

Human-in-Loop: A Review of Smart Manufacturing Deployments

Abstract
:1. Introduction
2. Theoretical Background and Previous Works
How This Review Extends Existing Work
3. Research Questions and Methodology
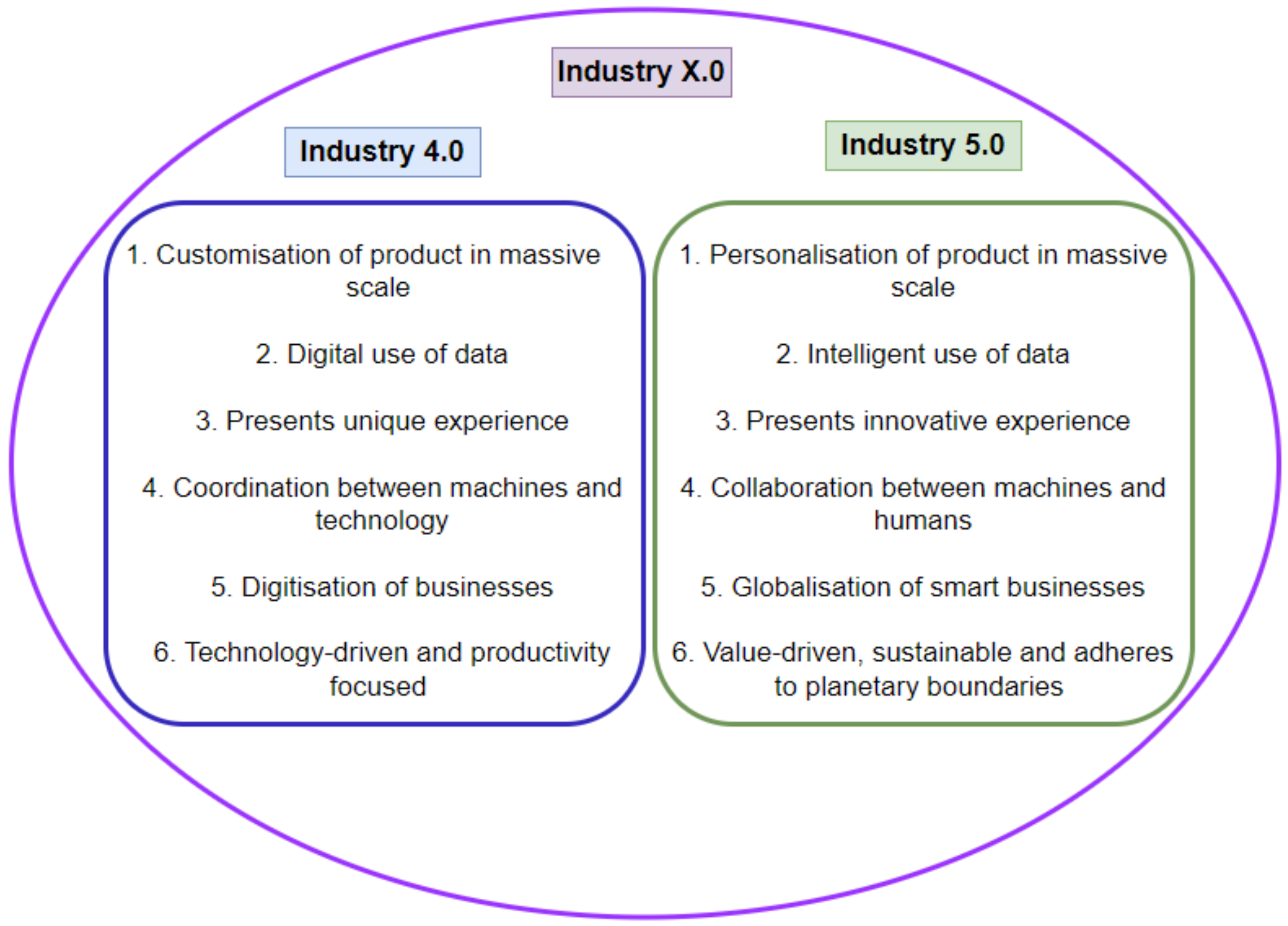
- RQ1: How can the differences between I4.0 and I5.0 use cases be classified and is a new hybrid IX necessary?
- RQ2: How is the role of humans in smart manufacturing impacted as a result of the implementation of AI/ML technologies?
- RQ3: How can the performance of humans within an HIL cyber–physical production process be assessed or benchmarked? In this paper, the different levels of human involvement in a CPS and their relative importance have been investigated.
- RQ4: Where and how does a ‘human-in-loop’ concept add value in a smart manufacturing setting?
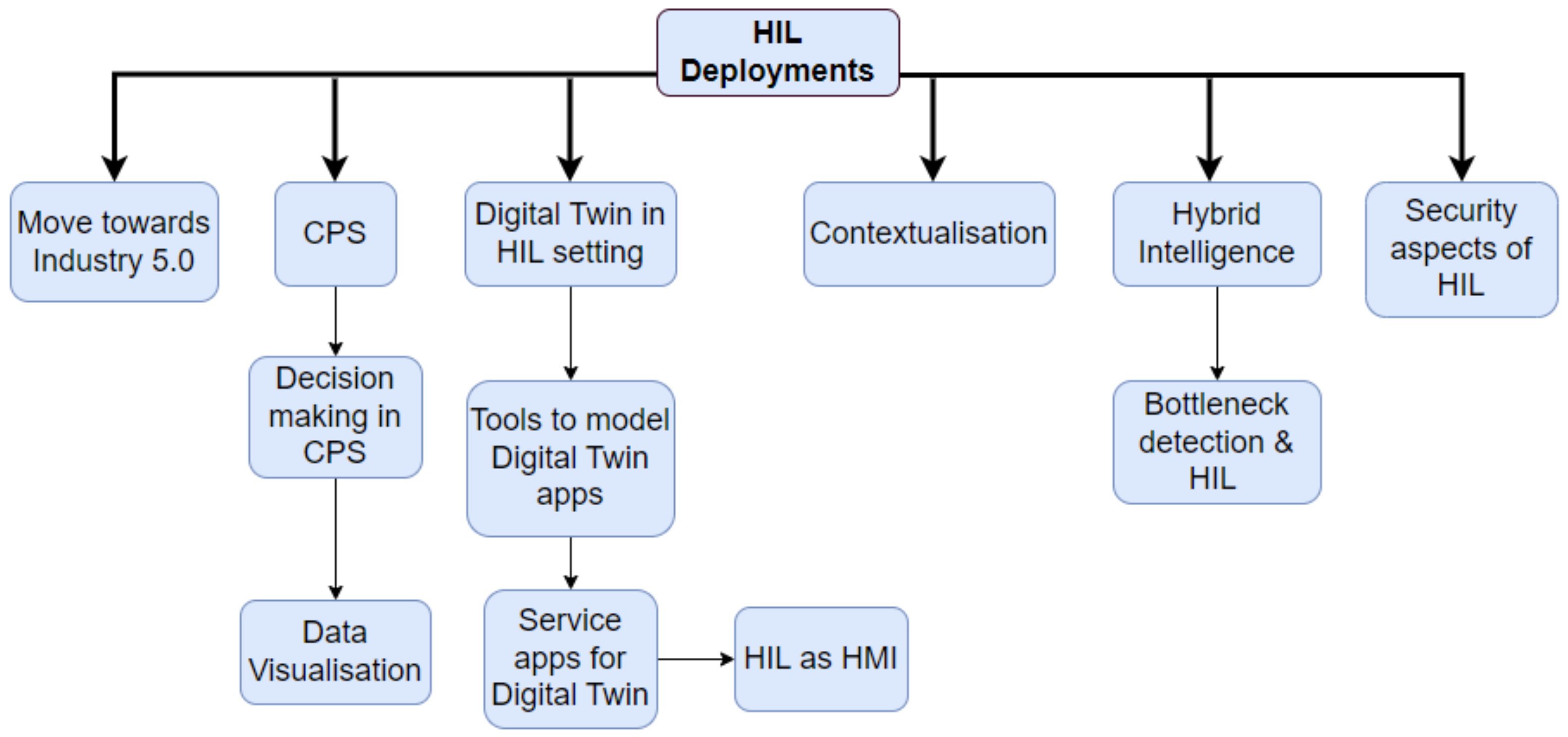
4. Implications of a Move towards Industry 5.0 for HIL Performance Standards
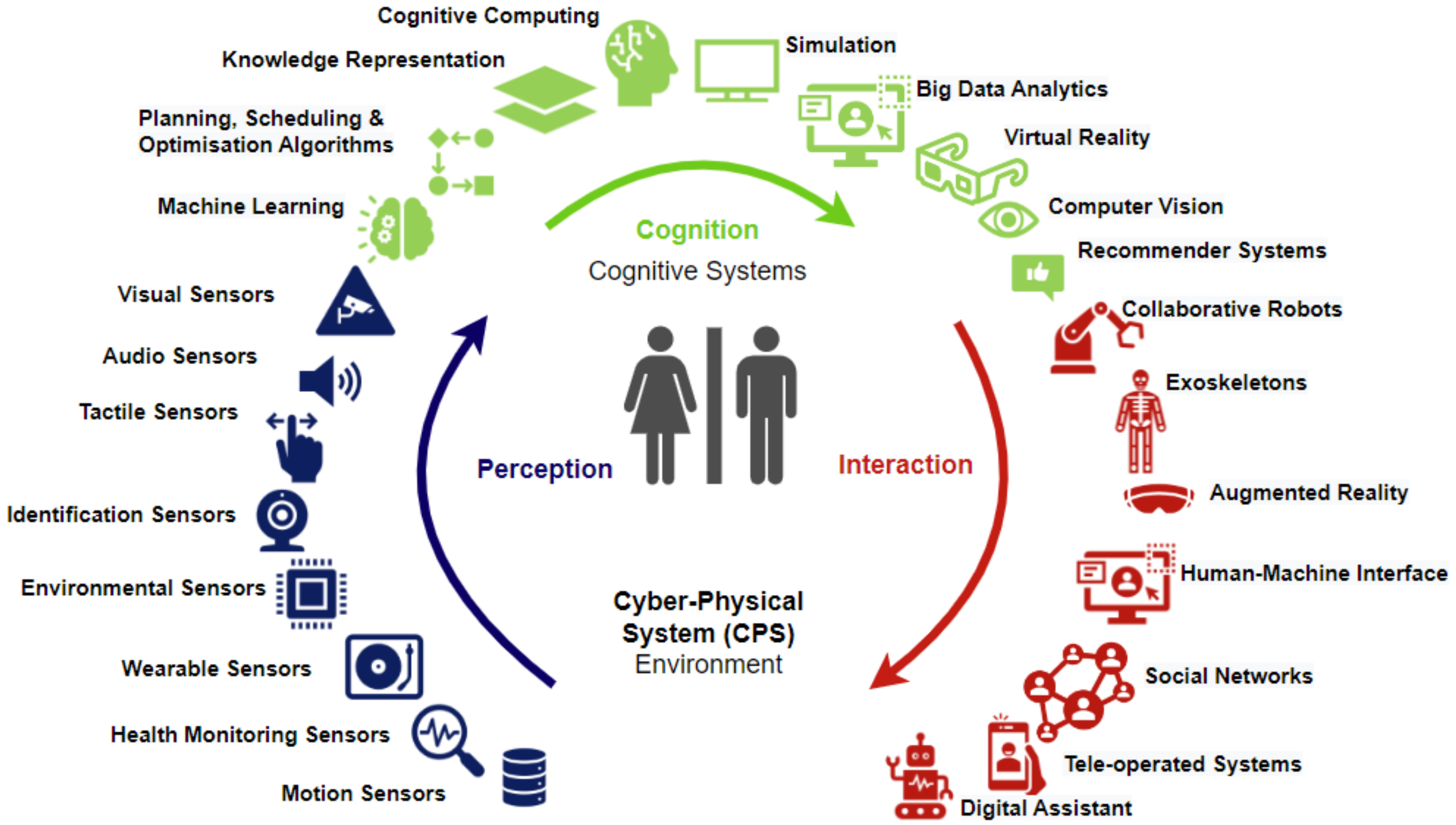
5. Cyber–Physical Systems
- What is the spectrum of physical principles, models, and solutions that are available for the task at hand? A systems-based use of HIL within CPS can only be certified when an appropriate HILCPS is defined through a thorough first principles understanding of such models.
- Reliable modelling techniques are required to detect, classify, and possibly predict human behaviour. Current state-of-the-art techniques are now presented where available. A generalised dynamic human behaviour for interaction with a CPS model remains an open research question.
- Human behaviour models must be incorporated with some supervisory architecture, be it feedback, feed-forward, or any form of hierarchical control action.
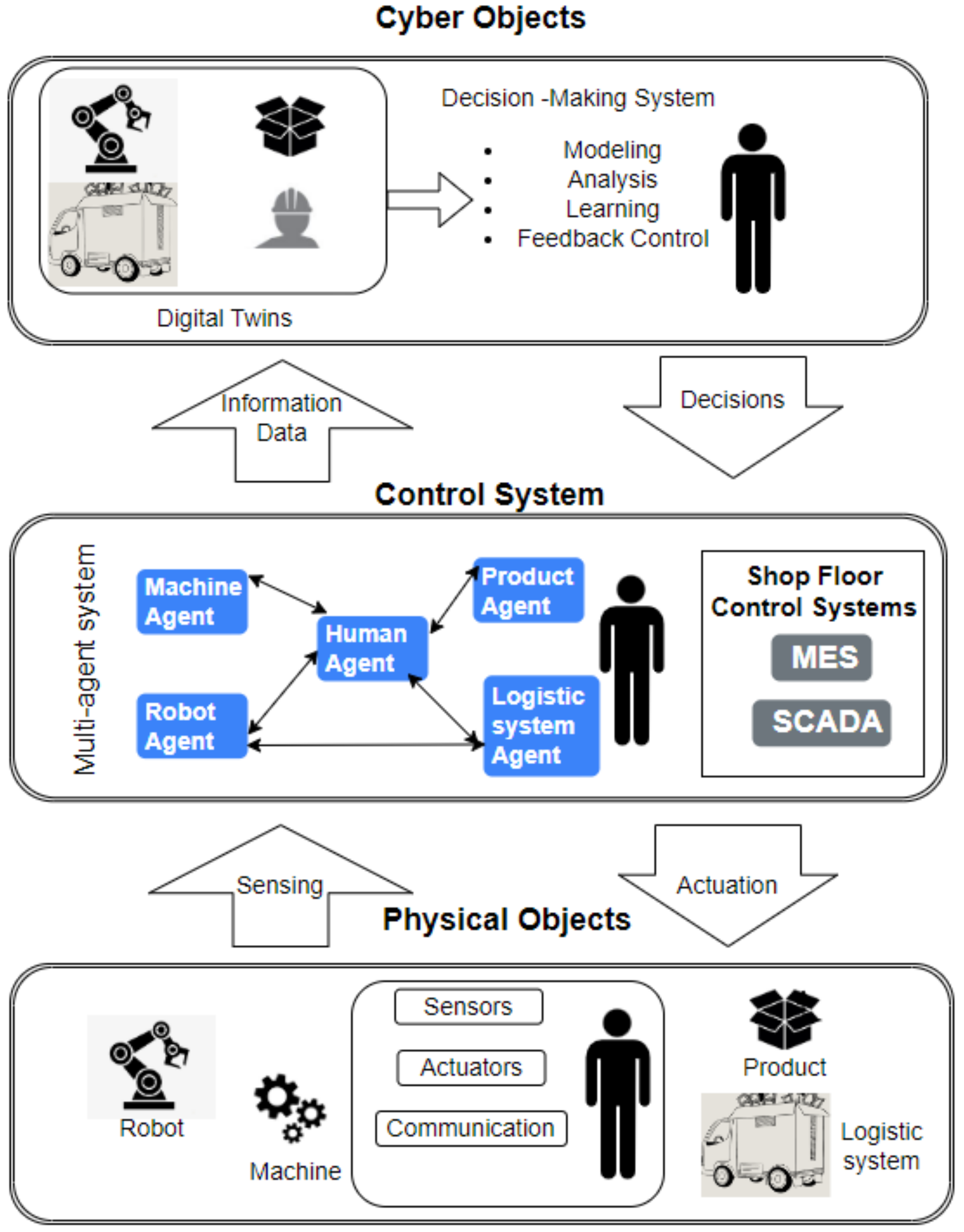
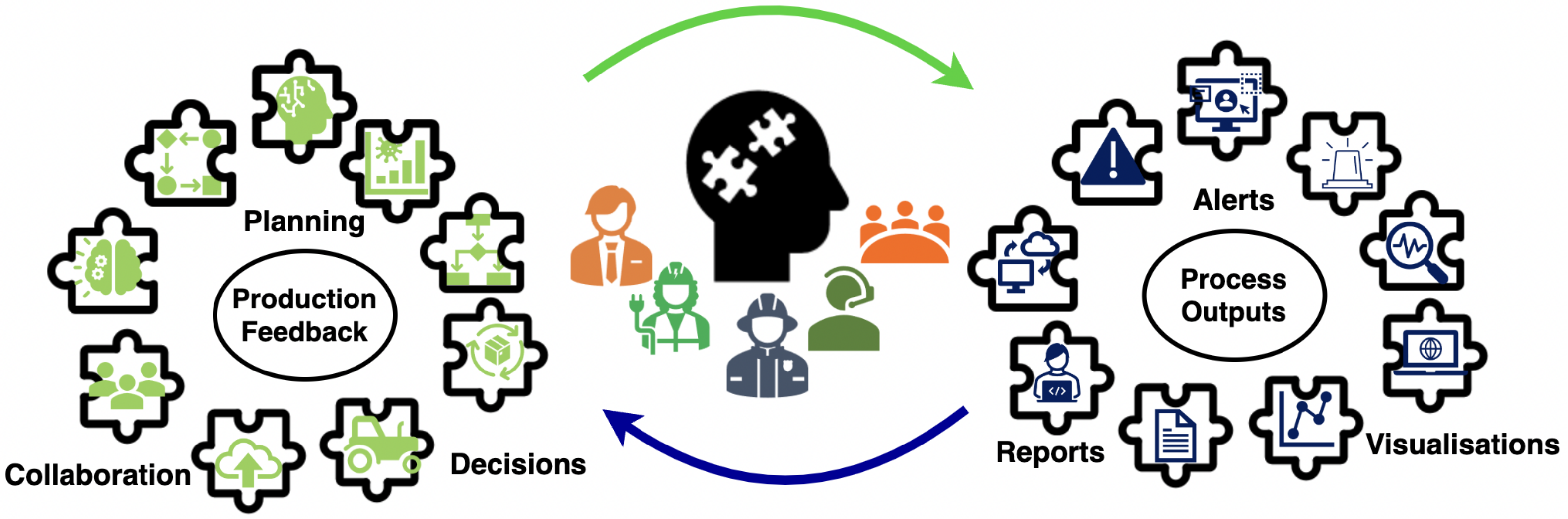
- Physical layer is where sensor devices mounted on machines are used to communicate with human operators. Here, decisions are made at the edge level with local human intelligence. Smart equipment can be used as an add-on to either implement self-adjusting strategies or to provide additional information to the humans involved for direct intervention. The physical layer supports data collection from the production floor which is then sent to other layers for processing so that decisions can be made in real time.
- Cyber layer is where the data is sent from the physical layer for data processing, visualisation, and virtualisation of the system [49]. In [50] it is shown how HIL can access the sensor data for data analytics to enhance decision-making, operational and financial performance. The human interaction in the cyber layer here is similar to the human-in-mesh approach given in Fantini et al. [51]. Software technology directs the human operator’s interaction with the manufacturing system, allowing the human operator to interpret factory units through a form of cyber-representation and make better-educated decisions that are subsequently communicated to the physical layer.
- Control layer is the layer between physical and cyber layers which reproduces the functioning of every physical object. The holonic and multi-agent control approach presented is compatible with industrial control systems (e.g., SCADA), which, with proper integration, provide control over the manufacturing process [52].The control layer’s key attributes that are presented in the above work can be classified as:
- Data are collected from machines and other physical objects via sensors.
- Using a multi-agent system, physical object behaviour is modelled.
- The control layer that links the physical and cyber layers enables the transfer of decisions from the latter to the factory floor’s equipment via actuators.
5.1. Decision-Making in CPS
5.2. Data Visualisation
6. Digital Twin Technology in a HIL Setting
- what is the amount of autonomous operation and feedback from the industry floor that will be facilitated through the DT?
- what modifications may be made to better integrate HIL with DT technologies??
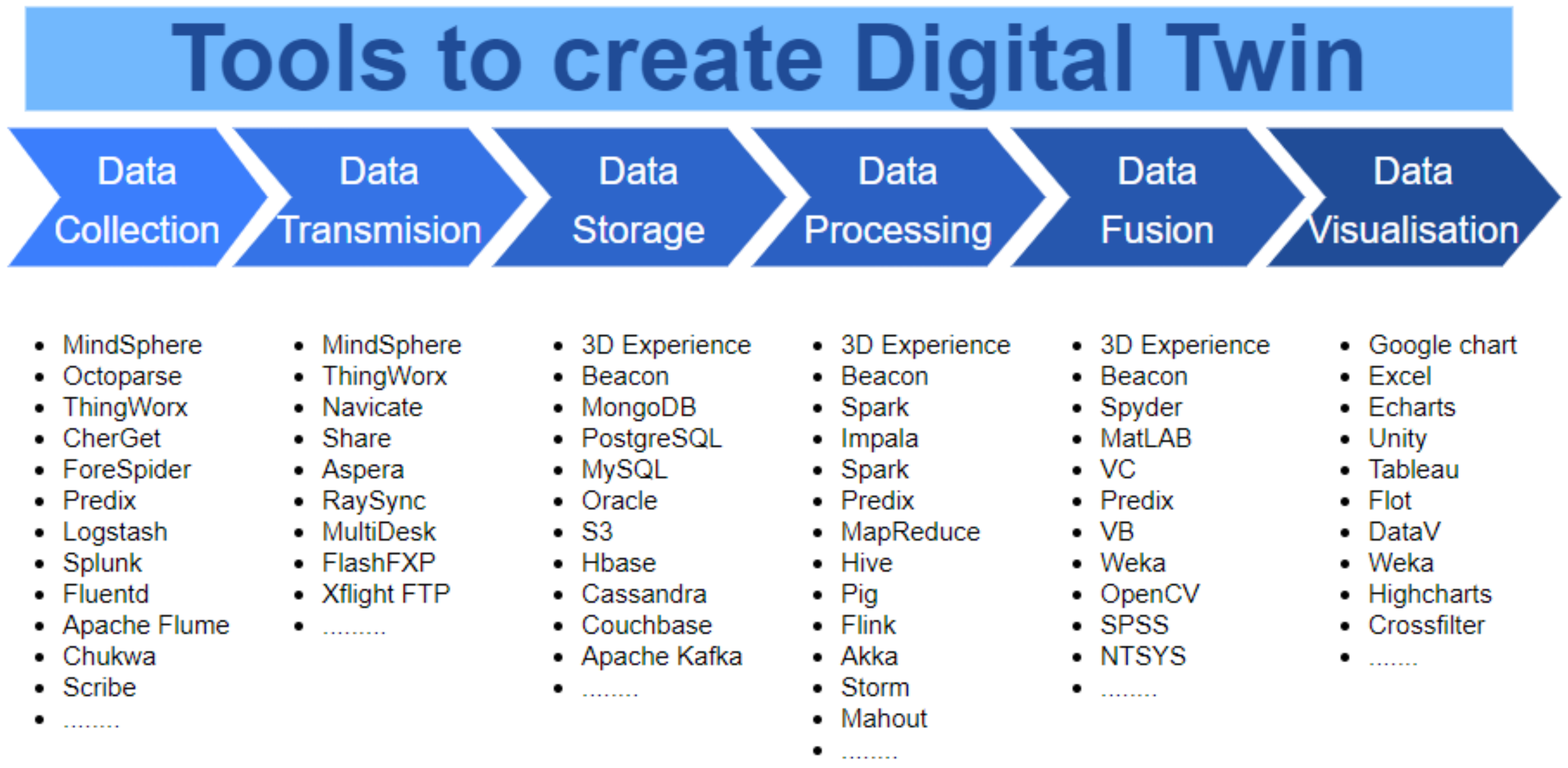
6.1. Tools to Model and Manage Digital Twin Applications
6.2. Service Applications That Support HIL for Digital Twin
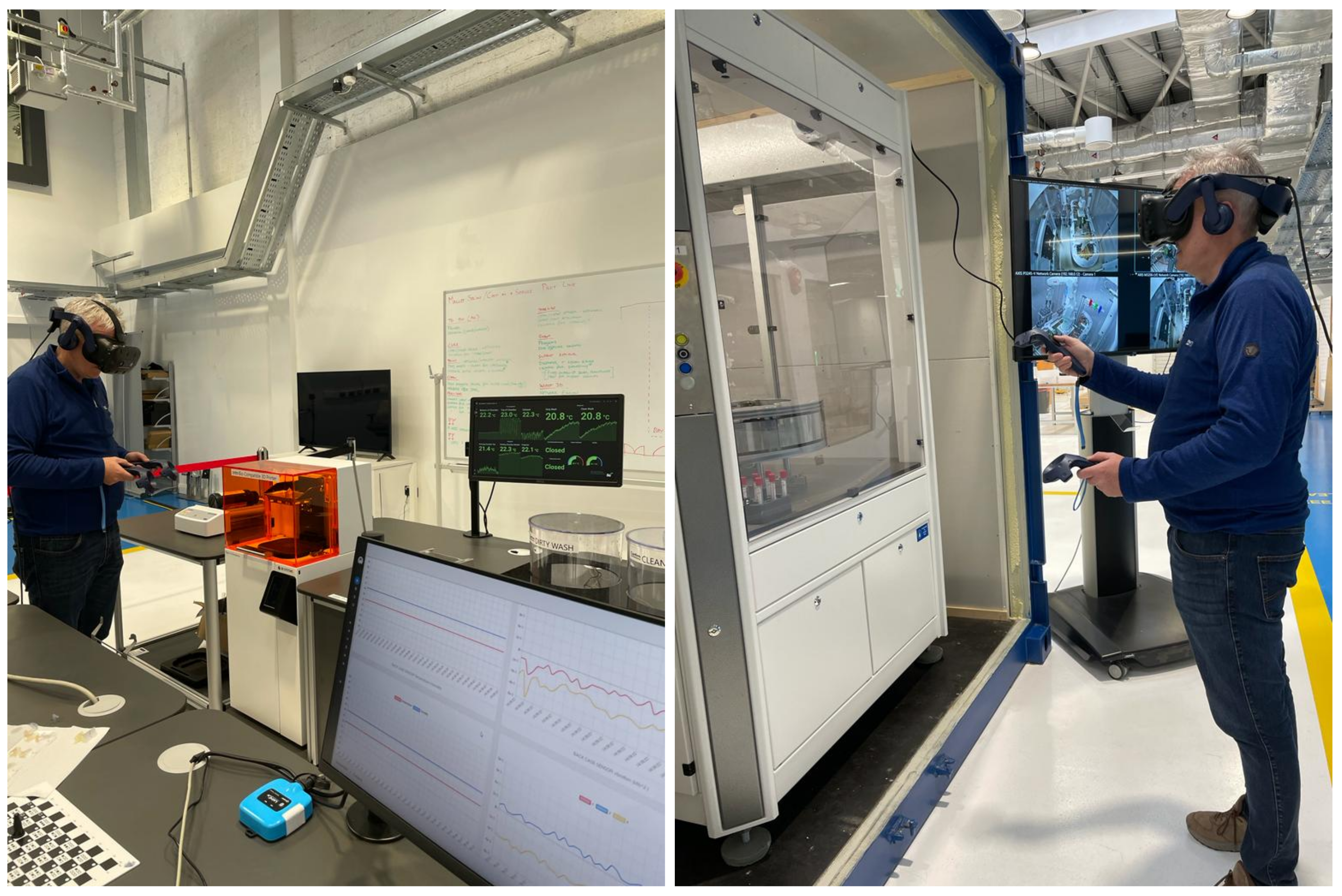
6.3. Human-in-Loop as a Human–Machine Interface
7. Contextualisation
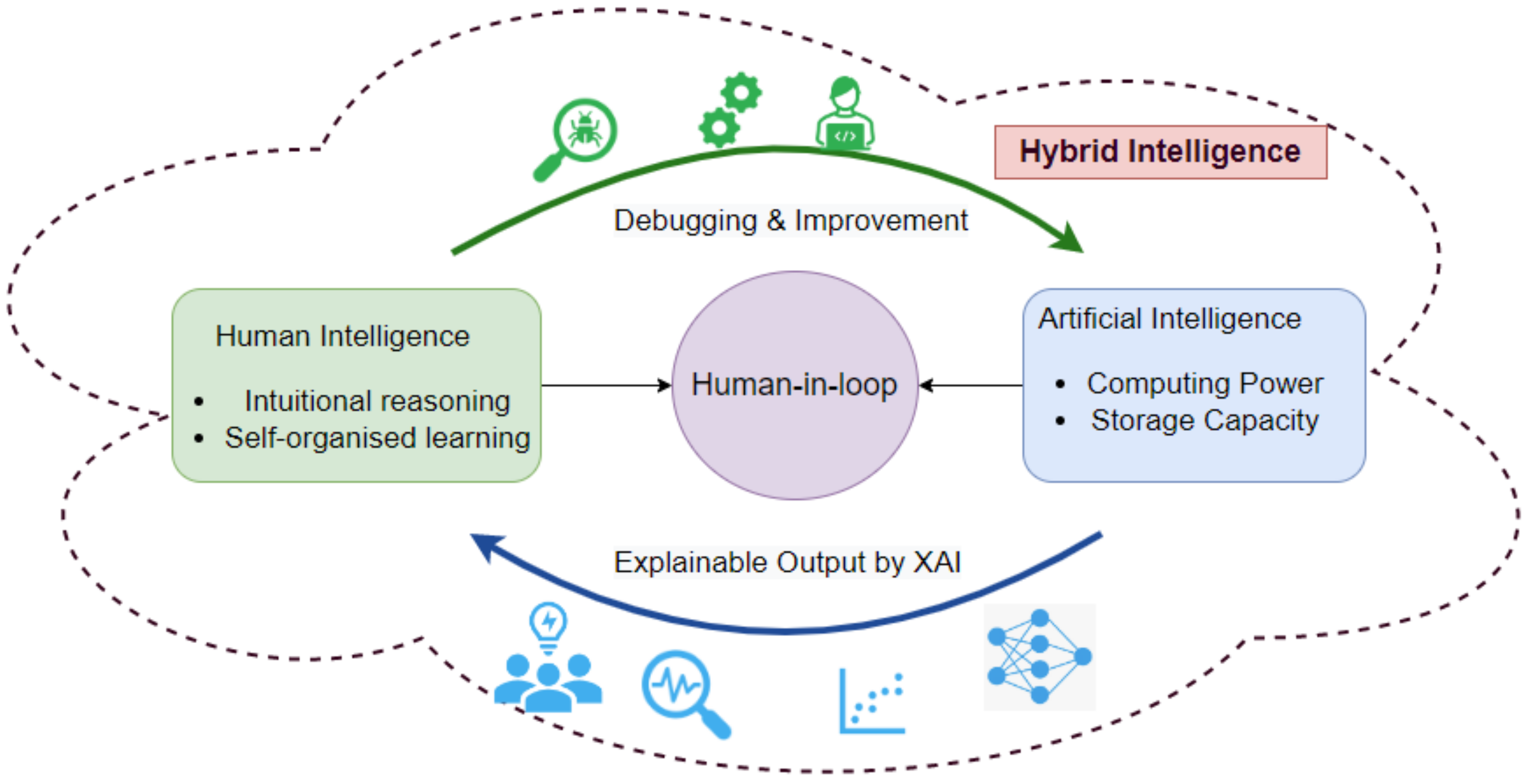
8. Hybrid Intelligence
8.1. Bottleneck Detection Integrating Human-in-Loop
9. Security Aspects of Human-in-Loop
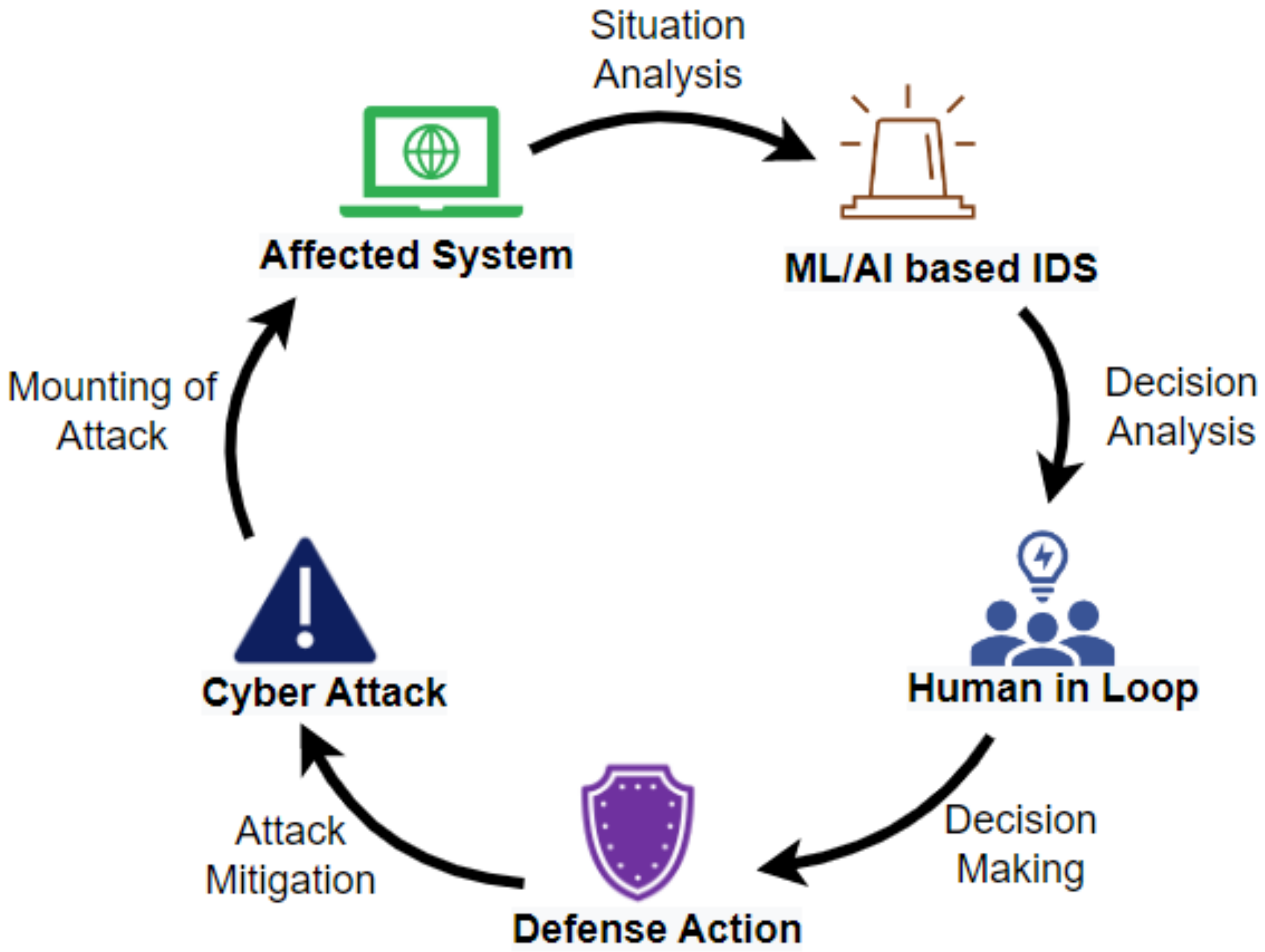
- Cyber attacks are expected to be a recurring problem moving forward and, therefore, the formulation of a mitigation strategy is essential in normal operation. Once a cyber attack is detected, an AI-informed intrusion detection system (IDS) analyses the threat, collects information regarding the attack, and sends the information to the HIL.
- The human operator analyses the information and the output of the AI-based IDS. A decision regarding the plan of action is formulated and a defence strategy is executed by the HIL.
- The defence action taken with HIL optimises the mitigation effort associated with a particular attack.
- Multiple attacks may transpire during any mitigation. The early detection of such attacks and a measurement of the benefits that are derived from incorporating HIL must be recorded in order to help the community of practice engage in what-if thinking in relation to improved resilience to attacks.

10. Discussion and Conclusions
- Intellect aspect: Humans serve as mentors who possess the information that AI models can learn from.
- Interaction aspect: Humans perform collaborative and supervisory responsibilities to guarantee effective engagement.
- Interface aspect: Humans assist in the data gathering process through some interfaces in addition to acting as data requesters.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kusiak, A. Smart manufacturing. Int. J. Prod. Res. 2018, 56, 508–517. [Google Scholar] [CrossRef]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- Guerin, C.; Rauffet, P.; Chauvin, C.; Martin, E. Toward production operator 4.0: Modelling human-machine cooperation in industry 4.0 with cognitive work analysis. IFAC-PapersOnLine 2019, 52, 73–78. [Google Scholar] [CrossRef]
- Longo, F.; Padovano, A.; Umbrello, S. Value-oriented and ethical technology engineering in industry 5.0: A human-centric perspective for the design of the factory of the future. Appl. Sci. 2020, 10, 4182. [Google Scholar] [CrossRef]
- Turner, C.; Oyekan, J.; Garn, W.; Duggan, C.; Abdou, K. Industry 5.0 and the Circular Economy: Utilizing LCA with Intelligent Products. Sustainability 2022, 14, 14847. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Smart manufacturing: Characteristics, technologies and enabling factors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 1342–1361. [Google Scholar] [CrossRef]
- Nunes, D.S.; Zhang, P.; Silva, J.S. A survey on human-in-the-loop applications towards an internet of all. IEEE Commun. Surv. Tutor. 2015, 17, 944–965. [Google Scholar] [CrossRef]
- Schaeffer, E. Industry X. 0: Realizing Digital Value in Industrial Sectors; Kogan Page Publishers: London, UK, 2017. [Google Scholar]
- Cheng, Y.J.; Chen, M.H.; Cheng, F.C.; Cheng, Y.C.; Lin, Y.S.; Yang, C.J. Developing a decision support system (DSS) for a dental manufacturing production line based on data mining. Appl. Syst. Innov. 2018, 1, 17. [Google Scholar] [CrossRef] [Green Version]
- Priore, P.; Ponte, B.; Puente, J.; Gómez, A. Learning-based scheduling of flexible manufacturing systems using ensemble methods. Comput. Ind. Eng. 2018, 126, 282–291. [Google Scholar] [CrossRef] [Green Version]
- Xin, Y.; Kong, L.; Liu, Z.; Chen, Y.; Li, Y.; Zhu, H.; Gao, M.; Hou, H.; Wang, C. Machine learning and deep learning methods for cybersecurity. IEEE Access 2018, 6, 35365–35381. [Google Scholar] [CrossRef]
- Gaham, M.; Bouzouia, B.; Achour, N. Human-in-the-loop cyber-physical production systems control (hilcp 2 sc): A multi-objective interactive framework proposal. In Service Orientation in Holonic and Multi-Agent Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015; pp. 315–325. [Google Scholar]
- Kujawińska, A.; Rogalewicz, M.; Muchowski, M.; Stańkowska, M. Application of cluster analysis in making decision about purchase of additional materials for welding process. In Smart Technology; Springer: Berlin/Heidelberg, Germany, 2018; pp. 10–20. [Google Scholar]
- Gandhi, K.; Schmidt, B.; Ng, A.H. Towards data mining based decision support in manufacturing maintenance. Procedia CIRP 2018, 72, 261–265. [Google Scholar] [CrossRef]
- Zhang, Y.; Ren, S.; Liu, Y.; Si, S. A big data analytics architecture for cleaner manufacturing and maintenance processes of complex products. J. Clean. Prod. 2017, 142, 626–641. [Google Scholar] [CrossRef] [Green Version]
- Antunes, R.A.; Palma, L.B. Fitts’ evaluation of a developed human-in-the-loop assistive device. In Proceedings of the 2020 IEEE International Symposium on Medical Measurements and Applications (MeMeA), Bari, Italy, 1 June–1 July 2020; pp. 1–6. [Google Scholar]
- Qian, B.; Wang, X.; Cao, N.; Jiang, Y.G.; Davidson, I. Learning multiple relative attributes with humans in the loop. IEEE Trans. Image Process. 2014, 23, 5573–5585. [Google Scholar] [CrossRef]
- Yucelen, T.; Yildiz, Y.; Sipahi, R.; Yousefi, E.; Nguyen, N. Stability limit of human-in-the-loop model reference adaptive control architectures. Int. J. Control 2018, 91, 2314–2331. [Google Scholar] [CrossRef] [Green Version]
- Dogan, A.; Birant, D. Machine learning and data mining in manufacturing. Expert Syst. Appl. 2021, 166, 114060. [Google Scholar] [CrossRef]
- Longo, F.; Nicoletti, L.; Padovano, A. Smart operators in industry 4.0: A human-centered approach to enhance operators’ capabilities and competencies within the new smart factory context. Comput. Ind. Eng. 2017, 113, 144–159. [Google Scholar] [CrossRef]
- Peruzzini, M.; Grandi, F.; Pellicciari, M. Exploring the potential of Operator 4.0 interface and monitoring. Comput. Ind. Eng. 2020, 139, 105600. [Google Scholar] [CrossRef]
- Moghaddam, M.; Cadavid, M.N.; Kenley, C.R.; Deshmukh, A.V. Reference architectures for smart manufacturing: A critical review. J. Manuf. Syst. 2018, 49, 215–225. [Google Scholar] [CrossRef]
- Cimini, C.; Pirola, F.; Pinto, R.; Cavalieri, S. A human-in-the-loop manufacturing control architecture for the next generation of production systems. J. Manuf. Syst. 2020, 54, 258–271. [Google Scholar] [CrossRef]
- Jones, A.T.; Romero, D.; Wuest, T. Modeling agents as joint cognitive systems in smart manufacturing systems. Manuf. Lett. 2018, 17, 6–8. [Google Scholar] [CrossRef]
- Miller, C.A.; Parasuraman, R. Beyond levels of automation: An architecture for more flexible human-automation collaboration. In Proceedings of the Human Factors and Ergonomics Society Annual Meeting; SAGE Publications: Los Angeles, CA, USA, 2003; Volume 47, pp. 182–186. [Google Scholar]
- Fasth-Berglund, Å.; Stahre, J. Cognitive automation strategy for reconfigurable and sustainable assembly systems. Assem. Autom. 2013, 33, 294–303. [Google Scholar] [CrossRef]
- Hoc, J.M. Towards a cognitive approach to human–machine cooperation in dynamic situations. Int. J. -Hum.-Comput. Stud. 2001, 54, 509–540. [Google Scholar] [CrossRef] [Green Version]
- Emmanouilidis, C.; Pistofidis, P.; Bertoncelj, L.; Katsouros, V.; Fournaris, A.; Koulamas, C.; Ruiz-Carcel, C. Enabling the human in the loop: Linked data and knowledge in industrial cyber-physical systems. Annu. Rev. Control 2019, 47, 249–265. [Google Scholar] [CrossRef]
- Tukey, J.W. The future of data analysis. Ann. Math. Stat. 1962, 33, 1–67. [Google Scholar] [CrossRef]
- Tukey, J.W. Exploratory Data Analysis; Sage: Reading, MA, USA, 1977; Volume 2. [Google Scholar]
- Idreos, S.; Papaemmanouil, O.; Chaudhuri, S. Overview of data exploration techniques. In Proceedings of the 2015 ACM SIGMOD International Conference on Management of Data, Melbourne, Australia, 31 May–4 June 2015; pp. 277–281. [Google Scholar]
- Cook, K.A.; Thomas, J.J. Illuminating the Path: The Research and Development Agenda for Visual Analytics; Technical Report; Pacific Northwest National Lab. (PNNL): Richland, WA, USA, 2005.
- Endert, A.; Hossain, M.S.; Ramakrishnan, N.; North, C.; Fiaux, P.; Andrews, C. The human is the loop: New directions for visual analytics. J. Intell. Inf. Syst. 2014, 43, 411–435. [Google Scholar] [CrossRef]
- Emmanouilidis, C.; Pistofidis, P.; Fournaris, A.; Bevilacqua, M.; Durazo-Cardenas, I.; Botsaris, P.N.; Katsouros, V.; Koulamas, C.; Starr, A.G. Context-based and human-centred information fusion in diagnostics. IFAC-PapersOnLine 2016, 49, 220–225. [Google Scholar] [CrossRef]
- Breque, M.; Nul, L.D.; Petridis, A. Industry 5.0, Towards a Sustainable, Human-Centric and Resilient European Industry; Publications Office of European Union: Luxembourg, 2021. [Google Scholar]
- Trist, E.L. The Evolution of Socio-Technical Systems; Ontario Quality of Working Life Centre Toronto: Toronto, ON, Canada, 1981; Volume 2. [Google Scholar]
- Schmidt, R.; Möhring, M.; Härting, R.C.; Reichstein, C.; Neumaier, P.; Jozinović, P. Industry 4.0-potentials for creating smart products: Empirical research results. In Proceedings of the International Conference on Business Information Systems, Poznan, Poland, 24–26 June 2015; Springer: Berlin/Heidelberg, Germany, 2015; pp. 16–27. [Google Scholar]
- Glas, A.H.; Kleemann, F.C. The impact of industry 4.0 on procurement and supply management: A conceptual and qualitative analysis. Int. J. Bus. Manag. Invent. 2016, 5, 55–66. [Google Scholar]
- Radziwon, A.; Bilberg, A.; Bogers, M.; Madsen, E.S. The smart factory: Exploring adaptive and flexible manufacturing solutions. Procedia Eng. 2014, 69, 1184–1190. [Google Scholar] [CrossRef] [Green Version]
- Llena-Nozal, A.; Martin, N.; Murtin, F. The Economy of Well-Being: Creating Opportunities for People’s Well-Being and Economic Growth; Organization for Economic Cooperation and Development (OECD): Paris, France, 2019. [Google Scholar]
- Assembly, G. Sustainable development goals. SDGs Transform. Our World 2015, 2030, 2015. [Google Scholar]
- Romero, D.; Bernus, P.; Noran, O.; Stahre, J.; Fast-Berglund, Å. The operator 4.0: Human cyber-physical systems & adaptive automation towards human-automation symbiosis work systems. In Proceedings of the IFIP International Conference on Advances in Production Management Systems, Iguassu Falls, Brazil, 3–6 September 2016; Springer: Berlin/Heidelberg, Germany, 2016; pp. 677–686. [Google Scholar]
- Salaken, S.M.; Nahavandi, S.; McGinn, C.; Hossny, M.; Kelly, K.; Abobakr, A.; Nahavandi, D.; Iskander, J. Development of a cloud-based computational framework for an empathetic robot. In Proceedings of the 2019 11th International Conference on Computer and Automation Engineering, Perth, Australia, 23–25 February 2019; pp. 102–108. [Google Scholar]
- Lu, Y.; Zheng, H.; Chand, S.; Xia, W.; Liu, Z.; Xu, X.; Wang, L.; Qin, Z.; Bao, J. Outlook on human-centric manufacturing towards Industry 5.0. J. Manuf. Syst. 2022, 62, 612–627. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Critical components of Industry 5.0 towards a successful adoption in the field of manufacturing. J. Ind. Integr. Manag. 2020, 5, 327–348. [Google Scholar] [CrossRef]
- Garcia, M.A.R.; Rojas, R.; Gualtieri, L.; Rauch, E.; Matt, D. A human-in-the-loop cyber-physical system for collaborative assembly in smart manufacturing. Procedia CIRP 2019, 81, 600–605. [Google Scholar] [CrossRef]
- Trentesaux, D.; Moray, N.; Tahon, C. Integration of the human operator into responsive discrete production management systems. Eur. J. Oper. Res. 1998, 109, 342–361. [Google Scholar] [CrossRef]
- Wang, L.; Haghighi, A. Combined strength of holons, agents and function blocks in cyber-physical systems. J. Manuf. Syst. 2016, 40, 25–34. [Google Scholar] [CrossRef]
- Bhattacharya, M.; Mohandas, R.; Penica, M.; Southern, M.; Van Camp, K.; Hayes, M.J. Analysis of the Message Queueing Telemetry Transport Protocol for Data Labelling: An Orthopedic Manufacturing Process Case Study. In Proceedings of the IoTBDS, Online, 23–25 April 2021; pp. 215–222. [Google Scholar]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing Smart Factory of Industrie 4.0: An Outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef] [Green Version]
- Fantini, P.; Tavola, G.; Taisch, M.; Barbosa, J.; Leitão, P.; Liu, Y.; Sayed, M.S.; Lohse, N. Exploring the integration of the human as a flexibility factor in CPS enabled manufacturing environments: Methodology and results. In Proceedings of the IECON 2016-42nd Annual Conference of the IEEE Industrial Electronics Society, Florence, Italy, 23–26 October 2016; pp. 5711–5716. [Google Scholar]
- Qiu, R.; Wysk, R.; Xu, Q. Extended structured adaptive supervisory control model of shop floor controls for an e-Manufacturing system. Int. J. Prod. Res. 2003, 41, 1605–1620. [Google Scholar] [CrossRef]
- Jugulum, R. Importance of data quality for analytics. In Quality in the 21st Century; Springer: Berlin/Heidelberg, Germany, 2016; pp. 23–31. [Google Scholar]
- Negri, E.; Fumagalli, L.; Macchi, M. A review of the roles of digital twin in CPS-based production systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- Gölzer, P.; Fritzsche, A. Data-driven operations management: Organisational implications of the digital transformation in industrial practice. Prod. Plan. Control 2017, 28, 1332–1343. [Google Scholar] [CrossRef]
- Li, K.; Tiwari, A.; Alcock, J.; Bermell-Garcia, P. Categorisation of visualisation methods to support the design of Human-Computer Interaction Systems. Appl. Ergon. 2016, 55, 85–107. [Google Scholar] [CrossRef] [Green Version]
- Tran, P.V.; Le, T.X. Approaching human vision perception to designing visual graph in data visualization. Concurr. Comput. Pract. Exp. 2021, 33, e5722. [Google Scholar] [CrossRef]
- Zhou, F.; Lin, X.; Liu, C.; Zhao, Y.; Xu, P.; Ren, L.; Xue, T.; Ren, L. A survey of visualization for smart manufacturing. J. Vis. 2019, 22, 419–435. [Google Scholar] [CrossRef]
- Lade, P.; Ghosh, R.; Srinivasan, S. Manufacturing analytics and industrial internet of things. IEEE Intell. Syst. 2017, 32, 74–79. [Google Scholar] [CrossRef]
- Golfarelli, M.; Rizzi, S. A model-driven approach to automate data visualization in big data analytics. Inf. Vis. 2020, 19, 24–47. [Google Scholar] [CrossRef]
- Vosough, Z.; Kammer, D.; Keck, M.; Groh, R. Visualization approaches for understanding uncertainty in flow diagrams. J. Comput. Lang. 2019, 52, 44–54. [Google Scholar] [CrossRef]
- Luo, Y.; Qin, X.; Chai, C.; Tang, N.; Li, G.; Li, W. Steerable self-driving data visualization. IEEE Trans. Knowl. Data Eng. 2020, 34, 475–490. [Google Scholar] [CrossRef]
- Zou, Y.; Lü, J.; Tao, X. Research on context of implicit context-sensitive graph grammars. J. Comput. Lang. 2019, 51, 241–260. [Google Scholar] [CrossRef]
- Lensen, A.; Xue, B.; Zhang, M. Genetic programming for evolving a front of interpretable models for data visualization. IEEE Trans. Cybern. 2020, 51, 5468–5482. [Google Scholar] [CrossRef] [Green Version]
- Silva, I.C.S.; Santucci, G.; Freitas, C.M.D.S. Visualization and analysis of schema and instances of ontologies for improving user tasks and knowledge discovery. J. Comput. Lang. 2019, 51, 28–47. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C. Digital twin: Enabling technology, challenges and open research. arXiv 2019, arXiv:1911.01276. [Google Scholar] [CrossRef]
- Lu, Y.; Liu, C.; Kevin, I.; Wang, K.; Huang, H.; Xu, X. Digital Twin-driven smart manufacturing: Connotation, reference model, applications and research issues. Robot. -Comput.-Integr. Manuf. 2020, 61, 101837. [Google Scholar] [CrossRef]
- Turner, C.J.; Hutabarat, W.; Oyekan, J.; Tiwari, A. Discrete event simulation and virtual reality use in industry: New opportunities and future trends. IEEE Trans. -Hum.-Mach. Syst. 2016, 46, 882–894. [Google Scholar] [CrossRef] [Green Version]
- Hutabarat, W.; Oyekan, J.; Turner, C.; Tiwari, A.; Prajapat, N.; Gan, X.P.; Waller, A. Combining virtual reality enabled simulation with 3D scanning technologies towards smart manufacturing. In Proceedings of the 2016 Winter Simulation Conference (WSC), Washington, DC, USA, 11–14 December 2016; pp. 2774–2785. [Google Scholar]
- Zhong, R.Y.; Lan, S.; Xu, C.; Dai, Q.; Huang, G.Q. Visualization of RFID-enabled shopfloor logistics Big Data in Cloud Manufacturing. Int. J. Adv. Manuf. Technol. 2016, 84, 5–16. [Google Scholar] [CrossRef]
- Cimino, C.; Negri, E.; Fumagalli, L. Review of digital twin applications in manufacturing. Comput. Ind. 2019, 113, 103130. [Google Scholar] [CrossRef]
- Haag, S.; Anderl, R. Digital twin–Proof of concept. Manuf. Lett. 2018, 15, 64–66. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Uhlemann, T.H.J.; Lehmann, C.; Steinhilper, R. The digital twin: Realizing the cyber-physical production system for industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F.; Hu, T.; Anwer, N.; Liu, A.; Wei, Y.; Wang, L.; Nee, A. Enabling technologies and tools for digital twin. J. Manuf. Syst. 2021, 58, 3–21. [Google Scholar] [CrossRef]
- Fortino, G.; Guerrieri, A.; Pace, P.; Savaglio, C.; Spezzano, G. IoT Platforms and Security: An Analysis of the Leading Industrial/Commercial Solutions. Sensors 2022, 22, 2196. [Google Scholar] [CrossRef]
- Karmakar, A.; Dey, N.; Baral, T.; Chowdhury, M.; Rehan, M. Industrial internet of things: A review. In Proceedings of the 2019 International Conference on Opto-Electronics and Applied Optics (Optronix), Kolkata, India, 18–20 March 2019; pp. 1–6. [Google Scholar]
- Petrik, D.; Herzwurm, G. iIoT ecosystem development through boundary resources: A Siemens MindSphere case study. In Proceedings of the 2nd ACM SIGSOFT International Workshop on Software-Intensive Business: Start-Ups, Platforms, and Ecosystems, Tallinn, Estonia, 26 August 2019; pp. 1–6. [Google Scholar]
- Jedermann, R.; Lang, W.; Geyer, M.; Mahajan, P. Digital Twin Features for the Intelligent Container. In Proceedings of the International Conference on Dynamics in Logistics, Bremen, Germany, 23–25 February 2022; Springer: Berlin/Heidelberg, Germany, 2022; pp. 217–228. [Google Scholar]
- Labani, M.; Beheshti, A.; Lovell, N.H.; Alinejad-Rokny, H.; Afrasiabi, A. KARAJ: An Efficient Adaptive Multi-Processor Tool to Streamline Genomic and Transcriptomic Sequence Data Acquisition. Int. J. Mol. Sci. 2022, 23, 14418. [Google Scholar] [CrossRef]
- Leskovskỳ, R.; Kučera, E.; Haffner, O.; Rosinová, D. Proposal of digital twin platform based on 3D rendering and IIoT principles using virtual/augmented reality. In Proceedings of the 2020 Cybernetics & Informatics (K&I), Velke Karlovice, Czech Republic, 29 January–1 February 2020; pp. 1–8. [Google Scholar]
- Singh, G. Baker Hughes Develops Predictive Maintenance Software for Gas and Oil Extraction Equipment Using Data Analytics and Machine Learning. 2019. Available online: https://www.mathworks.com/company/user_stories/baker-hughes-develops-predictive-maintenance-software-for-gas-and-oil-extraction-equipment-using-data-analytics-and-machine-learning.html (accessed on 30 August 2022).
- Zhang, Z.; Wang, X.; Wang, X.; Cui, F.; Cheng, H. A simulation-based approach for plant layout design and production planning. J. Ambient. Intell. Humaniz. Comput. 2019, 10, 1217–1230. [Google Scholar] [CrossRef]
- Gupta, A.; Kundra, T. A review of designing machine tool for leanness. Sadhana 2012, 37, 241–259. [Google Scholar] [CrossRef]
- Gorecky, D.; Schmitt, M.; Loskyll, M.; Zühlke, D. Human-machine-interaction in the industry 4.0 era. In Proceedings of the 2014 12th IEEE International Conference on Industrial Informatics (INDIN), Porto Alegre, Brazil, 27–30 July 2014; pp. 289–294. [Google Scholar]
- Hadorn, B.; Courant, M.; Hirsbrunner, B. Towards Human-Centered Cyber-Physical Systems; Départment d’informatique Université de Fribourg: Fribourg, Switzerland, 2016. [Google Scholar]
- Zolotová, I.; Papcun, P.; Kajáti, E.; Miškuf, M.; Mocnej, J. Smart and cognitive solutions for Operator 4.0: Laboratory H-CPPS case studies. Comput. Ind. Eng. 2020, 139, 105471. [Google Scholar] [CrossRef]
- Bauckhage, C.; Hanheide, M.; Wrede, S.; Käster, T.; Pfeiffer, M.; Sagerer, G. Vision Systems with the Human in the Loop. Eurasip J. Adv. Signal Process. 2005, 2005, 302161. [Google Scholar] [CrossRef] [Green Version]
- Lv, Z.; Poiesi, F.; Dong, Q.; Lloret, J.; Song, H. Deep Learning for Intelligent Human–Computer Interaction. Appl. Sci. 2022, 12, 11457. [Google Scholar] [CrossRef]
- Herrmann, T.; Pfeiffer, S. Keeping the organization in the loop: A socio-technical extension of human-centered artificial intelligence. AI Soc. 2022, 1–20. Available online: https://link.springer.com/article/10.1007/s00146-022-01391-5 (accessed on 30 August 2022). [CrossRef]
- Cummings, M.; Stimpson, A. Identifying critical contextual design cues through a machine learning approach. AI Mag. 2019, 40, 28–39. [Google Scholar] [CrossRef]
- Cummings, M.L.; Li, S. Subjectivity in the creation of machine learning models. ACM J. Data Inf. Qual. 2021, 13, 1–19. [Google Scholar] [CrossRef]
- Alegre, U.; Augusto, J.C.; Clark, T. Engineering context-aware systems and applications: A survey. J. Syst. Softw. 2016, 117, 55–83. [Google Scholar] [CrossRef]
- Gross, T. Towards a new human-centred computing methodology for cooperative ambient intelligence. J. Ambient. Intell. Humaniz. Comput. 2010, 1, 31–42. [Google Scholar] [CrossRef]
- Piccialli, F.; Chianese, A. The internet of things supporting context-aware computing: A cultural heritage case study. Mob. Netw. Appl. 2017, 22, 332–343. [Google Scholar] [CrossRef]
- Sezer, O.B.; Dogdu, E.; Ozbayoglu, A.M. Context-aware computing, learning, and big data in internet of things: A survey. IEEE Internet Things J. 2017, 5, 1–27. [Google Scholar] [CrossRef]
- Gil, D.; Ferrández, A.; Mora-Mora, H.; Peral, J. Internet of things: A review of surveys based on context aware intelligent services. Sensors 2016, 16, 1069. [Google Scholar] [CrossRef]
- Unger, M.; Bar, A.; Shapira, B.; Rokach, L. Towards latent context-aware recommendation systems. Knowl.-Based Syst. 2016, 104, 165–178. [Google Scholar] [CrossRef]
- Alexopoulos, K.; Makris, S.; Xanthakis, V.; Sipsas, K.; Chryssolouris, G. A concept for context-aware computing in manufacturing: The white goods case. Int. J. Comput. Integr. Manuf. 2016, 29, 839–849. [Google Scholar] [CrossRef]
- Belkadi, F.; Dhuieb, M.A.; Aguado, J.V.; Laroche, F.; Bernard, A.; Chinesta, F. Intelligent assistant system as a context-aware decision-making support for the workers of the future. Comput. Ind. Eng. 2020, 139, 105732. [Google Scholar] [CrossRef]
- Turner, C.J.; Ma, R.; Chen, J.; Oyekan, J. Human in the Loop: Industry 4.0 technologies and scenarios for worker mediation of automated manufacturing. IEEE Access 2021, 9, 103950–103966. [Google Scholar] [CrossRef]
- Hoffmann, H.; Jantsch, A.; Dutt, N.D. Embodied self-aware computing systems. Proc. IEEE 2020, 108, 1027–1046. [Google Scholar] [CrossRef]
- Dellermann, D.; Calma, A.; Lipusch, N.; Weber, T.; Weigel, S.; Ebel, P. The future of human-AI collaboration: A taxonomy of design knowledge for hybrid intelligence systems. arXiv 2021, arXiv:2105.03354. [Google Scholar]
- Barredo-Arrieta, A.; Laña, I.; Del Ser, J. What lies beneath: A note on the explainability of black-box machine learning models for road traffic forecasting. In Proceedings of the 2019 IEEE Intelligent Transportation Systems Conference (ITSC), Auckland, NZ, USA, 27–29 October 2019; pp. 2232–2237. [Google Scholar]
- Cush, A. This Program That Judges Use to Predict Future Crimes Seems Racist as Hell. Available online: https://www.gawker.com/this-program-that-judges-use-to-predict-future-crimes-s-1778151070 (accessed on 30 August 2022).
- Thota, A.; Tilak, P.; Ahluwalia, S.; Lohia, N. Fake news detection: A deep learning approach. SMU Data Sci. Rev. 2018, 1, 10. [Google Scholar]
- Ostheimer, J.; Chowdhury, S.; Iqbal, S. An alliance of humans and machines for machine learning: Hybrid intelligent systems and their design principles. Technol. Soc. 2021, 66, 101647. [Google Scholar] [CrossRef]
- Morison, J.; Harkens, A. Re-engineering justice? Robot judges, computerised courts and (semi) automated legal decision-making. Leg. Stud. 2019, 39, 618–635. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, I.; Jeon, G.; Piccialli, F. From artificial intelligence to explainable artificial intelligence in industry 4.0: A survey on what, how, and where. IEEE Trans. Ind. Inform. 2022, 18, 5031–5042. [Google Scholar] [CrossRef]
- Correia, A.H.; Lecue, F. Human-in-the-loop feature selection. In Proceedings of the AAAI Conference on Artificial Intelligence, Honolulu, HI, USA, 27–28 January 2019; Volume 33, pp. 2438–2445. [Google Scholar]
- Zanzotto, F.M. Human-in-the-loop artificial intelligence. J. Artif. Intell. Res. 2019, 64, 243–252. [Google Scholar] [CrossRef] [Green Version]
- Vaughan, J.W. Making Better Use of the Crowd: How Crowdsourcing Can Advance Machine Learning Research. J. Mach. Learn. Res. 2017, 18, 7026–7071. [Google Scholar]
- Holzinger, A. Interactive machine learning for health informatics: When do we need the human-in-the-loop? Brain Inform. 2016, 3, 119–131. [Google Scholar] [CrossRef]
- Yimam, S.M.; Biemann, C.; Majnaric, L.; Šabanović, Š.; Holzinger, A. An adaptive annotation approach for biomedical entity and relation recognition. Brain Inform. 2016, 3, 157–168. [Google Scholar] [CrossRef] [Green Version]
- Rahwan, I. Society-in-the-loop: Programming the algorithmic social contract. Ethics Inf. Technol. 2018, 20, 5–14. [Google Scholar] [CrossRef] [Green Version]
- Roser, C.; Nakano, M.; Tanaka, M. A practical bottleneck detection method. In Proceedings of the 2001 Winter Simulation Conference (Cat. No. 01CH37304), Arlington, VA, USA, 9–12 December 2001; Volume 2, pp. 949–953. [Google Scholar]
- Subramaniyan, M.; Skoogh, A.; Muhammad, A.S.; Bokrantz, J.; Johansson, B.; Roser, C. A generic hierarchical clustering approach for detecting bottlenecks in manufacturing. J. Manuf. Syst. 2020, 55, 143–158. [Google Scholar] [CrossRef]
- Subramaniyan, M.; Skoogh, A.; Salomonsson, H.; Bangalore, P.; Gopalakrishnan, M.; Sheikh Muhammad, A. Data-driven algorithm for throughput bottleneck analysis of production systems. Prod. Manuf. Res. 2018, 6, 225–246. [Google Scholar] [CrossRef]
- Yu, C.; Matta, A. Data-driven bottleneck detection in manufacturing systems: A statistical approach. In Proceedings of the 2014 IEEE International Conference on Automation Science and Engineering (CASE), New Taipei, Taiwan, 18–22 August 2014; pp. 710–715. [Google Scholar]
- Havur, G.; Haselböck, A.; Cabanillas, C. Automated multi-perspective process generation in the manufacturing domain. In Proceedings of the International Conference on Business Process Management, Vienna, Austria, 1–6 September 2019; Springer: Berlin/Heidelberg, Germany, 2019; pp. 81–92. [Google Scholar]
- Maggi, F.; Balduzzi, M.; Vosseler, R.; Rösler, M.; Quadrini, W.; Tavola, G.; Pogliani, M.; Quarta, D.; Zanero, S. Smart factory security: A case study on a modular smart manufacturing system. Procedia Comput. Sci. 2021, 180, 666–675. [Google Scholar] [CrossRef]
- Bencsáth, B.; Pék, G.; Buttyán, L.; Felegyhazi, M. The cousins of stuxnet: Duqu, flame, and gauss. Future Internet 2012, 4, 971–1003. [Google Scholar] [CrossRef] [Green Version]
- Baksi, R.P. Framework and Strategies to Mitigate Advanced. Ph.D. Thesis, State University of New York, Buffalo, NY, USA, 2022. [Google Scholar]
- Baksi, R.P.; Upadhyaya, S.J. Kidemonas: The silent guardian. arXiv 2017, arXiv:1712.00841. [Google Scholar]
- Times, N. Saudi Oil Producer’s Computers Restored After Virus Attack. The New York Times, 27 August 2012. [Google Scholar]
- Baksi, R.P.; Upadhyaya, S.J. Decepticon: A Theoretical Framework to Counter Advanced Persistent Threats. Inf. Syst. Front. 2021, 23, 897–913. [Google Scholar] [CrossRef]
- Research, T.M. What We Know About the DarkSide Ransomware and the US Pipeline Attack. Trend Micro 2021. Available online: https://www.trendmicro.com/en_ca/research/21/e/what-we-know-about-darkside-ransomware-and-the-us-pipeline-attac.html (accessed on 30 August 2022).
- Eaton, C.; Volz, D. Colonial Pipeline CEO Tells Why He Paid Hackers a $4.4 Million Ransom. Wall Str. J. 2021. Available online: https://www.wsj.com/articles/colonial-pipeline-ceo-tells-why-he-paid-hackers-a-4-4-million-ransom-11621435636 (accessed on 30 August 2022).
- Baksi, R.P. Pay or Not Pay? A Game-Theoretical Analysis of Ransomware Interactions Considering a Defender’s Deception Architecture. In Proceedings of the 2022 52nd Annual IEEE/IFIP International Conference on Dependable Systems and Networks-Supplemental Volume (DSN-S), Baltimore, MD, USA, 27–30 June 2022; pp. 53–54. Available online: https://ieeexplore.ieee.org/document/9833759/authors#authors (accessed on 30 August 2022).
- Jartelius, M. The 2020 Data Breach Investigations Report–a CSO’s perspective. Netw. Secur. 2020, 2020, 9–12. [Google Scholar] [CrossRef]
- Wu, M.; Song, Z.; Moon, Y.B. Detecting cyber-physical attacks in CyberManufacturing systems with machine learning methods. J. Intell. Manuf. 2019, 30, 1111–1123. [Google Scholar] [CrossRef]
- Salloum, S.A.; Alshurideh, M.; Elnagar, A.; Shaalan, K. Machine learning and deep learning techniques for cybersecurity: A review. In Proceedings of the International Conference on Artificial Intelligence and Computer Vision, Cairo, Egypt, 8–10 April 2020; Springer: Berlin/Heidelberg, Germany, 2020; pp. 50–57. [Google Scholar]
- Elfar, M.; Zhu, H.; Raghunathan, A.; Tay, Y.Y.; Wubbenhorst, J.; Cummings, M.L.; Pajic, M. Platform for security-aware design of human-on-the-loop cyber-physical systems. In Proceedings of the 8th International Conference on Cyber-Physical Systems, Pittsburgh, PA, USA, 18–21 April 2017; p. 93. [Google Scholar]
- Le, D.D.; Pham, V.; Nguyen, H.N.; Dang, T. Visualization and explainable machine learning for efficient manufacturing and system operations. Smart Sustain. Manuf. Syst. 2019, 2, 20190029. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Terminologies | Highest Publication Year | Publications in 2021 | Aggregated |
|---|---|---|---|
| Industry 5.0 | 2021 | 11,016 | 9444 |
| Cyber-physical systems | 2019 | 3565 | 25,219 |
| Data visualisation & human in loop | 2021 | 46 | 368 |
| Digital Twin | 2021 | 2,119 | 7519 |
| Human-Machine Interface | 2021 | 1658 | 17,381 |
| Contextualisation | 2021 | 811 | 6600 |
| Hybrid Intelligence | 2021 | 3343 | 27,146 |
| Bottleneck detection in smart manufacturing | 2022 | 3 | 15 |
| Security aspects of Human in loop | 2019 | 5 | 41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhattacharya, M.; Penica, M.; O’Connell, E.; Southern, M.; Hayes, M. Human-in-Loop: A Review of Smart Manufacturing Deployments. Systems 2023, 11, 35. https://doi.org/10.3390/systems11010035
Bhattacharya M, Penica M, O’Connell E, Southern M, Hayes M. Human-in-Loop: A Review of Smart Manufacturing Deployments. Systems. 2023; 11(1):35. https://doi.org/10.3390/systems11010035
Chicago/Turabian StyleBhattacharya, Mangolika, Mihai Penica, Eoin O’Connell, Mark Southern, and Martin Hayes. 2023. "Human-in-Loop: A Review of Smart Manufacturing Deployments" Systems 11, no. 1: 35. https://doi.org/10.3390/systems11010035