
Using Deep Eutectic Solvent-Assisted Plating Baths to Electrodeposit Composite Coatings: A Review

Abstract
:1. Introduction
2. Physicochemical Aspects of DES-Based Systems, Kinetics of Electrochemical Processes, and Their Impact on Composite Electrodeposition
2.1. Colloidal–Chemical Stability of Plating Baths Based on DESs
2.2. Kinetics and Mechanisms of Composite Coating Deposition Using DESs
3. Case Studies
3.1. Copper-Based Composites
3.2. Silver-Based Composites
3.3. Zinc-Based Composites
3.4. Tin-Based Composites
3.5. Nickel-Based Composites
3.6. Cobalt-Based Composites
3.7. Chromium-Based Composites
4. Conclusions and Possible Directions of Future Research
- Refinement of electrolyte compositions. A paramount objective lies in the meticulous adjustment of electrolyte compositions. This involves an in-depth investigation into the influence of diverse constituents within DES-based electrolytes, aiming to optimize their composition for the enhancement of composite coating properties.
- Investigation of nanoparticle size effects. Establishing discernible patterns concerning the impact of nanoparticle sizes assumes significance. It is imperative to delve into the effects of varying sizes of nanoparticles within the dispersed phase on the kinetics and inherent properties of electrochemically deposited composite coatings. This avenue of research should provide insights into the interaction between nanoparticle dimensions and the resulting coating characteristics, paving the way for tailored coatings with precise functionalities.
- Exploration of co-deposition mechanisms. A thorough investigation into the electrodeposition mechanism is essential to the advancement of knowledge in this field. This involves a comprehensive exploration of the interactions between the electrochemical processes, adsorption kinetics at the electrode surface, and the resulting microstructure and chemical composition of composite coatings. Such in-depth studies should reveal the underlying mechanisms governing the formation of these coatings, offering insights into optimizing the deposition process for enhanced performance.
- Analysis of colloidal–chemical behavior of DES-based electrolytes. A crucial aspect of future research involves establishing clear patterns in the colloidal–chemical behavior of suspensions and colloidal electrolytes formulated with DESs. These electrolytes are pivotal for the electrolytic deposition of composite films. The goal is to develop more stable and reliable technological processes tailored for practical applications. Understanding the behavior of these systems at a molecular level will enable the fine-tuning of deposition parameters, leading to improved coating quality and durability.
- Utilization of advanced characterization techniques. The application of advanced characterization methods, such as in situ monitoring or real-time imaging, holds particular significance for a comprehensive understanding of the evolution of composite coatings during electrodeposition. These cutting-edge techniques should offer invaluable insights into the dynamic processes occurring at the electrode interface, allowing for precise observations of morphological changes, phase transformations, and surface interactions in real time. Such detailed analysis will aid in elucidating the mechanisms governing the formation of composite coatings, thereby paving the way for optimized deposition strategies and enhanced coating properties.
- Identifying pathways for the flexible control of process parameters. This involves the identification of pathways for flexible control over process parameters. Specifically, it is of great value to delve into the effects of various parameters such as temperature, stirring rates, current densities, and different current regimes on the deposition kinetics and resultant properties of composite coatings. By systematically varying these parameters and analyzing their impact on coating morphology, composition, and performance, optimized process conditions tailored to specific application requirements could be established. This endeavor should aim to uncover the interactions between process variables and coating characteristics, facilitating the development of advanced and adaptable electrodeposition techniques for composite coatings.
- Tailoring specific composites for targeted applications. A pivotal focus for future research lies in the development of tailored composites designed for specific applications. This involves meticulous adjustments to the composition, structure, and properties of coatings to align with the requirements of distinct end-use scenarios. Of notable promise and significance is the advancement of high-performance, reliable electrocatalysts tailored for use in green hydrogen energy applications. By fine-tuning the characteristics of these coatings, researchers aim to enhance efficiency, durability, and overall performance for sustainable energy processes.
- Integration of environmental and economic considerations. It is imperative to incorporate mandatory evaluations of environmental sustainability and economic feasibility. This aspect holds particular weight when employing DES-based electrolytes, necessitating the exploration of eco-friendly and cost-effective approaches. Understanding the environmental footprint and economic viability of these processes ensures the development of sustainable practices that align with global initiatives towards greener technologies.
- Exploration of multi-elemental and multi-phase composite deposition. A promising frontier emerges in the field of multi-elemental and multi-phase composite deposition. This direction extends the research horizon to encompass the simultaneous deposition of multiple elements or compounds within composite coatings. This innovative approach not only expands the range of functionalities but also offers enhanced versatility and performance in various technological applications.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Okonkwo, B.O.; Jeong, C.; Jang, C. Advances on Cr and Ni electrodeposition for industrial applications—A review. Coatings 2022, 12, 1555. [Google Scholar] [CrossRef]
- Larson, C.; Smith, J.R. Recent trends in metal alloy electrolytic and electroless plating research: A review. Trans. Inst. Mater. Finish. 2011, 89, 333–341. [Google Scholar] [CrossRef]
- Schlesinger, M.; Paunovic, M. Modern Electroplating, 5th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2014; 752p. [Google Scholar]
- Walsh, F.C.; Wang, S.; Zhou, N. The electrodeposition of composite coatings: Diversity, applications and challenges. Curr. Opin. Electrochem. 2020, 20, 8–19. [Google Scholar] [CrossRef]
- Walsh, F.C.; Larson, C. Towards improved electroplating of metal-particle composite coatings. Trans. Inst. Mater. Finish. 2020, 98, 288–299. [Google Scholar] [CrossRef]
- Low, C.T.J.; Wills, R.G.A.; Walsh, F.C. Electrodeposition of composite coatings containing nanoparticles in a metal deposit. Surf. Coat. Technol. 2006, 201, 371–383. [Google Scholar] [CrossRef]
- Walsh, F.C.; Ponce de Leon, C. A review of the electrodeposition of metal matrix composite coatings by inclusion of particles in a metal layer: An established and diversifying technology. Trans. Inst. Mater. Finish. 2014, 92, 83–98. [Google Scholar] [CrossRef]
- Musiani, M. Electrodeposition of composites: An expanding subject in electrochemical materials science. Electrochim. Acta 2000, 45, 3397–3402. [Google Scholar] [CrossRef]
- Smith, E.L.; Abbott, A.P.; Ryder, K.S. Deep eutectic solvents (DESs) and their applications. Chem. Rev. 2014, 114, 11060–11082. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Vigier, K.D.O.; Royer, S.; Jérôme, F. Deep eutectic solvents: Syntheses, properties and applications. Chem. Soc. Rev. 2012, 41, 7108–7146. [Google Scholar] [CrossRef] [PubMed]
- Hansen, B.B.; Spittle, S.; Chen, B.; Poe, D.; Zhang, Y.; Klein, J.M.; Horton, A.; Adhikari, L.; Zelovich, T.; Doherty, B.W.; et al. Deep eutectic solvents: A review of fundamentals and applications. Chem. Rev. 2021, 121, 1232–1285. [Google Scholar] [CrossRef] [PubMed]
- Abbott, A.P.; Edler, K.J.; Page, A.J. Deep eutectic solvents—The vital link between ionic liquids and ionic solutions. J. Chem. Phys. 2021, 155, 150401. [Google Scholar] [CrossRef]
- Tome, L.I.N.; Baiao, V.; da Silva, W.; Brett, C.M.A. Deep eutectic solvents for the production and application of new materials. Appl. Mater. Today 2018, 10, 30–50. [Google Scholar] [CrossRef]
- Abbott, A.P.; Ryder, K.S.; König, U. Electrofinishing of metals using eutectic based ionic liquids. Trans. Inst. Mater. Finish. 2008, 86, 196–204. [Google Scholar] [CrossRef]
- Smith, E.L. Deep eutectic solvents (DESs) and the metal finishing industry: Where are they now? Trans. Inst. Mater. Finish. 2013, 91, 241–248. [Google Scholar] [CrossRef]
- Abbott, A.P. Deep eutectic solvents and their application in electrochemistry. Curr. Opin. Green Sustain. Chem. 2022, 36, 100649. [Google Scholar] [CrossRef]
- Costa, J.G.d.R.d.; Costa, J.M.; Almeida Neto, A.F.d. Progress on electrodeposition of metals and alloys using ionic liquids as electrolytes. Metals 2022, 12, 2095. [Google Scholar] [CrossRef]
- Liu, Y.; Deak, N.; Wang, Z.; Yu, H.; Hameleers, L.; Jurak, E.; Deuss, P.J.; Barta, K. Tunable and functional deep eutectic solvents for lignocellulose valorization. Nat. Commun. 2021, 12, 5424. [Google Scholar] [CrossRef] [PubMed]
- Sanches, M.V.; Freitas, R.; Oliva, M.; Mero, A.; De Marchi, L.; Cuccaro, A.; Fumagalli, G.; Mezzetta, A.; Colombo Dugoni, G.; Ferro, M.; et al. Are natural deep eutectic solvents always a sustainable option? A bioassay-based study. Environ. Sci. Pollut. Res. 2023, 30, 17268–17279. [Google Scholar] [CrossRef]
- Haerens, K.; Matthijs, E.; Chmielarz, A.; Van der Bruggen, B. The use of ionic liquids based on choline chloride for metal deposition: A green alternative? J. Environ. Manag. 2009, 90, 3245–3252. [Google Scholar] [CrossRef]
- Nam, N.N.; Do, H.D.K.; Trinh, K.T.L.; Lee, N.Y. Design strategy and application of deep eutectic solvents for green synthesis of nanomaterials. Nanomaterials 2023, 13, 1164. [Google Scholar] [CrossRef] [PubMed]
- Kityk, A.; Pavlik, V.; Hnatko, M. Exploring deep eutectic solvents for the electrochemical and chemical synthesis of photo and electrocatalysts for hydrogen evolution. Int. J. Hydrogen Energy 2023, 48, 39823–39853. [Google Scholar] [CrossRef]
- Danilov, F.I.; Protsenko, V.S. Electrodeposition of composite coatings using electrolytes based on deep eutectic solvents: A mini-review. Vopr. Khimii I Khimicheskoi Tekhnologii 2018, 13–21. [Google Scholar]
- Abbott, A.P.; El Ttaib, K.; Frisch, G.; McKenzie, K.J.; Ryder, K.S. Electrodeposition of copper composites from deep eutectic solvents based on choline chloride. Phys. Chem. Chem. Phys. 2009, 11, 4269–4277. [Google Scholar] [CrossRef] [PubMed]
- Higashitani, K.; Kondo, M.; Hatade, S. Effect of particle size on coagulation rate of ultrafine colloidal particles. J. Colloid Interface Sci. 1991, 142, 204–213. [Google Scholar] [CrossRef]
- Shchukin, E.D.; Pertsov, A.V.; Amelina, E.A.; Zelenev, A.S. Colloid and Surface Chemistry; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar]
- You, Y.-H.; Gu, C.-D.; Wang, X.-L.; Tu, J.-P. Electrochemical preparation and characterization of Ni–PTFE composite coatings from a non-aqueous solution without additives. Int. J. Electrochem. Sci. 2012, 7, 12440–12455. [Google Scholar] [CrossRef]
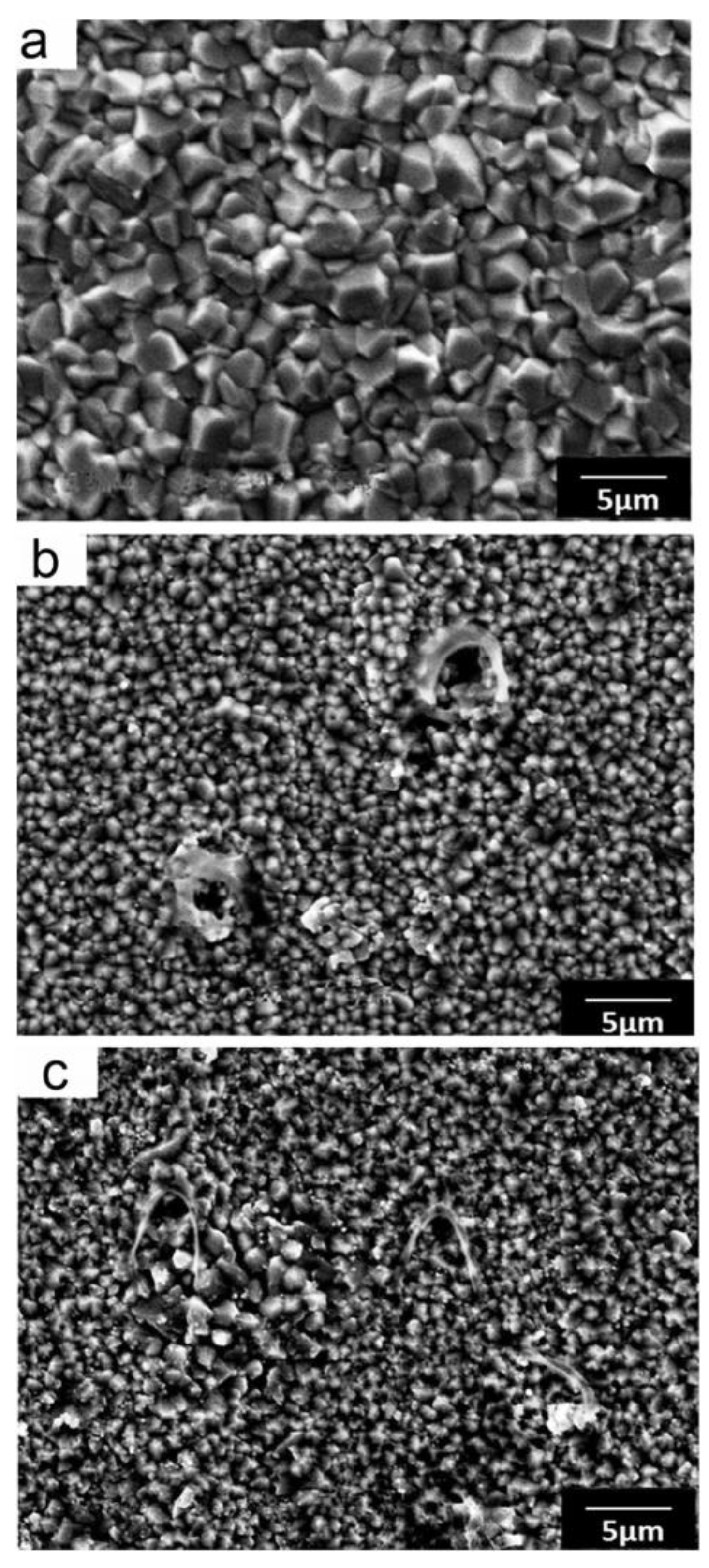
- Li, R.; Hou, Y.; Liu, B.; Wang, D.; Liang, J. Electrodeposition of homogenous Ni/SiO2 nanocomposite coatings from deep eutectic solvent with in-situ synthesized SiO2 nanoparticles. Electrochim. Acta 2016, 222, 1272–1280. [Google Scholar] [CrossRef]
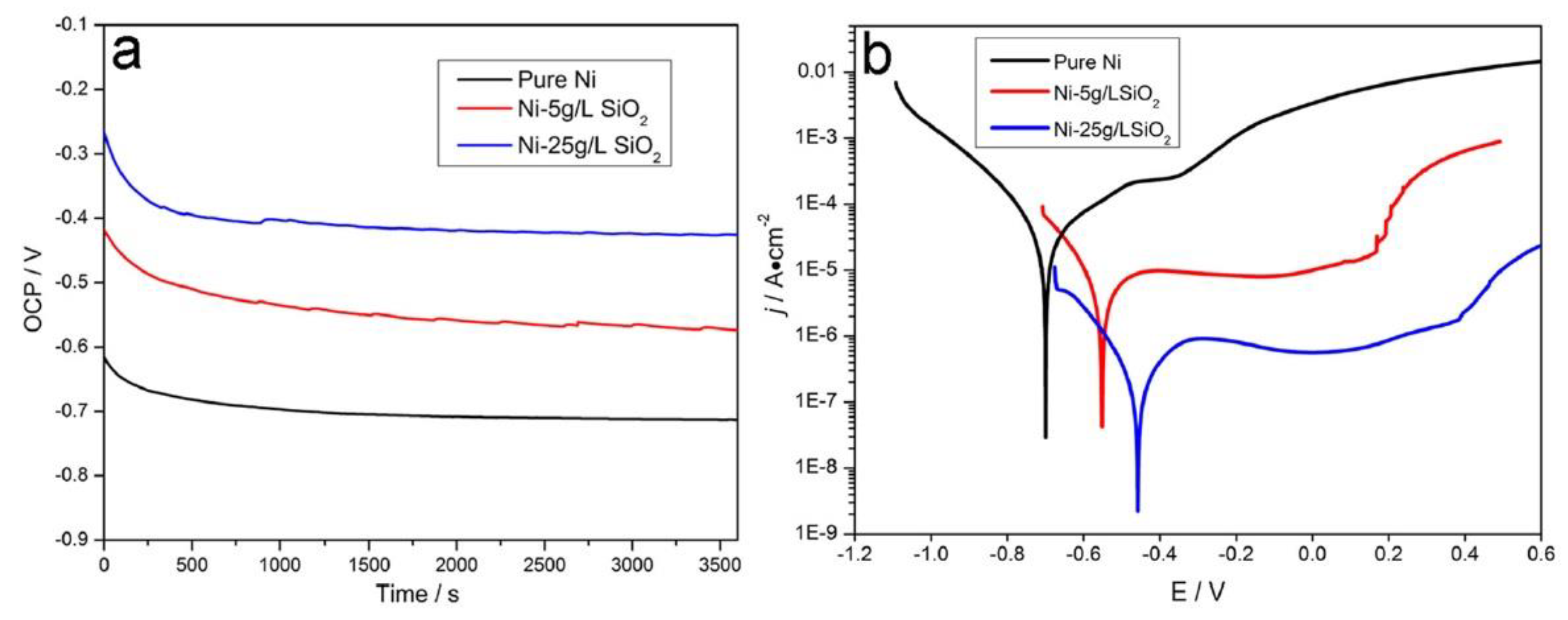
- Li, R.; Hou, Y.; Liang, J. Electro-codeposition of Ni-SiO2 nanocomposite coatings from deep eutectic solvent with improved corrosion resistance. Appl. Surf. Sci. 2016, 367, 449–458. [Google Scholar] [CrossRef]
- Guglielmi, N. Kinetics of the deposition of inert particles from electrolytic baths. J. Electrochem. Soc. 1972, 119, 1009–1012. [Google Scholar] [CrossRef]
- Celis, J.P.; Roos, J.R.; Buelens, C. A mathematical model for the electrolytic codeposition of particles with a metallic matrix. J. Electrochem. Soc. 1987, 134, 1402–1408. [Google Scholar] [CrossRef]
- Fransaer, J.; Celis, J.P.; Roos, J.R. Analysis of the electrolytic codeposition of non-Brownian particles with metals. J. Electrochem. Soc. 1992, 139, 413–425. [Google Scholar] [CrossRef]
- Maurin, G.; Lavanant, A. Electrodeposition of nickel/silicon carbide composite coatings on a rotating disc electrode. J. Appl. Electrochem. 1995, 25, 1113–1121. [Google Scholar] [CrossRef]
- Hwang, B.J.; Hwang, C.S. Mechanism of codeposition of silicon carbide with electrolytic cobalt. J. Electrochem. Soc. 1993, 140, 979–984. [Google Scholar] [CrossRef]
- Vereecken, P.M.; Shao, I.; Searson, P.C. Particle codeposition in nanocomposite films. J. Electrochem. Soc. 2000, 147, 2572–2575. [Google Scholar] [CrossRef]
- Shao, I.; Vereecken, P.M.; Cammarata, R.C.; Searson, P.C. Kinetics of particle codeposition of nanocomposite. J. Electrochem. Soc. 2002, 149, C610–C614. [Google Scholar] [CrossRef]
- Berçot, P.; Peña-Muñoz, E.; Pagetti, J. Electrolytic composite Ni-PTFE coatings: An adaptation of Guglielmi’s model for the phenomena of incorporation. Surf. Coat. Technol. 2002, 157, 282–289. [Google Scholar] [CrossRef]
- Bahadormanesh, B.; Dolati, A. The kinetics of Ni-Co/SiC composite coatings electrodeposition. J. Alloys Compd. 2010, 504, 514–518. [Google Scholar] [CrossRef]
- Eroglu, D.; West, A.C. Mathematical modeling of Ni/SiC co-deposition in the presence of a cationic dispersant. J. Electrochem. Soc. 2013, 160, D354–D360. [Google Scholar] [CrossRef]
- Adamczyk, Z.; Jasczółt, K.; Michna, A.; Siwek, B.; Szyk-Warszyńska, L.; Zembala, M. Irreversible adsorption of particles on heterogeneous surfaces. Adv. Colloid Interface Sci. 2005, 118, 25–42. [Google Scholar] [CrossRef]
- Wojtaszczyk, P.; Bonet Avalos, J.; Rubi, J.M. Kinetics of particles adsorption processes driven by diffusion. Europhys. Lett. 1997, 40, 299–304. [Google Scholar] [CrossRef]
- Binks, B.P. Particles as surfactants—Similarities and differences. Curr. Opin. Colloid Interface Sci. 2002, 7, 21–41. [Google Scholar] [CrossRef]
- Protsenko, V.S.; Danilov, F.I. Kinetic model of composite coatings electrodeposition assuming irreversible adsorption of dispersed particles on a growing metal substrate. J. Electroanal. Chem. 2022, 918, 116463. [Google Scholar] [CrossRef]
- Atilhan, M.; Aparicio, S. Deep eutectic solvents on the surface of face centered cubic metals. J. Phys. Chem. C 2016, 120, 10400–10409. [Google Scholar] [CrossRef]
- Mamme, M.H.; Moors, S.L.C.; Terryn, H.A.; Deconinck, J.; Ustarroz, J.; De Proft, F. Atomistic insights into the electrochemical double layer of choline chloride-urea deep eutectic solvent: A clustered interfacial structuring. J. Phys. Chem. Lett. 2018, 9, 6296–6304. [Google Scholar] [CrossRef] [PubMed]
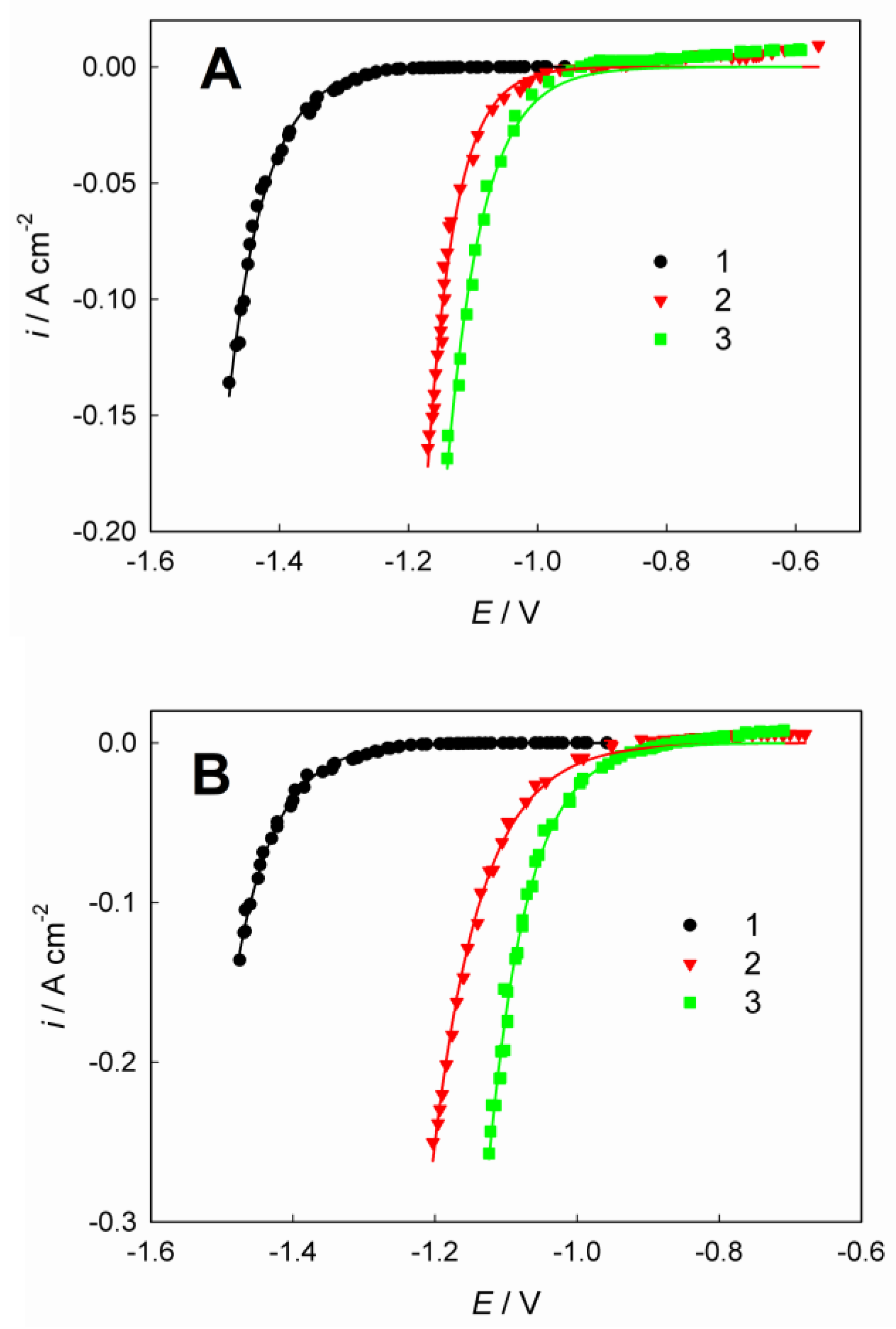
- Danilov, F.I.; Kityk, A.A.; Shaiderov, D.A.; Bogdanov, D.A.; Korniy, S.A.; Protsenko, V.S. Electrodeposition of Ni–TiO2 composite coatings using electrolyte based on a deep eutectic solvent. Surf. Eng. Appl. Electrochem. 2019, 55, 138–149. [Google Scholar] [CrossRef]
- Bobrova, L.S.; Danilov, F.I.; Protsenko, V.S. Effects of temperature and water content on physicochemical properties of ionic liquids containing CrCl3⋅xH2O and choline chloride. J. Mol. Liq. 2016, 223, 48–53. [Google Scholar] [CrossRef]
- Protsenko, V.S.; Bogdanov, D.A.; Korniy, S.A.; Kityk, A.A.; Baskevich, A.S.; Danilov, F.I. Application of a deep eutectic solvent to prepare nanocrystalline Ni and Ni/TiO2 coatings as electrocatalysts for the hydrogen evolution reaction. Int. J. Hydrogen Energy 2019, 44, 24604–24616. [Google Scholar] [CrossRef]
- Li, R.; Chu, Q.; Liang, J. Electrodeposition and characterization of Ni–SiC composite coatings from deep eutectic solvent. RSC Adv. 2015, 5, 44933–44942. [Google Scholar] [CrossRef]
- El Ttaib, K.; Benhmid, A. The study of the effect of surfactants on copper codeposition with SiC nano particulate from deep eutectic solvent ionic liquids (Ethaline). Int. Res. J. Pure Appl. Chem. 2024, 25, 22–27. [Google Scholar] [CrossRef]
- Abbott, A.P.; El Ttaib, K.; Frisch, G.; Ryder, K.S.; Weston, D. The electrodeposition of silver composites using deep eutectic solvents. Phys. Chem. Chem. Phys. 2012, 14, 2443–2449. [Google Scholar] [CrossRef]
- Marín-Sánchez, M.; Gracia-Escosa, E.; Conde, A.; Palacio, C.; García, I. Deposition of zinc–cerium coatings from deep eutectic ionic liquids. Materials 2018, 11, 2035. [Google Scholar] [CrossRef]
- Li, R.; Liang, J.; Hou, Y.; Chu, Q. Enhanced corrosion performance of Zn coating by incorporating graphene oxide electrodeposited from deep eutectic solvent. RSC Adv. 2015, 5, 60698–60707. [Google Scholar] [CrossRef]
- Costovici, S.; Pantazi, A.; Balan, D.; Cojocaru, A.; Visan, T.; Enachescu, M.; Anicai, L. Electrodeposition of tin-reduced graphene oxide composite from deep eutectic solvents based on choline chloride and ethylene glycol. Metals 2023, 13, 203. [Google Scholar] [CrossRef]
- Protsenko, V.S.; Butyrina, T.E.; Bogdanov, D.A.; Korniy, S.A.; Danilov, F.I. Electrochemical synthesis of Ni/TiO2 composite coatings from deep eutectic solvent and electrocatalytic characteristics of deposits. Surf. Eng. Appl. Electrochem. 2022, 58, 440–450. [Google Scholar] [CrossRef]
- Protsenko, V.S.; Butyrina, T.E.; Bobrova, L.S.; Korniy, S.A.; Danilov, F.I. Electrochemical corrosion behavior of Ni–TiO2 composite coatings electrodeposited from a deep eutectic solvent-based electrolyte. Coatings 2022, 12, 800. [Google Scholar] [CrossRef]
- Protsenko, V.S.; Butyrina, T.E.; Bobrova, L.S.; Danilov, F.I. Preparation and characterization of Ni–TiO2 composites electrodeposited from an ethylene glycol-based deep eutectic solvent. Mater. Today Proc. 2022, 62, 7712–7716. [Google Scholar] [CrossRef]
- Danilov, F.I.; Protsenko, V.S.; Kityk, A.A.; Shaiderov, D.A.; Vasil’eva, E.A.; Pramod Kumar, U.; Joseph Kennady, C. Electrodeposition of nanocrystalline nickel coatings from a deep eutectic solvent with water addition. Prot. Met. Phys. Chem. Surf. 2017, 53, 1131–1138. [Google Scholar] [CrossRef]
- Gu, C.D.; You, Y.H.; Yu, Y.L.; Qu, S.X.; Tu, J.P. Microstructure, nanoindentation, and electrochemical properties of the nanocrystalline nickel film electrodeposited from choline chloride–ethylene glycol. Surf. Coat. Technol. 2011, 205, 4928–4933. [Google Scholar] [CrossRef]
- Abbott, A.P.; El Ttaib, K.; Ryder, K.S.; Smith, E.L. Electrodeposition of nickel using eutectic based ionic liquids. Trans. Inst. Mater. Finish. 2008, 86, 234–240. [Google Scholar] [CrossRef]
- Osman, A.I.; Mehta, N.; Elgarahy, A.M.; Hefny, M.; Al-Hinai, A.; Al-Muhtaseb, A.H.; Rooney, D.W. Hydrogen production, storage, utilisation and environmental impacts: A review. Environ. Chem. Lett. 2022, 20, 153–188. [Google Scholar] [CrossRef]
- Farias, C.B.B.; Barreiros, R.C.S.; da Silva, M.F.; Casazza, A.A.; Converti, A.; Sarubbo, L.A. Use of hydrogen as fuel: A trend of the 21st century. Energies 2022, 15, 311. [Google Scholar] [CrossRef]
- Ahmad, R.; Ahmad, Z.; Khan, A.U.; Mastoi, N.R.; Aslam, M.; Kim, J. Photocatalytic systems as an advanced environmental remediation: Recent developments, limitations and new avenues for applications. J. Environ. Chem. Eng. 2016, 4, 4143–4164. [Google Scholar] [CrossRef]
- Shan, A.Y.; Ghazi, T.I.M.; Rashid, S.A. Immobilisation of titanium dioxide onto supporting materials in heterogeneous photocatalysis: A review. Appl. Catal. A Gen. 2010, 389, 1–8. [Google Scholar] [CrossRef]
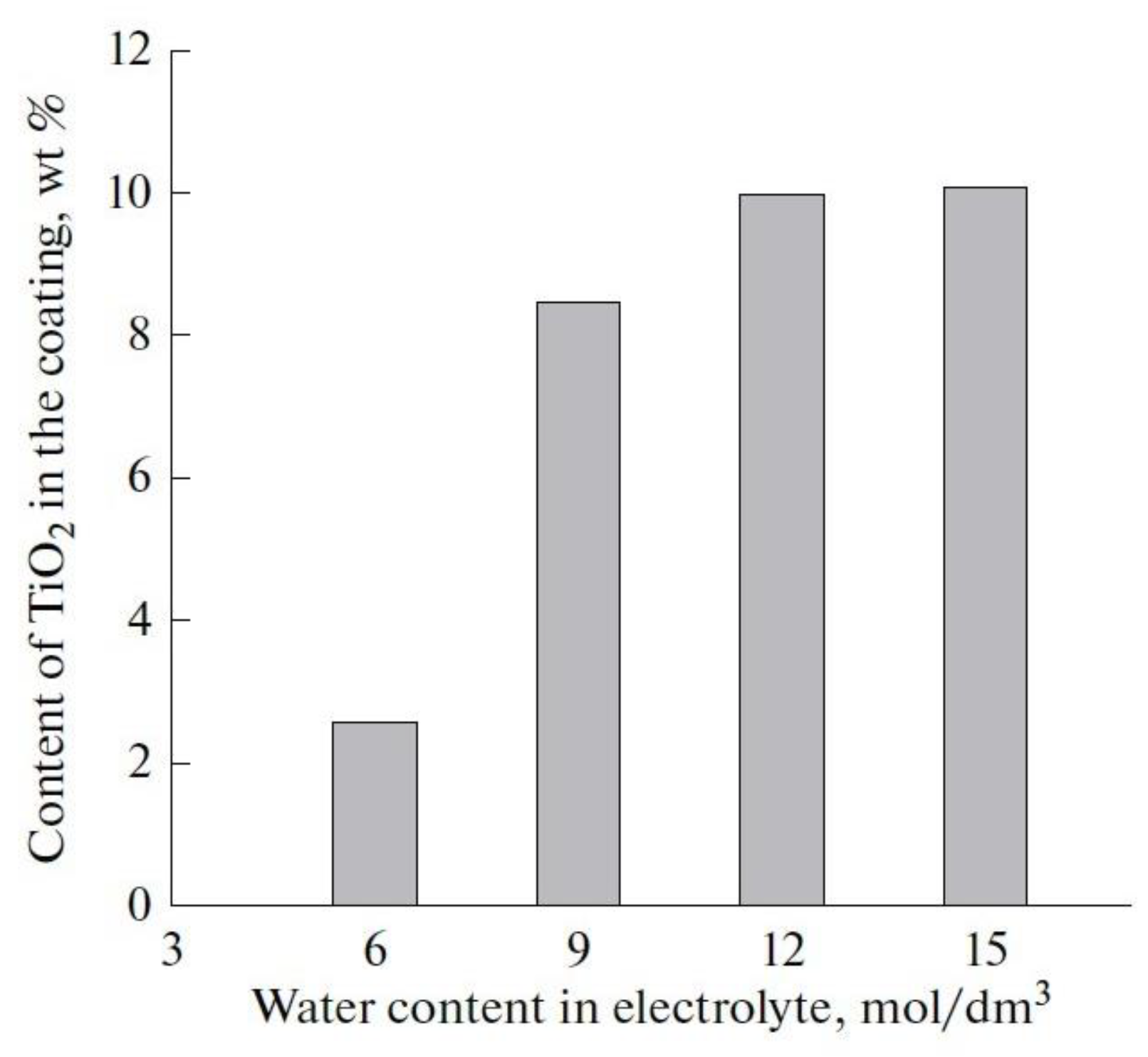
- Liu, S.; Ji, R.; Liu, Y.; Zhang, F.; Jin, H.; Li, X.; Zheng, Q.; Lu, S.; Cai, B. Effects of boric acid and water on the deposition of Ni/TiO2 composite coatings from deep eutectic solvent. Surf. Coat. Technol. 2021, 409, 126834. [Google Scholar] [CrossRef]
- Martis, P.; Dilimon, V.S.; Delhalle, J.; Mekhalif, Z. Electro-generated nickel/carbon nanotube composites in ionic liquid. Electrochim. Acta 2010, 55, 5407–5410. [Google Scholar] [CrossRef]
- Liu, D.G.; Sun, J.; Gui, Z.X.; Song, K.J.; Luo, L.M.; Wu, Y.C. Super-low friction nickel based carbon nanotube composite coating electro-deposited from eutectic solvents. Diamond Relat. Mater. 2017, 74, 229–232. [Google Scholar] [CrossRef]
- Xiang, L.; Shen, Q.; Zhang, Y.; Bai, W.; Nie, C. One-step electrodeposited Ni-graphene composite coating with excellent tribological properties. Surf. Coat. Technol. 2019, 373, 38–46. [Google Scholar] [CrossRef]
- Wang, S.; Zou, X.; Shi, T.; Ding, K.; Pang, Z.; Huang, Y.; Tang, W.; Xu, Q.; Zhou, Z.; Lu, X. Facile electrodeposition of three-dimensional flower-like structure of nickel matrix composite electrodes for hydrogen evolution reaction. Appl. Surf. Sci. 2019, 498, 143768. [Google Scholar] [CrossRef]
- Zubar, T.I.; Fedosyuk, V.M.; Trukhanov, A.V.; Kovaleva, N.N.; Astapovich, K.A.; Vinnik, D.A.; Trukhanova, E.L.; Kozlovskiy, A.L.; Zdorovets, M.V.; Solobai, A.A.; et al. Control of growth mechanism of electrodeposited nanocrystalline NiFe films. J. Electrochem. Soc. 2019, 166, D173–D180. [Google Scholar] [CrossRef]
- Cherigui, E.A.M.; Sentosun, K.; Bouckenooge, P.; Vanrompay, H.; Bals, S.; Terryn, H.; Ustarroz, J. Comprehensive study of the electrodeposition of nickel nanostructures from deep eutectic solvents: Self-limiting growth by electrolysis of residual water. J. Phys. Chem. C 2017, 121, 9337–9347. [Google Scholar] [CrossRef]
- Winiarski, J.; Niciejewska, A.; Ryl, J.; Darowicki, K.; Baśladyńska, S.; Winiarska, K.; Szczygieł, B. Ni/cerium molybdenum oxide hydrate microflakes composite coatings electrodeposited from choline chloride: Ethylene glycol deep eutectic solvent. Materials 2020, 13, 924. [Google Scholar] [CrossRef] [PubMed]
- Hou, Y.; Peng, Z.; Liang, J.; Fu, S. Ni–Ti nanocomposite coatings electro-codeposited from deep eutectic solvent containing Ti nanoparticles. J. Electrochem. Soc. 2020, 167, 042502. [Google Scholar] [CrossRef]
- Hou, Y.; Peng, Z.; Liang, J.; Liu, M. Ni-Al nanocomposite coating electrodeposited from deep eutectic solvent. Surf. Coat. Technol. 2021, 405, 126587. [Google Scholar] [CrossRef]
- Rosoiu, S.P.; Pantazi, A.G.; Petica, A.; Cojocaru, A.; Costovici, S.; Zanella, C.; Visan, T.; Anicai, L.; Enachescu, M. Electrodeposition of NiSn-rGO composite coatings from deep eutectic solvents and their physicochemical characterization. Metals 2020, 10, 1455. [Google Scholar] [CrossRef]
- Pereira, N.M.; Brincoveanu, O.; Pantazi, A.G.; Pereira, C.M.; Araújo, J.P.; Silva, A.F.; Enachescu, M.; Anicai, L. Electrodeposition of Co and Co composites with carbon nanotubes using choline chloride-based ionic liquids. Surf. Coat. Technol. 2017, 324, 451–462. [Google Scholar] [CrossRef]
- Maharaja, J.; Raja, M.; Mohan, S. Pulse electrodeposition of Cr–SWCNT composite from choline chloride based electrolyte. Surf. Eng. 2014, 30, 722–727. [Google Scholar] [CrossRef]
- Protsenko, V.S. Kinetics and mechanism of electrochemical reactions occurring during the chromium electrodeposition from electrolytes based on Cr(III) compounds: A literature review. Reactions 2023, 4, 398–419. [Google Scholar] [CrossRef]
- Mejía-Caballero, I.; Le Manh, T.; Aldana-González, J.; Arce-Estrada, E.M.; Romero-Romo, M.; Campos-Silva, I.; Ramírez-Silva, M.T.; Palomar-Pardavé, M. Electrodeposition of nanostructured chromium conglomerates from Cr(III) dissolved in a deep eutectic solvent: Influence of forced convection. J. Electrochem. Soc. 2021, 168, 112512. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents of DES | Salt:Hydrogen Bond Donor Molar Ratio | Viscosity, cP | Density, g/cm3 (25 °C) | |
|---|---|---|---|---|
| Salt | Hydrogen Bond Donor | |||
| ChCl | urea | 1:2 | 750 (25 °C) | 1.25 |
| ChCl | urea | 1:2 | 169 (40 °C) | |
| ChCl | ethylene glycol | 1:2 | 36 (20 °C) | |
| ChCl | ethylene glycol | 1:2 | 37 (25 °C) | 1.12 |
| ChCl | ethylene glycol | 1:3 | 19 (20 °C) | 1.12 |
| ChCl | ethylene glycol | 1:4 | 19 (20 °C) | |
| ChCl | glucose | 1:1 | 34,400 (50 °C) | |
| ChCl | glycerol | 1:2 | 376 (20 °C) | 1.18 |
| ChCl | glycerol | 1:2 | 259 (25 °C) | |
| ChCl | glycerol | 1:3 | 450 (20 °C) | 1.20 |
| ChCl | glycerol | 1:4 | 503 (20 °C) | |
| ChCl | 1,4-butanediol | 1:3 | 140 (20 °C) | |
| ChCl | 1,4-butanediol | 1:4 | 88 (20 °C) | |
| ChCl | CF3CONH2 | 1:2 | 77 (40 °C) | 1.342 |
| ChCl | ZnCl2 | 1:2 | 85,000 (25 °C) | |
| ChCl | xylitol | 1:1 | 5230 (30 °C) | |
| ChCl | sorbitol | 1:1 | 12,730 (30 °C) | |
| ChCl | malonic acid | 1:2 | 1124 (25 °C) | 1.25 |
| ZnCl2 | urea | 1:3.5 | 11,340 (25 °C) | 1.63 |
| Current Density (A dm−2) | Parameter * | ||
|---|---|---|---|
| k (m s−1) | αmax | R2 | |
| 1 | 2.612 × 10−6 | 0.256 | 0.997 |
| 1.5 | 2.159 × 10−6 | 0.220 | 0.999 |
| 2 | 1.554 × 10−6 | 0.158 | 0.999 |
| 3 | 1.520 × 10−6 | 0.093 | 0.998 |
| Specimens | Ecorr (V vs. Ag/AgCl) | icorr (A/cm2) |
|---|---|---|
| Pure Ni | −0.72 | 3.92 × 10−5 |
| Ni-5g/LSiO2 | −0.57 | 3.23 × 10−6 |
| Ni-25g/LSiO2 | −0.43 | 2.89 × 10−7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Protsenko, V. Using Deep Eutectic Solvent-Assisted Plating Baths to Electrodeposit Composite Coatings: A Review. Coatings 2024, 14, 375. https://doi.org/10.3390/coatings14040375
Protsenko V. Using Deep Eutectic Solvent-Assisted Plating Baths to Electrodeposit Composite Coatings: A Review. Coatings. 2024; 14(4):375. https://doi.org/10.3390/coatings14040375
Chicago/Turabian StyleProtsenko, Vyacheslav. 2024. "Using Deep Eutectic Solvent-Assisted Plating Baths to Electrodeposit Composite Coatings: A Review" Coatings 14, no. 4: 375. https://doi.org/10.3390/coatings14040375