Effect of Steel Substrates on the Formation and Deuterium Permeation Resistance of Aluminide Coatings


Abstract
:1. Introduction
2. Experimental
2.1. Materials and Al Electrodeposition
2.2. Aluminization and Oxidation
2.3. Characterization
3. Results and Discussion
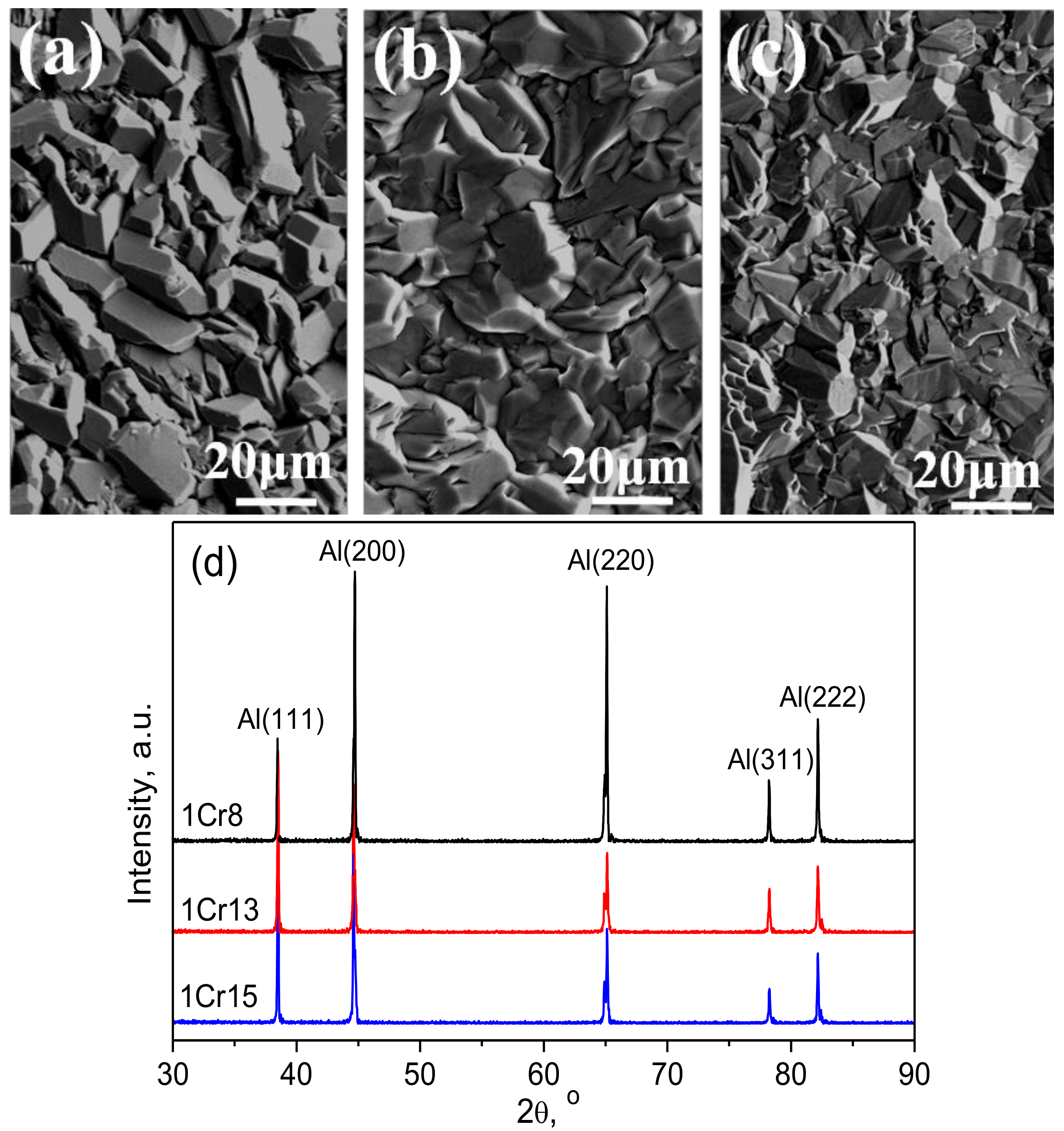
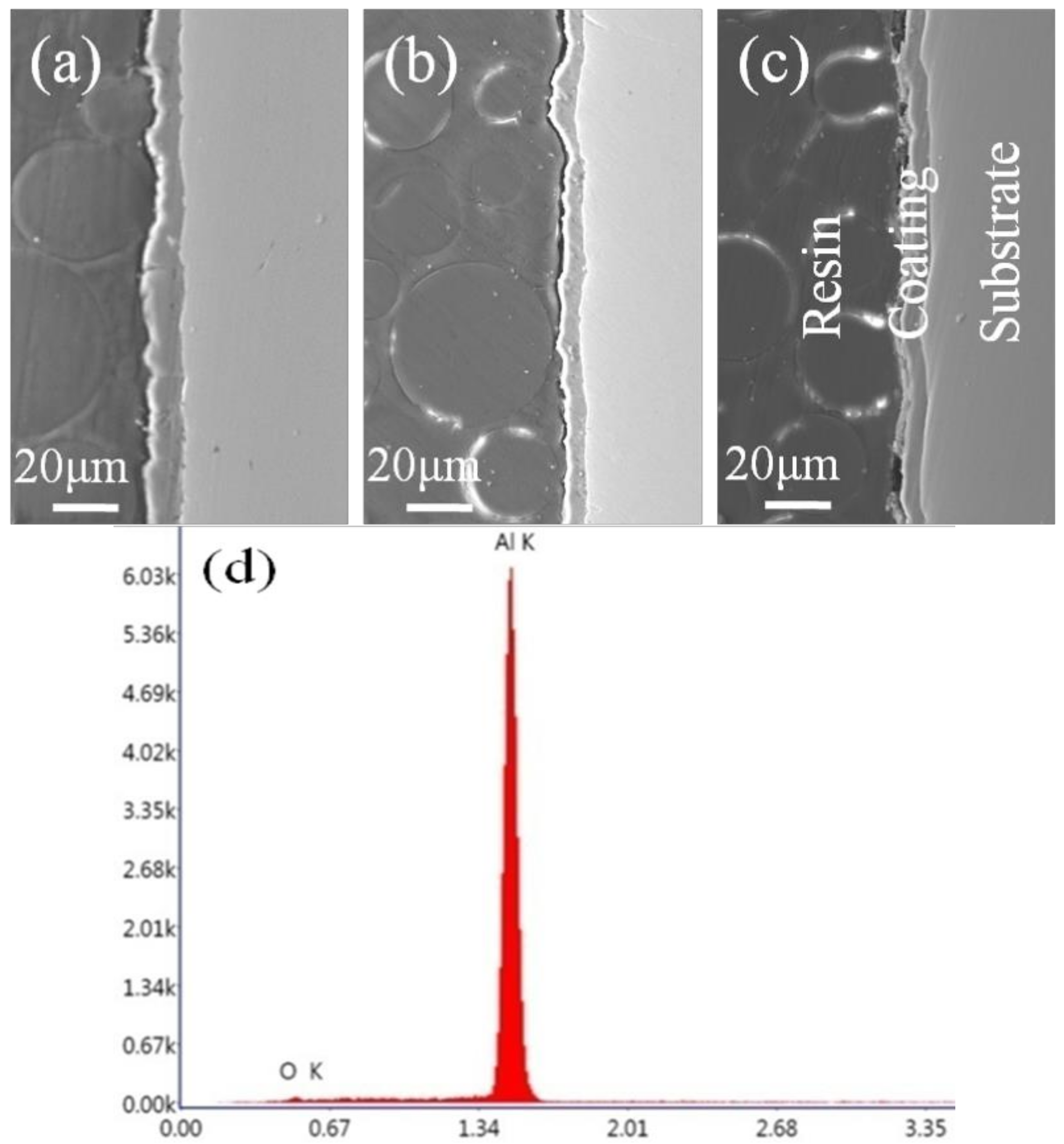
3.1. Electrodeposition of Al Coating
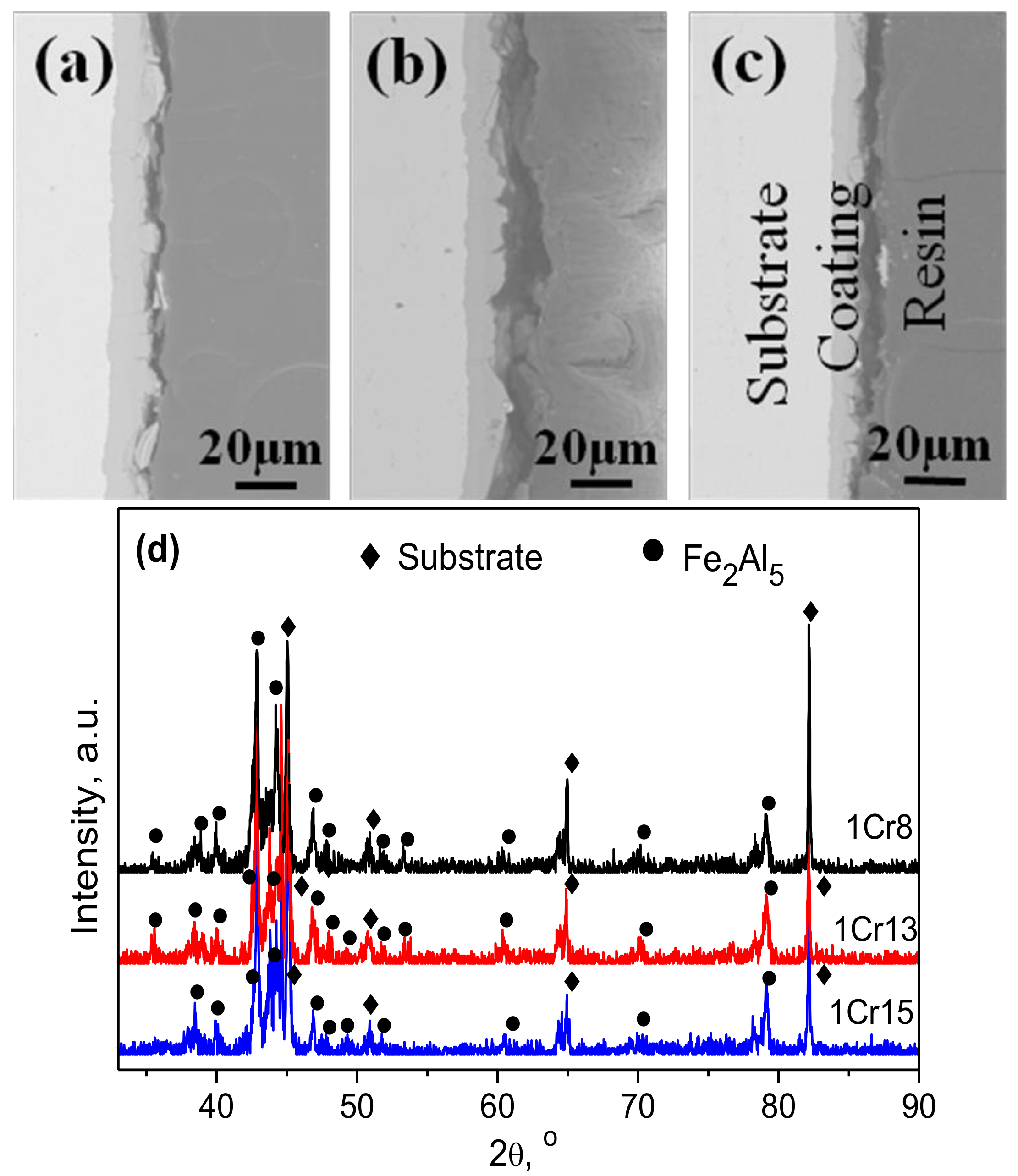
3.2. Aluminization of Al Coating
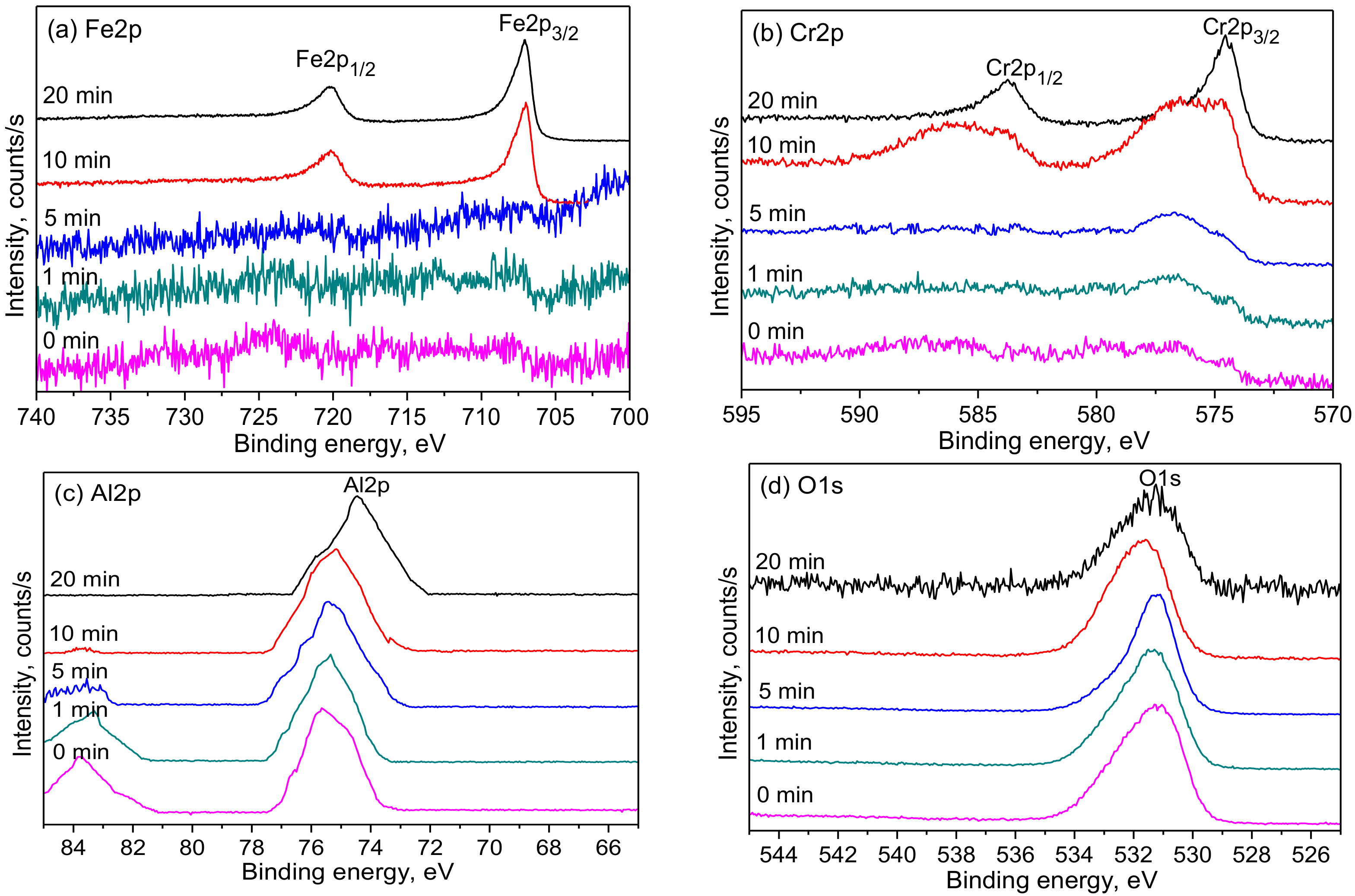
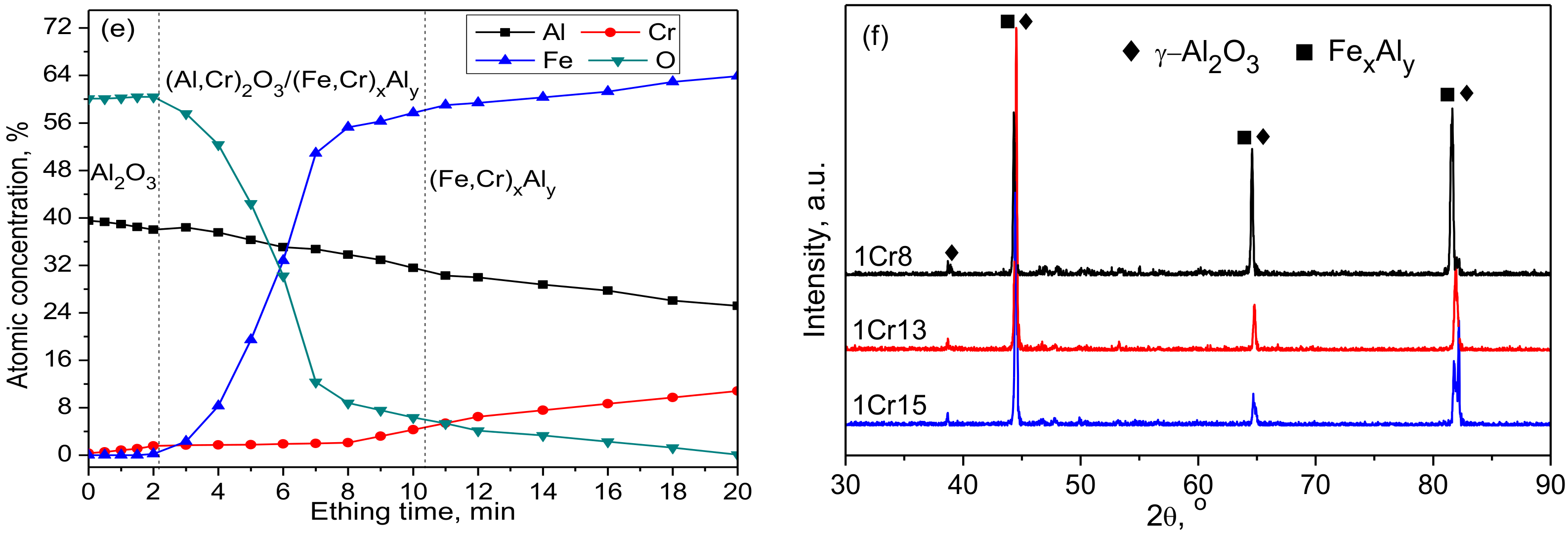
3.3. Oxidation of Aluminide Coating
3.4. Deuterium Permeation Resistance of Aluminide TPBs
4. Conclusions
- The substrate effect presents in the process of Al electrodeposition, exerting an influence on the crystal structure and thickness of Al coatings.
- The steel substrate has an impact on the aluminization process, and the composition and thickness of formed aluminide coatings vary with steel substrates.
- Al2O3 scales formed on different Cr steel substrates exhibit different microstructural features and thicknesses, showing that steel substrates play a role in the process of selective oxidation.
- The deuterium permeation resistance of aluminide TPBs varies with the steel substrate, indicating that the substrate effect is functionalized.
Author Contributions
Funding
Conflicts of Interest
References
- Hollenberg, G.W.; Simonen, E.P.; Kalinin, G.; Terlain, A. Tritium/hydrogen barrier development. Fusion Eng. Des. 1995, 28, 190–208. [Google Scholar] [CrossRef]
- Aiello, A.; Ciampichetti, A.; Benamati, G. An overview on tritium permeation barrier development for WCLL blanket concept. J. Nucl. Mater. 2004, 329–333, 1398–1402. [Google Scholar] [CrossRef]
- Konys, J.; Aiello, A.; Benamati, G.; Giancarli, L. Status of tritium permeation barrier development in the EU. Fusion Sci. Technol. 2005, 47, 844–850. [Google Scholar] [CrossRef]
- Causey, R.A.; Karnesky, R.A.; Marchi, C.S. Tritium barriers and tritium diffusion in fusion reactors. Compr. Nucl. Mater. 2012, 4, 511–549. [Google Scholar] [CrossRef]
- Kumar, E.R.; Danani, C.; Sandeep, I.; Chakrapani, C.; Pragash, N.R.; Chaudhari, V.; Rotti, C.; Raole, P.M.; Alphonsa, J.; Deshpande, S.P. Preliminary design of Indian test blanket module for ITER. Fusion Eng. Des. 2008, 83, 1169–1172. [Google Scholar] [CrossRef]
- Luo, D.; Song, J.; Huang, G.; Chen, C.; Huang, Z.; Deng, X.; Qin, C.; Qian, X.; Zhang, G. Progress of China’s TBM tritium technology. Fusion Eng. Des. 2012, 87, 1261–1267. [Google Scholar] [CrossRef]
- Wong, C.P.C.; Salavy, J.F.; Kim, Y.; Kirillov, I.; Kumar, E.R.; Morley, N.B.; Tanaka, S.; Wu, Y.C. Overview of liquid metal TBM concepts and programs. Fusion Eng. Des. 2008, 83, 850–857. [Google Scholar] [CrossRef]
- Pedraza, F.; Boulesteix, C.; Proy, M.; Lasanta, I.; de Miguel, T.; Illana, A.; Pérez, F.J. Behavior of slurry aluminized austenitic stainless steels under steam at 650 and 700 °C. Oxid. Met. 2017, 87, 443–454. [Google Scholar] [CrossRef]
- Serra, E.; Kelly, P.J.; Ross, D.K.; Arnell, R.D. Alumina sputtered on MANET as an effective deuterium permeation barrier. J. Nucl. Mater. 1998, 257, 194–198. [Google Scholar] [CrossRef]
- Han, S.; Li, H.; Wang, S.; Jiang, L.; Liu, X. Influence of silicon on hot-dip aluminizing process and subsequent oxidation for preparing hydrogen/tritium permeation barrier. Int. J. Hydrogen Energy 2010, 35, 2689–2693. [Google Scholar] [CrossRef]
- Glasbrenner, H.; Nold, E.; Voss, Z. The influence of alloying elements on the hot-dip aluminizing process and on the subsequent high-temperature oxidation. J. Nucl. Mater. 1997, 249, 39–45. [Google Scholar] [CrossRef]
- Cheng, W.J.; Wang, C.J. Microstructural evolution of intermetallic layer in hot-dipped aluminide mild steel with silicon addition. Surf. Coat. Technol. 2011, 205, 4726–4731. [Google Scholar] [CrossRef]
- Ahmadi, H.; Li, D.Y. Mechanical and tribological properties of aluminide coating modified with yttrium. Surf. Coat. Technol. 2002, 161, 210–217. [Google Scholar] [CrossRef]
- Xiang, X.; Wang, X.L.; Zhang, G.K.; Tang, T.; Lai, X.C. Preparation technique and alloying effect of aluminide coatings as tritium permeation barriers: A review. Int. J. Hydrogen Energy 2015, 40, 3697–3707. [Google Scholar] [CrossRef]
- Mollard, M.; Pedraza, F.; Bouchaud, B.; Montero, X.; Galetz, M.C.; Schütze, M. Influence of the superalloy substrate in the synthesis of the Pt-modified aluminide bond coat made by slurry. Surf. Coat. Technol. 2015, 270, 102–108. [Google Scholar] [CrossRef]
- Glasbrenner, H.; Stein-Fechner, K.; Konys, J. Scale structure of aluminized Manet steel after HIP treatment. J. Nucl. Mater. 2000, 283–287, 1302–1305. [Google Scholar] [CrossRef]
- Li, S.; He, D.; Liu, X.; Wang, S.; Jiang, L. Deuterium permeation of amorphous alumina coating on 316L prepared by MOCVD. J. Nucl. Mater. 2012, 420, 405–408. [Google Scholar] [CrossRef]
- Oyaidzu, M.; Isobe, K.; Nakamura, H.; Hayashi, T.; Yamanishi, T. Permeation behavior of tritium through F82H steel. J. Nucl. Mater. 2011, 417, 1143–1146. [Google Scholar] [CrossRef]
- Chen, X.; Huang, Q.; Yan, Z.; Song, Y.; Liu, S.; Jiang, Z. Preliminary study of HDA coating on CLAM steel followed by high temperature oxidation. J. Nucl. Mater. 2013, 442, S597–S602. [Google Scholar] [CrossRef]
- Lucon, E. Mechanical tests on two batches of oxide dispersion strengthened RAFM steel (EUROFER97). Fusion Eng. Des. 2002, 61, 683–689. [Google Scholar] [CrossRef]
- Castañeda, S.I.; Bolívar, F.J.; Pérez, F.J. Study of oxyhydroxides formation on P91 ferritic steel and CVD-FBR coated by Al in contact with Ar + 40%H2O at 650 °C by TG-mass spectrometry. Oxid. Met. 2010, 74, 61–78. [Google Scholar] [CrossRef]
- Kikuchi, K.; Rivai, A.K.; Saito, S.; Bolind, A.M.; Kogure, A. HCM12A oxide layer investigation using scanning probe microscope. J. Nucl. Mater. 2012, 431, 120–124. [Google Scholar] [CrossRef]
- Sánchez, L.; Bolívar, F.J.; Hierro, M.P.; Pérez, F.J. Temperature dependence of the oxide growth on aluminized 9–12%Cr ferritic-martensitic steels exposed to water vapour oxidation. Thin Solid Films 2009, 517, 3292–3298. [Google Scholar] [CrossRef]
- Soliman, H.M.; Mohamed, K.E.; Abd El-Azim, M.E.; Hammad, F.H. Oxidation resistance of the aluminide coating formed on carbon steels. J. Mater. Sci. Technol. 1997, 13, 383–388. [Google Scholar]
- Zhang, G.K.; Chen, C.A.; Luo, D.L.; Wang, X.L. An advance process of aluminum rich coating as tritium permeation barrier on 321 steel workpiece. Fusion Eng. Des. 2012, 87, 1370–1375. [Google Scholar] [CrossRef]
- Forcey, K.S.; Ross, D.K.; Wu, C.H. The formation of hydrogen permeation barriers on steels by aluminising. J. Nucl. Mater. 1991, 182, 36–51. [Google Scholar] [CrossRef]
- Fazio, C.; Stein-Fechner, K.; Serra, E.; Glasbrenner, H.; Benamati, G. Investigation on the suitability of plasma sprayed Fe-Cr-Al coatings as tritium permeation barrier. J. Nucl. Mater. 1999, 273, 233–238. [Google Scholar] [CrossRef]
- Parvathavarthini, N.; Prakash, U.; Dayal, R.K. Effect of carbon addition on hydrogen permeation in an Fe3Al-based intermetallic alloy. Intermetallics 2002, 10, 329–332. [Google Scholar] [CrossRef]
- Fedorov, V.V.; Zasadnyi, T.M.; Korolyuk, R.I.; Balyts‘Kyi, O.O. Hydrogen permeability of proton-irradiated reactor steels with oxide films. Mater. Sci. 2000, 36, 701–706. [Google Scholar] [CrossRef]
- Krauss, W.; Konys, J.; Holstein, N.; Zimmermann, H. Al-based anti-corrosion and T-permeation barrier development for future DEMO blankets. J. Nucl. Mater. 2011, 417, 1233–1236. [Google Scholar] [CrossRef]
- Pedraza, F.; Gómez, C.; Carpintero, M.C.; Hierro, M.P.; Pérez, F.J. On the aluminisation of stainless steel by CVD in fluidised beds. Surf. Coat. Technol. 2005, 190, 223–230. [Google Scholar] [CrossRef]
- Zhang, G.K.; Li, J.; Chen, C.A.; Dou, S.P.; Ling, G.P. Tritium permeation barrier-aluminized coating prepared by Al-plating and subsequent oxidation process. J. Nucl. Mater. 2011, 417, 1245–1248. [Google Scholar]
- Jamnapara, N.I.; Mukherjee, S.; Khanna, A.S. Phase transformation of alumina coating by plasma assisted tempering of aluminized P91 steels. J. Nucl. Mater. 2015, 464, 73–79. [Google Scholar] [CrossRef]
- Cheng, W.J.; Liao, Y.J.; Wang, C.J. Effect of nickel pre-plating on high-temperature oxidation behavior of hot-dipped aluminide mild steel. Mater. Charact. 2013, 82, 58–65. [Google Scholar] [CrossRef]
- Grégoire, B.; Bonnet, G.; Pedraza, F. Reactivity of Al–Cr microparticles for aluminizing purposes. Intermetallics 2017, 81, 80–89. [Google Scholar] [CrossRef]
- Chen, K.M.; Tsai, D.A.; Liao, H.C.; Chen, I.G.; Hwang, W.S. Investigation of Al–Cr alloy targets sintered by various powder metallurgy methods and their particle generation behaviors in sputtering process. J. Alloys Compd. 2016, 663, 52–59. [Google Scholar] [CrossRef]
- Cheng, W.J.; Wang, C.J. Effect of chromium on the formation of intermetallic phases in hot-dipped aluminide Cr–Mo steels. Appl. Surf. Sci. 2013, 277, 139–145. [Google Scholar] [CrossRef]
- Naoi, D.; Kajihara, M. Growth behavior of Fe2Al5 during reactive diffusion between Fe and Al at solid-state temperatures. Mater. Sci. Eng. A 2007, 459, 375–382. [Google Scholar] [CrossRef]
- Bartur, M.; Nicolet, M.A. Chromium as a diffusion barrier between nickel silicide (NiSi), palladium silicide (Pd2Si), or platinum silicide (PtSi) and aluminum. Cheminform 1984, 15. [Google Scholar] [CrossRef]
- Ruoff, A.L.; Balluffi, R.W. On strain-enhanced diffusion in metals. III. Interpretation of recent experiments. J. Appl. Phys. 1963, 34, 2862–2872. [Google Scholar] [CrossRef]
- Brune, H.; Bromann, K.; Röder, H.; Kern, K.; Jacobsen, J.; Stoltze, P.; Jacobsen, K.; Nørskov, J. Effect of strain on surface diffusion and nucleation. Phys. Rev. B 1995, 52, R14380. [Google Scholar] [CrossRef]
- Knorr, D.B.; Rodbell, K.P. Effects of texture, microstructure, and alloy content on electromigration of aluminum-based metallization. In Proceedings SPIE 1805, Submicrometer Metallization: Challenges, Opportunities, and Limitations; SPIE: Bellingham, WA, USA, 21 May 1993. [Google Scholar]
- Zhang, G.K.; Wang, X.L.; Yang, F.L.; Shi, Y.; Song, J.F.; Lai, X.C. Energetics and diffusion of hydrogen in hydrogen permeation barrier of α-Al2O3/FeAl with two different interfaces. Int. J. Hydrogen Energy 2013, 38, 7550–7560. [Google Scholar] [CrossRef]
- Auinger, M.; Müller-Lorenz, E.M.; Rohwerder, M. Modelling and experiment of selective oxidation and nitridation of binary model alloys at 700 °C-The systems Fe, 1 wt %{Al, Cr, Mn, Si}. Corros. Sci. 2015, 90, 503–510. [Google Scholar] [CrossRef]
- Borodin, S.; Vogel, D.; Swaminathan, S.; Rohwerder, M. Direct in-situ investigation of selective surface oxidation during recrystallization annealing of a binary model alloy. Oxid. Met. 2016, 85, 51–63. [Google Scholar] [CrossRef]
- Ruppi, S. Deposition, microstructure and properties of texture-controlled CVD α-Al2O3 coatings. Int. J. Refract. Met. Hard Mater. 2005, 23, 306–316. [Google Scholar] [CrossRef]
- Zhang, Z.G.; Gesmundo, F.; Hou, P.Y.; Niu, Y. Criteria for the formation of protective Al2O3 scales on Fe–Al and Fe–Cr–Al alloys. Corros. Sci. 2006, 48, 741–765. [Google Scholar] [CrossRef]
- Tortorici, P.C.; Dayananda, M.A. Phase formation and interdiffusion in Al-clad 430 stainless steels. Mater. Sci. Eng. A 1998, 244, 207–215. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Type | Chemical Composition, wt% | Metallographic Phase | ||||||
|---|---|---|---|---|---|---|---|---|
| Cr | Ni | Mn | C | P | S | Fe | ||
| 1Cr8 | 10.0 | 0.21 | 0.52 | 0.15 | 0.03 | 0.03 | Balance | Martensite |
| 1Cr13 | 13.0 | 0.60 | 0.95 | 0.15 | 0.03 | 0.03 | Balance | Martensite |
| 1Cr15 | 16.0 | 0.60 | 0.95 | 0.15 | 0.03 | 0.03 | Balance | Ferrite |
| Steel Type | Relative Chemical Composition, at % | Possible Phase | ||
|---|---|---|---|---|
| Al | Fe | Cr | ||
| 1Cr8 | 70.48 | 26.17 | 3.35 | (Fe,Cr)2Al5 |
| 1Cr13 | 71.36 | 24.10 | 4.54 | (Fe,Cr)2Al5 |
| 1Cr15 | 70.39 | 24.58 | 5.03 | (Fe,Cr)2Al5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiang, X.; Yang, F.; Zhang, G.; Wang, X. Effect of Steel Substrates on the Formation and Deuterium Permeation Resistance of Aluminide Coatings. Coatings 2019, 9, 95. https://doi.org/10.3390/coatings9020095
Xiang X, Yang F, Zhang G, Wang X. Effect of Steel Substrates on the Formation and Deuterium Permeation Resistance of Aluminide Coatings. Coatings. 2019; 9(2):95. https://doi.org/10.3390/coatings9020095
Chicago/Turabian StyleXiang, Xin, Feilong Yang, Guikai Zhang, and Xiaolin Wang. 2019. "Effect of Steel Substrates on the Formation and Deuterium Permeation Resistance of Aluminide Coatings" Coatings 9, no. 2: 95. https://doi.org/10.3390/coatings9020095