
Mechanical Properties of 3D-Printed Carbon Fiber-Reinforced Cement Mortar


Abstract
:1. Introduction
2. Experimental Program
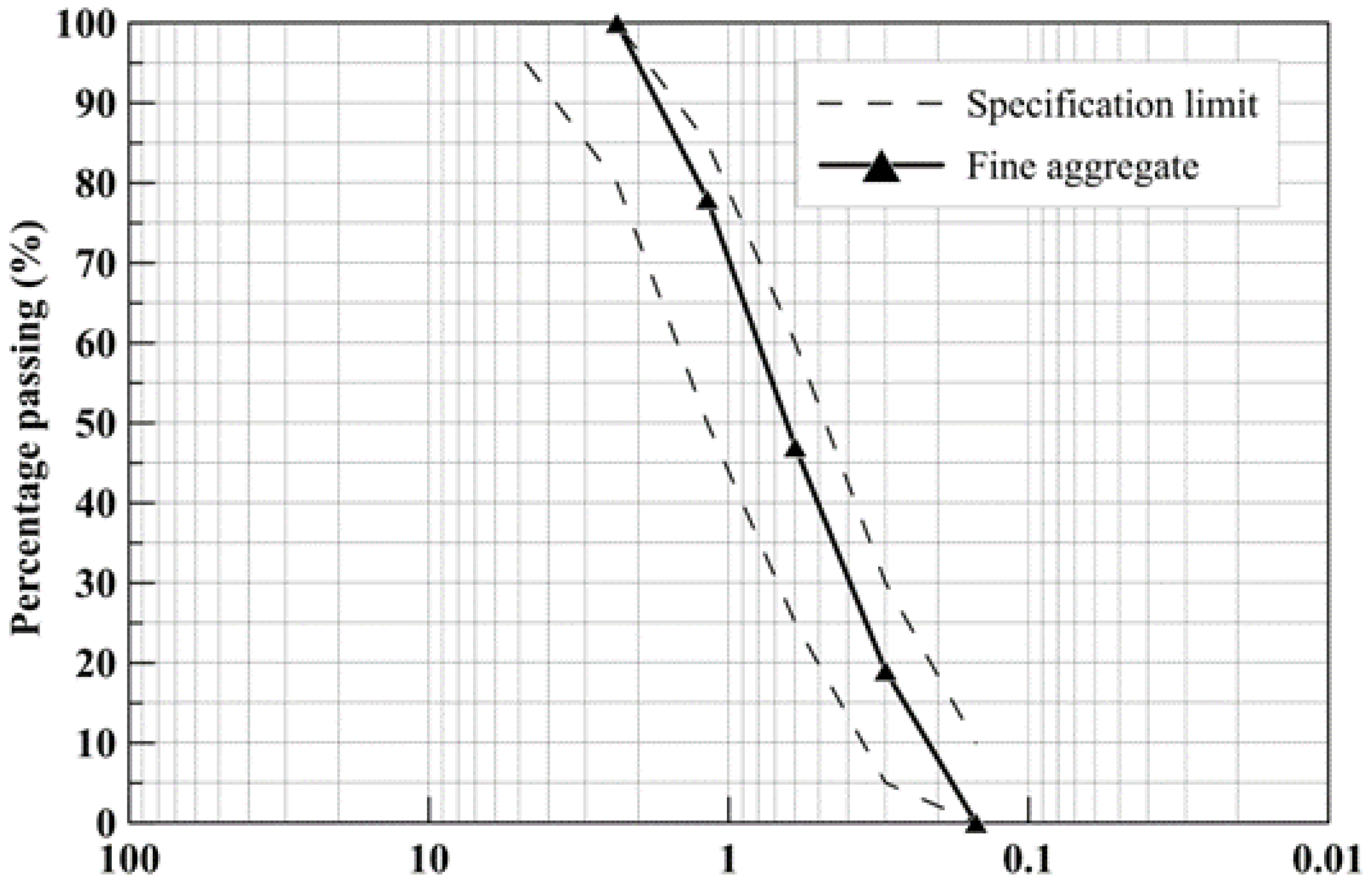
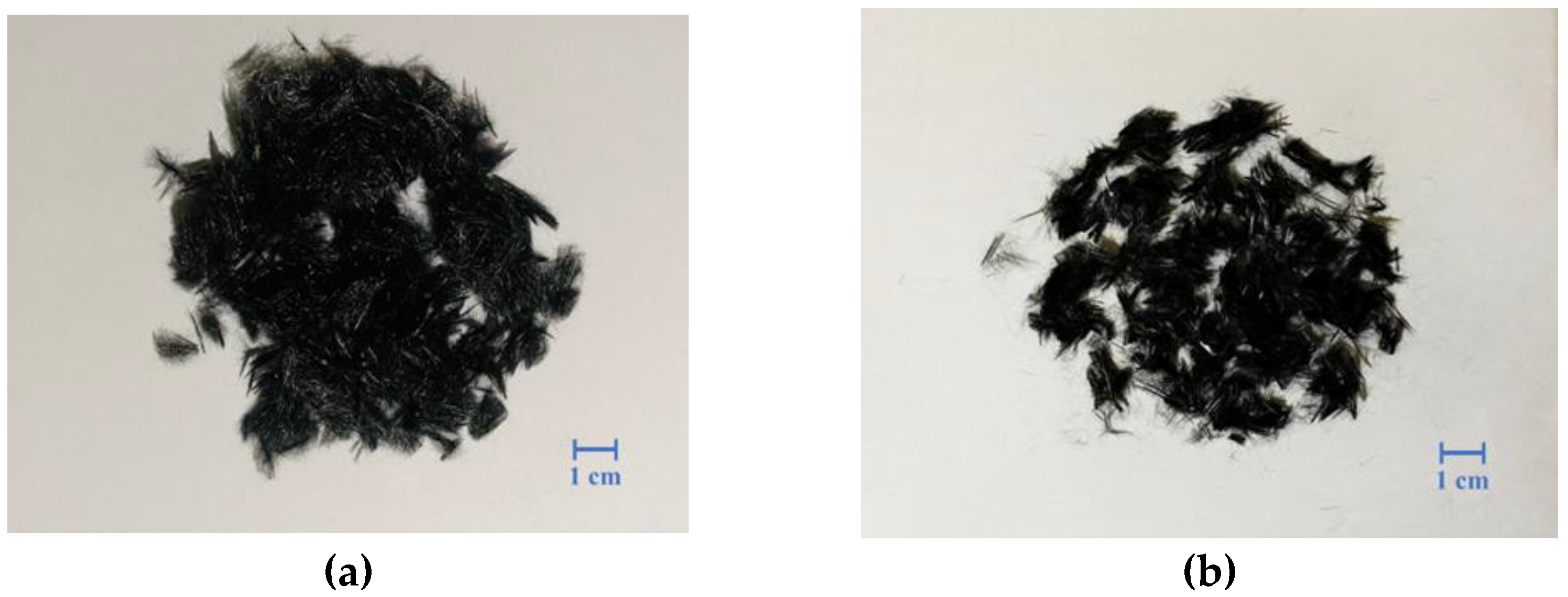
2.1. Materials and Mix Design
2.2. Experimental Procedures
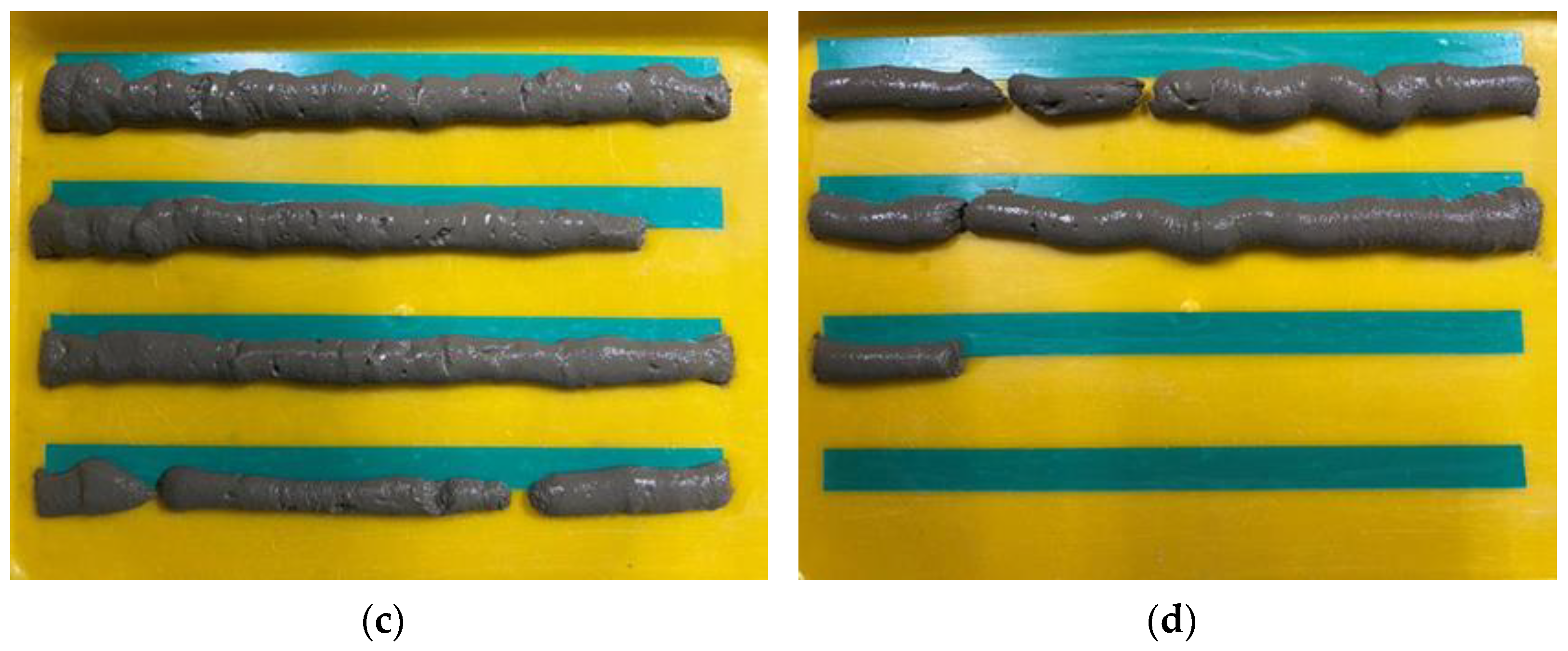
2.2.1. Extrudability
2.2.2. Fluidity
2.2.3. Initial Setting Time
2.2.4. Buildability
2.2.5. Compression Test
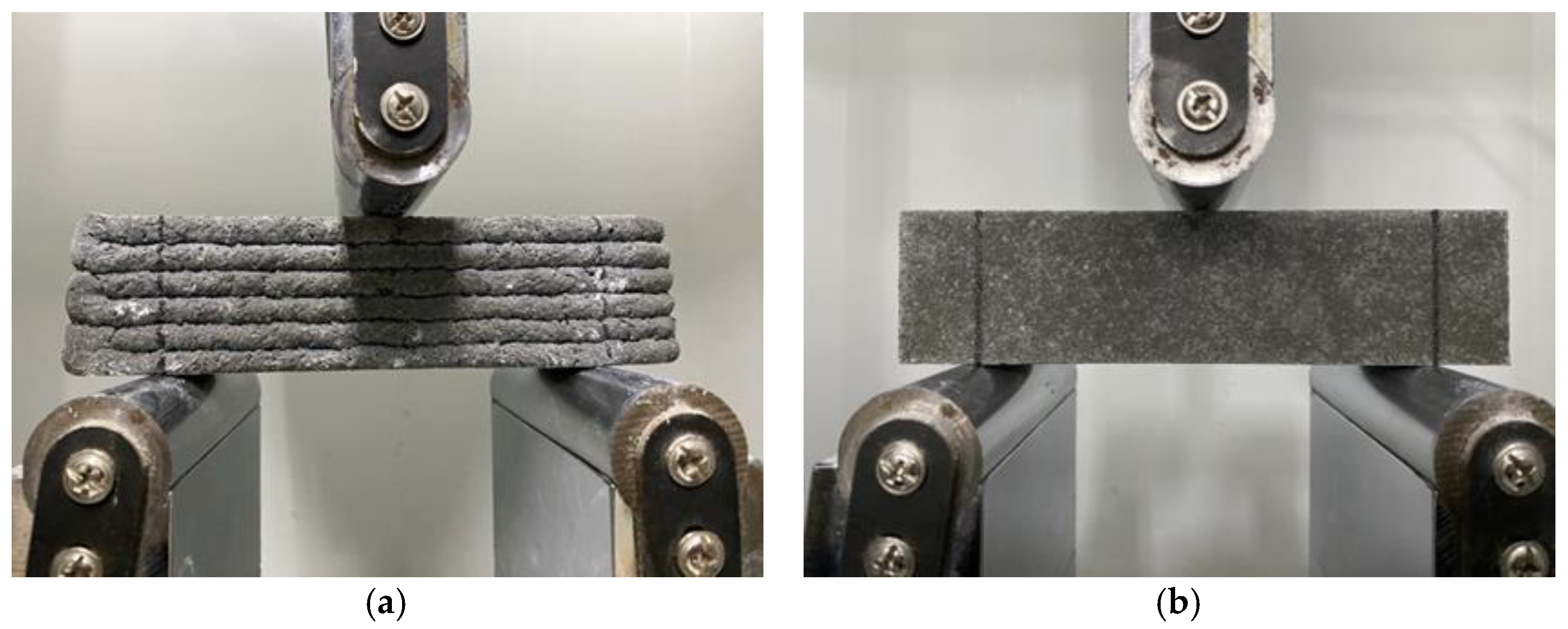
2.2.6. Flexural Test
3. Results and Discussion
3.1. Extrudability
3.2. Assessment of Fluidity
3.3. Initial Setting Time
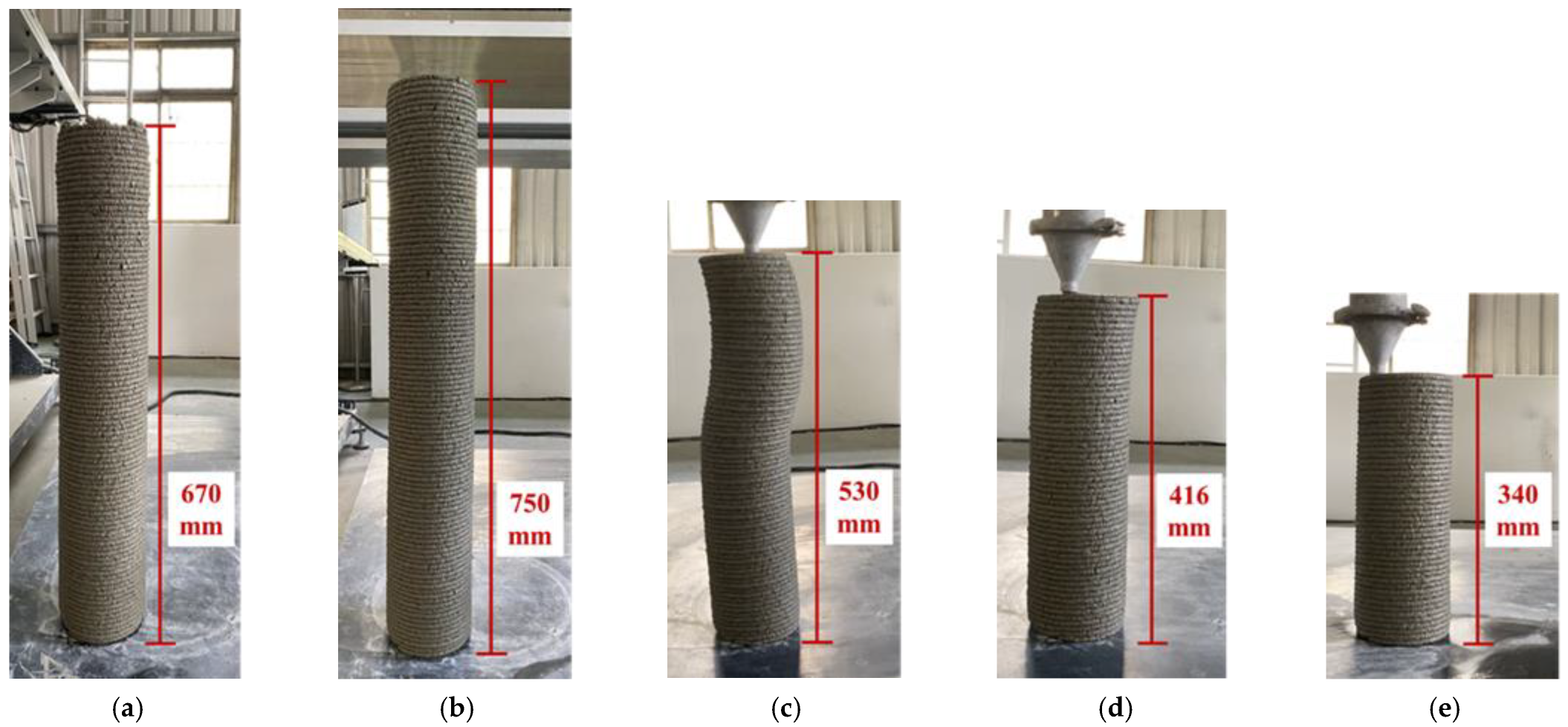
3.4. Buildability
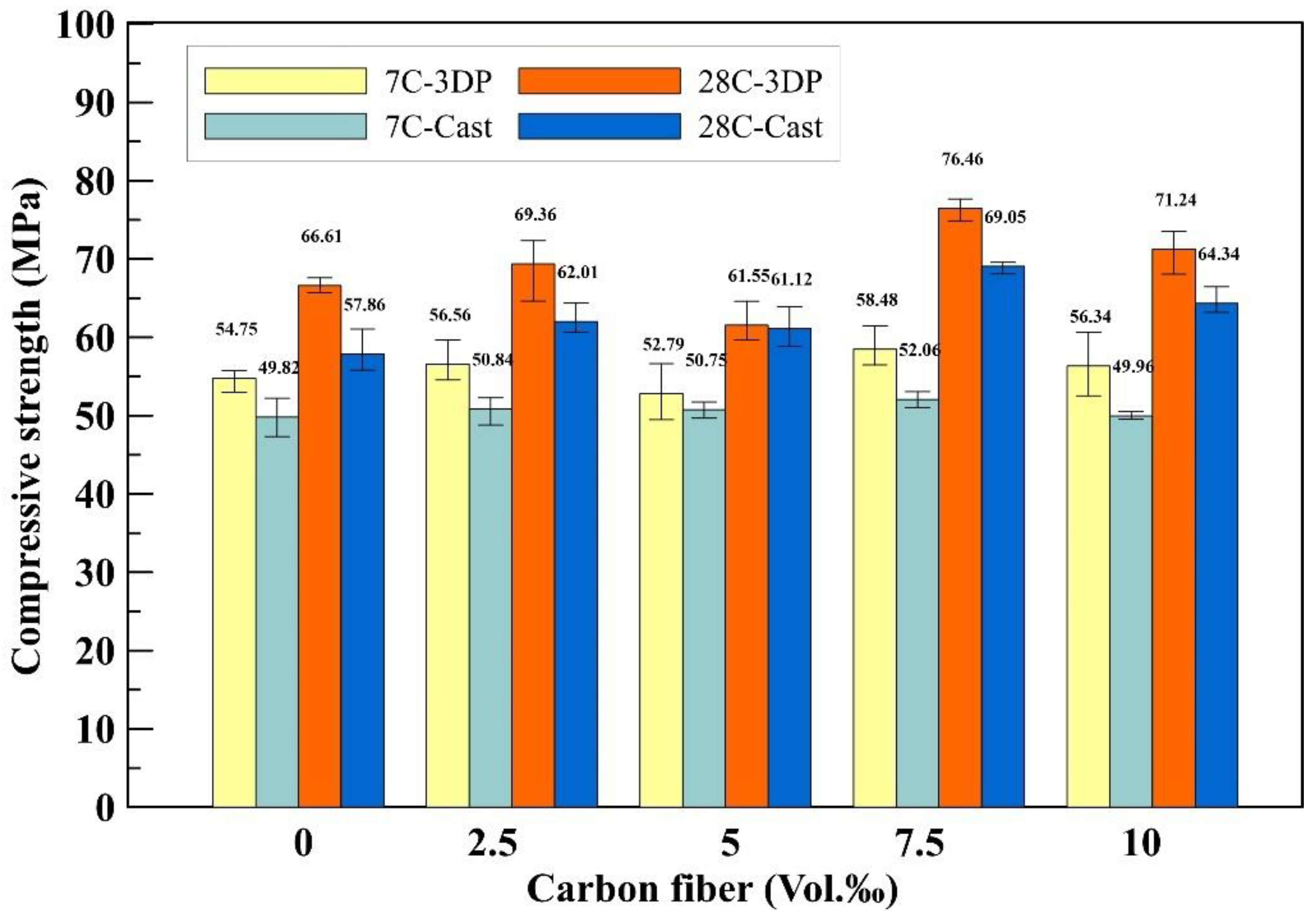
3.5. Compression Test Result
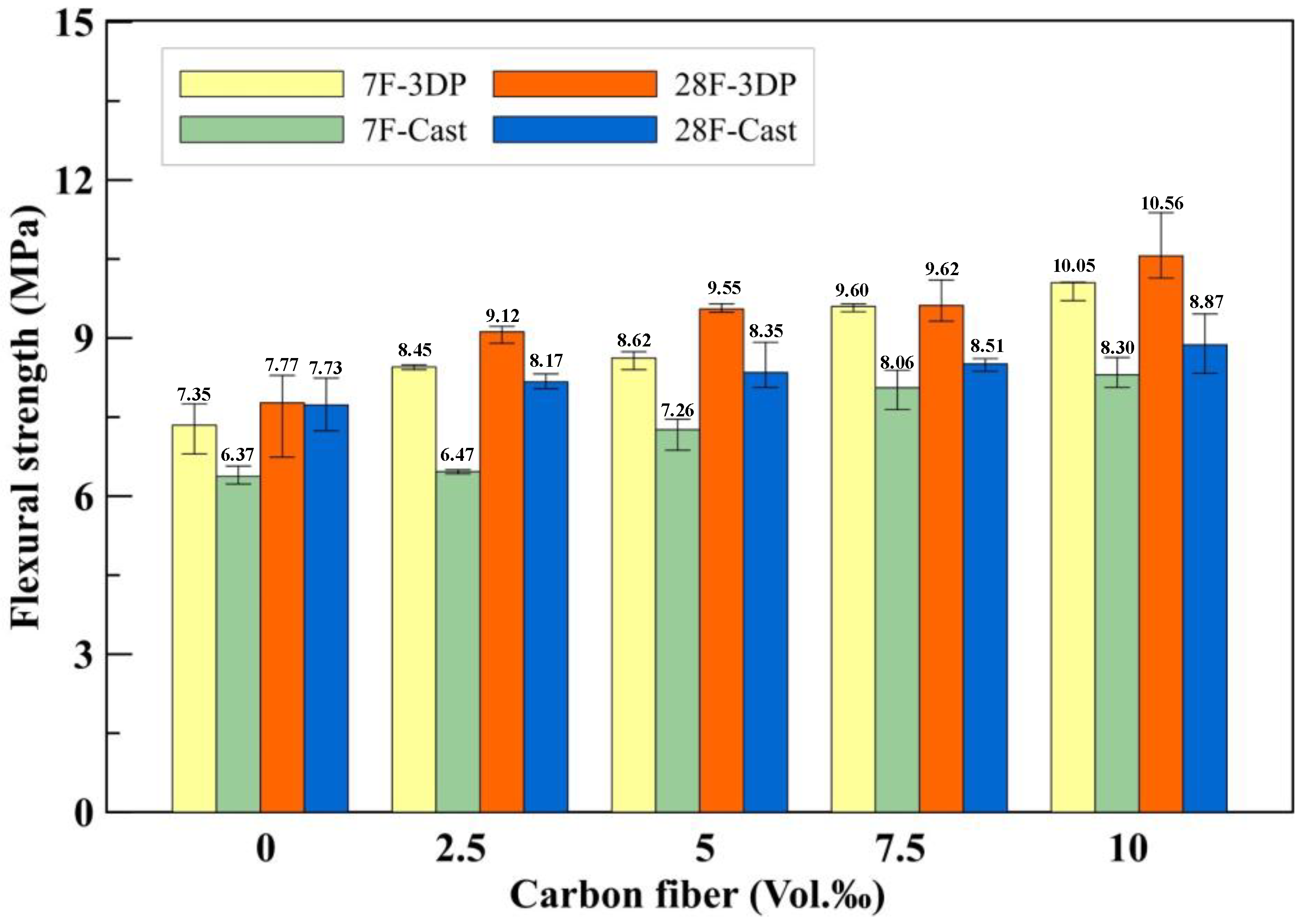
3.6. Flexural Test Result
4. Conclusions
- The CFRCM was successfully printed under a printable flow area ranging from 155 mm to 190 mm. Furthermore, the test results demonstrated that the initial setting time was 30 min by adding 6 wt.% cement accelerators, and it enabled the construction of a 25-layer hollow cylinder.
- After confirming the extrudability, buildability, and flow behavior of 3D-printed CFRCM, the addition ratio of 2.5 vol.‰ carbon fiber of CFRCM helped to successfully print hollow cylinder bodies with a height of 750 mm (approximately 100 layers).
- The compressive testing results revealed that both 3D-printed and cast specimens exhibited the highest compressive strength of CFRCM when using 7.5 vol.‰ chopped carbon fiber, resulting in strength improvements of 15% and 19%, respectively. The compressive strengths of the 3D-printed and cast specimens ranged from 57.86 MPa to 76.46 MPa.
- The flexural test results demonstrated that the highest flexural strength of CFRCM was achieved in both 3D-printed and cast specimens when using 10 vol.‰ chopped carbon fiber, leading to strength enhancements of 26% and 15%, respectively. The flexural strengths of the 3D-printed and cast specimens ranged from 7.73 MPa to 10.56 MPa.
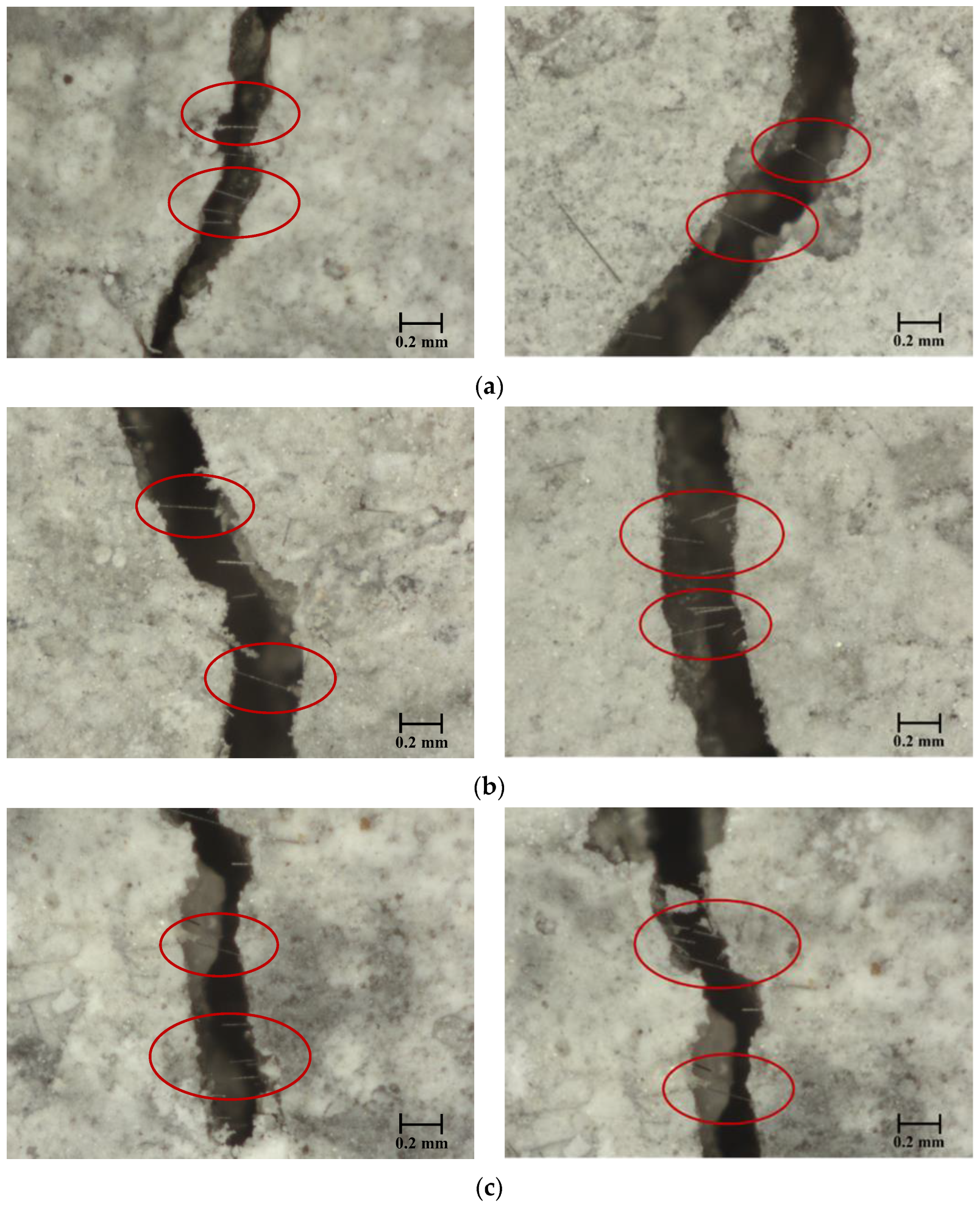
- During CFRCM 3D printing, the small nozzle diameter aligns chopped carbon fibers parallel to the print direction, mitigating crack propagation and boosting flexural strength. Consequently, the 3D-printed specimens demonstrate superior strength to cast ones.
- According to the test results, 3D-printed CFRCM improves mechanical strength and toughness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Khoshnevis, B.; Dutton, R. Innovative rapid prototyping process makes large sized, smooth surfaced complex shapes in a wide variety of materials. Mater. Technol. 1998, 13, 53–56. [Google Scholar] [CrossRef]
- Buswell, R.A.; De Silva, W.R.L.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Menna, C.; Mata-Falcón, J.; Bos, F.P.; Vantyghem, G.; Ferrara, L.; Asprone, D.; Salet, T.; Kaufmann, W. Opportunities and challenges for structural engineering of digitally fabricated concrete. Cem. Concr. Res. 2020, 133, 106079. [Google Scholar] [CrossRef]
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A systematical review of 3D printable cementitious materials. Constr. Build. Mater. 2019, 207, 477–490. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Hwang, D.; Khoshnevis, B.; Daniel, E. Concrete wall fabrication by contour crafting. In Proceedings of the 21st International Symposium on Automation and Robotics in Construction (ISARC 2004), Jeju, Republic of Korea, 21–25 September 2004; pp. 301–307. [Google Scholar]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Zhang, X.; Li, M.; Lim, J.H.; Weng, Y.; Tay, Y.W.D.; Pham, H.; Pham, Q.-C. Large-scale 3D printing by a team of mobile robots. Autom. Constr. 2018, 95, 98–106. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.; Le, T.; Austin, S.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef]
- Salet, T.A.M.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L.M. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Early age mechanical behaviour of 3D printed concrete: Numerical modelling and experimental testing. Cem. Concr. Res. 2018, 106, 103–116. [Google Scholar] [CrossRef]
- Suiker, A. Mechanical performance of wall structures in 3D printing processes: Theory, design tools and experiments. Int. J. Mech. Sci. 2018, 137, 145–170. [Google Scholar] [CrossRef]
- Ooms, T.; Vantyghem, G.; Van Coile, R.; De Corte, W. A parametric modelling strategy for the numerical simulation of 3D concrete printing with complex geometries. Addit. Manuf. 2020, 38, 101743. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A. Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [PubMed]
- Lim, J.H.; Panda, B.; Pham, Q.-C. Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement. Constr. Build. Mater. 2018, 178, 32–41. [Google Scholar] [CrossRef]
- Asakawa, T.; Nishiwaki, T.; Ohno, K.; Yokoyama, S.; Okada, Y.; Kojima, S.; Satake, Y.; Miyata, Y.; Miyazawa, Y.; Ito, Y.; et al. Fundamental Study on Automated Interlayer Reinforcing System with Metal Fiber Insertion for 3D Concrete Printer. In RILEM International Conference on Concrete and Digital Fabrication; Springer International Publishing: Cham, Switzerland, 2022; pp. 411–416. [Google Scholar]
- Cao, X.; Yu, S.; Zheng, D.; Cui, H. Nail planting to enhance the interface bonding strength in 3D printed concrete. Autom. Constr. 2022, 141, 104392. [Google Scholar] [CrossRef]
- Giwa, I.; Game, D.; Ahmed, H.; Noorvand, H.; Arce, G.; Hassan, M.; Kazemian, A. Performance and macrostructural characterization of 3D printed steel fiber reinforced cementitious materials. Constr. Build. Mater. 2023, 369, 130593. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–666. [Google Scholar] [CrossRef]
- Luo, M.; Tian, X.; Shang, J.; Zhu, W.; Li, D.; Qin, Y. Impregnation and interlayer bonding behaviours of 3D-printed continuous carbon-fiber-reinforced poly-ether-ether-ketone composites. Compos. Part A Appl. Sci. Manuf. 2019, 121, 130–138. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Singh, A.; Liu, Q.; Xiao, J.; Lyu, Q. Mechanical and macrostructural properties of 3D printed concrete dosed with steel fibers under different loading direction. Constr. Build. Mater. 2022, 323, 126616. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Qian, R.; Liu, G.; Du, H. Influence of steel fiber on the water absorption of 3D printed concrete. Mater. Lett. 2023, 330, 133252. [Google Scholar] [CrossRef]
- Nair, S.A.; Tripathi, A.; Neithalath, N. Examining layer height effects on the flexural and fracture response of plain and fiber-reinforced 3D-printed beams. Cem. Concr. Compos. 2021, 124, 104254. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Yu, J. Flexural properties of 3D printed fibre-reinforced concrete with recycled sand. Constr. Build. Mater. 2021, 288, 123077. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, Q.; Lombois-Burger, H.; Jia, Z.; Zhang, Z.; Niu, G.; Zhang, Y. Pore structure, internal relative humidity, and fiber orientation of 3D printed concrete with polypropylene fiber and their relation with shrinkage. J. Build. Eng. 2022, 61, 105250. [Google Scholar] [CrossRef]
- Ma, S.; Yang, H.; Zhao, S.; He, P.; Zhang, Z.; Duan, X.; Yang, Z.; Jia, D.; Zhou, Y. 3D-printing of architectured short carbon fiber-geopolymer composite. Compos. Part B Eng. 2021, 226, 109348. [Google Scholar] [CrossRef]
- Sun, X.; Zhou, J.; Wang, Q.; Shi, J.; Wang, H. PVA fibre reinforced high-strength cementitious composite for 3D printing: Mechanical properties and durability. Addit. Manuf. 2022, 49, 102500. [Google Scholar] [CrossRef]
- Liu, X.; Li, Q.; Li, J. Shrinkage and mechanical properties optimization of spray-based 3D printed concrete by PVA fiber. Mater. Lett. 2022, 319, 132253. [Google Scholar] [CrossRef]
- Perrot, A.; Pierre, A.; Nerella, V.; Wolfs, R.; Keita, E.; Nair, S.; Neithalath, N.; Roussel, N.; Mechtcherine, V. From analytical methods to numerical simulations: A process engineering toolbox for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104164. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Souza, M.T.; Ferreira, I.M.; de Moraes, E.G.; Senff, L.; de Oliveira, A.P.N. 3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects. J. Build. Eng. 2020, 32, 101833. [Google Scholar] [CrossRef]
- Li, L.; Xiao, B.; Fang, Z.; Xiong, Z.; Chu, S.; Kwan, A. Feasibility of glass/basalt fiber reinforced seawater coral sand mortar for 3D printing. Addit. Manuf. 2020, 37, 101684. [Google Scholar] [CrossRef]
- Sukontasukkul, P.; Panklum, K.; Maho, B.; Banthia, N.; Jongvivatsakul, P.; Imjai, T.; Sata, V.; Limkatanyu, S.; Chindaprasirt, P. Effect of synthetic microfiber and viscosity modifier agent on layer deformation, viscosity, and open time of cement mortar for 3D printing application. Constr. Build. Mater. 2021, 319, 126111. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Technologies for improving buildability in 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104144. [Google Scholar] [CrossRef]
- Qian, Y.; Kawashima, S. Flow onset of fresh mortars in rheometers: Contribution of paste deflocculation and sand particle migration. Cem. Concr. Res. 2016, 90, 97–103. [Google Scholar] [CrossRef]
- Qian, Y.; Kawashima, S. Distinguishing dynamic and static yield stress of fresh cement mortars through thixotropy. Cem. Concr. Compos. 2018, 86, 288–296. [Google Scholar] [CrossRef]
- He, X.; Fang, Y.; Peng, Y.; Shen, W.; Qiao, D.; Wang, M. Mortar’s rheological property and workability investigation based on morphology impact factor for graded sand particles. Constr. Build. Mater. 2022, 328, 126987. [Google Scholar] [CrossRef]
- Zhang, G.; Li, G.; Li, Y. Effects of superplasticizers and retarders on the fluidity and strength of sulphoaluminate cement. Constr. Build. Mater. 2016, 126, 44–54. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]
- Aqel, M.; Panesar, D. Hydration kinetics and compressive strength of steam-cured cement pastes and mortars containing limestone filler. Constr. Build. Mater. 2016, 113, 359–368. [Google Scholar] [CrossRef]
- Chen, Y.; Figueiredo, S.C.; Li, Z.; Chang, Z.; Jansen, K.; Çopuroğlu, O.; Schlangen, E. Improving printability of limestone-calcined clay-based cementitious materials by using viscosity-modifying admixture. Cem. Concr. Res. 2020, 132, 106040. [Google Scholar] [CrossRef]
- Panda, B.; Lim, J.H.; Tan, M.J. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B Eng. 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Chang, Z.; Xu, Y.; Chen, Y.; Gan, Y.; Schlangen, E.; Šavija, B. A discrete lattice model for assessment of buildability performance of 3D-printed concrete. Comput. Civ. Infrastruct. Eng. 2021, 36, 638–655. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Khayat, K.H.; Ramesh, A.; Sanjayan, J.G. Rheological characterization of ultra-high performance concrete for 3D printing. Cem. Concr. Compos. 2023, 136, 104854. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L.; Ju, Y. State-of-the-art of 3D printing technology of cementitious material—An emerging technique for construction. Sci. China Technol. Sci. 2017, 61, 475–495. [Google Scholar] [CrossRef]
- Li, Z.; Hojati, M.; Wu, Z.; Piasente, J.; Ashrafi, N.; Duarte, J.P.; Nazarian, S.; Bilén, S.G.; Memari, A.M.; Radlińska, A. Fresh and Hardened Properties of Extrusion-Based 3D-Printed Cementitious Materials: A Review. Sustainability 2020, 12, 5628. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Yield stress criteria to assess the buildability of 3D concrete printing. Constr. Build. Mater. 2020, 240, 117989. [Google Scholar] [CrossRef]
- Ashrafi, N.; Duarte, J.P.; Nazarian, S.; Meisel, N.A. Evaluating the relationship between deposition and layer quality in large-scale additive manufacturing of concrete. Virtual Phys. Prototyp. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, R.; Liu, H.; He, C.; Wang, Y.; Wu, Y.; Liu, S.; Song, L.; Zuo, F. Analysis of the mechanical performance and damage mechanism for 3D printed concrete based on pore structure. Constr. Build. Mater. 2021, 314, 125572. [Google Scholar] [CrossRef]
- Liu, B.; Liu, X.; Li, G.; Geng, S.; Li, Z.; Weng, Y.; Qian, K. Study on anisotropy of 3D printing PVA fiber reinforced concrete using destructive and non-destructive testing methods. Case Stud. Constr. Mater. 2022, 17, e01519. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J.G.; Khayat, K.H. Fiber orientation effects on ultra-high performance concrete formed by 3D printing. Cem. Concr. Res. 2021, 143, 106384. [Google Scholar] [CrossRef]
- Hambach, M.; Rutzen, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. In 3D Concrete Printing Technology; Butterworth-Heinemann: Oxford, UK, 2019; pp. 73–113. [Google Scholar]
- Li, Y.-F.; Lee, K.-F.; Kadagathur Ramanathan, G.; Cheng, T.-W.; Huang, C.-H.; Tsai, Y.-K. Static and Dynamic Performances of Chopped Carbon-Fiber-Reinforced Mortar and Concrete Incorporated with Disparate Lengths. Materials 2021, 14, 972. [Google Scholar] [CrossRef] [PubMed]
- ASTM C33/C33M-18; Standard Specification for Concrete Aggregates. ASTM: West Conshohocken, PA, USA, 2023.
- Li, Y.-F.; Yang, T.-H.; Kuo, C.-Y.; Tsai, Y.-K. A Study on Improving the Mechanical Performance of Carbon-Fiber-Reinforced Cement. Materials 2019, 12, 2715. [Google Scholar] [CrossRef] [PubMed]
- ASTM C230/C230M-20; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM: West Conshohocken, PA, USA, 2021.
- ASTM C187-16; Standard Test Method for Normal Consistency of Hydraulic Cement. ASTM: West Conshohocken, PA, USA, 2016.
- ASTM C191-21; Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM: West Conshohocken, PA, USA, 2021.
- Ivanova, I.; Ivaniuk, E.; Bisetti, S.; Nerella, V.N.; Mechtcherine, V. Comparison between methods for indirect assessment of buildability in fresh 3D printed mortar and concrete. Cem. Concr. Res. 2022, 156, 106764. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J. Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 2019, 181, 108088. [Google Scholar] [CrossRef]
- Nguyen-Van, V.; Nguyen-Xuan, H.; Panda, B.; Tran, P. 3D concrete printing modelling of thin-walled structures. Structures 2022, 39, 496–511. [Google Scholar] [CrossRef]
- ASTM C109/C109M-20; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). ASTM: West Conshohocken, PA, USA, 2020.
- ASTM C293/C293M-16; Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Center-Point Loading). ASTM: West Conshohocken, PA, USA, 2016.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Property | Value |
|---|---|
| Density (g/cm3) | 1.78 |
| Tensile strength (MPa) | 3500~6000 |
| Elastic modulus (GPa) | 230~600 |
| Elongation (%) | 1.5~2.0 |
| Materials | Value |
|---|---|
| Water | 0.4 |
| Cement | 1 |
| Sand | 1.05 |
| Carbon Fiber (vol.‰) | 2.5, 5, 7.5, 10 |
| Superplasticizers (wt.%) | 0.6~2.5 |
| Cement accelerators (wt.%) | 6 |
| Specimen | Flow (mm) | Average Flow with Error (mm) | |||
|---|---|---|---|---|---|
| SP1.0-A6B | 180.25 | 182.90 | 186.15 | 186.85 | 184.04 ± 2.65 |
| SP1.2-A6CF2.5 | 190.55 | 189.50 | 187.75 | 185.05 | 188.21 ± 2.08 |
| SP1.5-A6CF5 | 185.50 | 186.75 | 183.55 | 181.30 | 184.28 ± 2.06 |
| SP1.5-A6CF7.5 | 182.60 | 185.50 | 184.50 | 181.30 | 183.48 ± 1.63 |
| SP1.9-A6CF10 | 170.90 | 179.70 | 175.25 | 172.50 | 174.59 ± 3.34 |
| Specimen | Flow (mm) | Average Flow with Error (mm) | |||
|---|---|---|---|---|---|
| SP1.6-A6B | 175.5 | 174.25 | 179.65 | 177.1 | 176.63 ± 2.02 |
| SP1.7-A6CF2.5 | 172.1 | 167.6 | 170.5 | 171.05 | 170.31 ± 1.67 |
| SP1.9-A6CF5 | 169.2 | 168.55 | 169.5 | 166.75 | 168.50 ± 1.07 |
| SP1.9-A6CF7.5 | 155.85 | 156.95 | 161.35 | 159.35 | 158.38 ± 2.13 |
| SP2.3-A6CF10 | 160.6 | 155.95 | 153.8 | 155.45 | 156.45 ± 2.52 |
| Specimen | Carbon Fiber (vol.‰) | Superplasticizer (wt.%) | Buildable Height (mm) (Layer) |
|---|---|---|---|
| SP1.6-A6B | 0 | 1.6 | 670 (94) |
| SP1.7-A6CF2.5 | 2.5 | 1.7 | 750 (107) |
| SP1.9-A6CF5 | 5 | 1.9 | 530 (74) |
| SP1.9-A6CF7.5 | 7.5 | 1.9 | 416 (57) |
| SP2.3-A6CF10 | 10 | 2.3 | 340 (46) |
| Specimen | 7C-3DP (MPa) | Increase (%) | 7C-Cast (MPa) | Increase (%) | 28C-3DP (MPa) | Increase (%) | 28C-Cast (MPa) | Increase (%) |
|---|---|---|---|---|---|---|---|---|
| B | 54.75 ± 1.5 | − | 49.82 ± 2.4 | − | 66.61 ± 1.0 | − | 57.86 ± 2.8 | − |
| CF2.5 | 56.56 ± 2.7 | 3 | 50.84 ± 1.8 | 2 | 69.36 ± 4.2 | 4 | 62.01 ± 2.0 | 7 |
| CF5 | 52.79 ± 3.6 | −4 | 50.75 ± 1.0 | 2 | 61.55 ± 2.7 | −8 | 61.12 ± 2.6 | 6 |
| CF7.5 | 54.48 ± 2.7 | 7 | 52.06 ± 1.0 | 5 | 76.46 ± 1.4 | 15 | 69.05 ± 0.8 | 19 |
| CF10 | 56.34 ± 4.1 | 3 | 49.96 ± 0.5 | 0 | 71.24 ± 2.8 | 7 | 64.34 ± 1.8 | 11 |
| Specimen | 7F-3DP (MPa) | Increase (%) | 7F-Cast (MPa) | Increase (%) | 28F-3DP (MPa) | Increase (%) | 28F-Cast (MPa) | Increase (%) |
|---|---|---|---|---|---|---|---|---|
| B | 7.35 ± 0.5 | - | 6.37 ± 0.2 | - | 7.77 ± 0.9 | - | 7.73 ± 0.5 | - |
| CF2.5 | 8.45 ± 0.0 | 15 | 6.47 ± 0.0 | 1 | 9.12 ± 0.2 | 17 | 8.17 ± 0.1 | 6 |
| CF5 | 8.62 ± 0.2 | 17 | 7.26 ± 0.3 | 14 | 9.55 ± 0.1 | 23 | 8.35 ± 0.5 | 8 |
| CF7.5 | 9.60 ± 0.1 | 31 | 8.06 ± 0.4 | 26 | 9.62 ± 0.4 | 24 | 8.51 ± 0.1 | 10 |
| CF10 | 10.05 ± 0.5 | 37 | 8.30 ± 0.3 | 30 | 10.56 ± 0.7 | 36 | 8.87 ± 0.6 | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.-F.; Tsai, P.-J.; Syu, J.-Y.; Lok, M.-H.; Chen, H.-S. Mechanical Properties of 3D-Printed Carbon Fiber-Reinforced Cement Mortar. Fibers 2023, 11, 109. https://doi.org/10.3390/fib11120109
Li Y-F, Tsai P-J, Syu J-Y, Lok M-H, Chen H-S. Mechanical Properties of 3D-Printed Carbon Fiber-Reinforced Cement Mortar. Fibers. 2023; 11(12):109. https://doi.org/10.3390/fib11120109
Chicago/Turabian StyleLi, Yeou-Fong, Pei-Jen Tsai, Jin-Yuan Syu, Man-Hoi Lok, and Huei-Shiung Chen. 2023. "Mechanical Properties of 3D-Printed Carbon Fiber-Reinforced Cement Mortar" Fibers 11, no. 12: 109. https://doi.org/10.3390/fib11120109