Investigation on the Surface Properties of 5A12 Aluminum Alloy after Nd: YAG Laser Cleaning

Abstract
:1. Introduction
2. Scope of Research
3. Materials and Methods
4. Results and Discussion
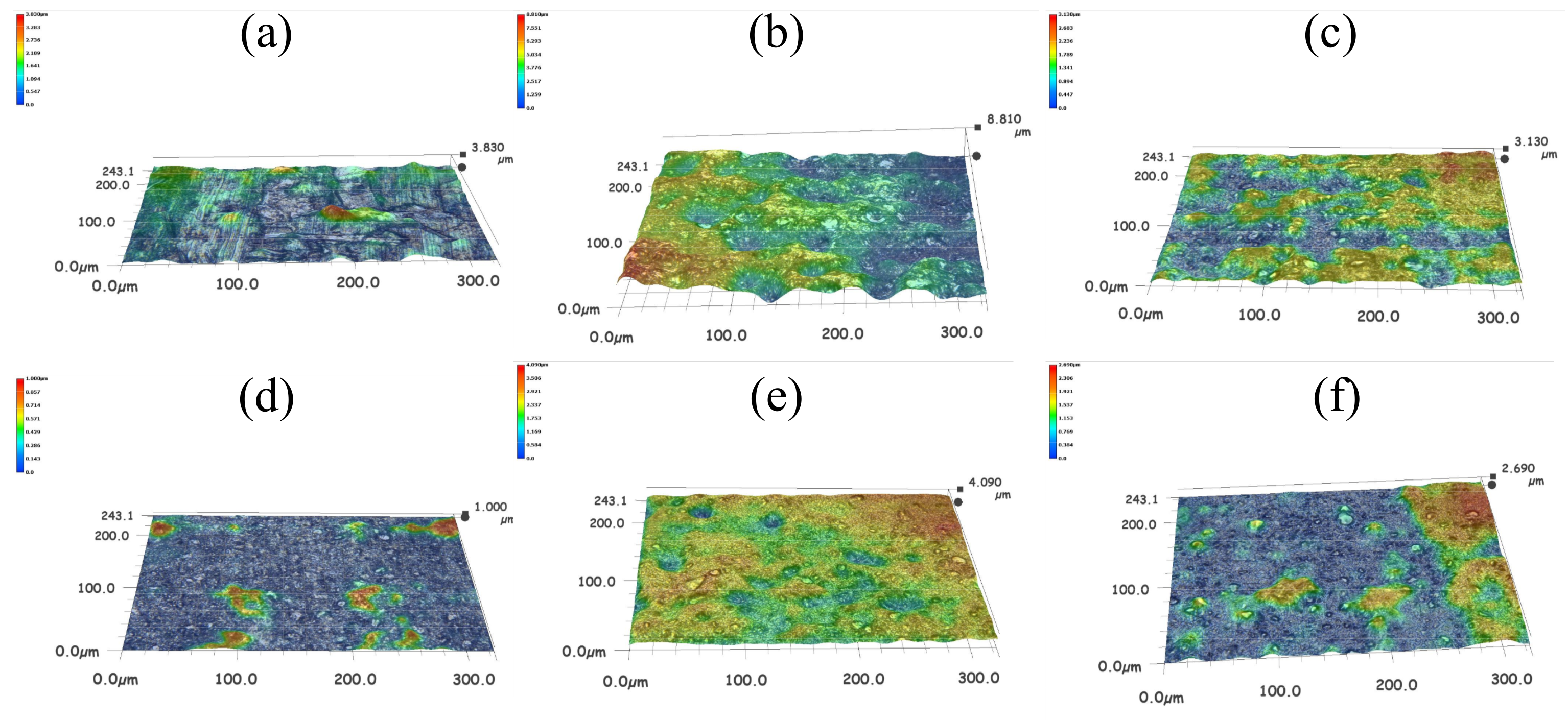
4.1. Surface Topography
4.1.1. Macroscopic Morphology
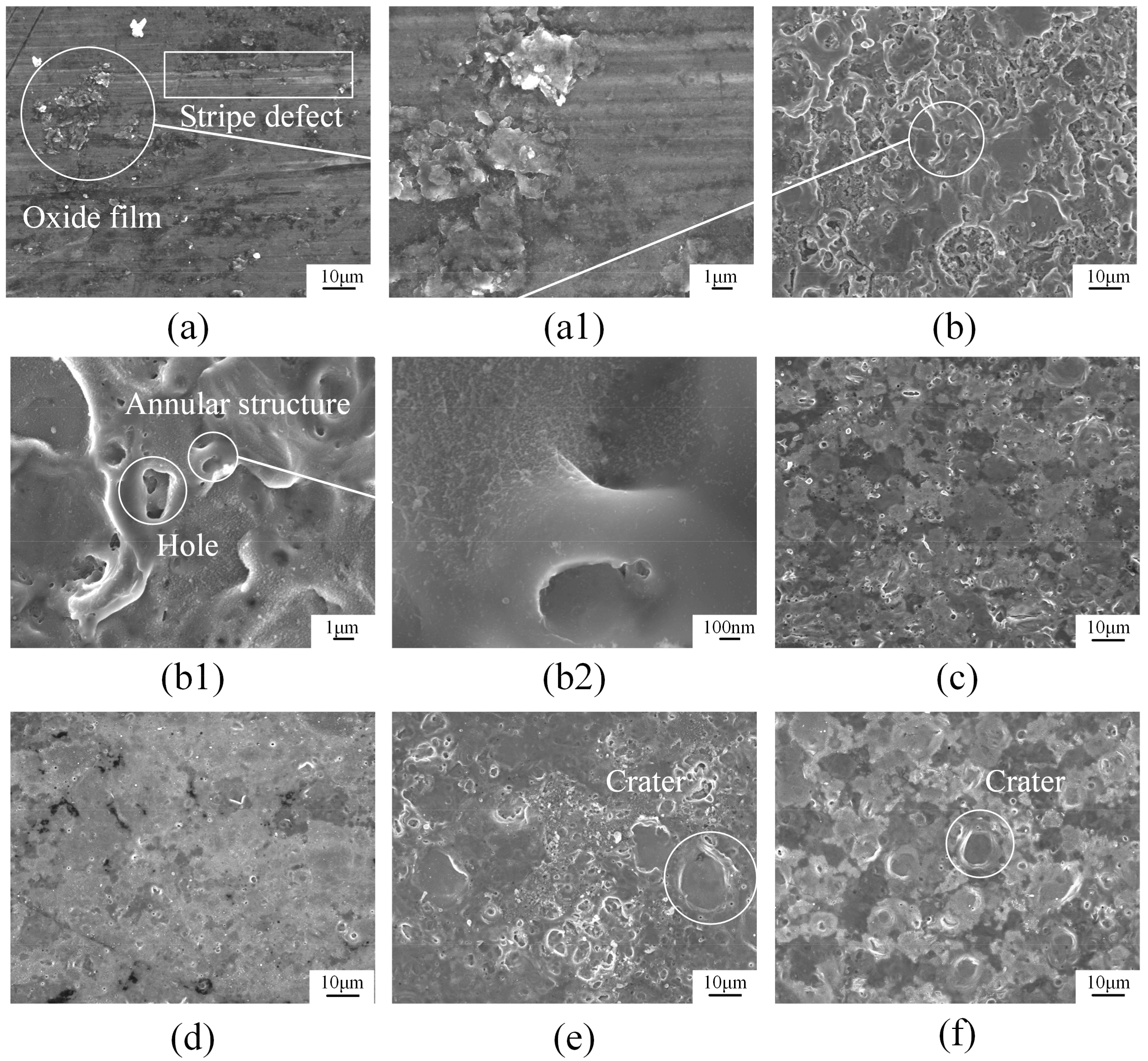
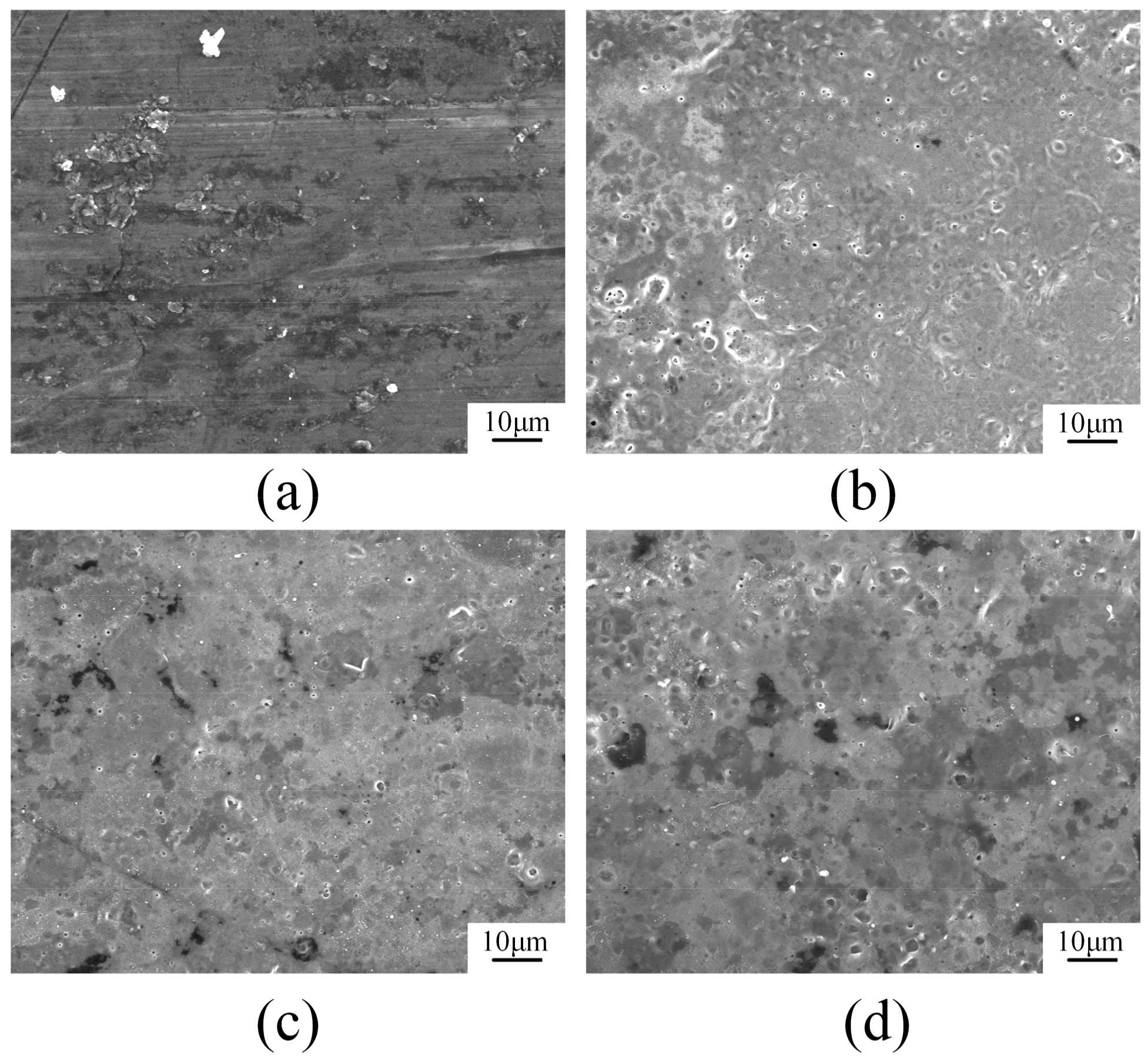
4.1.2. Microscopic Morphology
4.2. Element Content
4.3. Physical Property
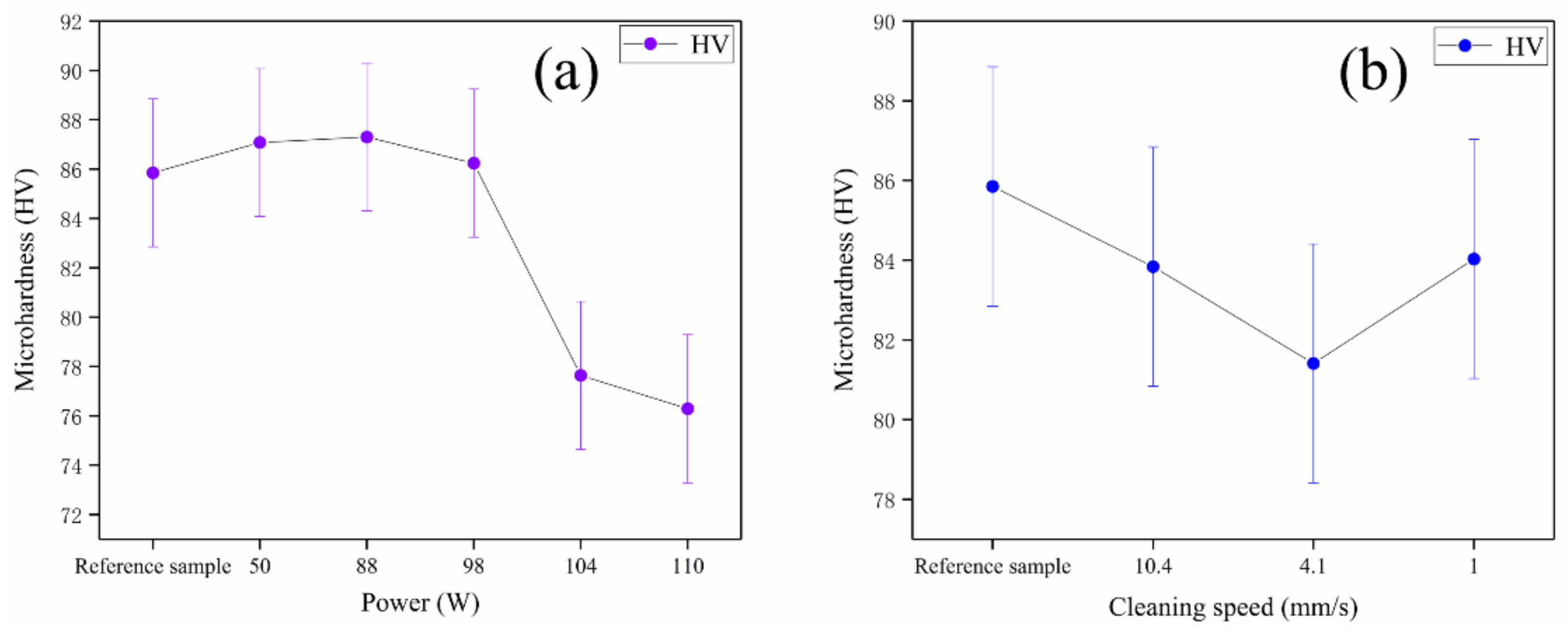
4.3.1. Microhardness
4.3.2. Residual Stress
4.4. Corrosion Resistance
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gangil, N.; Siddiquee, A.N. Maheshwari S. Aluminium based in-situ composite fabrication through friction stir processing: A review. J. Alloys Compd. 2017, 715, 91–104. [Google Scholar] [CrossRef]
- Hu, H.; Tang, B.; Gong, X.; Wei, W.; Wang, H. Intelligent fault diagnosis of the high-speed train with big data based on deep neural networks. IEEE Trans. Ind. Inform. 2017, 13, 2106–2116. [Google Scholar] [CrossRef]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China. 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Trdan, U.; Skarba, M.; Grum, J. Laser shock peening effect on the dislocation transitions and grain refinement of Al–Mg–Si alloy. Mater. Charact. 2014, 97, 57–68. [Google Scholar] [CrossRef]
- AlShaer, A.W.; Li, L.; Mistry, A. The effects of short pulse laser surface cleaning on porosity formation and reduction in laser welding of aluminium alloy for automotive component manufacture. Opt. Laser Technol. 2014, 64, 162–171. [Google Scholar] [CrossRef]
- Feliu, S., Jr.; Pardo, A.; Merino, M.C.; Coy, A.E.; Viejo, F.; Arrabal, R. Correlation between the surface chemistry and the atmospheric corrosion of AZ31, AZ80 and AZ91D magnesium alloys. Appl. Surf. Sci. 2009, 255, 4102–4108. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Gao, M.; Wang, D.; Yin, J.; Zeng, X. Relationship between pool characteristic and weld porosity in laser arc hybrid welding of AA6082 aluminum alloy. J. Mater. Process. Technol. 2017, 240, 217–222. [Google Scholar] [CrossRef]
- Ion, J. Laser Processing of Engineering Materials: Principles, Procedure and Industrial Application; Butterworth-Heinemann: Oxford, UK, 2015. [Google Scholar]
- Siano, S.; Salimbeni, R. Advances in laser cleaning of artwork and objects of historical interest: the optimized pulse duration approach. Acc. Chem. Res. 2010, 43, 739–750. [Google Scholar] [CrossRef]
- Niroomand, M.; Hejazi, S.M.; Sheikhzadeh, M.; Alirezazadeh, A. Pull-out analysis of laser modified polyamide tire cords through rubber matrix. Eng. Failure Anal. 2017, 80, 431–443. [Google Scholar] [CrossRef]
- Takahashi, S.; Horita, Y.; Kaji, F.; Yamaguchi, Y.; Michihata, M.; Takamasu, K. Concept for laser-assisted nano removal beyond the diffraction limit using photocatalyst nanoparticles. CIRP Ann. 2015, 64, 201–204. [Google Scholar] [CrossRef]
- Palomar, T.; Oujja, M.; Llorente, I.; Barat, B.R.; Cañamares, M.V.; Cano, E.; Castillejo, M. Evaluation of laser cleaning for the restoration of tarnished silver artifacts. Appl. Surf. Sci. 2016, 387, 118–127. [Google Scholar] [CrossRef] [Green Version]
- Delaporte, P.; Gastaud, M.; Marine, W.; Sentis, M.; Uteza, O.; Thouvenot, P.; Alcaraz, J.L.; Le Samedy, J.M.; Blin, D. Dry excimer laser cleaning applied to nuclear decontamination. Appl. Surf. Sci. 2003, 208, 298–305. [Google Scholar] [CrossRef]
- Raza, M.S.; Das, S.S.; Tudu, P.; Saha, P. Excimer laser cleaning of black sulphur encrustation from silver surface. Opt. Laser Technol. 2019, 113, 95–103. [Google Scholar] [CrossRef]
- Rauh, B.; Kreling, S.; Kolb, M.; Geistbeck, M.; Boujenfa, S.; Suess, M.; Dilger, K. UV-laser cleaning and surface characterization of an aerospace carbon fibre reinforced polymer. Int. J. Adhes. Adhes. 2018, 82, 50–59. [Google Scholar] [CrossRef]
- Mateo, M.P.; Nicolas, G.; Piñon, V.; Ramil, A.; Yañez, A. Laser cleaning: An alternative method for removing oil-spill fuel residues. Appl. Surf. Sci. 2005, 247, 333–339. [Google Scholar] [CrossRef]
- Bäuerle, D. Laser Processing and Chemistry; Springer Science & Business Media, Springer: Berlin, Germany, 2013. [Google Scholar] [CrossRef]
- Allahyari, E.; Nivas, J.J.; Oscurato, S.L.; Salvatore, M.; Ausanio, G.; Vecchione, A.; Fittipaldi, R.; Maddalena, P.; Bruzzese, R.; Amoruso, S. Laser surface texturing of copper and variation of the wetting response with the laser pulse fluence. Appl. Surf. Sci. 2019, 470, 817–824. [Google Scholar] [CrossRef]
- Singh, A.; Choubey, A.; Modi, M.H.; Upadhyaya, B.N.; Oak, S.M.; Lodha, G.S.; Deb, S.K. Cleaning of carbon layer from the gold films using a pulsed Nd:YAG laser. Appl. Surf. Sci. 2013, 283, 612–616. [Google Scholar] [CrossRef]
- Liu, D.; Shi, Y.; Liu, J.; Wen, L. Effect of laser shock peening on corrosion resistance of 316L stainless steel laser welded joint. Surf. Coat. Technol. 2019. [Google Scholar] [CrossRef]
- Psyllaki, P.; Oltra, R. Preliminary study on the laser cleaning of stainless steels after high temperature oxidation. MAT SCI ENG A-STRUCT. 2000, 282, 145–152. [Google Scholar] [CrossRef]
- Dimogerontakis, T.; Oltra, R.; Heintz, O. Thermal oxidation induced during laser cleaning of an aluminium-magnesium alloy. Appl. Phys. A: Mater. Sci. Process. 2005, 81, 1173–1179. [Google Scholar] [CrossRef]
- Kim, B.J.; Choi, K.H.; Park, K.S.; van Tyne, C.J.; Moon, Y.H. Effect of the surface defects on hydroformability of aluminum alloys. Key Eng. Mater. 2007, 340, 587–592. [Google Scholar] [CrossRef]
- Shi, T.; Wang, C.; Mi, G.; Yan, F. A study of microstructure and mechanical properties of aluminum alloy using laser cleaning. J. Manuf. Process. 2019, 42, 60–66. [Google Scholar] [CrossRef]
- Wang, X.; LONG, S. Study on hereditary of pores in laser remelting of die casting AZ91D magnesium alloy. Acta Metall. Sin. 2012, 48, 1437–1445. [Google Scholar] [CrossRef]
- Wang, Z.; Zeng, X.; Huang, W. Parameters and surface performance of laser removal of rust layer on A3 steel. Surf. Coat. Technol. 2003, 166, 10–16. [Google Scholar] [CrossRef]
- Sanders, P.G.; Keske, J.S.; Leong, K.H.; Kornecki, G. High power Nd: YAG and CO2 laser welding of magnesium. J. Laser Appl. 1999, 11, 96–103. [Google Scholar] [CrossRef]
- Liu, K.K.; Hill, M.R. The effects of laser peening and shot peening on fretting fatigue in Ti–6Al–4V coupons. Tribol. Int. 2009, 42, 1250–1262. [Google Scholar] [CrossRef]
- Cao, X.J.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Chen, Y.Y.; Duval, T.; Hung, U.D.; Yeh, J.W.; Shih, H.C. Microstructure and electrochemical properties of high entropy alloys—a comparison with type-304 stainless steel. Corros. Sci. 2005, 47, 2257–2279. [Google Scholar] [CrossRef]
- Da Silva, F.S.; Cinca, N.; Dosta, S.; Cano, I.G.; Couto, M.; Guilemany, J.M.; Benedetti, A.V. Corrosion behavior of WC-Co coatings deposited by cold gas spray onto AA 7075-T6. Corros. Sci. 2018, 136, 231–243. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.Z.; Luo, K.Y.; Zhang, Y.K.; Cui, C.Y.; Sun, G.F.; Zhou, J.Z.; Zhang, L.; You, J.; Chen, K.M.; Zhong, J.W. Grain refinement of LY2 aluminum alloy induced by ultra-high plastic strain during multiple laser shock processing impacts. Acta Mater. 2010, 58, 3984–3994. [Google Scholar] [CrossRef]
- Zhang, F.D.; Liu, H.; Suebka, C.; Liu, Y.X.; Liu, Z.; Guo, W.; Cheng, Y.M.; Zhang, S.L.; Li, L. Corrosion behaviour of laser-cleaned AA7024 aluminium alloy. Appl. Surf. Sci. 2018, 435, 452–461. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Cu | Mg | Zn | Mn | Ti | Ni | Fe | Al |
|---|---|---|---|---|---|---|---|---|---|
| Mass fraction/% | ≤0.3 | ≤0.05 | 8.3–9.6 | ≤0.2 | 0.4–0.8 | 0.05–0.15 | ≤0.1 | ≤0.3 | allowance |
| Characteristic | Symbol | Value | Units |
|---|---|---|---|
| Source | − | Pulse laser adopting Nd:YAG | − |
| Wavelength | λ | 1064 | nm |
| Maximum average power | P | 200 | W |
| Pulse frequency | F | 7–15 | KHz |
| Maximum pulse energy | Pe | 25 | mJ |
| Max pulse power | Pp | 350 | KW |
| Output spot size | d | 0.5–2.5 | mm |
| Scan line width | l | 1–10 | cm |
| Producer | Laser Institute, Shandong Academy of Sciences, China | ||
| Element (Wt) | Al | O | C | Mg | Mn | Cr | Fe | Cl | Ca |
|---|---|---|---|---|---|---|---|---|---|
| Reference sample | 59.9 | 14.4 | 13.0 | 11.7 | 0.4 | – | 0.2 | 0.2 | 0.1 |
| 50W | 77.9 | 10.2 | 6.6 | 4.5 | 0.8 | ||||
| 88W | 78.1 | 9.2 | 6.1 | 6.0 | 0.6 | ||||
| 98W | 77.2 | 8.3 | 7.3 | 6.7 | 0.5 | ||||
| 104W | 77.0 | 9.6 | 6.4 | 6.3 | 0.7 | ||||
| 110W | 77.6 | 9.2 | 6.2 | 6.4 | 0.7 |
| Element (Wt) | Al | O | C | Mg | Mn | Cr | Fe | Cl | Ca |
|---|---|---|---|---|---|---|---|---|---|
| Reference sample | 59.9 | 14.4 | 13.0 | 11.7 | 0.4 | – | 0.2 | 0.2 | 0.1 |
| 10.4mm/s | 76.5 | 10.0 | 6.3 | 5.7 | 0.9 | 0.1 | 0.6 | ||
| 4.1mm/s | 77.2 | 8.3 | 7.3 | 6.7 | 0.5 | ||||
| 1.0mm/s | 72.6 | 9.3 | 6.9 | 10.4 | 0.6 | 0.2 |
| Power(W) | Ecorr (V vs.Ag/AgCl) | Icorr (A/cm−2) | Ba (mVdec−1) | Bc (mVdec−1) |
|---|---|---|---|---|
| Reference sample | −1.452 ± 0.06 | 9.153×10−6 | 6.066 | 6.573 |
| 50 | −0.708 ± 0.06 | 2.173 × 10−4 | 4.823 | 11.470 |
| 88 | −1.085 ± 0.06 | 2.162 × 10−5 | 7.497 | 2.869 |
| 98 | −1.252 ± 0.06 | 1.941 × 10−5 | 6.981 | 0.825 |
| 104 | 1.242 ± 0.06 | 2.673 × 10−4 | 7.893 | 1.682 |
| 110 | −0.994 ± 0.06 | 2.346 × 10−8 | 9.806 | 1.639 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, G.; Wang, S.; Cheng, W.; Wang, G.; Liu, W.; Ren, Y. Investigation on the Surface Properties of 5A12 Aluminum Alloy after Nd: YAG Laser Cleaning. Coatings 2019, 9, 578. https://doi.org/10.3390/coatings9090578
Zhu G, Wang S, Cheng W, Wang G, Liu W, Ren Y. Investigation on the Surface Properties of 5A12 Aluminum Alloy after Nd: YAG Laser Cleaning. Coatings. 2019; 9(9):578. https://doi.org/10.3390/coatings9090578
Chicago/Turabian StyleZhu, Guodong, Shouren Wang, Wei Cheng, Gaoqi Wang, Wentao Liu, and Yuan Ren. 2019. "Investigation on the Surface Properties of 5A12 Aluminum Alloy after Nd: YAG Laser Cleaning" Coatings 9, no. 9: 578. https://doi.org/10.3390/coatings9090578