
Microstructure and Properties of Al-Cu-Fe-Ce Quasicrystalline-Reinforced 6061 Aluminum Matrix Composites after Aging


Abstract
:1. Introduction
2. Experimental
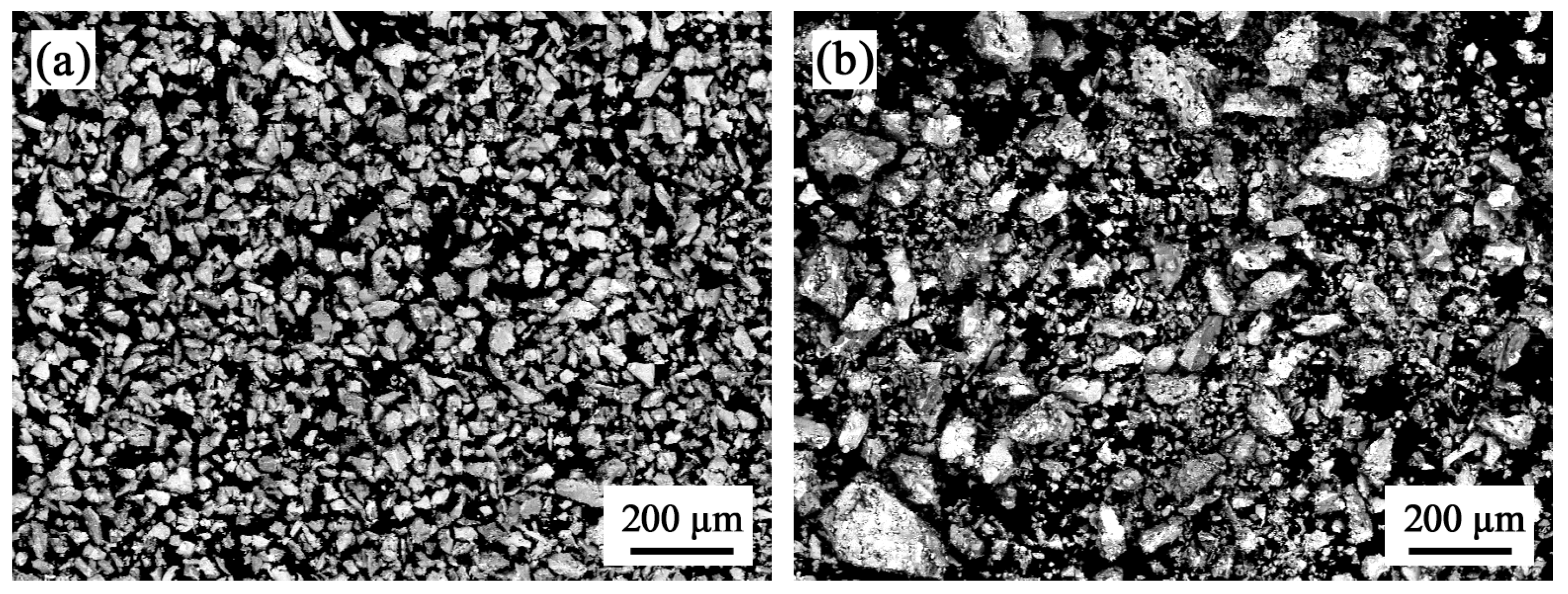
2.1. Characterization of the Matrix and Reinforcing Materials
2.2. Preparation and Characterization of Composite Materials
3. Results
3.1. Effect of Aging Time on the Microstructure of 1Ce-IQCp/6061
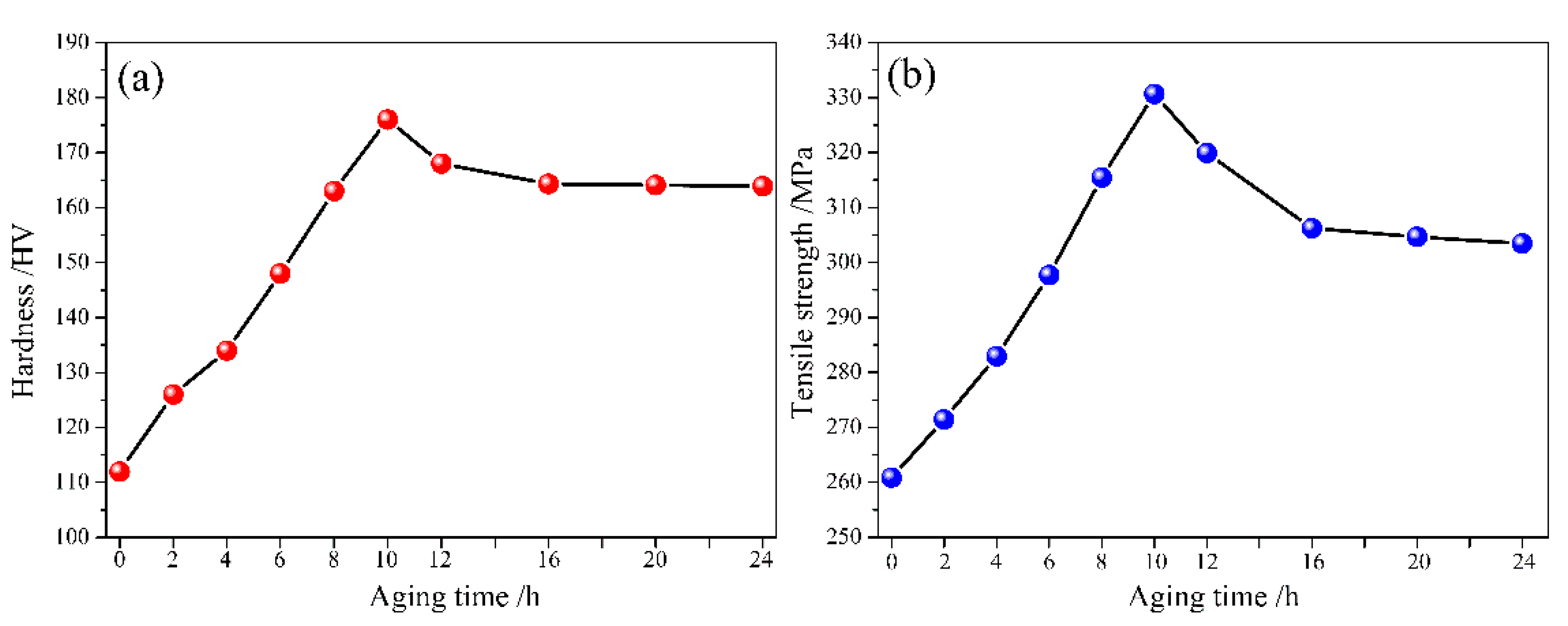
3.2. Effect of Aging Time on Hardness and Tensile Strength of 1Ce-IQCp/6061
4. Conclusions
- (1)
- It has been clarified that the optimum heat treatment process for (Al63Cu25Fe12)99Ce1 quasicrystalline particle-reinforced 6061 aluminum matrix composites is a solid solution temperature of 530 °C, a holding time of 1 h, and water cooling, followed by an aging treatment with an aging temperature of 170 °C and a holding time of 10 h.
- (2)
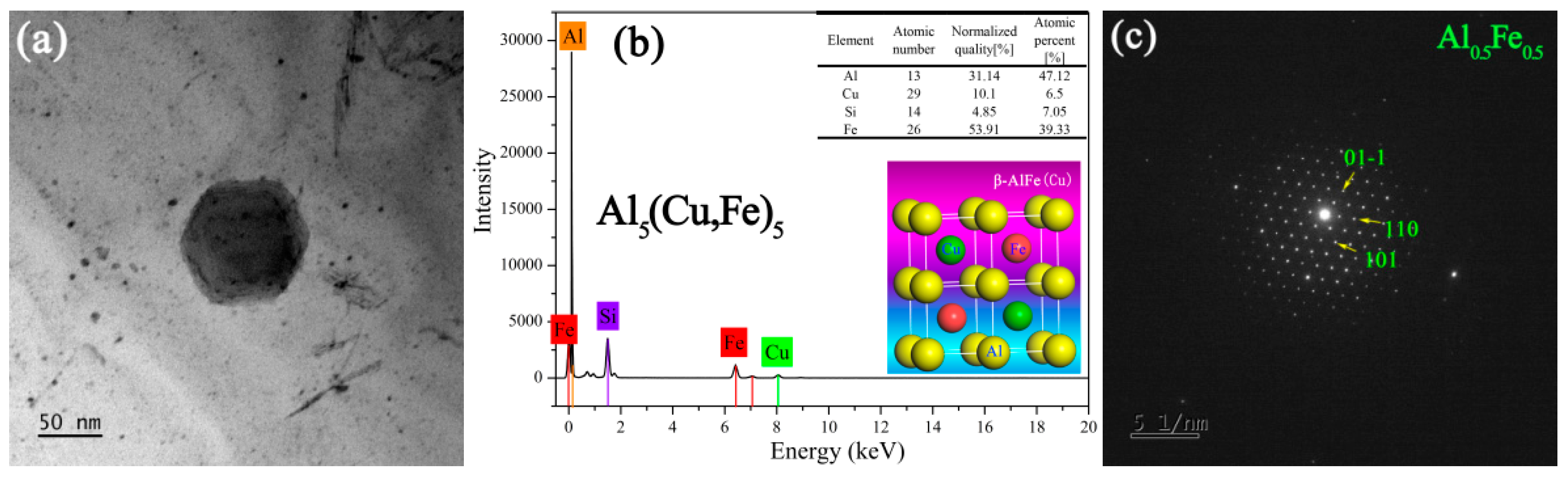
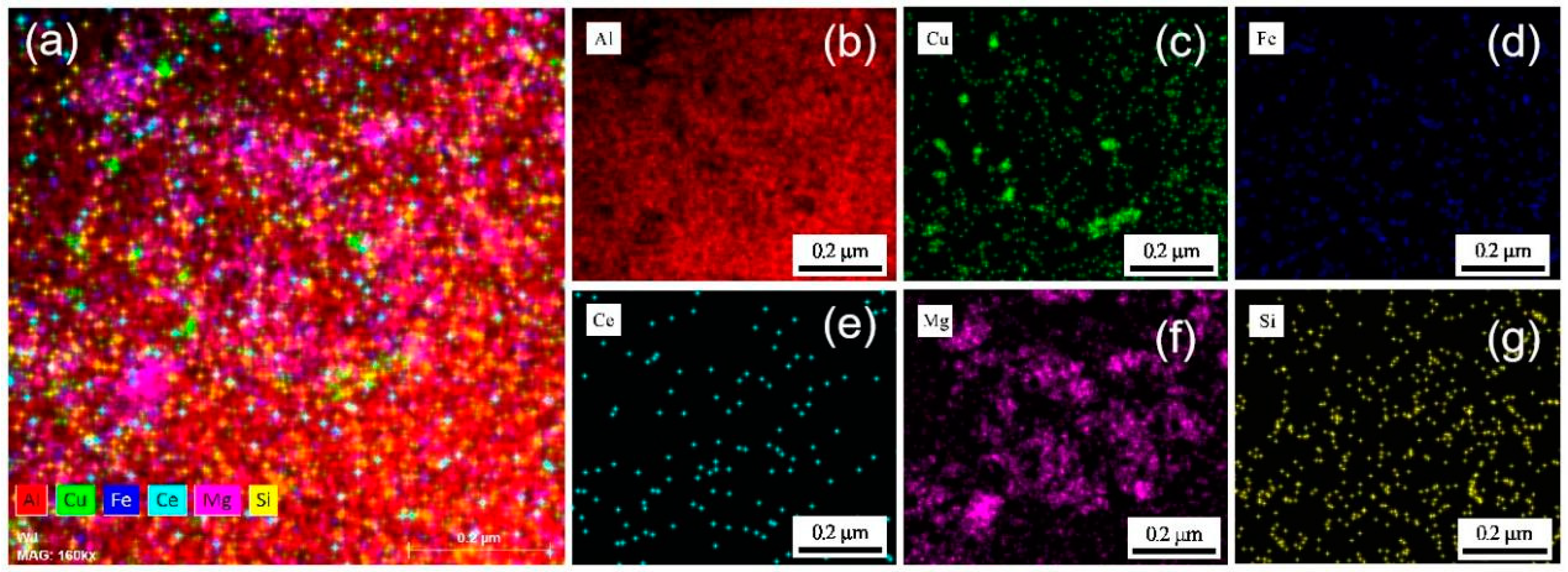
- The phases of (Al63Cu25Fe12)99Ce1 quasicrystalline particle-reinforced 6061 aluminum matrix composites after the aging treatment include the β phase, a small amount of the Al2CuMg phase belonging to the orthorhombic crystalline system, as well as the β″ phase and a small amount of the β′ precipitated phase. The phases are meticulously and uniformly distributed, contributing to the strength and hardness of the 1Ce-IQCp/6061 alloy.
- (3)
- With the increase in aging time, the Vickers hardness and tensile strength of 1Ce-IQCp/6061 initially increase and then decrease, reaching their maximum value at 10 h of aging time.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cui, Z.; Jiang, H.; Zhang, D.; Rong, L. Inhibiting of the negative natural aging effect in Al–Mg–Si alloys. Mater. Sci. Eng. A 2024, 894, 146196. [Google Scholar] [CrossRef]
- Martins, P.S.; Drumond, R.M.; Silva, E.R.D.; Ba, E.C.T.; de Souza Lima, V.E.; Barbosa, J.W.; Fernandes, G.H.N.; Firpe, P.M. Evaluation of the drilling process in 6061-T6 Al-Mg-Si alloys using AISI M-35 diamond-like carbon coated high-speed steel drill. Tribol. Int. 2024, 192, 109250. [Google Scholar] [CrossRef]
- Howard, R.H.; Gallagher, R.C.; Field, K.G. Mechanical performance of neutron-irradiated dissimilar transition joints of aluminum alloy 6061-T6 and 304l stainless steel. J. Nucl. Mater. 2018, 508, 348–353. [Google Scholar] [CrossRef]
- Milagre, M.X.; Pereira, M.S.; Gomes, A.A.; Scapin, M.; Franco, M.; Yokaichiya, F.; Genezini, F.; Costa, I. Corrosion characterization of the 6061 Al-Mg-Si alloy in synthetic acid rain using neutron tomography. Appl. Radiat. Isot. 2022, 184, 110197. [Google Scholar] [CrossRef]
- Sun, Y.; Wu, G. Preparation and characterization of Al-Mg-Si matrix composites reinforced with Ti2(Al,Si)C solid solution. Mater. Lett. 2023, 353, 135266. [Google Scholar] [CrossRef]
- Qi, Y.; Jia, L.; Ye, C.; Jin, Z.; Liu, Y.; Wang, W.; Zhang, H. Strengthening effects of gp zone induced by SiCp size variations in Al–Si–Mg matrix composites. J. Mater. Res. Technol. 2023, 27, 7521–7531. [Google Scholar] [CrossRef]
- Yi, R.; Chen, C.; Shi, C.; Li, Y.; Li, H.; Ma, Y. Research advances in residual thermal stress of ceramic/metal brazes. Ceram. Int. 2021, 47, 20807–20820. [Google Scholar] [CrossRef]
- Wolf, W.; Bolfarini, C.; Kiminami, C.S.; Botta, W.J. Recent developments on fabrication of Al-matrix composites reinforced with quasicrystals: From metastable to conventional processing. J. Mater. Res. 2021, 36, 281–297. [Google Scholar] [CrossRef]
- Schurack, F.; Eckert, J.; Schultz, L. Synthesis and mechanical properties of cast quasicrystal-reinforced Al-alloys. Acta Mater. 2001, 49, 1351–1361. [Google Scholar] [CrossRef]
- Wolf, W.; Bolfarini, C.; Kiminami, C.S.; Botta, W.J. Designing new quasicrystalline compositions in Al-based alloys. J. Alloys Compd. 2020, 823, 153765. [Google Scholar] [CrossRef]
- Wang, J.; Yang, Z.; Wang, L.; Li, J. Interfacial reaction kinetics of (Al63Cu25Fe12) 99Ce1 quasicrystal reinforced 6061 aluminum matrix composites. J. Alloys Compd. 2023, 955, 170261. [Google Scholar] [CrossRef]
- Shadangi, Y.; Sharma, S.; Shivam, V.; Basu, J.; Chattopadhyay, K.; Majumdar, B.; Mukhopadhyay, N.K. Fabrication of Al–Cu–Fe quasicrystal reinforced 6082 aluminium matrix nanocomposites through mechanical milling and spark plasma sintering. J. Alloys Compd. 2020, 828, 154258. [Google Scholar] [CrossRef]
- Wang, J.; Yang, Z.; Ma, Z.; Duan, H.; Zhang, J.; Tao, D.; Li, J. Effect of the addition of cerium on the microstructure evolution and thermal expansion properties of cast Al-Cu-Fe alloy. Mater. Res. Express 2021, 8, 36503. [Google Scholar] [CrossRef]
- Silva, L.P.M.E.; Zepon, G.; Santos, A.J.; Câmara, M.A.; Kiminami, C.S.; Bolfarini, C.; Botta, W.J.; Wolf, W. A wear-resistant Al85Cu6Fe3Cr6 spray-formed quasicrystalline composite. Materialia 2022, 21, 101367. [Google Scholar] [CrossRef]
- de Araujo, A.P.M.; Kiminami, C.S.; Uhlenwinkel, V.; Gargarella, P. Processability of recycled quasicrystalline Al-Fe-Cr-Ti composites by selective laser melting—A statistical approach. Materialia 2022, 22, 101377. [Google Scholar] [CrossRef]
- Yao, S.J.; Tang, Q.H.; Yang, J.; Wang, C.Y.; Sun, H.F.; Rong, R.L.; Sun, H.R.; Chu, G.N. Microstructural characterization and mechanical properties of 6061 aluminum alloy processed with short-time solid solution and aging treatment. J. Alloys Compd. 2023, 960, 170704. [Google Scholar] [CrossRef]
- Kang, N.; Zhang, Y.; Mansori, M.E.; Lin, X. Laser powder bed fusion of a novel high strength quasicrystalline Al–Fe–Cr reinforced Al matrix composite. Adv. Powder Mater. 2023, 2, 100108. [Google Scholar] [CrossRef]
- Farshidi, M.H.; Kazeminezhad, M.; Miyamoto, H. On the natural aging behavior of aluminum 6061 alloy after severe plastic deformation. Mater. Sci. Eng. A 2013, 580, 202–208. [Google Scholar] [CrossRef]
- Prosviryakov, A.S.; Bazlov, A.I.; Mikhaylovskaya, A.V. Development of heat-resistant composites based on Al-Mg-Si alloy mechanically alloyed with aluminide particles. JOM 2024, 76, 1306–1318. [Google Scholar] [CrossRef]
- Cui, C.Y.; Wan, T.Y.; Shu, Y.X.; Meng, S.; Cui, X.G.; Lu, J.Z.; Lu, Y.F. Microstructure evolution and mechanical properties of aging 6061 Al alloy via laser shock processing. J. Alloys Compd. 2019, 803, 1112–1118. [Google Scholar] [CrossRef]
- Zang, A.; Khajezade, A.; Wang, X.; Parson, N.; Wells, M.; Poole, W.J. The spatial variation of crystallographic texture during axisymmetric solid bar extrusion of an Al–Mg–Si alloy. Metall. Mater. Trans. A 2024, 55, 1122–1136. [Google Scholar] [CrossRef]
- Wang, J.; Yang, Z.; Duan, H.; Ma, Z.; Tao, D.; Li, J. Effect of heat treatment on microstructure and thermal expansion properties of as-cast (Al63Cu25Fe12)99Ce1 alloy. Met. Mater. 2021, 59, 367–377. [Google Scholar] [CrossRef]
- Yuan, W.; An, B. Effect of heat treatment on microstructure and mechanical property of extruded 7090/SICp composite. Trans. Nonferrous Met. Soc. China 2012, 22, 2080–2086. [Google Scholar] [CrossRef]
- Yang, W.; Wang, M.; Zhang, R.; Zhang, Q.; Sheng, X. The diffraction patterns from β″ precipitates in 12 orientations in Al–Mg–Si alloy. Scr. Mater. 2010, 62, 705–708. [Google Scholar] [CrossRef]
- Vissers, R.; van Huis, M.A.; Jansen, J.; Zandbergen, H.W.; Marioara, C.D.; Andersen, S.J. The crystal structure of the β′ phase in Al–Mg–Si alloys. Acta Mater. 2007, 55, 3815–3823. [Google Scholar] [CrossRef]
- Zi, Y.; Zeqin, L.; Leyvraz, D.; Banhart, J. Effect of pre-ageing on natural secondary ageing and paint bake hardening in Al–Mg–Si alloys. Materialia 2019, 7, 100413. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powders | Fe | Si | Mg | Cu | Mn | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 6061 | 0.157 | 0.56 | 0.81 | 0.166 | 0.071 | 0.051 | 0.031 | 0.002 | Residuals |
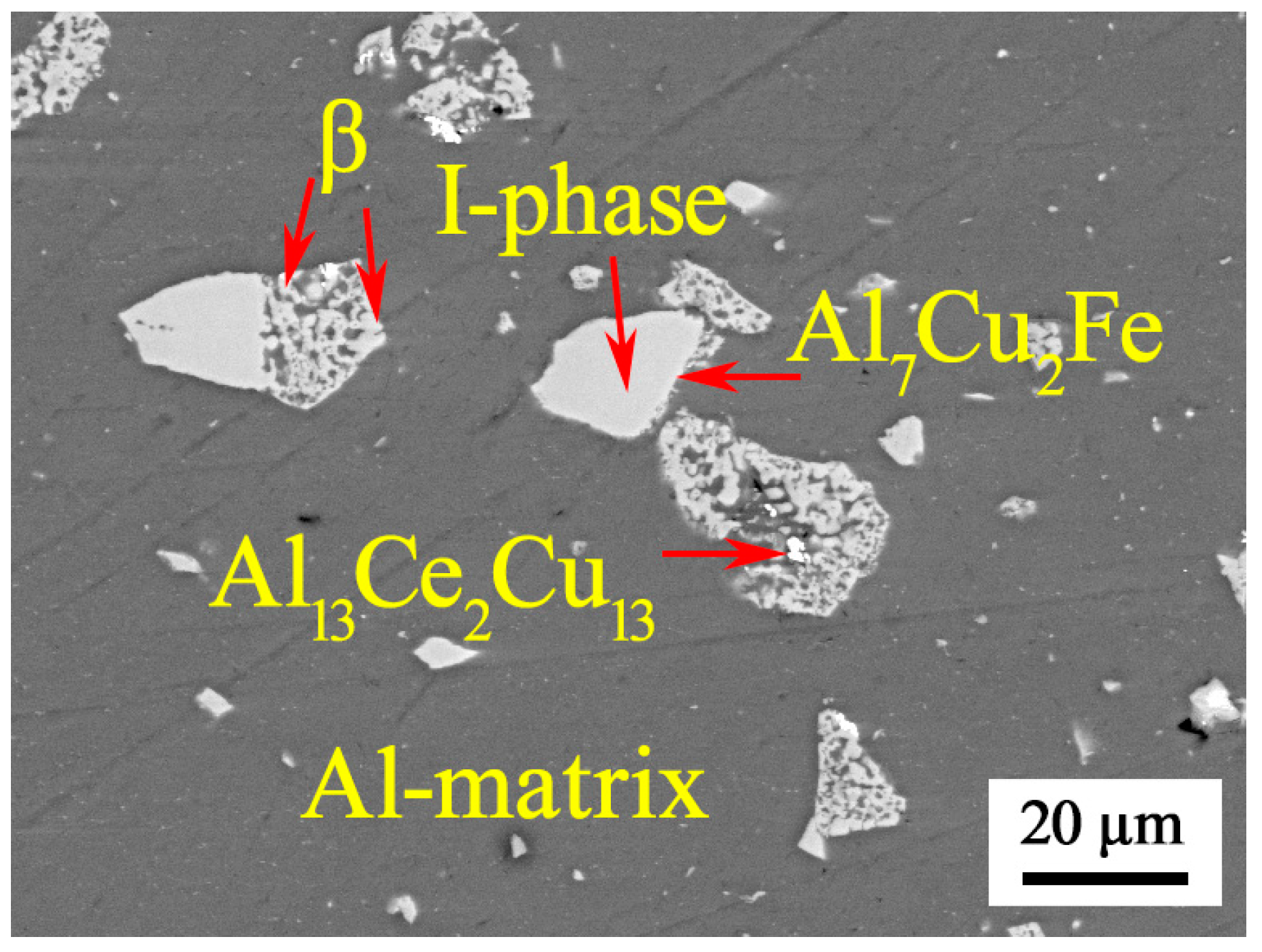
| Hot Pressing Sintering Temperature | Area | Al | Fe | Cu | Ce | Corresponding Phase | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| wt% | at% | wt% | at% | wt% | at% | wt% | at% | |||
| 490 °C | A | 97.29 | 98.83 | 2.71 | 1.17 | Al matrix | ||||
| B | 53.83 | 72.44 | 15.04 | 9.78 | 31.12 | 17.78 | ω-phase | |||
| C | 36.7 | 63.52 | 2.05 | 1.72 | 35.72 | 26.26 | 25.52 | 8.51 | I phase | |
| D | 24.19 | 46.3 | 6.98 | 6.4 | 51.33 | 41.88 | 17.5 | 5.42 | Al13Ce2Cu13-phase | |
| E | 31.96 | 49.56 | 63.19 | 47.24 | 4.85 | 3.2 | β-Al5(Cu,Fe)5-phase | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; He, Y.; Yang, Z. Microstructure and Properties of Al-Cu-Fe-Ce Quasicrystalline-Reinforced 6061 Aluminum Matrix Composites after Aging. Coatings 2024, 14, 372. https://doi.org/10.3390/coatings14030372
Wang J, He Y, Yang Z. Microstructure and Properties of Al-Cu-Fe-Ce Quasicrystalline-Reinforced 6061 Aluminum Matrix Composites after Aging. Coatings. 2024; 14(3):372. https://doi.org/10.3390/coatings14030372
Chicago/Turabian StyleWang, Juan, Yanhu He, and Zhong Yang. 2024. "Microstructure and Properties of Al-Cu-Fe-Ce Quasicrystalline-Reinforced 6061 Aluminum Matrix Composites after Aging" Coatings 14, no. 3: 372. https://doi.org/10.3390/coatings14030372