TiBCN-Ceramic-Reinforced Ti-Based Coating by Laser Cladding: Analysis of Processing Conditions and Coating Properties

Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
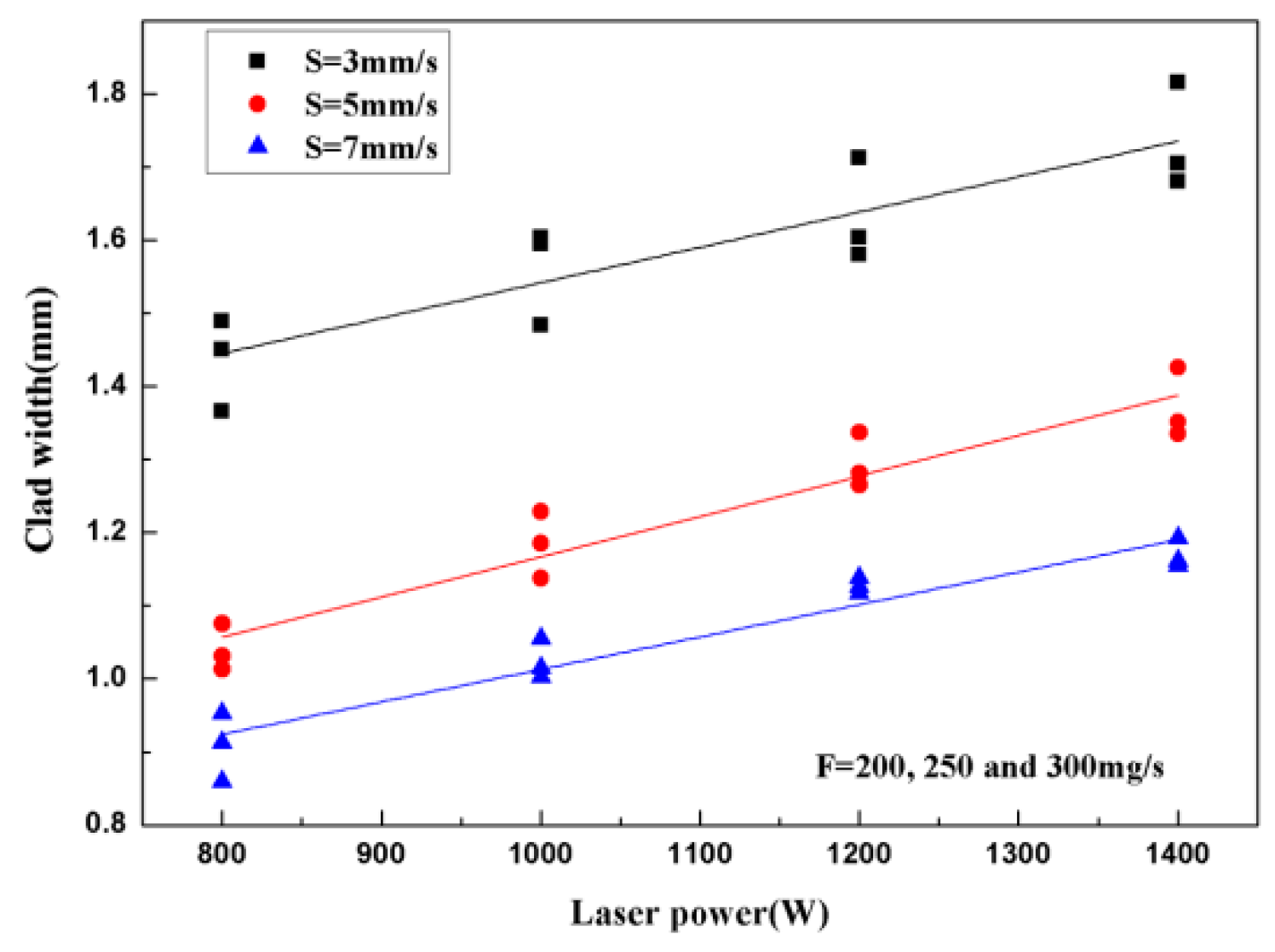
3.1. Effect of Different Processing Parameters
3.2. Phase Composition and Microstructure
3.3. Properties
4. Conclusions
- The geometrical characteristics (h, w, b, D) depend mainly on the laser power, the feeding rate, and the scanning speed. This relationship can be written in the form S−3/4F, P2/5S−1/2F1/5, P4/5S3/5, and P1/2S−4/5F1/10 with a correlation coefficient R2 = 0.96, 0.98, 0.94, and 0.88, respectively.
- The TiBCN-ceramic-reinforced Ti-based coating consists of the directional dendritic TiBCN phases, the equiaxed TiN phases, needle-like Al3Ti phases, and Ti phases.
- In comparison to the Ti6Al4V substrate, the microhardness, corrosion resistance, and wear resistance of TiBCN-ceramic-reinforced Ti-based coating are obviously improved.
Author Contributions
Funding
Conflicts of Interest
References
- Lv, Y.; Li, J.; Tao, Y.; Hu, L. Oxidation behaviors of the TiNi/Ti2Ni matrix composite coatings with different contents of TaC addition fabricated on Ti6Al4V by laser cladding. J. Alloys Compd. 2016, 679, 202–212. [Google Scholar] [CrossRef]
- Weng, F.; Yu, H.; Chen, C.; Liu, J.; Zhao, L.; Dai, J.; Zhao, Z. Effect of process parameters on the microstructure evolution and wear property of the laser cladding coatings on Ti-6Al-4V alloy. J. Alloys Compd. 2017, 692, 989–996. [Google Scholar] [CrossRef]
- Durdu, S.; Deniz, Ö.F.; Kutbay, I.; Usta, M. Characterization and formation of hydroxyapatite on Ti6Al4V coated by plasma electrolytic oxidation. J. Alloys Compd. 2013, 551, 422–429. [Google Scholar] [CrossRef]
- Liu, F.; Mao, Y.; Lin, X.; Zhou, B.; Qian, T. Microstructure and high temperature oxidation resistance of Ti-Ni gradient coating on TA2 titanium alloy fabricated by laser cladding. Opt. Laser Technol. 2016, 83, 140–147. [Google Scholar] [CrossRef]
- Lu, X.-L.; Liu, X.-B.; Yu, P.-C.; Qiao, S.-J.; Zhai, Y.-J.; Wang, M.-D.; Chen, Y.; Xu, D. Synthesis and characterization of Ni60-hBN high temperature self-lubricating anti-wear composite coatings on Ti6Al4V alloy by laser cladding. Opt. Laser Technol. 2016, 78, 87–94. [Google Scholar] [CrossRef]
- Lin, N.; Huang, X.; Zou, J.; Zhang, X.; Qin, L.; Fan, A.; Tang, B. Effects of plasma nitriding and multiple arc ion plating TiN coating on bacterial adhesion of commercial pure titanium via in vitro investigations. Surf. Coat. Technol. 2012, 209, 212–215. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, P.; Bai, P.; Wu, L.; Liu, B.; Zhao, Z. Microstructure and properties of Ti/TiBCN coating on 7075 aluminum alloy by laser cladding. Surf. Coat. Technol. 2018, 334, 142–149. [Google Scholar] [CrossRef]
- Da Sun, S.; Liu, Q.; Brandt, M.; Luzin, V.; Cottam, R.; Janardhana, M.; Clark, G. Effect of laser clad repair on the fatigue behavior of ultra-high strength AISI 4340 steel. Mater. Sci. Eng. A 2014, 606, 46–57. [Google Scholar] [CrossRef]
- Sun, D.; Gu, D.; Lin, K.; Ma, J.; Chen, W.; Huang, J.; Sun, X.; Chu, M. Selective laser melting of titanium parts: Influence of laser process parameters on macro- and microstructures and tensile property. Powder Technol. 2019, 342, 371–379. [Google Scholar] [CrossRef]
- Carrullo, J.C.Z.; Falcón, J.C.P.; Borrás, V.A. Influence of process parameters and initial microstructure on the oxidation resistance of Ti48Al2Cr2Nb coating obtained by laser metal deposition. Surf. Coat. Technol. 2019, 358, 114–124. [Google Scholar] [CrossRef]
- Aguilar-Morales, A.I.; Alamri, S.; Kunze, T.; Lasagni, A.F. Influence of processing parameters on surface texture homogeneity using Direct Laser Interference Patterning. Opt. Laser Technol. 2018, 107, 216–227. [Google Scholar] [CrossRef]
- Wang, H.; Chen, T.; Cong, W.; Liu, D. Laser cladding of Ti-based ceramic coatings on Ti6Al4V alloy: Effects of CeO2 nanoparticles additive on wear performance. Coatings 2019, 9, 109. [Google Scholar] [CrossRef]
- Zhao, Z.; Bai, P.; Li, L.; Li, J.; Wu, L.; Huo, P.; Tan, L. The reaction thermodynamics during plating Al on graphene process. Materials 2019, 12, 330. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Li, J.; Bai, P.; Qu, H.; Liang, M. Microstructure and mechanical properties of TiC-reinforced 316L stainless steel composites fabricated using selective laser melting. Metals 2019, 9, 267. [Google Scholar] [CrossRef]
- Zhao, Z.; Bai, P.; Misra, R.D.K.; Dong, M.; Guan, R. AlSi10Mg alloy nanocomposites reinforced with aluminum-coated graphene: Selective laser melting, interfacial microstructure and property analysis. J. Alloys Compd. 2019, 792, 203–214. [Google Scholar] [CrossRef]
- Sun, Y.; Hao, M. Statistical analysis and optimization of process parameters in Ti6Al4V laser cladding using Nd:YAG laser. Opt. Lasers Eng. 2012, 50, 985–995. [Google Scholar] [CrossRef]
- Lin, Y.; Yao, J.; Lei, Y.; Fu, H.; Wang, L. Microstructure and properties of TiB2-TiB reinforced titanium matrix composite coating by laser cladding. Opt. Lasers Eng. 2016, 86, 216–227. [Google Scholar] [CrossRef]
- Li, J.; Yu, Z.; Wang, H. Wear behaviors of an (TiB + TiC)/Ti composite coating fabricated on Ti6Al4V by laser cladding. Thin Solid Films 2011, 519, 4804–4808. [Google Scholar] [CrossRef]
- Kumar, S.; Mandal, A.; Das, A.K.; Dixit, A.R. Parametric study and characterization of AlN-Ni-Ti6Al4V composite cladding on titanium alloy. Surf. Coat. Technol. 2018, 349, 37–49. [Google Scholar] [CrossRef]
- Lin, J.; Moore, J.J.; Mishra, B.; Pinkas, M.; Sproul, W.D. The structure and mechanical and tribological properties of TiBCN nanocomposite coatings. Acta Mater. 2010, 58, 1554–1564. [Google Scholar] [CrossRef]
- Zhong, D.; Sutter, E.; Moore, J.; Mustoe, G.; Levashov, E.; Disam, J. Mechanical properties of Ti–B–C–N coatings deposited by magnetron sputtering. Thin Solid Films 2001, 398, 320–325. [Google Scholar] [CrossRef]
- Hu, J.; Dong, X.; Tosto, S. Microstructure of face centered cubic (fcc) TiB powder synthesized by boronizing of Ti powder. J. Am. Ceram. Soc. 2012, 95, 2089–2092. [Google Scholar] [CrossRef]
- Thamir, A.D.; Haider, A.J.; Mohammed, F.Q.; Chahrour, K.M. Hybrid gas phase Ti-B-C-N coatings doped with Al. J. Alloys Compd. 2017, 723, 368–375. [Google Scholar] [CrossRef]
- Hu, J.D.; Zhao, J.C.; Ren, J.J.; Cao, Y.; Tosto, S. Laser coating of Fe-based alloys with face centre cubic (FCC) TiB powder. Lasers Eng. 2014, 28, 151–160. [Google Scholar]
- Barekat, M.; Razavi, R.S.; Ghasemi, A. Nd:YAG laser cladding of Co–Cr–Mo alloy on γ-TiAl substrate. Opt. Laser Technol. 2016, 80, 145–152. [Google Scholar] [CrossRef]
- Saqib, S.; Urbanic, R.; Aggarwal, K. Analysis of laser cladding bead morphology for developing additive manufacturing travel paths. Procedia CIRP 2014, 17, 824–829. [Google Scholar] [CrossRef]
- Li, Y.X.; Zhang, P.F.; Bai, P.K.; Zhao, Z.Y.; Liu, B. Analysis of geometrical characteristics and properties of laser cladding 85 wt.% Ti + 15 wt.% TiBCN powder on 7075 aluminum alloy substrate. Materials 2018, 11, 1551. [Google Scholar] [CrossRef]
- Ghareshabani, E.; Rawat, R.S.; Sobhanian, S.; Verma, R.; Karamat, S.; Pan, Z. Synthesis of nanostructured multiphase Ti(C,N)/a-C films by a plasma focus device. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2010, 268, 2777–2784. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Content |
|---|---|
| Al | 6.01 |
| V | 3.84 |
| Fe | 0.3 |
| S | 0.15 |
| C | 0.1 |
| O | 0.15 |
| N | 0.15 |
| Ti | Bal. |
| Quantity | Combined Parameter (x) | R2 | a | b |
|---|---|---|---|---|
| h (mm) | S−3/4F | 0.96 | 0.00206 | −0.00103 |
| w (mm) | P2/5S−1/2F1/5 | 0.98 | 0.05471 | 0.02871 |
| b (mm) | P4/5S3/5 | 0.94 | 0.00189 | 0.11674 |
| D (mm) | P1/2S−4/5F1/10 | 0.88 | 0.89513 | 51.186448 |
| Point | Element (wt.%) | ||||
|---|---|---|---|---|---|
| Ti | B | C | N | Al | |
| A | 36.21 | – | 10.25 | 39.14 | 14.4 |
| B | 24.54 | – | 8.25 | 4.74 | 62.47 |
| C | 24.25 | 28.61 | 21.23 | 20.55 | 5.36 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Zhang, P.; Bai, P.; Su, K.; Su, H. TiBCN-Ceramic-Reinforced Ti-Based Coating by Laser Cladding: Analysis of Processing Conditions and Coating Properties. Coatings 2019, 9, 407. https://doi.org/10.3390/coatings9060407
Li Y, Zhang P, Bai P, Su K, Su H. TiBCN-Ceramic-Reinforced Ti-Based Coating by Laser Cladding: Analysis of Processing Conditions and Coating Properties. Coatings. 2019; 9(6):407. https://doi.org/10.3390/coatings9060407
Chicago/Turabian StyleLi, Yuxin, Pengfei Zhang, Peikang Bai, Keqiang Su, and Hongwen Su. 2019. "TiBCN-Ceramic-Reinforced Ti-Based Coating by Laser Cladding: Analysis of Processing Conditions and Coating Properties" Coatings 9, no. 6: 407. https://doi.org/10.3390/coatings9060407