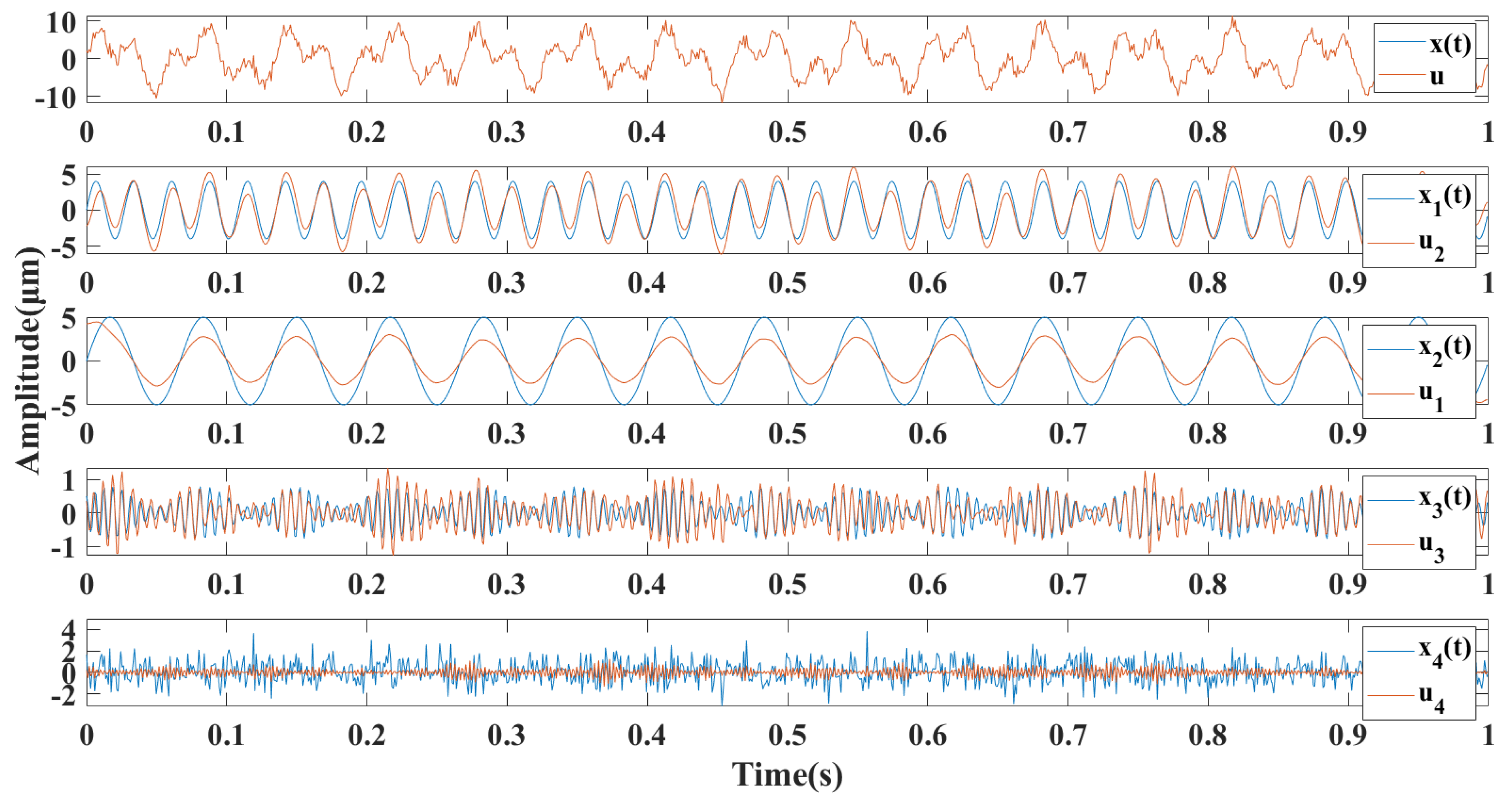
3. Simulation Signal Analysis
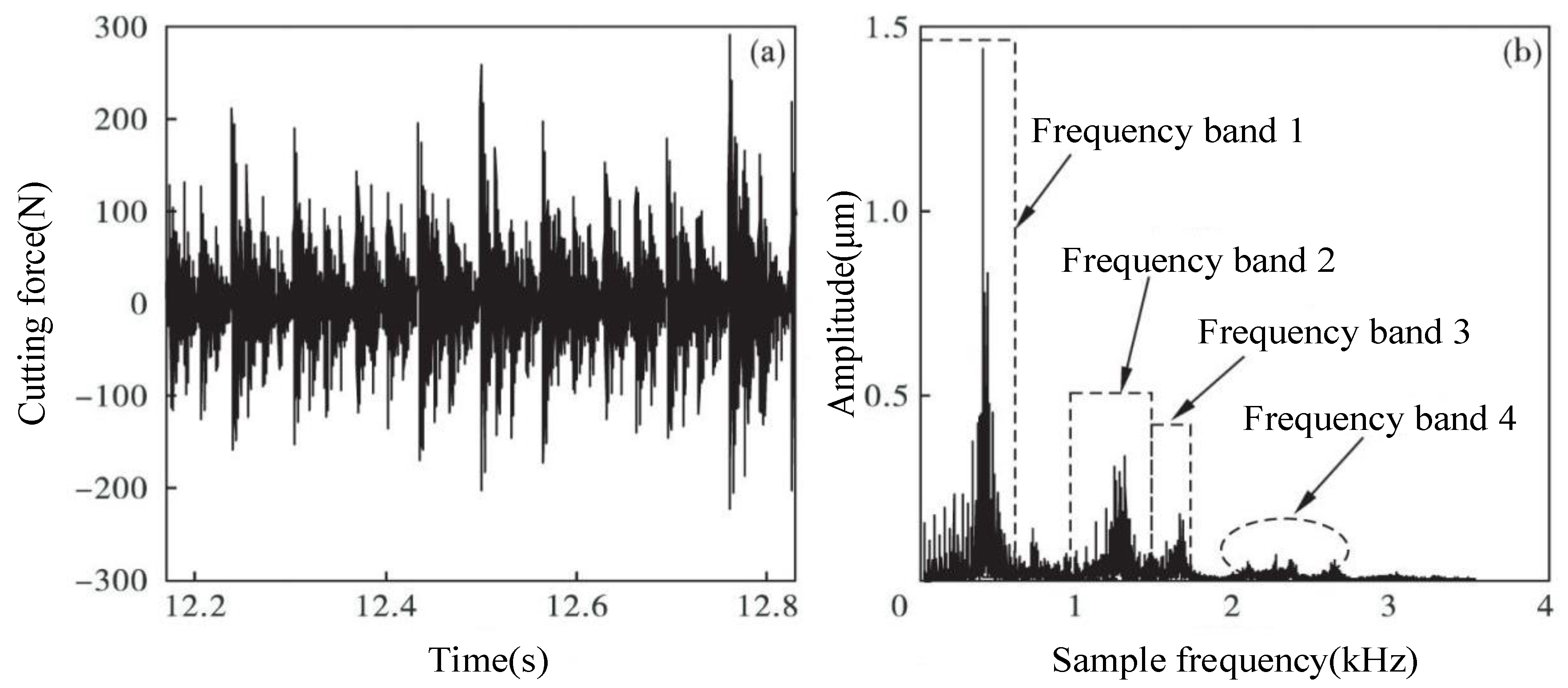
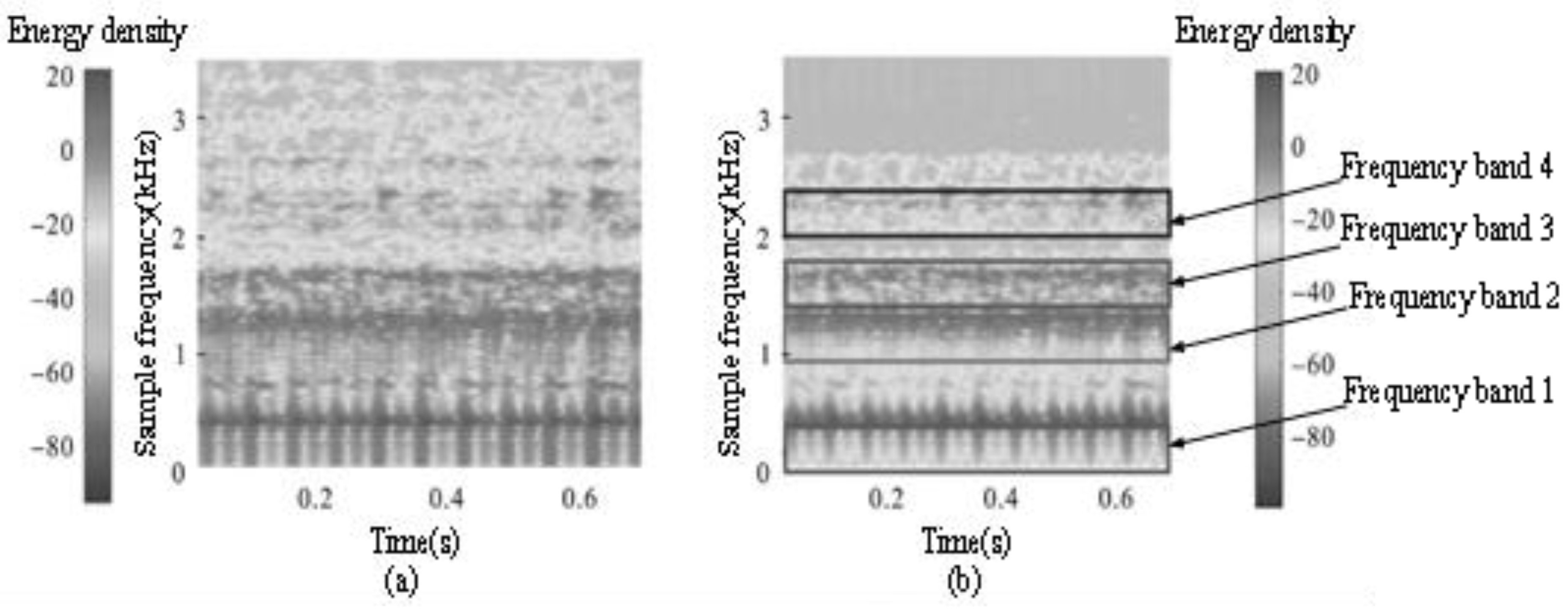
4. Experimental Signal Analysis
4.1. Construction of the Experimental Platform
4.2. Experimental Results and Discussion
5. Conclusions and Future
- (1)
- The combination of VMD and FFT can effectively extract the flutter frequency band, which is simple and effective.
- (2)
- The peak number of the spectrum is used to determine the decomposition level of VMD, and the spectrum distribution of each order of IMFs is clear.
- (3)
- It can be seen from the Talbot transformation and spectrum analysis that the boundary of each frequency band of the signal after VMD decomposition is clear, and the bandwidth is narrowed. The energy of the mechanical system is mainly concentrated near the chatter frequency band, which will lay a foundation for processing state identification.
- (1)
- Aiming at the useless information and singular points in the original signal, an effective signal preprocessing method will be developed so that it does not affect the subsequent signal processing.
- (2)
- To optimize the experimental scheme, the installation position of the sensor will be adapted so better schemes can be considered.
- (3)
- With the introduction of concepts such as big data and the Internet of Things, it will be of great significance to mine the deep information of data.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, B.; Liu, C.; Zhou, Y.; Wang, D.; Dun, Y. An unsupervised chatter detection method based on AE and merging GMM and K-means. Mech. Syst. Signal Process. 2023, 186, 109861. [Google Scholar] [CrossRef]
- Dai, Y.; Li, H.; Xing, X.; Hao, B. Prediction of chatter stability for milling process using precise integration method. Precis. Eng. 2018, 52, 152–157. [Google Scholar] [CrossRef]
- Wu, Y.; You, Y.; Liu, A.; Deng, B.; Liu, W. An implicit exponentially fitted method for chatter stability prediction of milling processes. Int. J. Adv. Manuf. Technol. 2019, 106, 2189–2204. [Google Scholar] [CrossRef]
- Qin, C.; Tao, J.; Liu, C. A predictor-corrector-based holistic-discretization method for accurate and efficient milling stability analysis. Int. J. Adv. Manuf. Technol. 2018, 96, 2043–2054. [Google Scholar] [CrossRef]
- Qiao, Z.; Elhattab, A.; Shu, X.; He, C. A second-order stochastic resonance method enhanced by fractional-order derivative for mechanical fault detection. Nonlinear Dyn. 2021, 106, 707–723. [Google Scholar] [CrossRef]
- Qiao, Z.; Shu, X. Coupled neurons with multi-objective optimization benefit incipient fault identification of machinery. Chaos Solitons Fractals 2021, 145, 110813. [Google Scholar] [CrossRef]
- Ye, J.; Feng, P.; Xu, C.; Ma, Y.; Huang, S. A novel approach for chatter online monitoring using coefficient of variation in machining process. Int. J. Adv. Manuf. Technol. 2018, 96, 287–297. [Google Scholar] [CrossRef]
- Frumusanu, G.R.; Constantin, I.C.; Marinescu, V.; Epureanu, A. Development of a stability intelligent control system for turning. Int. J. Adv. Manuf. Technol. 2013, 64, 643–657. [Google Scholar] [CrossRef]
- Tangjitsitcharoen, S. In-process monitoring and detection of chip formation and chatter for CNC turning. J. Mater. Process. Technol. 2009, 209, 4682–4688. [Google Scholar] [CrossRef]
- Liu, C.; Gao, X.; Chi, D.; He, Y.; Liang, M.; Wang, H. On-line chatter detection in milling using fast kurtogram and frequency band power. Eur. J. Mech. A/Solids 2021, 90, 104341. [Google Scholar] [CrossRef]
- Cao, H.; Zhou, K.; Chen, X. Chatter identification in end milling process based on EEMD and nonlinear dimensionless indicators. Int. J. Mach. Tools Manuf. 2015, 92, 52–59. [Google Scholar] [CrossRef]
- Zhang, C.; Li, B.; Chen, B.; Cao, H.; Zi, Y.; He, Z. Weak fault signature extraction of rotating machinery using flexible analytic wavelet transform. Mech. Syst. Signal Process. 2015, 64, 162–187. [Google Scholar] [CrossRef]
- Cao, H.; Lei, Y.; He, Z. Chatter identification in end milling process using wavelet packets and Hilbert–Huang transform. Int. J. Mach. Tools Manuf. 2013, 69, 11–19. [Google Scholar] [CrossRef]
- Zhang, Q.; Tu, X.; Li, F.; Hu, Y. An effective chatter detection method in milling process using morphological empirical wavelet transform. IEEE Trans. Instrum. Meas. 2019, 69, 5546–5555. [Google Scholar] [CrossRef]
- Hao, Y.; Zhu, L.; Yan, B.; Qin, S.; Cui, D.; Lu, H. Milling chatter detection with WPD and power entropy for Ti-6Al-4V thin-walled parts based on multi-source signals fusion. Mech. Syst. Signal Process. 2022, 177, 109225. [Google Scholar] [CrossRef]
- Ji, Y.; Wang, X.; Liu, Z.; Yan, Z.; Jiao, L.; Wang, D.; Wang, J. EEMD-based online milling chatter detection by fractal dimension and power spectral entropy. Int. J. Adv. Manuf. Technol. 2017, 92, 1185–1200. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, C.; Ju, C.; Guo, M. Vibration recognition for peripheral milling thin-walled workpieces using sample entropy and energy entropy. Int. J. Adv. Manuf. Technol. 2020, 108, 3251–3266. [Google Scholar] [CrossRef]
- Dragomiretskiy, K.; Zosso, D. Variational Mode Decomposition. IEEE Trans. Signal Process. 2014, 62, 531–544. [Google Scholar] [CrossRef]
- Wang, Y.; Markert, R.; Xiang, J.; Zheng, W. Research on variational mode decomposition and its application in detecting rub-impact fault of the rotor system. Mech. Syst. Signal Process. 2015, 60, 243–251. [Google Scholar] [CrossRef]
- Li, C.; Liu, Y.; Liao, Y. An improved parameter-adaptive variational mode decomposition method and its application in fault diagnosis of rolling bearings. Shock Vib. 2021, 2021, 2968488. [Google Scholar] [CrossRef]
- Zhang, M.; Jiang, Z.; Feng, K. Research on variational mode decomposition in rolling bearings fault diagnosis of the multistage centrifugal pump. Mech. Syst. Signal Process. 2017, 93, 460–493. [Google Scholar] [CrossRef] [Green Version]
- Wu, S.; Feng, F.; Zhu, J.; Wu, C.; Zhang, G. A method for determining intrinsic mode function number in variational mode decomposition and its application to bearing vibration signal processing. Shock Vib. 2020, 2020, 8304903. [Google Scholar] [CrossRef]
- Li, X.; Wan, S.; Huang, X.; Hong, J. Milling chatter detection based on VMD and difference of power spectral entropy. Int. J. Adv. Manuf. Technol. 2020, 111, 2051–2063. [Google Scholar] [CrossRef]
- Yang, K.; Wang, G.; Dong, Y.; Zhang, Q.; Sang, L. Early chatter identification based on an optimized variational mode decomposition. Mech. Syst. Signal Process. 2019, 115, 238–254. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, L.; Ni, C. Chatter detection in milling process based on VMD and energy entropy. Mech. Syst. Signal Process. 2018, 105, 169–182. [Google Scholar] [CrossRef]
- Aneesh, C.; Kumar, S.; Hisham, P.; Soman, K. Performance comparison of variational mode decomposition over empirical wavelet transform for the classification of power quality disturbances using support vector machine. Procedia Comput. Sci. 2015, 46, 372–380. [Google Scholar] [CrossRef] [Green Version]
- Ding, Y.; Jia, M.; Miao, Q.; Cao, Y. A novel time–frequency Transformer based on self–attention mechanism and its application in fault diagnosis of rolling bearings. Mech. Syst. Signal Process. 2022, 168, 108616. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool | Workpiece | ||
|---|---|---|---|
| Material | Tungsten Steel | Material | Al6061 |
| Tool diameter D (mm) | 10 | Tensile strength (MPa) | 552 |
| Number of flutes N | 4 | Yield strength (MPa) | 485 |
| Helix angle β (°) | 45 | Modulus of elasticity (MPa) | 67.5 |
| Overhang (mm) | 65 | Hardness (HB) | 150 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, N.; Su, Y.; Wang, S.; Xia, M.; Liu, C. Chatter Detection in Variable Cutting Depth Side Milling Using VMD and Vibration Characteristics Analysis. Electronics 2022, 11, 3779. https://doi.org/10.3390/electronics11223779
Zhao N, Su Y, Wang S, Xia M, Liu C. Chatter Detection in Variable Cutting Depth Side Milling Using VMD and Vibration Characteristics Analysis. Electronics. 2022; 11(22):3779. https://doi.org/10.3390/electronics11223779
Chicago/Turabian StyleZhao, Na, Yingxin Su, Shijuan Wang, Min Xia, and Changfu Liu. 2022. "Chatter Detection in Variable Cutting Depth Side Milling Using VMD and Vibration Characteristics Analysis" Electronics 11, no. 22: 3779. https://doi.org/10.3390/electronics11223779