
Using a Flexible IoT Architecture and Sequential AI Model to Recognize and Predict the Production Activities in the Labor-Intensive Manufacturing Site

 ,
,
Abstract
:1. Introduction
2. Methods
2.1. IoT Architecture
2.2. AI Modeling Methods
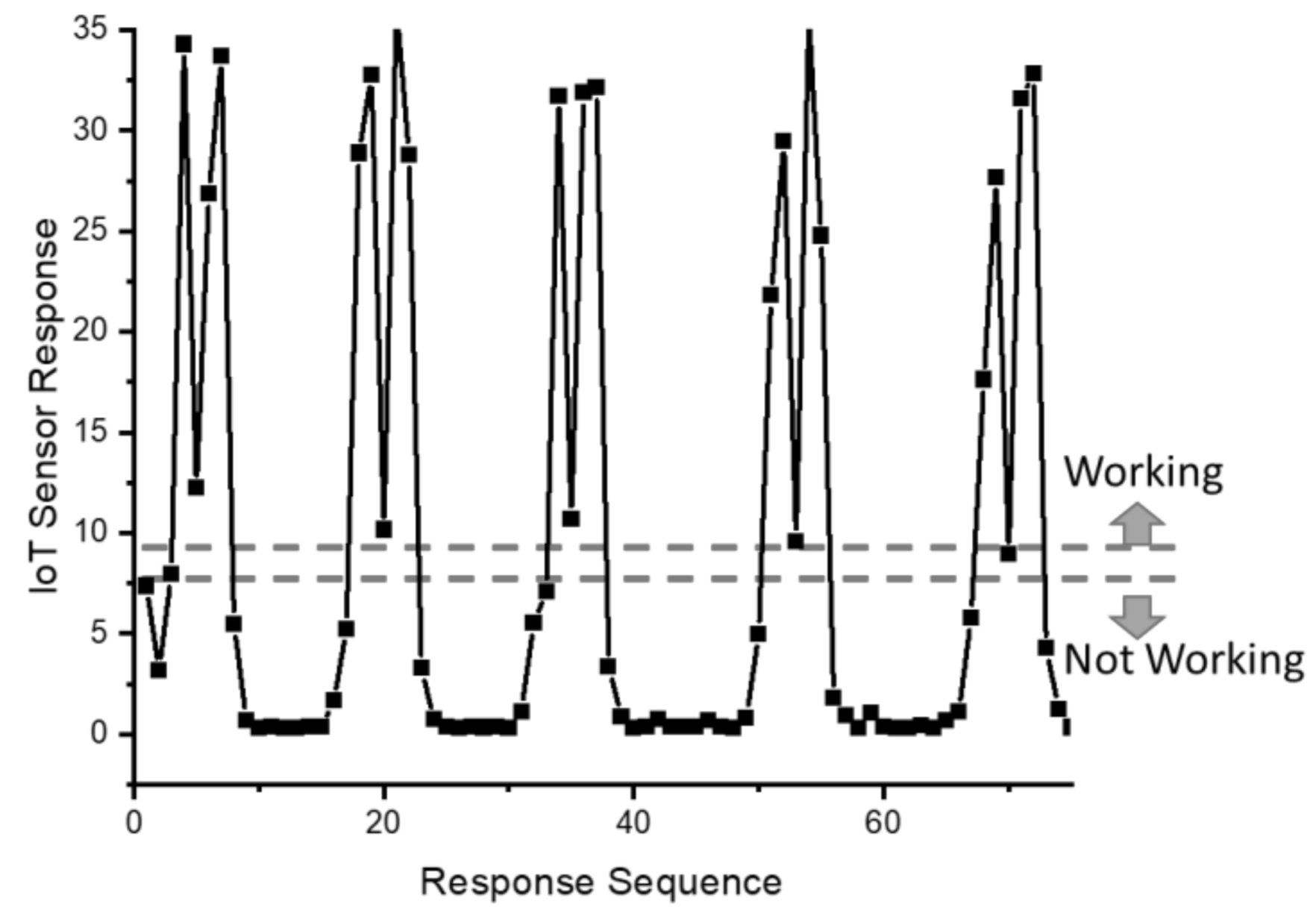
2.2.1. The Single Machine Utilization Model
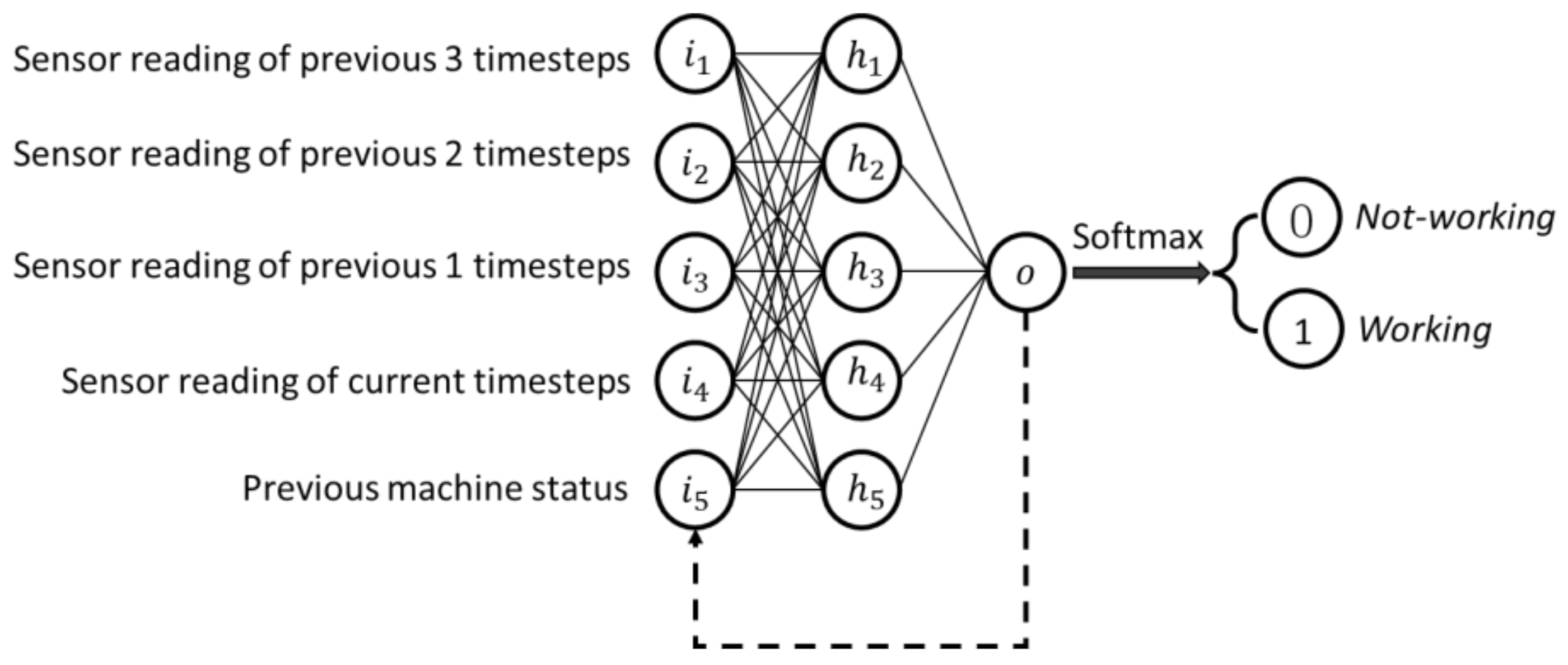
2.2.2. The AI-based Sequential Neural Network for Production Line Modeling
3. Manufacturing Activities Capture
3.1. Activities Capturing System
3.2. Data Abstraction
4. IoT Data Pre-processing
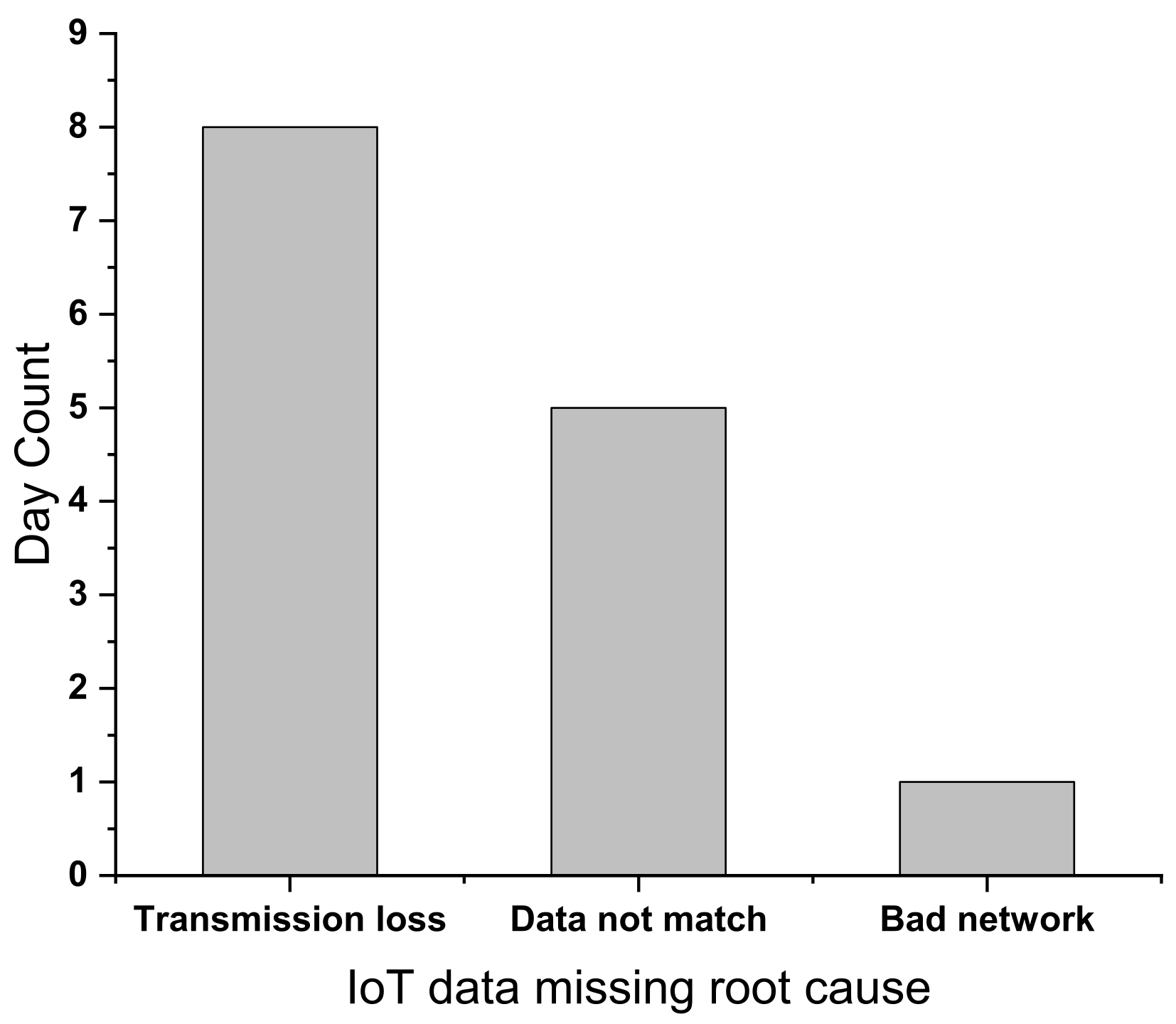
4.1. The Root Cause of Missing Data
4.2. Data Pre-processing for the Activity Prediction Model Training
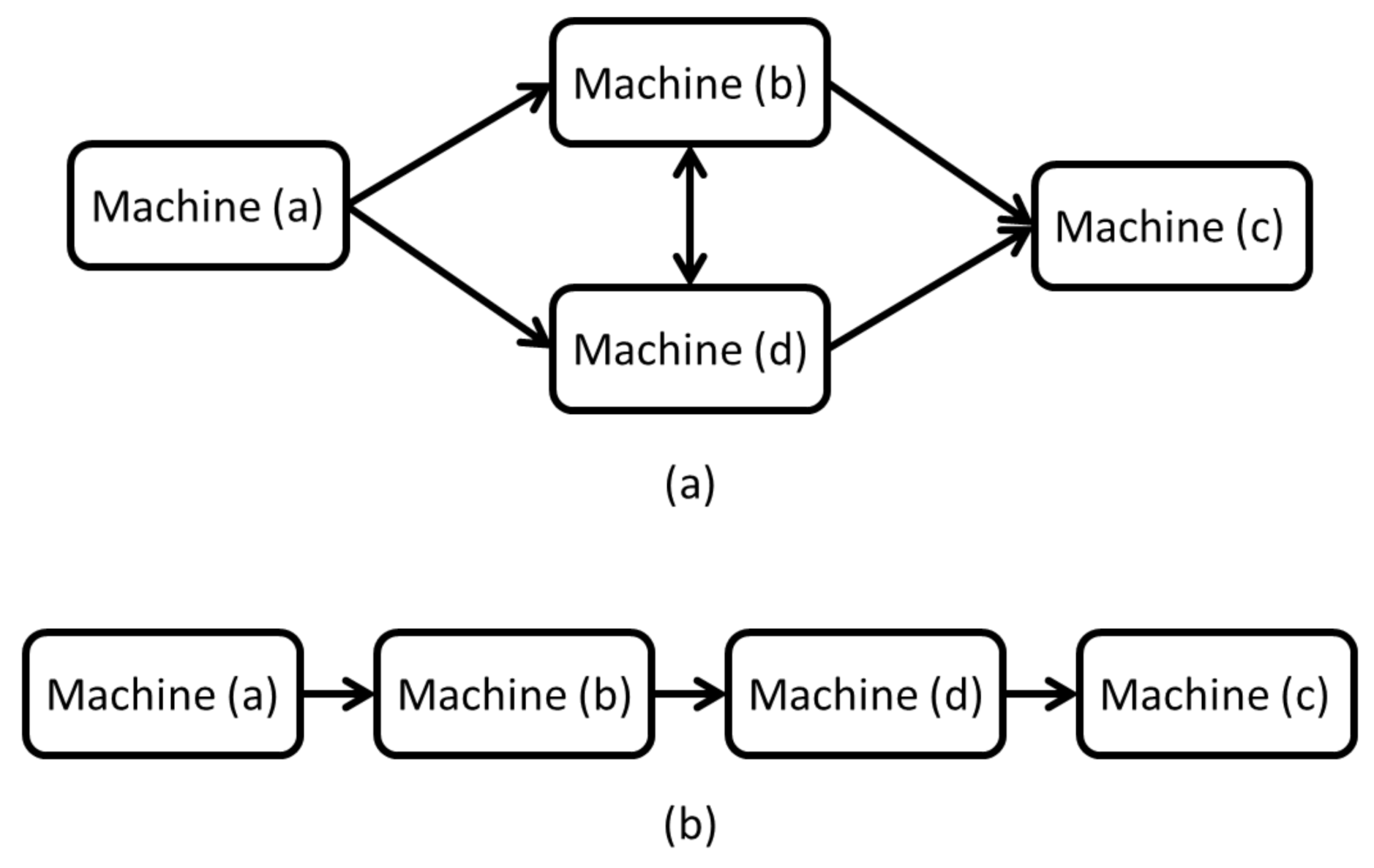
4.3. The Collaboration Analysis between Workstations
5. Deep Machine Learning and Model Validation
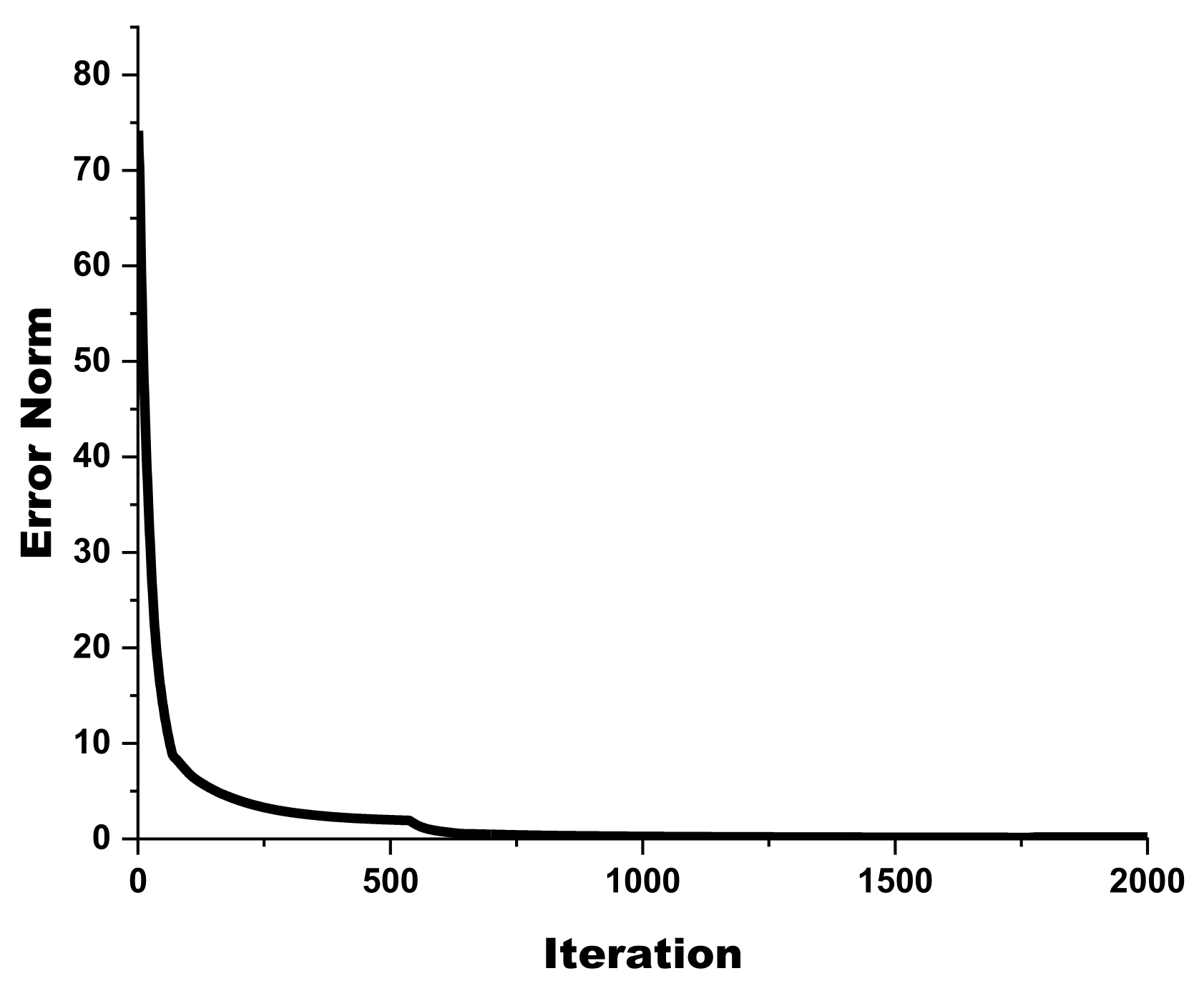
5.1. Traning of the LSTM Model
5.2. Validating the AI Model
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Scott, A.J. The Changing Global Geography of Low-Technology, Labor-Intensive Industry: Clothing, Footwear, and Furniture. World Dev. 2006, 34, 1517–1536. [Google Scholar] [CrossRef]
- Rafiei, H.; Ghodsi, R. A bi-objective mathematical model toward dynamic cell formation considering labor utilization. Appl. Math. Model. 2013, 37, 2308–2316. [Google Scholar] [CrossRef]
- Bagheri, M.; Bashiri, M. A new mathematical model towards the integration of cell formation with operator assignment and inter-cell layout problems in a dynamic environment. Appl. Math. Model. 2014, 38, 1237–1254. [Google Scholar] [CrossRef]
- Egilmez, G.; Erenay, B.; Süer, G.A. Stochastic skill-based manpower allocation in a cellular manufacturing system. J. Manuf. Syst. 2014, 33, 578–588. [Google Scholar] [CrossRef]
- Tang, Q.; Li, Z.; Zhang, L.; Zhang, C. Balancing stochastic two-sided assembly line with multiple constraints using hybrid teaching-learning-based optimization algorithm. Comput. Oper. Res. 2017, 82, 102–113. [Google Scholar] [CrossRef] [Green Version]
- Kuo, Y.; Liu, C.-C. Operator assignment in a labor-intensive manufacturing cell considering inter-cell manpower transfer. Comput. Ind. Eng. 2017, 110, 83–91. [Google Scholar] [CrossRef]
- Afshar-Nadjafi, B. Multi-skilling in scheduling problems: A review on models, methods and applications. Comput. Ind. Eng. 2021, 151, 107004. [Google Scholar] [CrossRef]
- Jazdi, N. Cyber physical systems in the context of Industry 4.0. In Proceedings of the 2014 IEEE International Conference on Automation, Quality and Testing, Robotics, Cluj-Napoca, Romania, 22–24 May 2014; pp. 1–4. [Google Scholar]
- Khaleel, H.; Conzon, D.; Kasinathan, P.; Brizzi, P.; Pastrone, C.; Pramudianto, F.; Eisenhauer, M.; Cultrona, P.A.; Rusina, F.; Lukac, G.; et al. Heterogeneous Applications, Tools, and Methodologies in the Car Manufacturing Industry Through an IoT Approach. IEEE Syst. J. 2017, 11, 1412–1423. [Google Scholar] [CrossRef]
- Kokuryo, D.; Kaihara, T.; Kuik, S.S.; Suginouchi, S.; Hirai, K. Value Co-Creative Manufacturing with IoT-Based Smart Factory for Mass Customization. Int. J. Autom. Technol. 2017, 11, 509–518. [Google Scholar] [CrossRef]
- Rezaei, M.; Shirazi, M.A.; Karimi, B. IoT-based framework for performance measurement: A real-time supply chain decision alignment. Ind. Manag. Data Syst. 2017, 117, 688–712. [Google Scholar] [CrossRef]
- Kolberg, D.; Knobloch, J.; Zühlke, D. Towards a lean automation interface for workstations. Int. J. Prod. Res. 2016, 55, 2845–2856. [Google Scholar] [CrossRef]
- Gladysz, B.; Buczacki, A. Wireless Technologies for Learn Manufacturing--A Literature Review. Manag. Prod. Eng. Rev. 2018, 9, 20–34. [Google Scholar] [CrossRef]
- Harja, H.B.; Prakosa, T.; Raharno, S.; Yuwana, Y.; Nurhadi, I.; Hartono, R.; Zulfahmi, M.; Pane, M.Y.; Yusuf, M. Development of tools utilization monitoring system on labor-intensive manufacturing industries. In Proceedings of the The 4th Biomedical Engineering’s Recnet Progress in Biomaterials, Drugs Development, Health, and Medical Devices, Padang, Indonesia, 10 December 2019. [Google Scholar] [CrossRef]
- Kim, J.-C.; Moon, I.-Y. A Study on Smart Factory Construction Method for Efficient Production Management in Sewing Industry. J. Inf. Commun. Converg. Eng. 2021, 18, 61–68. [Google Scholar] [CrossRef]
- Babiceanu, R.F.; Seker, R. Big Data and virtualization for manufacturing cyber-physical systems: A survey of the current status and future outlook. Comput. Ind. 2016, 81, 128–137. [Google Scholar] [CrossRef]
- Oberdorf, F.; Stein, N.; Flath, C.M. Analytics-enabled escalation management: System development and business value assessment. Comput. Ind. 2021, 131, 103481. [Google Scholar] [CrossRef]
- Yuan, C.; LEE, C.-C. Solder Joint Reliability Modeling by Sequential Artificial Neural Network for Glass Wafer Level Chip Scale Package. IEEE Access 2020, 8, 143494–143501. [Google Scholar] [CrossRef]
- Yuan, C.C.A.; Fan, J.; Fan, X. Deep machine learning of the spectral power distribution of the LED system with multiple degradation mechanisms. J. Mech. 2021, 37, 172–183. [Google Scholar] [CrossRef]
- Yuan, C.; Fan, X.; Zhang, G. Solder Joint Reliability Risk Estimation by AI-Assisted Simulation Framework with Genetic Algorithm to Optimize the Initial Parameters for AI Models. Materials 2021, 14, 4835. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensor ID | (a) | (b) | (c) | (d) |
|---|---|---|---|---|
| Sewing pattern |  |  |  |  |
| Sensor response |  |  |  |  |
| Threshold parameters | 2.9 2 1 | 6.5 2 2 | 10 2 2 | 4.5 2 2 |
| Prediction by the Neural Network Model | |||
| Machine is working | Machine is not working | ||
| Reality | Machine is working | True positive (TP) | False negative (FN) |
| Machine is not working | False positive (FN) | True negative (TN) | |
| Time Period | Sensor/Machine Number 1 | Amount of Signals |
|---|---|---|
| 1 | (a) | 3311 |
| (b) | 3514 | |
| (c) | 3505 | |
| (d) | 3514 | |
| 2 | (a) | 3491 |
| (b) | 3465 | |
| (c) | 3523 | |
| (d) | 3496 | |
| 3 | (a) | 3570 |
| (b) | 3479 | |
| (c) | 3466 | |
| (d) | 3451 | |
| 4 | (a) | 3352 |
| (b) | 3425 | |
| (c) | 3343 | |
| (d) | 3401 |
| Gates | Activation Gate | Input Gate | Forget Gate | Output Gate |
|---|---|---|---|---|
| Neural network structure |  (5,7,3) |  (5,7,7,3) |  (5,7,3) |  (5,7,7,7,7,3) |
| Activation Function | Sigmoid | ReLU | Tanh | ReLU |
| Learning Speed | 0.1 | 0.015 | 0.1 | 0.015 |
| Optimizer | BPTT 1 | Adam 2 | BPTT 1 | BPTT 1 |
| Day | Duration (hs) | Output, Field Reported | Output, Model Predicted | Error | Error Percentage (%) |
|---|---|---|---|---|---|
| X | 0.5 | 107 | 107 | 0 | 0.00% |
| X | 1 | 202 | 204 | −2 | −0.99% |
| X | 2 | 364 | 390 | −26 | −7.14% |
| X | 12 | 1658 | 1672 | −14 | −0.84% |
| X − 1 | 12 | 1486 | 1445 | 41 | 2.76% |
| X + 3 | 12 | 1820 | 2047 | −227 | −12.47% |
| Day | Output, Field Reported | Output, Model Predicted | Error | Error Percentage (%) |
|---|---|---|---|---|
| Y | 1820 | 1902 | −82 | −4.51% |
| Y + 1 | 1905 | 1915 | −10 | −0.52% |
| Y + 2 | 1679 | 1689 | −10 | −0.60% |
| Y + 3 | 1658 | 1667 | −9 | −0.54% |
| Day | Output, Field Reported | Output, Model Predicted | Error | Error Percentage (%) |
|---|---|---|---|---|
| Z | 1503 | 1511 | −8 | −0.53% |
| Z + 1 | 1713 | 1813 | −100 | −5.84% |
| Z + 2 | 1612 | 1778 | −166 | −10.30% |
| Z + 3 | 1300 | 1296 | 4 | 0.31% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, C.; Wang, C.-C.; Chang, M.-L.; Lin, W.-T.; Lin, P.-A.; Lee, C.-C.; Tsui, Z.-L. Using a Flexible IoT Architecture and Sequential AI Model to Recognize and Predict the Production Activities in the Labor-Intensive Manufacturing Site. Electronics 2021, 10, 2540. https://doi.org/10.3390/electronics10202540
Yuan C, Wang C-C, Chang M-L, Lin W-T, Lin P-A, Lee C-C, Tsui Z-L. Using a Flexible IoT Architecture and Sequential AI Model to Recognize and Predict the Production Activities in the Labor-Intensive Manufacturing Site. Electronics. 2021; 10(20):2540. https://doi.org/10.3390/electronics10202540
Chicago/Turabian StyleYuan, Cadmus, Chic-Chang Wang, Ming-Lun Chang, Wen-Ting Lin, Po-An Lin, Chang-Chi Lee, and Zhe-Luen Tsui. 2021. "Using a Flexible IoT Architecture and Sequential AI Model to Recognize and Predict the Production Activities in the Labor-Intensive Manufacturing Site" Electronics 10, no. 20: 2540. https://doi.org/10.3390/electronics10202540