

Effects of Feeding Speed and Temperature on Properties of Briquettes from Poplar Wood Using a Hydraulic Briquetting Press
 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Production of Fibres as Raw Material for Briquettes
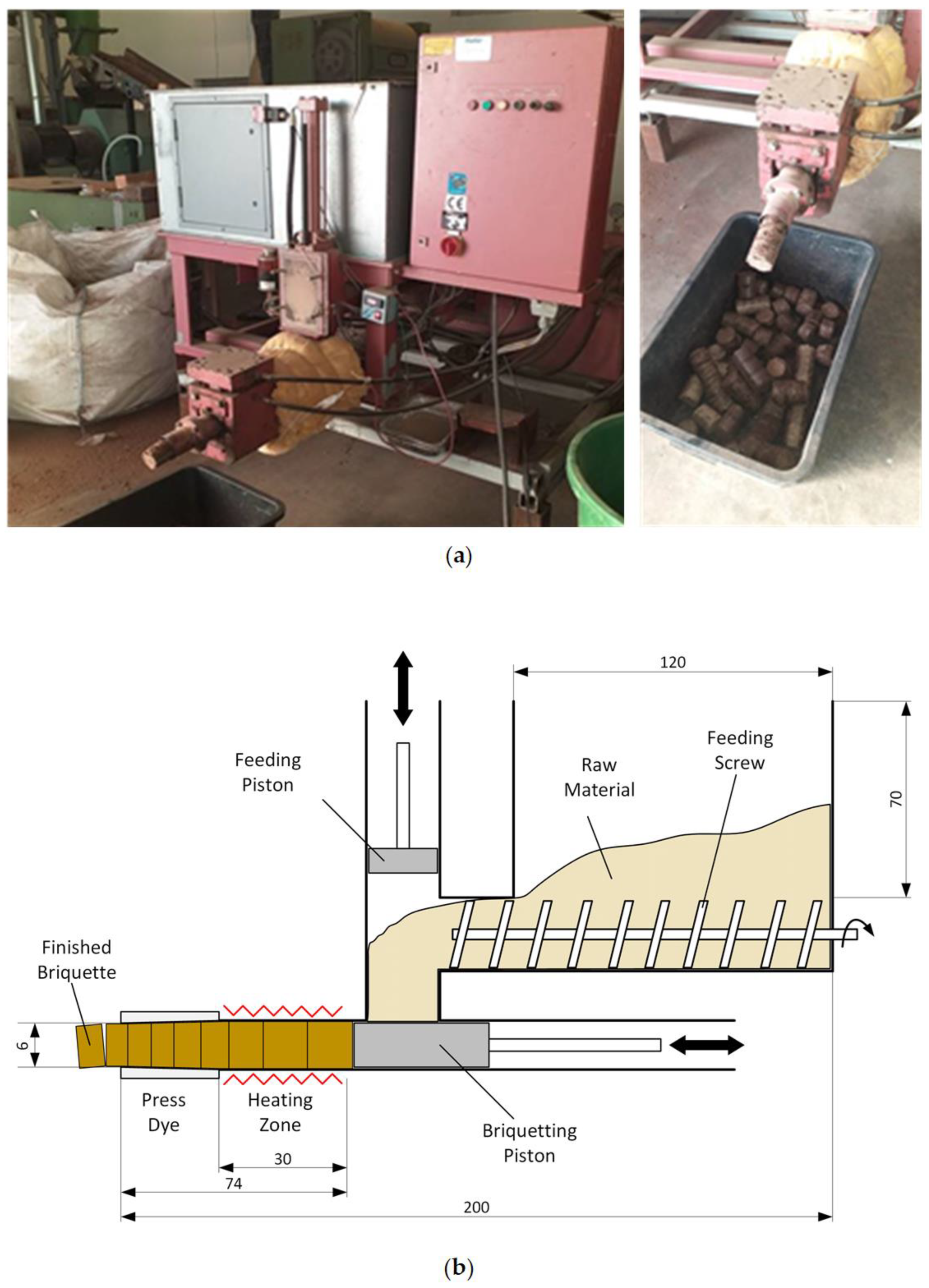
2.2. Operation of the Hydraulic Briquetting Press
2.3. Experimental Design
2.4. Determination of Density of Briquettes
2.5. Determination of Durability of Briquettes
2.6. Determination of Water Resistance of Briquettes
2.7. Statistical Analysis
3. Results and Discussion
3.1. Properties of Poplar Fibre
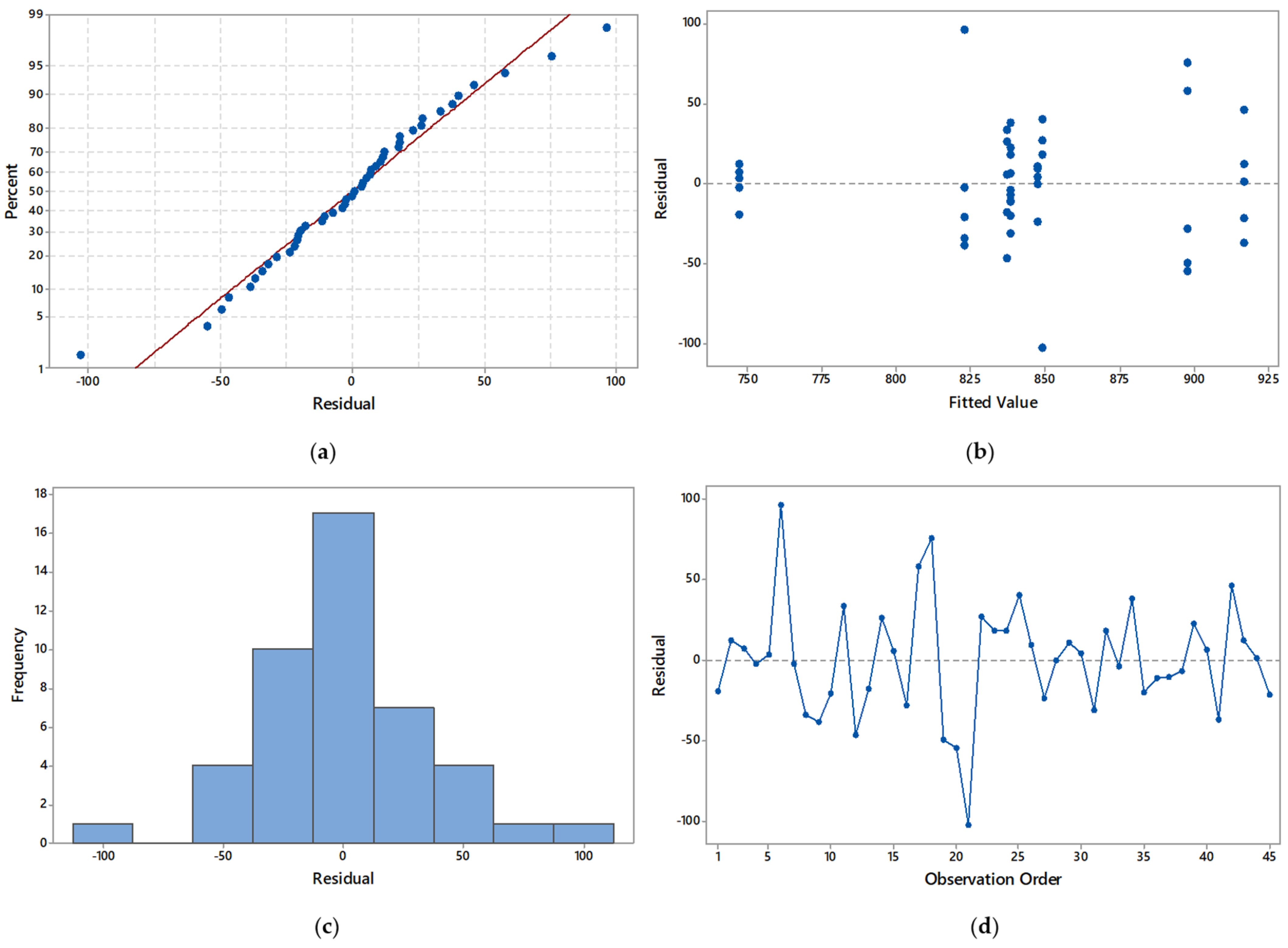
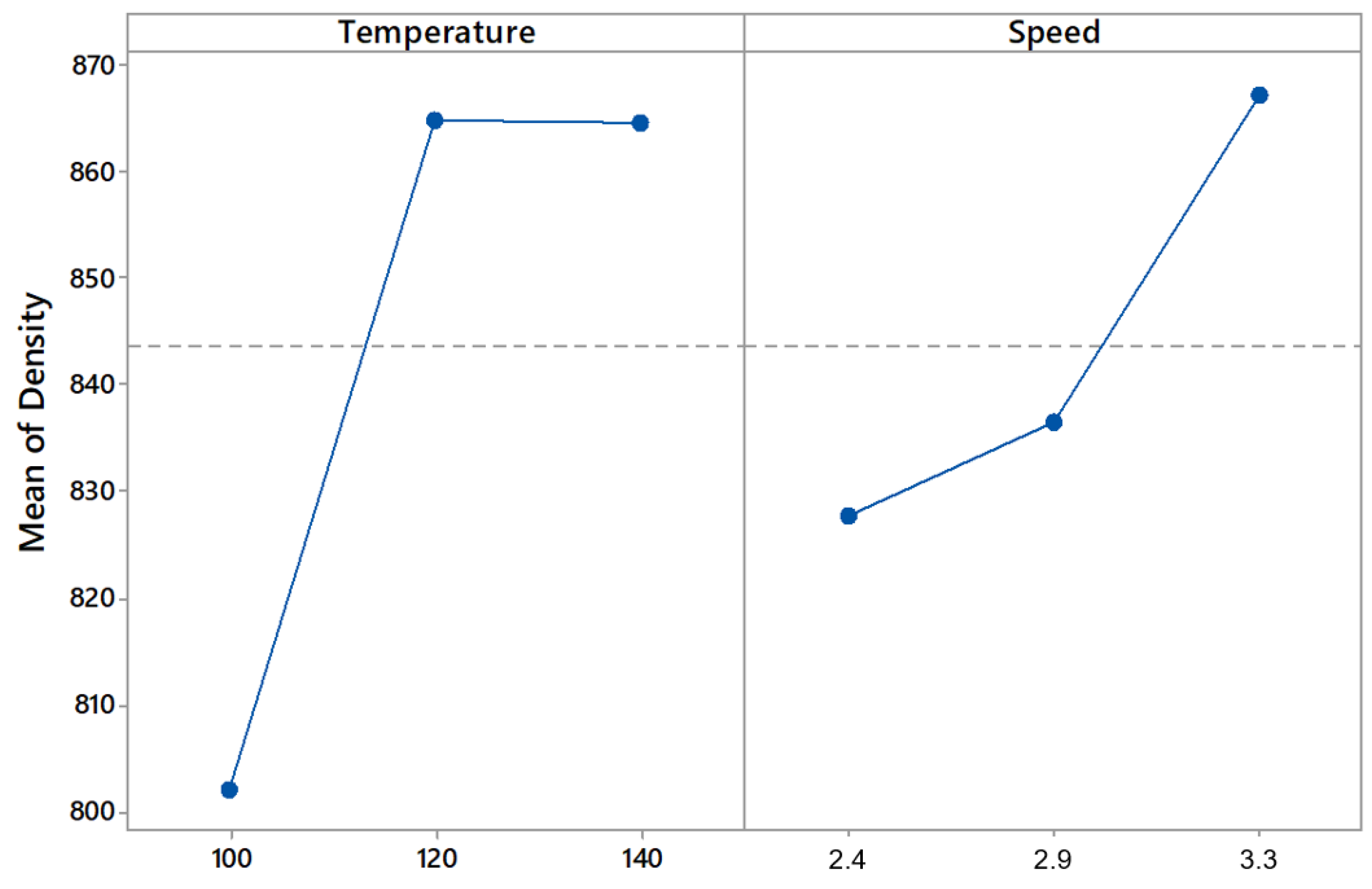
3.2. Effect of Temperature and Feeding Speed on Briquette Density
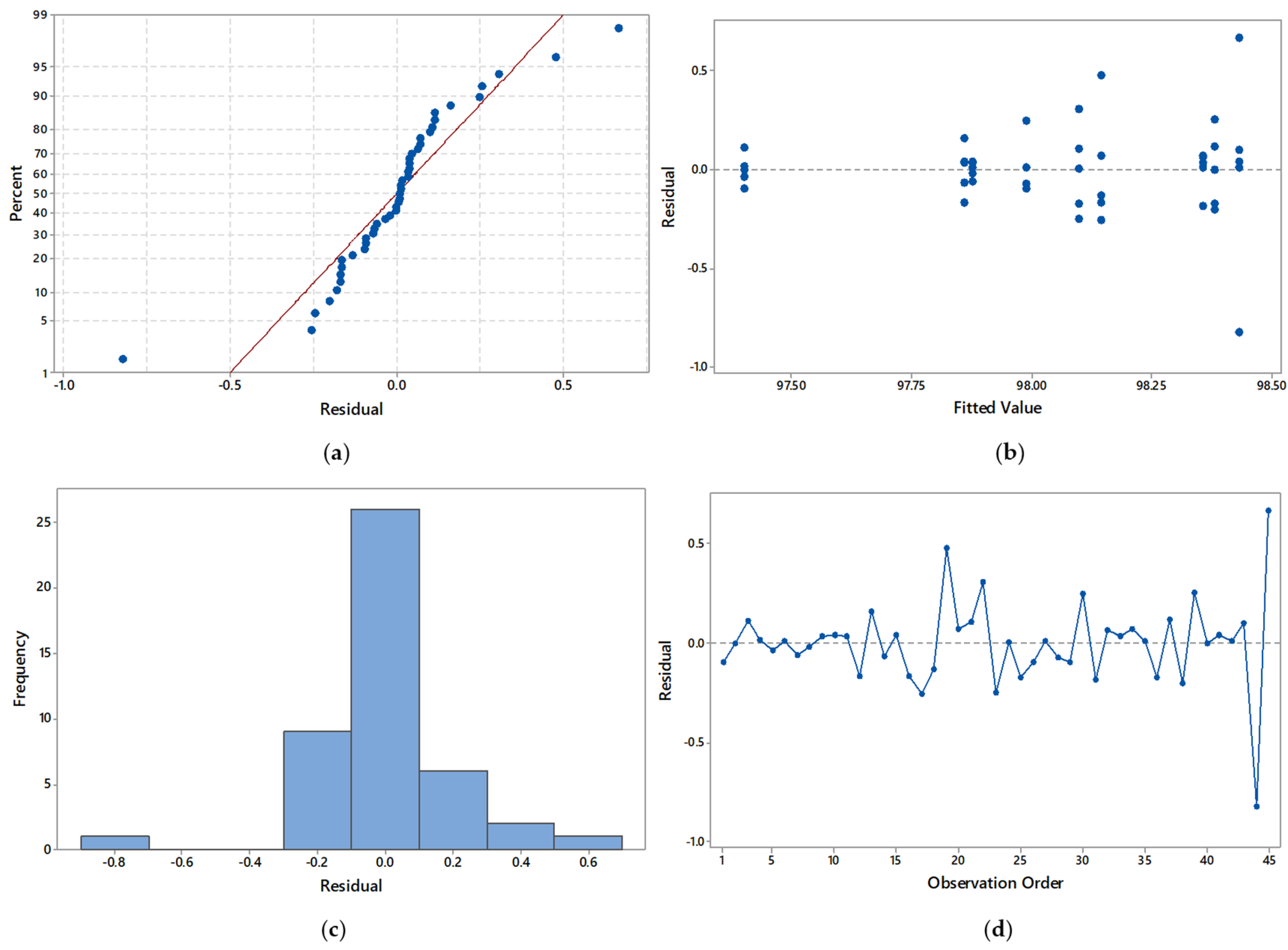
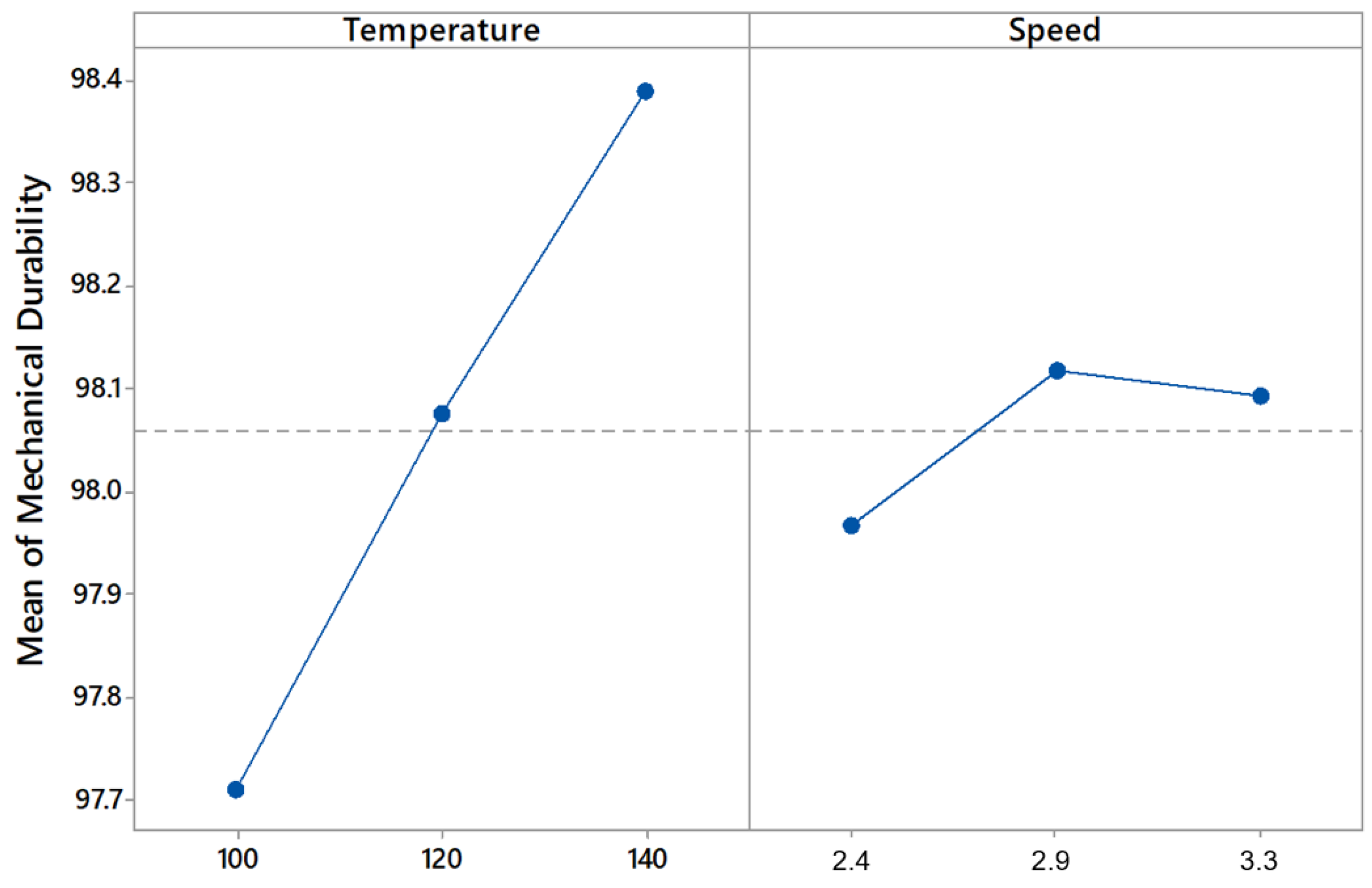
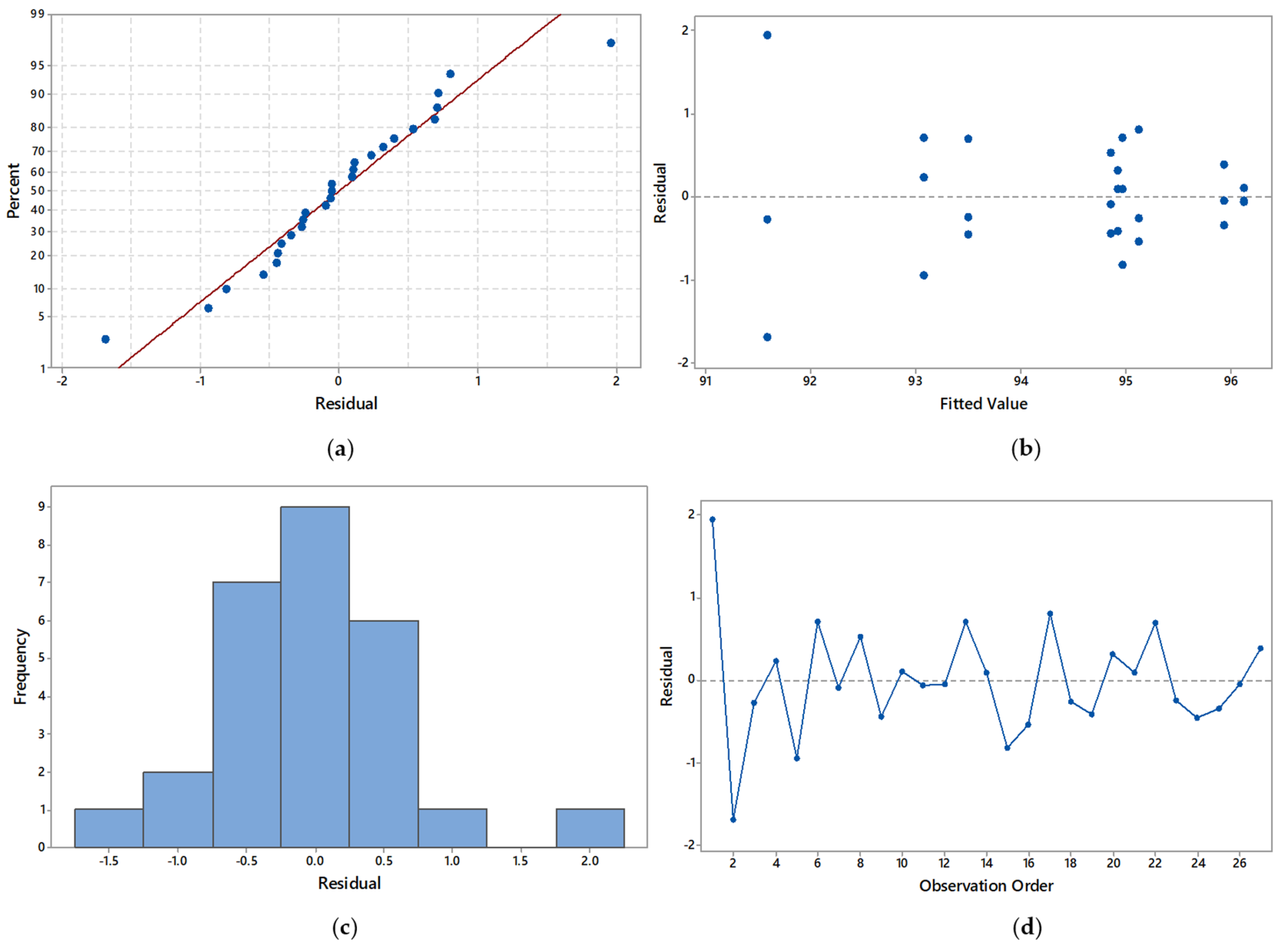
3.3. Effect of Temperature and Feeding Speed on Mechanical Durability
3.4. Effect of Temperature and Feeding Speed on Water Resistance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tursi, A. A review on biomass: Importance, chemistry, classification, and conversion. Biomass Res. J. 2019, 22, 962–979. [Google Scholar] [CrossRef]
- Frankl, P. COP26, Bioenergy and IEA Net Zero by 2050 Roadmap. In proceedings of the Presented at the IEA Bioenergy Conference 2021, Online, 29 November–9 December 2021; Available online: https://www.ieabioenergyconference2021.org/wp-content/uploads/2021/11/01-02_FRANKL.pdf (accessed on 20 June 2022).
- Ojolo, S.J.; Orisaleye, J.I.; Ismail, S.O.; Abodunrin, S.M. Technical potential of biomass energy in Nigeria. IFE J. Technol. 2012, 21, 60–65. [Google Scholar]
- Ladanai, S.; Vinterbäck, J. Global Potential of Sustainable Biomass for Energy. In Report 013; Department of Energy and Technology, Swedish University of Agricultural Sciences: Uppsala, Sweden, 2009. [Google Scholar]
- Jekayinfa, S.; Orisaleye, J.; Pecenka, R. An Assessment of Potential Resources for Biomass Energy in Nigeria. Resources 2020, 9, 92. [Google Scholar] [CrossRef]
- Long, H.; Li, X.; Wang, H.; Jia, J. Biomass resources and their bioenergy potential estimation: A review. Renew. Sustain. Energy Rev. 2013, 26, 344–352. [Google Scholar] [CrossRef]
- Stecher, K.; Brosowski, A.; Thrän, D. Biomass Potential in Africa Report; International Renewable Energy Agency (IRENA): Abu Dhabi, United Arab Emirates, 2013. [Google Scholar]
- Orisaleye, J.I.; Ojolo, S.J. Estimation of biomass potential for solving energy problem in Nigeria. In Building a Non-Oil Export Based Economy for Nigeria: The Potential of Value-Added Products from Agricultural Residues, 1st ed.; Jekayinfa, S.O., Ed.; Cuvillier Verlag Göttingen: Bonn, Germany, 2012; pp. 69–76. [Google Scholar]
- Searle, S.; Malins, C. A reassessment of global bioenergy potential in 2050. GCB Bioenergy 2015, 7, 328–336. [Google Scholar] [CrossRef]
- Jekayinfa, S.O.; Scholz, V. Potential Availability of Energetically Usable Crop Residues in Nigeria. Energy Sources Part A 2009, 31, 687–697. [Google Scholar] [CrossRef]
- Reisinger, A. Science, Urgency and Mitigation Post-COP26. In proceedings of the Presented at the IEA Bioenergy Conference 2021, Online, 29 November–9 December 2021; Available online: https://www.ieabioenergyconference2021.org/wp-content/uploads/2021/11/01-01_REISINGER_pub.pdf (accessed on 20 June 2022).
- Orisaleye, J.I.; Ojolo, S.J. Design of a laboratory scale biomass gasifier. In Building a Non-Oil Export Based Economy for Nigeria: The Potential of Value-Added Products from Agricultural Residues, 1st ed.; Jekayinfa, S.O., Ed.; Cuvillier Verlag Göttingen: Bonn, Germany, 2012; pp. 61–68. [Google Scholar]
- Ojolo, S.J.; Ismail, S.O.; Orisaleye, J.I.; Odutayo, A.F. Development of an inverted downdraft biomass gasifier cookstove. J. Emerg. Trends Eng. Appl. Sci. 2012, 3, 513–516. [Google Scholar]
- Orisaleye, J.; Adefuye, O.; Ogundare, A.; Fadipe, O.; Ope, A. Performance Evaluation of an Inverted Downdraft Biomass Gasifier Cook-Stove. Eng. Technol. Res. J. 2018, 3, 48–55. [Google Scholar] [CrossRef]
- Ola, F.; Jekayinfa, S. Pyrolysis of sandbox (Hura crepitans) shell: Effect of pyrolysis parameters on biochar yield. Res. Agric. Eng. 2015, 61, 170–176. [Google Scholar] [CrossRef] [Green Version]
- Pereira, E.G.; Martins, M.A.; Pecenka, R.; Carneiro, A.D.C.O. Pyrolysis gases burners: Sustainability for integrated production of charcoal, heat and electricity. Renew. Sustain. Energy Rev. 2017, 75, 592–600. [Google Scholar] [CrossRef]
- Jesus, M.S.; Napoli, A.; Trugilho, P.F.; Júnior, A.A.; Martinez, C.L.M.; Freitas, T.P. Energy and mass balance in the pyrolysis process of Eucalyptus wood. CERNE 2018, 24, 288–294. [Google Scholar] [CrossRef] [Green Version]
- Jekayinfa, S.O.; Scholz, V. Laboratory Scale Preparation of Biogas from Cassava Tubers, Cassava Peels, and Palm Kernel Oil Residues. Energy Sources Part A 2013, 35, 2022–2032. [Google Scholar] [CrossRef]
- Jekayinfa, S.; Linke, B.; Pecenka, R. Biogas production from selected crop residues in Nigeria and estimation of its electricity value. Int. J. Renew. Energy Technol. 2015, 6, 101–108. [Google Scholar] [CrossRef]
- Ohimain, E. Smallholder Bioethanol Production from Cassava Feedstock Under Rural Nigerian Settings. Energy Sources Part B 2015, 10, 233–240. [Google Scholar] [CrossRef]
- Jekayinfa, S.O.; Adebayo, A.O.; Sulaiman, M.A.; Ayoola, V.O. Prediction of density and viscosity of biodiesel fuel from Fatty Acid Methyl Ester (FAME) composition. Arid Zone J. Eng. Technol. Environ. 2019, 15, 519–533. [Google Scholar]
- Hasan, M.; Rahman, M. Performance and emission characteristics of biodiesel–diesel blend and environmental and economic impacts of biodiesel production: A review. Renew. Sustain. Energy Rev. 2017, 74, 938–948. [Google Scholar] [CrossRef] [Green Version]
- Orisaleye, J.I.; Jekayinfa, S.O.; Ogundare, A.A.; Adefuye, O.A.; Bamido, E. Effect of screen size on particle size distribution and performance of a small-scale design for a combined chopping and milling machine. Clean. Eng. Technol. 2022, 7, 100426. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Jekayinfa, S.O.; Adebayo, A.O.; Ahmed, N.A.; Pecenka, R. Effect of densification variables on density of corn cob briquettes produced using a uniaxial compaction biomass briquetting press. Energy Sources Part A 2018, 40, 3019–3028. [Google Scholar] [CrossRef]
- Orisaleye, J.; Jekayinfa, S.; Jekayinfa, S.; Pecenka, R.; Onifade, T. Effect of densification variables on water resistance of corn cob briquettes. Agron. Res. 2019, 17, 1722–1734. [Google Scholar] [CrossRef]
- Obi, O.F.; Pecenka, R.; Clifford, M.J. A Review of Biomass Briquette Binders and Quality Parameters. Energies 2022, 15, 2426. [Google Scholar] [CrossRef]
- Kaltschmitt, M.; Hartmann, H.; Hofbauer, H. Energie aus Biomasse: Grundlagen, Techniken und Verfahren; Springer Vieweg: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Ojolo, S.J.; Ajiboye, J.S.; Orisaleye, J.I. Plug flow analysis for the design of the compaction region of a tapered screw extruder biomass briquetting machine. Agric. Eng. Int. CIGR J. 2015, 17, 176–195. [Google Scholar]
- Orisaleye, J.I.; Ojolo, S.J. Mathematical Modelling of Pressure Distribution along the Die of a Biomass Briquetting Machine. Int. J. Des. Eng. 2019, 9, 36–50. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Ojolo, S.J. Parametric analysis and design of straight screw extruder for solids compaction. J. King Saud Univ. Eng. Sci. 2019, 31, 86–96. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Ojolo, S.J.; Ajiboye, J.S. Pressure build-up and wear analysis of tapered screw extruder biomass briquetting machines. Agric. Eng. Int. CIGR J. 2019, 21, 122–133. [Google Scholar]
- Orisaleye, J.I.; Ojolo, S.; Ajiboye, J.S. Mathematical modelling of die pressure of a screw briquetting machine. J. King Saud Univ. Eng. Sci. 2020, 32, 555–560. [Google Scholar] [CrossRef]
- Gageanu, I.; Cujbescu, D.; Persu, C.; Tudor, P.; Cardei, P.; Matache, M.; Vladut, V.; Biris, S.; Voicea, I.; Ungureanu, N. Influence of Input and Control Parameters on the Process of Pelleting Powdered Biomass. Energies 2021, 14, 4104. [Google Scholar] [CrossRef]
- Ivanova, T.; Muntean, A.; Havrland, B.; Pobedinsky, V. Theoretical modelling of the briquetting process with different pressing equipment. Agron. Res. 2013, 11, 47–52. [Google Scholar]
- Jekayinfa, S.O.; Pecenka, R.; Orisaleye, J.I. Empirical model for prediction of density and water resistance of corn cob briquettes. Int. J. Renew. Energy Technol. 2019, 10, 212–228. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Jekayinfa, S.O.; Braimoh, O.M.; Edhere, V.O. Empirical models for physical properties of abura (Mitragyna ciliata) sawdust briquettes using response surface methodology. Clean. Eng. Technol. 2022, 7, 100447. [Google Scholar] [CrossRef]
- Cabrales, H.; Arzola, N.; Araque, O. The effects of moisture content, fiber length and compaction time on African oil palm empty fruit bunches briquette quality parameters. Heliyon 2020, 6, e05607. [Google Scholar] [CrossRef]
- Essien, U.A.; Oke, P.K. Modelling the effect of compaction pressure on the densification of agricultural waste briquettes. Afr. J. Sci. Technol. Innov. Dev. 2019, 11, 579–588. [Google Scholar] [CrossRef]
- Lai, Z.Y.; Chua, H.B.; Goh, S.M. Influence of process parameters on the strength of oil palm kernel shell pellets. J. Mater. Sci. 2013, 48, 1448–1456. [Google Scholar] [CrossRef]
- Mitchual, S.J.; Frimpong-Mensah, K.; Darkwa, N.A. Effect of species, particle size and compacting pressure on relaxed density and compressive strength of fuel briquettes. Int. J. Energy Environ. Eng. 2013, 4, 30. [Google Scholar] [CrossRef] [Green Version]
- Muntean, A.; Ivanova, T.; Hutla, P.; Havrland, B. Influence of raw material properties on the quality of solid biofuel and energy consumption in briquetting process. Agron. Res. 2017, 15, 1708–1715. [Google Scholar] [CrossRef]
- Lindley, J.A.; Vossoughi, M. Physical properties of biomass briquets. Trans. Am. Soc. Agric. Eng. 1989, 32, 361–366. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefin. 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Pecenka, R.; Ehlert, D.; Lenz, H. Efficient harvest lines for Short Rotation Coppices (SRC) in agriculture and agroforestry. Agron. Res. 2014, 12, 151–160. [Google Scholar]
- Lenz, H.; Idler, C.; Hartung, E.; Pecenka, R. Open-air storage of fine and coarse wood chips of poplar from short rotation coppice in covered piles. Biomass-Bioenergy 2015, 83, 269–277. [Google Scholar] [CrossRef]
- Dittrich, C.; Pecenka, R.; Løes, A.-K.; Cáceres, R.; Conroy, J.; Rayns, F.; Schmutz, U.; Kir, A.; Kruggel-Emden, H. Extrusion of Different Plants into Fibre for Peat Replacement in Growing Media: Adjustment of Parameters to Achieve Satisfactory Physical Fibre-Properties. Agronomy 2021, 11, 1185. [Google Scholar] [CrossRef]
- EN ISO 17827-1:2016-10; Solid Biofuels-Determination of Particle Size Distribution for Uncompressed Fuels-Part 1: Oscillating Screen Method Using Sieves with Apertures of 3.15 mm and Above. ISO: Geneva, Switzerland, 2016.
- EN DIN 17828:2015; Solid Biofuels—Determination of Bulk Density. DIN: Berlin, Germany, 2015.
- EN ISO 18134-2:2017-05; Solid Biofuels—Determination of Moisture Content-Oven Dry Method-Part 2: Total Moisture-Simplified Method. ISO: Geneva, Switzerland, 2017.
- Birwatkar, V.R.; Khandetod, Y.P.; Mohod, A.G.; Dhande, K.G. Physical and thermal properties of biomass briquetted fuel. India J. Sci. Res. Technol. 2014, 2, 55–62. [Google Scholar]
- Sengar, S.H.; Mohod, A.G.; Khandetod, Y.P.; Patil, S.S.; Chendake, A.D. Performance of Briquetting Machine for Briquette Fuel. Int. J. Energy Eng. 2012, 2, 28–34. [Google Scholar] [CrossRef] [Green Version]
- Saha, K.; Hossain, M.; Ali Alam, M. Feasibility study of coconut coir dust briquette. J. Bangladesh Agric. Univ. 2014, 12, 369–376. [Google Scholar] [CrossRef] [Green Version]
- Coşereanu, C.; Lica, D.; Lunguleasa, A. Investigation on the quality of briquettes made from rarely used wood species, agro-wastes and forest biomass. Pro Ligno 2015, 11, 32–39. [Google Scholar]
- Voicea, I.; Voicu, G.; Cârdei, P.; Vlăduţ, V.; Biriş, S. A Mathematical Model of Chopped Miscanthus Briquetting Process. Procedia Technol. 2015, 19, 750–757. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Liu, H. High-pressure densification of wood residues to form an upgraded fuel. Biomass-Bioenergy 2000, 19, 177–186. [Google Scholar] [CrossRef]
- Zafari, A.; Kianmehr, M.H.; Abdolahzadeh, R. Modeling the effect of extrusion parameters on density of biomass pellet using artificial neural network. Int. J. Recycl. Org. Waste Agric. 2013, 2, 9. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Zheng, D.; Wu, K.; Zhang, X. The optimum conditions for preparing briquette made from millet bran using Generalized Distance Function. Renew. Energy 2019, 140, 692–703. [Google Scholar] [CrossRef]
- Lisowski, A.; Pajor, M.; Świętochowski, A.; Dąbrowska, M.; Klonowski, J.; Mieszkalski, L.; Ekielski, A.; Stasiak, M.; Piątek, M. Effects of moisture content, temperature, and die thickness on the compaction process, and the density and strength of walnut shell pellets. Renew. Energy 2019, 141, 770–781. [Google Scholar] [CrossRef]
- Gilvari, H.; de Jong, W.; Schott, D.L. Quality parameters relevant for densification of bio-materials: Measuring methods and affecting factors—A review. Biomass-Bioenergy 2018, 120, 117–134. [Google Scholar] [CrossRef]
- Nurek, T.; Gendek, A.; Roman, K.; Dąbrowska, M. The effect of temperature and moisture on the chosen parameters of briquettes made of shredded logging residues. Biomass-Bioenergy 2019, 130, 105368. [Google Scholar] [CrossRef]
- Zafari, A.; Kianmehr, M.H. Effect of Temperature, Pressure and Moisture Content on Durability of Cattle Manure Pellet in Open-end Die Method. J. Agric. Sci. 2012, 4, 203–208. [Google Scholar] [CrossRef]
- Zafari, A.; Kianmehr, M.H. Factors affecting mechanical properties of biomass pellet from compost. Environ. Technol. 2014, 35, 478–486. [Google Scholar] [CrossRef]
- Voicea, I.; Voicu, G.; Cârdei, P.; Vlăduț, V.; Găgeanu, I.; Daraban, A. Theoretical and experimental research on the process of biomass briquetting. UPB Sci. Bull. Ser. D 2016, 78, 203–214. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Low Level | Medium Level | High Level |
|---|---|---|---|
| Temperature (°C) | 100 | 120 | 140 |
| Feeding speed (mm s−1) | 2.4 | 2.9 | 3.3 |
| Experiment Number | Temperature (°C) | Feeding Speed (mm s−1) |
|---|---|---|
| 1 | 100 | 2.4 |
| 2 | 100 | 2.9 |
| 3 | 100 | 3.3 |
| 4 | 120 | 2.4 |
| 5 | 120 | 2.9 |
| 6 | 120 | 3.3 |
| 7 | 140 | 2.4 |
| 8 | 140 | 2.9 |
| 9 | 140 | 3.3 |
| Temperature | Feeding Speed (mm s−1) | ||
|---|---|---|---|
| 2.4 | 2.9 | 3.3 | |
| °C | kg m−³ | kg m−³ | kg m−³ |
| 100 | 746.74 (10.88) | 822.72 (49.66) | 837.03 (29.40) |
| 120 | 897.81 (55.40) | 848.81 (51.98) | 847.48 (12.40) |
| 140 | 838.41 (25.26) | 838.19 (13.10) | 916.82 (28.58) |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 8 | 91,297 | 11,412 | 7.47 | 0.000 |
| Linear | 4 | 51,815 | 12,954 | 8.48 | 0.000 |
| Temperature | 2 | 38,970 | 19,485 | 12.75 | 0.000 |
| Feeding Speed | 2 | 12,845 | 6423 | 4.20 | 0.023 |
| 2-Way Interactions | 4 | 39,482 | 9870 | 6.46 | 0.001 |
| Temperature × Feeding Speed | 4 | 39,482 | 9870 | 6.46 | 0.001 |
| Error | 36 | 55,004 | 1528 | ||
| Total | 44 | 146,301 |
| Temperature | Feeding Speed (mm s−1) | ||
|---|---|---|---|
| 2.4 | 2.9 | 3.3 | |
| °C | % | % | % |
| 100 | 97.40 (0.07) | 97.88 (0.04) | 97.86 (0.11) |
| 120 | 98.14 (0.26) | 98.10 (0.20) | 97.99 (0.13) |
| 140 | 98.36 (0.09) | 98.38 (0.17) | 98.43 (0.48) |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 8 | 4.2609 | 0.53261 | 9.41 | 0.000 |
| Linear | 4 | 3.6532 | 0.91331 | 16.13 | 0.000 |
| Temperature | 2 | 3.4576 | 1.72882 | 30.54 | 0.000 |
| Feeding Speed | 2 | 0.1956 | 0.09780 | 1.73 | 0.192 |
| 2-Way Interactions | 4 | 0.6076 | 0.15191 | 2.68 | 0.047 |
| Temperature × Feeding Speed | 4 | 0.6076 | 0.15191 | 2.68 | 0.047 |
| Error | 36 | 2.0382 | 0.05662 | ||
| Total | 44 | 6.2990 |
| Temperature | Feeding Speed (mm s−1) | ||
|---|---|---|---|
| 2.4 | 2.9 | 3.3 | |
| °C | % | % | % |
| 100 | 91.60 (1.50) | 93.08 (0.69) | 94.86 (0.40) |
| 120 | 96.12 (0.08) | 94.97 (0.63) | 95.13 (0.58) |
| 140 | 94.92 (0.31) | 93.51 (0.50) | 95.94 (0.30) |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 8 | 51.09 | 6.3864 | 9.42 | 0.000 |
| Linear | 4 | 34.20 | 8.5488 | 12.61 | 0.000 |
| Temperature | 2 | 23.84 | 11.9207 | 17.59 | 0.000 |
| Feeding Speed | 2 | 10.35 | 5.1769 | 7.64 | 0.004 |
| 2-Way Interactions | 4 | 16.90 | 4.2239 | 6.23 | 0.002 |
| Temperature × Feeding Speed | 4 | 16.90 | 4.2239 | 6.23 | 0.002 |
| Error | 18 | 12.20 | 0.6777 | ||
| Total | 26 | 63.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orisaleye, J.I.; Jekayinfa, S.O.; Dittrich, C.; Obi, O.F.; Pecenka, R. Effects of Feeding Speed and Temperature on Properties of Briquettes from Poplar Wood Using a Hydraulic Briquetting Press. Resources 2023, 12, 12. https://doi.org/10.3390/resources12010012
Orisaleye JI, Jekayinfa SO, Dittrich C, Obi OF, Pecenka R. Effects of Feeding Speed and Temperature on Properties of Briquettes from Poplar Wood Using a Hydraulic Briquetting Press. Resources. 2023; 12(1):12. https://doi.org/10.3390/resources12010012
Chicago/Turabian StyleOrisaleye, Joseph I., Simeon O. Jekayinfa, Christian Dittrich, Okey F. Obi, and Ralf Pecenka. 2023. "Effects of Feeding Speed and Temperature on Properties of Briquettes from Poplar Wood Using a Hydraulic Briquetting Press" Resources 12, no. 1: 12. https://doi.org/10.3390/resources12010012