
Mechanical Characterization of Resistance-Welded and Seamless API 5L X52 Pipes: A Comparative Study
 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
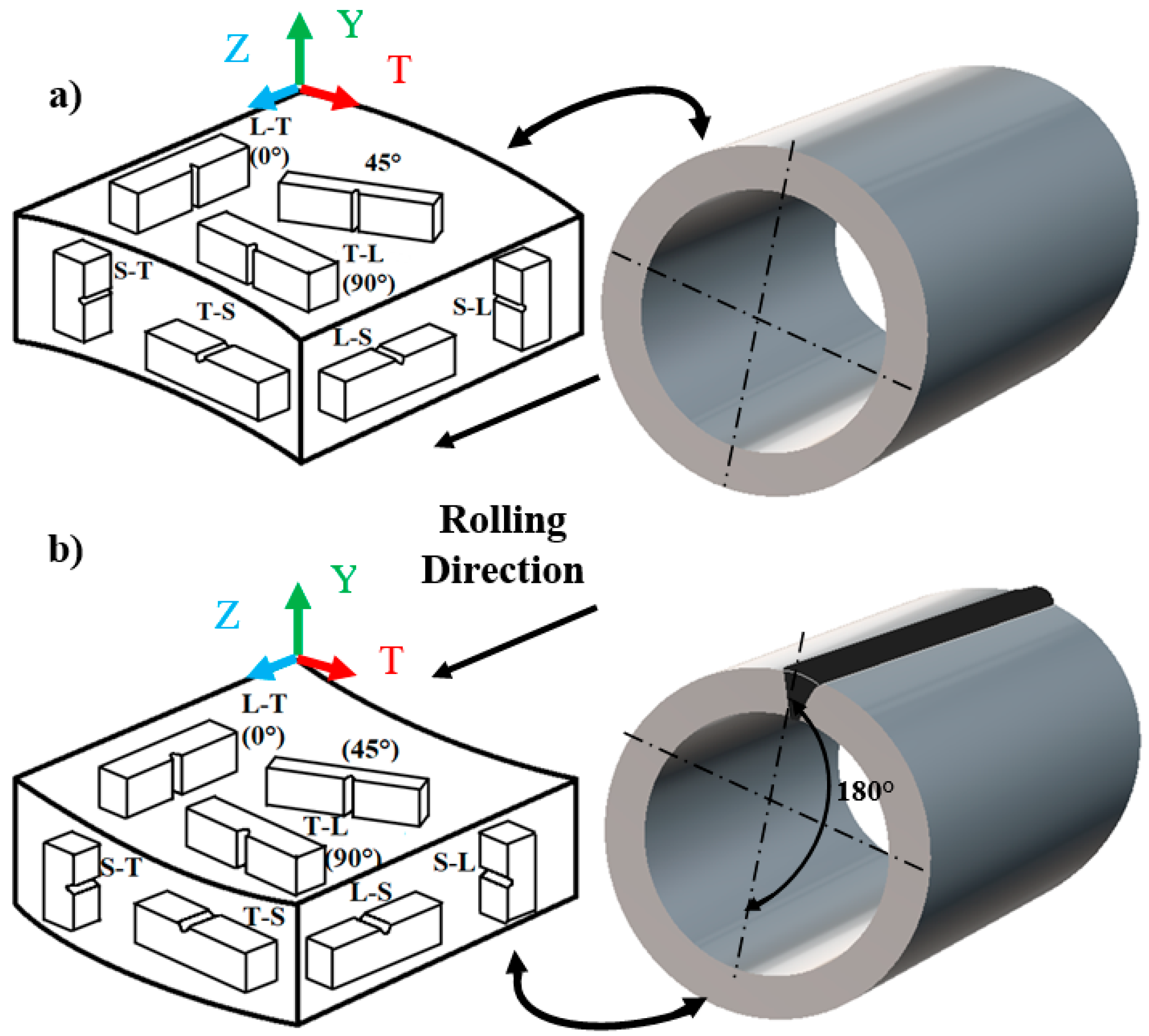
2.1. CVN Impact Testing
2.2. Welding Charpy Impact Specimens
2.3. Microstructure, Grain Size, and Rockwell Hardness (HR)
3. Results and Discussion
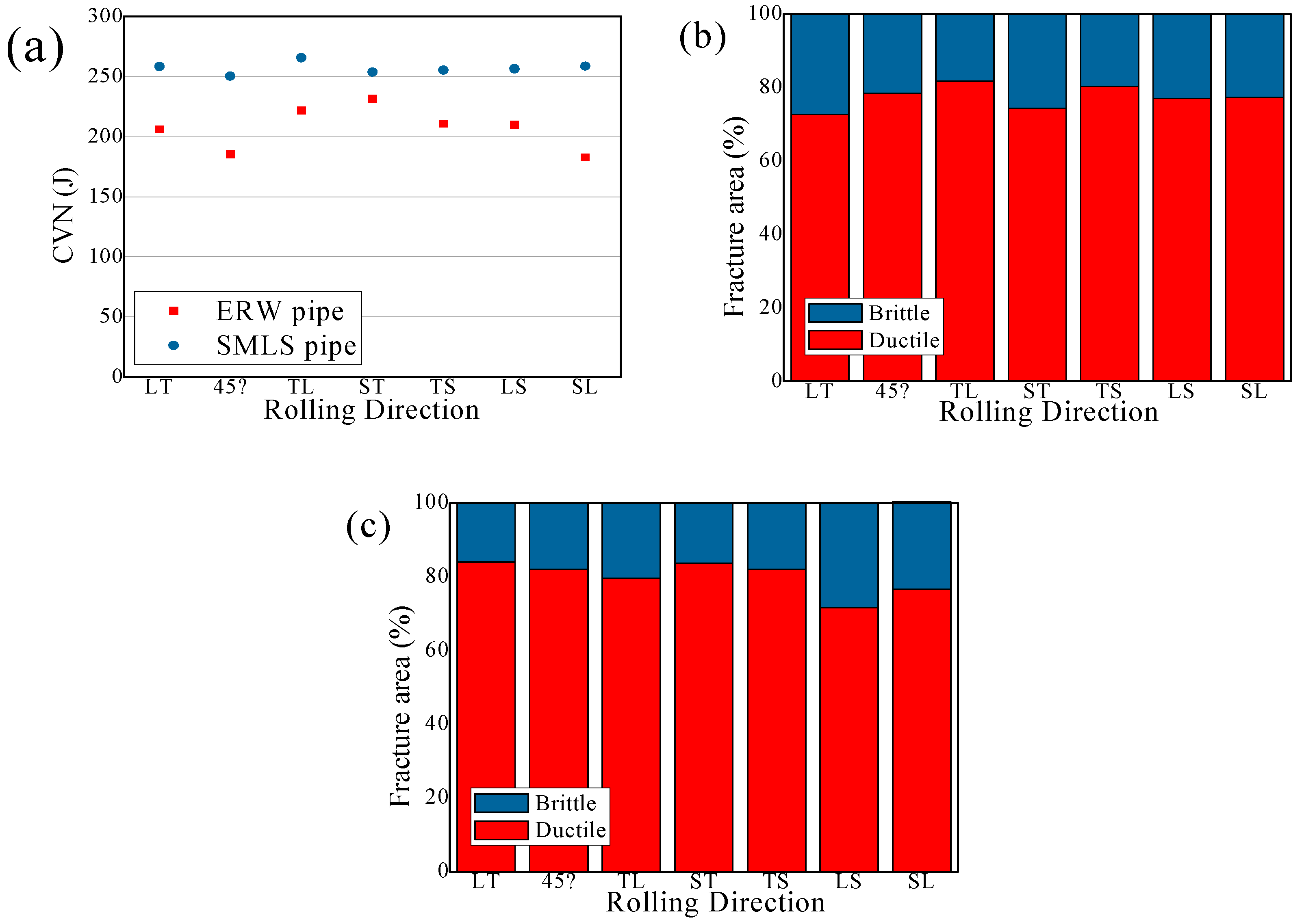
3.1. Charpy Impact Values
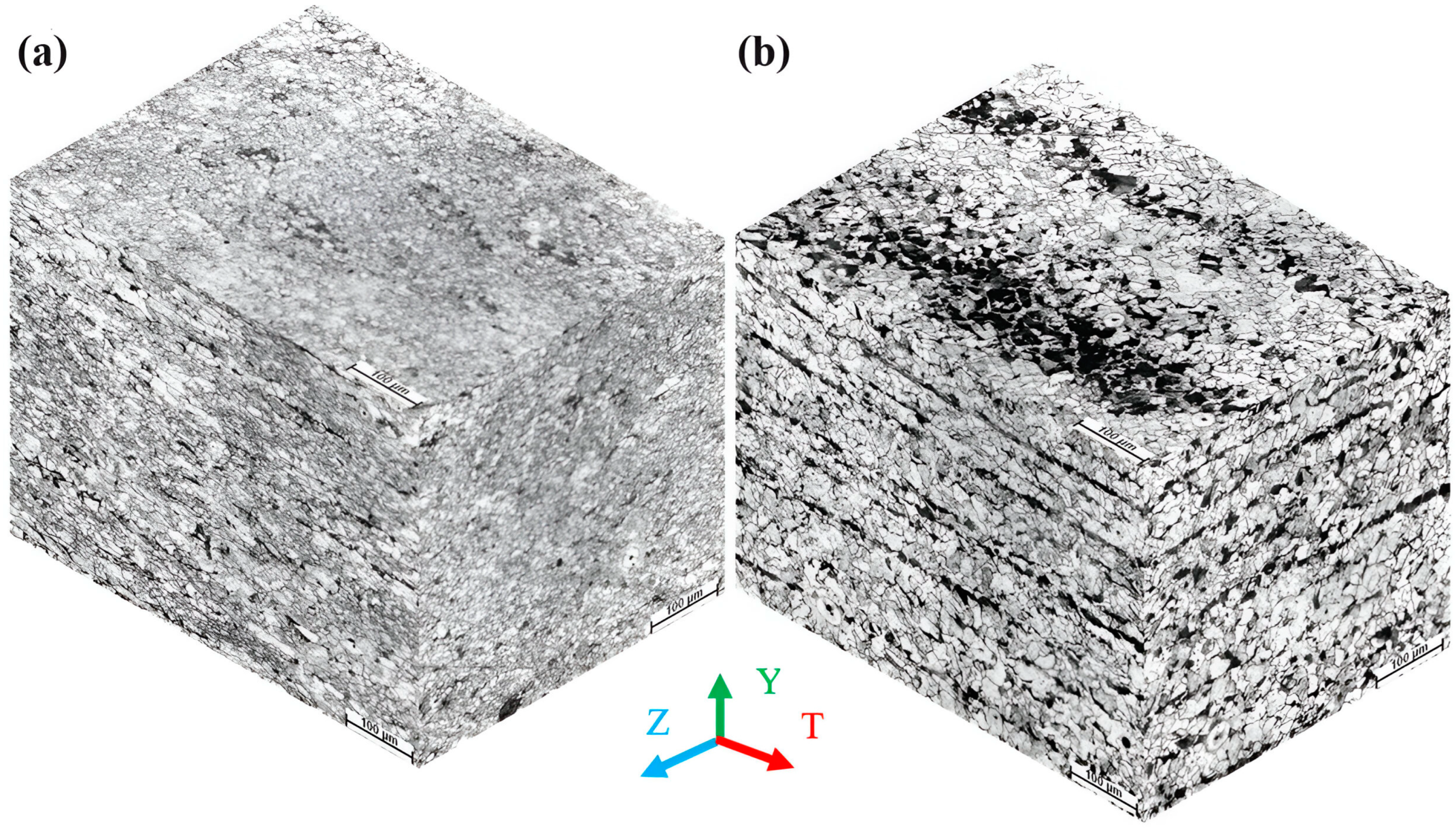
3.2. Microstructures Obtained and HR Values
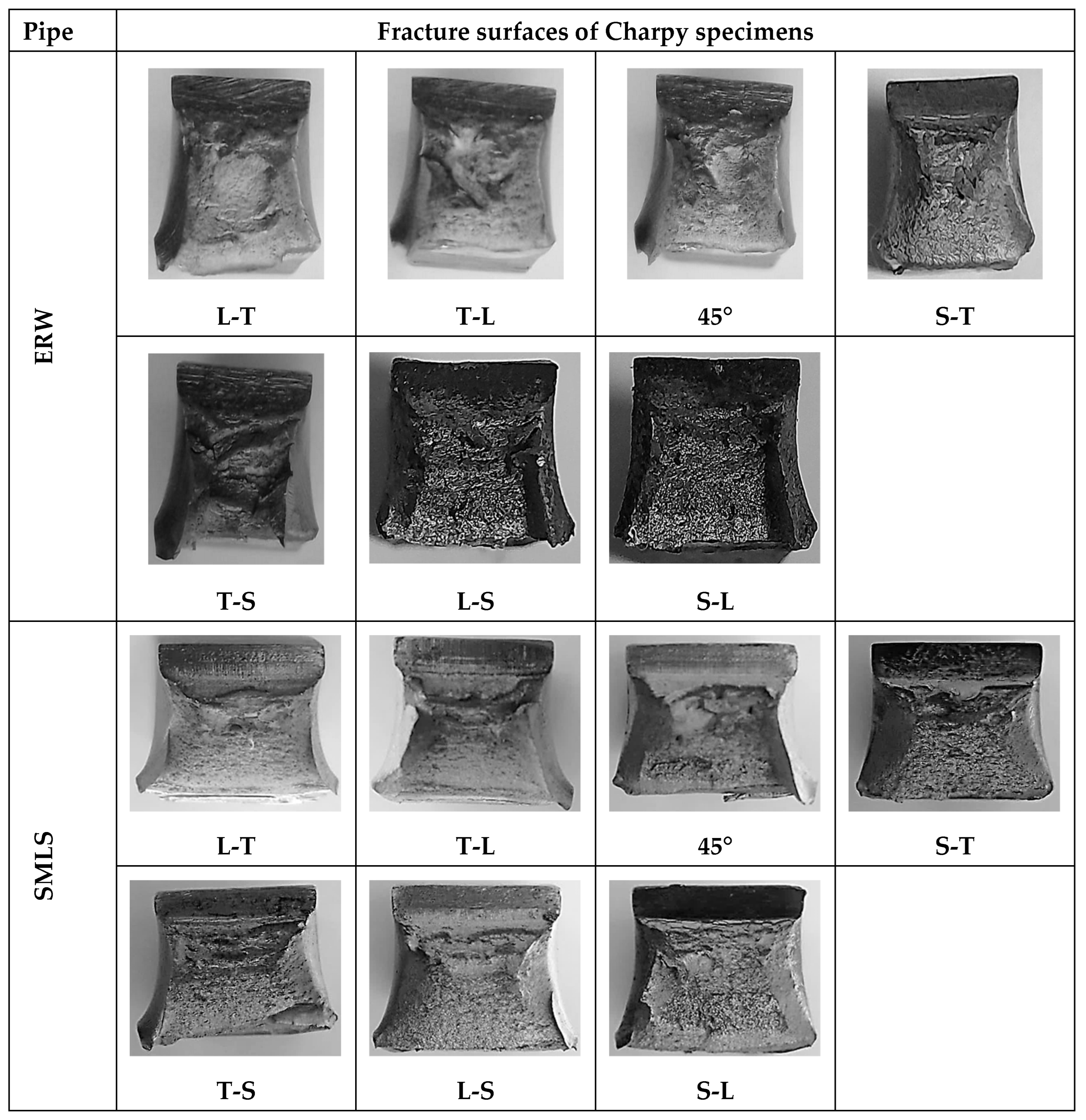
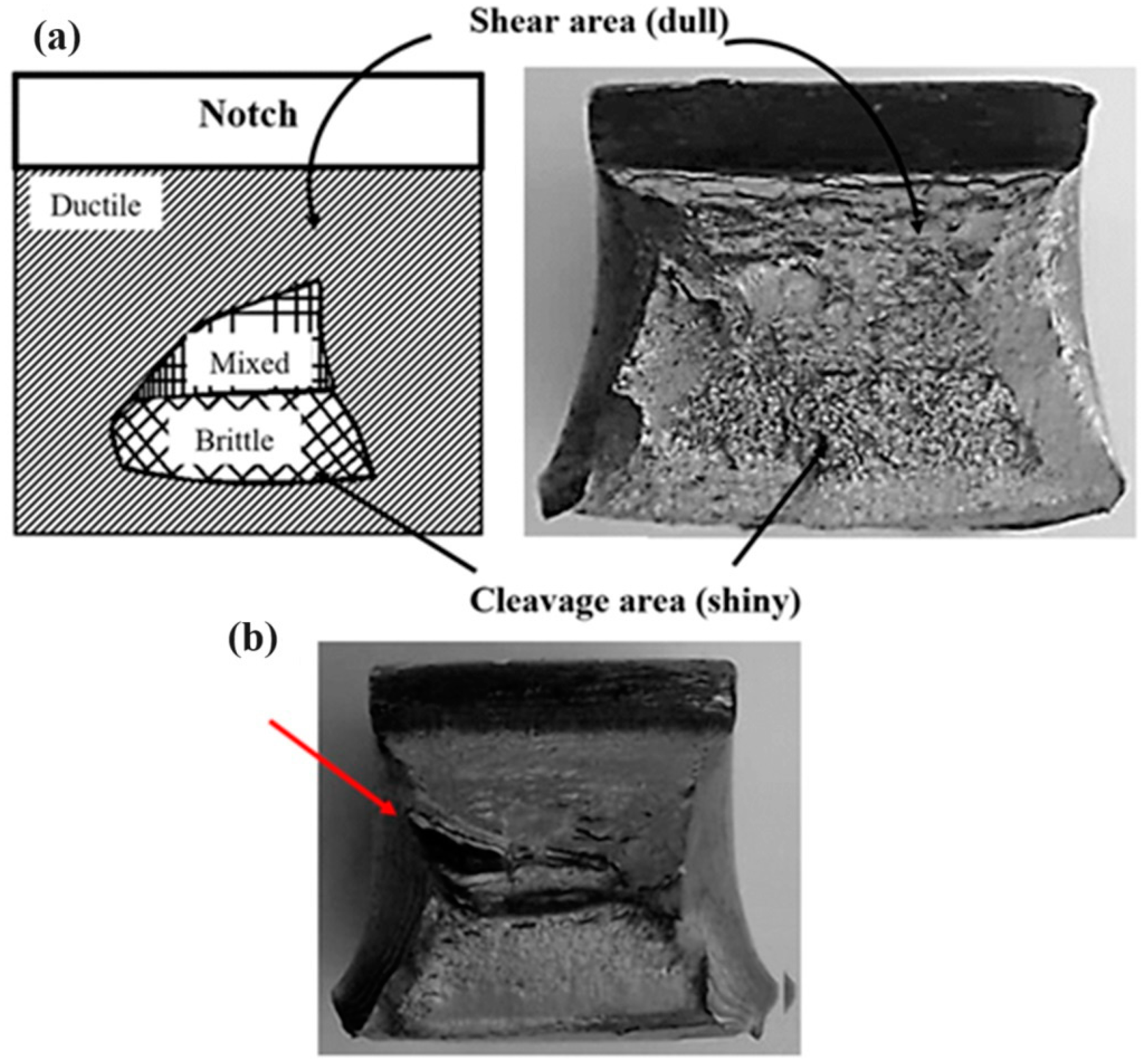
3.3. Fracture Surfaces of Charpy Specimens
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Valois, B.-F. Hydrocarbons Will Continue to Play a Relevant Role in the World’s Energy Matrix. Available online: https://www.bnamericas.com/en/interviews/hydrocarbons-will-continue-to-play-a-relevant-role-in-the-worlds-energy-matrix (accessed on 28 December 2023).
- Pipeline and Hazardous Materials Safety Administration. In Annual Report Mileage for Hazardous Liquid or Carbon Dioxide Systems. Available online: https://www.phmsa.dot.gov/data-and-statistics/pipeline/annual-report-mileage-hazardous-liquid-or-carbon-dioxide-systems (accessed on 28 December 2023).
- Xiao, R.; Zayed, T.; Meguid, M.A.; Sushama, L. Understanding the Factors and Consequences of Pipeline Incidents: An Analysis of Gas Transmission Pipelines in the US. Eng. Fail. Anal. 2023, 152, 107498. [Google Scholar] [CrossRef]
- Biezma, M.V.; Andrés, M.A.; Agudo, D.; Briz, E. Most Fatal Oil & Gas Pipeline Accidents through History: A Lessons Learned Approach. Eng. Fail. Anal. 2020, 110, 104446. [Google Scholar] [CrossRef]
- Velázquez, J.C.; Caleyo, F.; Valor, A.; Venegas, V.; Espina-Hernández, J.H.; Hallen, J.M.; López, M.R. Study Helps Model Buried Pipeline Pitting Corrosion. Oil Gas J. 2009, 107, 64–73. [Google Scholar]
- Papavinasam, S. Corrosion Control in the Oil and Gas Industry, 1st ed.; Gulf Professional Publishing, Ed.; Elsevier: Houston, TX, USA, 2014. [Google Scholar] [CrossRef]
- Rybakov, A.A.; Filipchuk, T.N.; Goncharenko, L.V. Cracks in welded joints of large diameter pipes and measures for their prevention. Paton Weld. J. 2013, 4, 15–20. [Google Scholar]
- Cao, J.; Ma, W.; Pang, G.; Wang, K.; Ren, J.; Nie, H.; Dang, W.; Yao, T. Failure Analysis on Girth Weld Cracking of Underground Tee Pipe. Int. J. Press. Vessel. Pip. 2021, 191, 104371. [Google Scholar] [CrossRef]
- Xue, H.B.; Cheng, Y.F. Characterization of Inclusions of X80 Pipeline Steel and Its Correlation with Hydrogen-Induced Cracking. Corros. Sci. 2011, 53, 1201–1208. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Li, X.G.; Du, C.W.; Lu, L.; Zhang, Y.R.; Cheng, Y.F. Effect of Inclusions on Initiation of Stress Corrosion Cracks in X70 Pipeline Steel in an Acidic Soil Environment. Corros. Sci. 2009, 51, 895–900. [Google Scholar] [CrossRef]
- Pourazizi, R.; Mohtadi-Bonab, M.A.; Szpunar, J.A. Role of Texture and Inclusions on the Failure of an API X70 Pipeline Steel at Different Service Environments. Mater. Charact. 2020, 164, 110330. [Google Scholar] [CrossRef]
- Cosham, A.; Hopkins, P.; Leis, B. Crack-Like Defects in Pipelines: The Relevance of Pipeline-Specific Methods and Standards. In Volume 2: Pipeline Integrity Management, Proceedings of the 2012 9th International Pipeline Conference, Calgary, AB, Canada, 24–28 September 2012; American Society of Mechanical Engineers: New York, NY, USA, 2012; pp. 713–726. [Google Scholar] [CrossRef]
- Kawasaki, T.; Nakanishi, S.; Sawaki, Y.; Hatanaka, K.; Yokobori, T. Fracture Toughness and Fatigue Crack Propagation in High Strength Steel from Room Temperature to −180 °C. Eng. Fract. Mech. 1975, 7, 465–472. [Google Scholar] [CrossRef]
- Robinson, J.N.; Tuck, C.W. The Relationship between Microstructure and Fracture Toughness for a Low-Alloy Steel. Eng. Fract. Mech. 1972, 4, 377–392. [Google Scholar] [CrossRef]
- Li, H.F.; Duan, Q.Q.; Zhang, P.; Zhou, X.H.; Wang, B.; Zhang, Z.F. The Quantitative Relationship between Fracture Toughness and Impact Toughness in High-Strength Steels. Eng. Fract. Mech. 2019, 211, 362–370. [Google Scholar] [CrossRef]
- Leis, B.N.; Eiber, R.J.; Carlson, L.; Gilroy-Scott, A. Relationship between Apparent (Total) Charpy Vee-Notch Toughness and the Corresponding Dynamic Crack-Propagation Resistance. In Volume 2: Design and Construction; Pipeline Automation and Measurement; Environmental Issues; Rotating Equipment Technology, Proceedings of the 1998 2nd International Pipeline Conference, Calgary, AB, Canada, 7–11 June 1998; American Society of Mechanical Engineers: New York, NY, USA, 1998; pp. 723–731. [Google Scholar] [CrossRef]
- Zhen, Y.; Jiao, Z.; Cao, Y.; Niu, R. Unified Correlation of Constraints with Crack Arrest Toughness for High-Grade Pipeline Steel. Int. J. Press. Vessel. Pip. 2021, 193, 104454. [Google Scholar] [CrossRef]
- Terán, G.; Capula-Colindres, S.; Velázquez, J.C.; Angeles-herrera, D.; Súchil, O.G. Mechanical resitance of stepped laminations defects in a welded section of oil and gas pipeline: A finite element analysis. J. Braz. Soc. Mech. Sci. Eng. 2018, 41, 504. [Google Scholar] [CrossRef]
- Mahajan, D.; Tan, K.; Venkatesh, T.; Kileti, P.; Clayton, C.R. Hydrogen Blending in Gas Pipeline Networks—A Review. Energies 2022, 15, 3582. [Google Scholar] [CrossRef]
- Nykyforchyn, H.; Zvirko, O.; Dzioba, I.; Krechkovska, H.; Hredil, M.; Tsyrulnyk, O.; Student, O.; Lipiec, S.; Pala, R. Assessment of Operational Degradation of Pipeline Steels. Materials 2021, 14, 3247. [Google Scholar] [CrossRef] [PubMed]
- Zvirko, O.; Tsyrulnyk, O.; Lipiec, S.; Dzioba, I. Evaluation of Corrosion, Mechanical Properties and Hydrogen Embrittlement of Casing Pipe Steels with Different Microstructure. Materials 2021, 14, 7860. [Google Scholar] [CrossRef] [PubMed]
- American Petroleum Institute. API 5L Specifications for Line Pipe; American Petroleum Institute: Houston, TX, USA, 2007. [Google Scholar]
- Kyriakides, S.; Corona, E. Mechanics of Offshore Pipelines: Buckling and collapse Volume I; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar] [CrossRef]
- Sung, M.J. Anisotropy of Charpy Properties in Linepipe Steels; Pohang University of Science and Technology: Pohang, Republic of Korea, 2012. [Google Scholar]
- Advantages of Seamless Steel Pipes. Available online: https://milfit.com.tr/en/advantages-of-seamless-steel-pipes/ (accessed on 4 March 2024).
- Braestrup, M.; Andersen, J.; Andersen, L.; Bryndum, M.; Nielsen, N. Design and Installation of Marine Pipelines; Blackwell Publishing: Oxford, UK, 2005. [Google Scholar]
- Alkazraji, D. A Quick Guide to Pipeline Engineering; Woodhead Publishing Limited and Matthews Engineering Training Ltd.: Cambridge, UK, 2008. [Google Scholar]
- Toma, D.; Rohden, V.; Kubla, G. Development of API X70-X80 Grades Heavy-Wall Seamless Pipes with Low Temperature Toughness. In All Days, Proceedings of the OTC Brasil, Rio de Janeiro, Brazil, 4–6 October 2011; OTC: Hollister, MO, USA, 2011. [Google Scholar] [CrossRef]
- Winston Revie, R. Oil and Gas Pipelines: Integrity and Safety Handbook; Wiley: Hoboken, NJ, USA, 2015. [Google Scholar]
- Nagayama, H.; Hamada, M.; Mruczek, M.F.; Vickers, M.; Hisamune, N.; Fukuba, T.; Arredondo, A. Development of Welding Procedures for X90-Grade Seamless Pipes for Riser Applications. In Volume 3: Materials and Joining, Proceedings of the OTC Brasil, Rio de Janeiro, Brazil, 4–6 October 2011; American Society of Mechanical Engineers: New York, NY, USA, 2012; pp. 9–16. [Google Scholar] [CrossRef]
- Batalha, R.L.; Godefroid, L.B.; de Faria, G.L.; Porcaro, R.R.; Cândido, L.C.; Trindade, V.B. Strain Ageing in Welded Joints of API5L X65Q Seamless Pipes. Weld. Int. 2017, 31, 577–582. [Google Scholar] [CrossRef]
- Konrad, J.; Toma, D.; Rohden, V.; Kubla, G. Heavy Wall Seamless Line Pipe X70–X80 for Sour Service Applications. In Proceedings of the 2010 8th International Pipeline Conference, ASMEDC, Calgary, AB, Canada, 27 September–1 October 2010; Volume 2, pp. 423–427. [Google Scholar] [CrossRef]
- Toma, D.; Harksen, S.; Niklasch, D.; Mahn, D.; Koka, A. Development of X90 and X100 Steel Grades for Seamless Linepipe Products. In Volume 3: Materials and Joining; Risk and Reliability, 2014 10th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2014; American Society of Mechanical Engineers: New York, NY, USA, 2014. [Google Scholar] [CrossRef]
- Bruns, C.; Wiebe, J.; Niklasch, D.; Mahn, D.; Schmidt, T. Impact of Welding Parameters on Weld Seam Properties of Seamless X80 Linepipe Steel Grade. In Volume 3: Materials and Joining; Risk and Reliability, 2014 10th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2014; American Society of Mechanical Engineers: New York, NY, USA, 2014. [Google Scholar] [CrossRef]
- Velázquez, J.C.; Caleyo, F.; Hallen, J.M.; Romero-Mercado, O.; Herrera-Hernandez, H. Probabilistic Analysis of Different Methods Used to Compute the Failure Pressure of Corroded Steel Pipelines. Int. J. Electrochem. Sci. 2013, 2013, 11356–11370. [Google Scholar] [CrossRef]
- Nonn, A.; Wessel, W.; Schimidt, T. Application of Finite Element Analysis for Assessment of Fracture Behavior of Modern High Toughness Seamless Pipeline Steel. In Proceedings of the Twenty-third International Offshore and Polar Engineering, Anchorage, AK, USA, 30 June–5 July 2013; pp. 670–677. [Google Scholar]
- Hasenhutl, A.; Erdelen, M.P.; Schimidt, M.; Niklasch, D. Drop Weight Tear Testing of Seamless Linepipe. In Proceedings of the Twenty-fist International Offshore and Polar Engineering Conference 2011, Maui, HI, USA, 19–24 June 2011; p. 230. [Google Scholar]
- Scherf, S.; Harksen, S.; Hojda, R.; Lang, P.; Schütz, M. Advanced High Toughness X100 Seamless Pipes with a New Specialized Alloying Concept for Arctic Offshore Structurals Applications. In Proceedings of the 27th International Ocean and Polar Engineering Conference, San Francisco, CA, USA, 25–30 June 2017. [Google Scholar]
- Wu, Q.; Zhang, Z.; Liu, Y.; Chen, H. Strain Aging Behaviour of Cu-Containing Microalloyed Low Carbon Seamless Pipeline Steel. Mater. Sci. Technol. 2017, 33, 72–76. [Google Scholar] [CrossRef]
- Godefroid, L.B.; Sena, B.M.; da Trindade Filho, V.B. Evaluation of Microstructure and Mechanical Properties of Seamless Steel Pipes API 5L Type Obtained by Different Processes of Heat Treatments. Mater. Res. 2017, 20, 514–522. [Google Scholar] [CrossRef]
- Zhongqiu, L.; Jian, F.; Yong, Z.; Zexi, Y. Influence of Quenching On-Line on Properties of X70 Steel for Sour Service Seamless Pipe. Energy Procedia 2012, 16, 444–450. [Google Scholar] [CrossRef]
- Mohrbacher, H. Production-concepts-of-niobium-microalloyed-structural-hollows-by-seamless-pipe-rolling. In Proceedings of the Value-added Niobium Microalloyed Construction Steels Symposium, Singapore, January 2012; pp. 191–211. Available online: https://www.niobelcon.com/NiobelCon/resources/PRODUCTION-CONCEPTS-OF-NIOBIUM-MICROALLOYED-STRUCTURAL-HOLLOWS-BY-SEAMLESS-PIPE-ROLLING.pdf (accessed on 28 December 2023).
- Ghosh, A.; Modak, P.; Dutta, R.; Chakrabarti, D. Effect of MnS Inclusion and Crystallographic Texture on Anisotropy in Charpy Impact Toughness of Low Carbon Ferritic Steel. Mater. Sci. Eng. A 2016, 654, 298–308. [Google Scholar] [CrossRef]
- Yang, X.-L.; Xu, Y.-B.; Tan, X.-D.; Wu, D. Relationships among Crystallographic Texture, Fracture Behavior and Charpy Impact Toughness in API X100 Pipeline Steel. Mater. Sci. Eng. A 2015, 641, 96–106. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, Y.; Li, J.; Chen, H.; He, X.; Han, X. Study on Correlation of Orientation and Impact Properties in HTP Line-Pipe Steel. In Proceedings of the 2008 7th International Pipeline Conference, ASMEDC, Calgary, AB, Canada, 29 September–3 October 2008; Volume 3, pp. 11–14. [Google Scholar] [CrossRef]
- Ju, J.-B.; Lee, J.-S.; Jang, J. Fracture Toughness Anisotropy in a API Steel Line-Pipe. Mater. Lett. 2007, 61, 5178–5180. [Google Scholar] [CrossRef]
- García, O.L.; Petrov, R.H.; Bae, J.H.; Kestens, L.A.I.; Kang, K.B. Microstructure—Texture Related Toughness Anisotropy of API-X80 Pipeline Steel. Adv. Mat. Res. 2006, 15–17, 840–845. [Google Scholar] [CrossRef]
- Joo, M.S.; Suh, D.-W.; Bae, J.H.; Bhadeshia, H.K.D.H. Role of Delamination and Crystallography on Anisotropy of Charpy Toughness in API-X80 Steel. Mater. Sci. Eng. A 2012, 546, 314–322. [Google Scholar] [CrossRef]
- Joo, M.S.; Suh, D.-W.; Bae, J.H.; Sanchez Mouriño, N.; Petrov, R.; Kestens, L.A.I.; Bhadeshia, H.K.D.H. Experiments to Separate the Effect of Texture on Anisotropy of Pipeline Steel. Mater. Sci. Eng. A 2012, 556, 601–606. [Google Scholar] [CrossRef]
- Yang, X.-L.; Xu, Y.-B.; Tan, X.-D.; Wu, D. Influences of Crystallography and Delamination on Anisotropy of Charpy Impact Toughness in API X100 Pipeline Steel. Mater. Sci. Eng. A 2014, 607, 53–62. [Google Scholar] [CrossRef]
- Gravel, A.J.; Layland, S.; Corley, J. Case study in the use of forensic history in matters involving pipeline ruptures. In Oil Spill Environmental Forensics Case Studies; Stout, S.A., Wang, Z., Eds.; Butterworth-Heinemann: Oxford, UK, 2018; pp. 499–543. [Google Scholar] [CrossRef]
- Aranas, C., Jr.; He, Y.; Podlesny, M. Magnetic Barkhausen noise characterization of two pipeline steels with unknown history. Mater. Charact. 2018, 146, 243–257. [Google Scholar] [CrossRef]
- Terán, G.; Capula-Colindres, S.; Velázquez, J.C.; Fernández-Cueto, M.J.; Ángeles-Herrera, D.; Herrera-Hernández, H. Failure pressure estimations for pipes with combined corrosion defects on the external surface: A comparative study. Int. J. Electrochem. Sci. 2017, 12, 10152–10176. [Google Scholar] [CrossRef]
- US DOT. Pipeline and Hazardous Materials Safety Administration. Available online: https://www.phmsa.dot.gov/ (accessed on 11 March 2024).
- Ossai, C.I.; Boswell, B.; Davies, I.J. Pipelines failures in corrosive environments-A conceptual analysis of trend and effects. Eng. Fail. Anal. 2015, 53, 36–58. [Google Scholar] [CrossRef]
- ASTM E23-2018; Standard Test Methods for Notched Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM E112-13; Standard Test Methods for Determining Average Grain Size. ASTM International: Conshohocken, PA, USA, 2013.
- ASTM E370; Standard Test Methods and Definitions for Mechanical Testing of Steel Products. ASTM International: Conshohocken, PA, USA, 2020.
- Moeinifar, S. Influence of Anisotropy Behavior in UOE Process for X80 Micro Alloy Steel. Adv. Mat. Res. 2011, 287–290, 2161–2164. [Google Scholar] [CrossRef]
- Beltrán-Zuñiga, M.A.; González-Velázquez, J.L.; Rivas-Lopéz, D.I.; Hernández-Santiago, F.; Dorantes-Rosales, H.J.; Lopéz-Hirata, V.M. Determination of fracture toughness in the short transverse direction of low carbon steel pipes by compact-tesion specimens completed by welded attachments. Eng. Fract. Mech. 2019, 222, 106711. [Google Scholar] [CrossRef]
- Teran, G.; Capula-Colindres, S.; Chavez, F.; Velázquez, J.C.; Torres-Santillán; Angeles-Herrera, D.; Goiz, O. Charpy impact toughness in all direcitons with respect to the rolling direction of API X52 pipeline steel. MRS Adv. 2022, 7, 1022–1027. [Google Scholar] [CrossRef]
- Petrov, R.H.; García, O.L.; Mulders, J.J.L.; Reis, A.C.C.; Bae, J.H.; Kestens, L.; Houbaert, Y. Three Dimensional Microstructure–Microtexture Characterization of Pipeline Steel. Mater. Sci. Forum 2007, 550, 625–630. [Google Scholar] [CrossRef]
- Shin, S.Y.; Hwang, B.; Lee, S.; Kim, N.J.; Ahn, S.S. Correlation of Microstructure and Charpy Impact Properties in API X70 and X80 Line-Pipe Steels. Mater. Sci. Eng. A 2007, 458, 281–289. [Google Scholar] [CrossRef]
- Wang, W.; Shan, Y.; Yang, K. Study of High Strength Pipeline Steels with Different Microstructures. Mater. Sci. Eng. A 2009, 502, 38–44. [Google Scholar] [CrossRef]
- ASTM E1268; Standard Practice for Assessing the Degree of Banding or Orientation of Microstructures. ASTM International: Conshohocken, PA, USA, 2019.
- Terán-Guillén, J. Evaluación de La Tenacidad a La Fractura En La Dirección Corta de Tubería de Conducción de Hidrocarburos. Ph.D. Thesis, Instituto Politecnico Nacional, Mexico City, Mexico, 2007. [Google Scholar]
- Angeles-Herrera, D.; Albiter-Hernández, A.; Cuamatzi-Meléndez, R.; de Morales-Ramirez, A.J. Influence of Non-Metallic Inclusions on the Fracture-Toughness Properties on the Longitudinal Welding of an API 5L Steel Pipeline. J. Test Eval. 2017, 45, 20150061. [Google Scholar] [CrossRef]
- Angeles-Herrera, D.; Albiter, A.; Cuamatzi-Meléndez, R.; Terán, G.; Ochoa-Ruiz, G. Fracture-Toughness and Fatigue Crack Growth Evaluation in the Transversal Direction of the Longitudinal Weld of an API X52 Steel Pipeline. J. Test Eval. 2018, 46, 20170068. [Google Scholar] [CrossRef]
- Tervo, H.; Kaijalainen, A.; Pikkarainen, T.; Mehtonen, S.; Porter, D. Effect of Impurity Level and Inclusions on the Ductility and Toughness of an Ultra-High-Strength Steel. Mater. Sci. Eng. A 2017, 697, 184–193. [Google Scholar] [CrossRef]
- Park, T.C.; Kim, B.S.; Son, J.H.; Yeo, Y.K. A New Fracture Analysis Technique for Charpy Impact Test Using Image Processing. Korean J. Met. Mater. 2021, 59, 61–66. [Google Scholar] [CrossRef]
- Zong, C.; Zhu, G.; Mao, W. Effect of Crystallographic Texture on the Anisotropy of Charpy Impact Behavior in Pipeline Steel. Mater. Sci. Eng. A 2013, 563, 1–7. [Google Scholar] [CrossRef]
- Dean, S.W.; Manahan, M.P.; McCowan, C.N.; Manahan, M.P. Percent Shear Area Determination in Charpy Impact Testing. J. ASTM Int. 2008, 5, 101662. [Google Scholar] [CrossRef]
- Fassina, P.; Bolzoni, F.; Fumagalli, G.; Lazzari, L.; Vergani, L.; Sciuccati, A. Influence of Hydrogen and Low Temperature on Mechanical Behaviour of Two Pipeline Steels. Eng. Fract. Mech. 2012, 81, 43–55. [Google Scholar] [CrossRef]
- Waqas, A.; Qin, X.; Xiong, J.; Zheng, C.; Wang, H. Analysis of Ductile Fracture Obtained by Charpy Impact Test of a Steel Structure Created by Robot-Assisted GMAW-Based Additive Manufacturing. Metals 2019, 9, 1208. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nomenclature | |
|---|---|
| CVN | Charpy V-Notch impact test |
| ERW | Electric-resistance-welded |
| SMLS | Seamless pipeline |
| HR | Rockwell hardness |
| TIG | Tungsten inert gas |
| L-T | Longitudinal–transverse direction |
| T-L | Transverse–longitudinal direction |
| S-T | Short transverse–transverse direction |
| T-S | Transverse–short transverse direction |
| L-S | Longitudinal–short transverse direction |
| S-L | Short transverse–longitudinal direction |
| PHMSA | Pipeline and Hazardous Materials Safety Administration |
| HIC | Hydrogen-Induced Cracking |
| SCC | Stress Corrosion Cracking |
| SSC | Sulfide Stress Cracking |
| LSAW | Longitudinal-seam submerged arc-welded pipe |
| SSAW | Spiral submerged arc-welded pipe |
| UOE | U-forming–O-forming Expansion |
| JCO | J-forming–C-forming–O-forming process |
| SEM | Scanning electron microscopy |
| DBT | Ductile-to-brittle transition |
| Pipeline | Pipeline | |||||
|---|---|---|---|---|---|---|
| Specimen | ERW | SMLS | ERW | SMLS | ||
| Joules | Joules | Ductile Fracture Area (%) | Brittle Fracture Area (%) | Ductile Fracture Area (%) | Brittle Fracture Area (%) | |
| L-T-1 (0°) | 202.02 | 261.84 | 81 | 19 | 85 | 15 |
| L-T-2 (0°) | 210.02 | 254.97 | 72 | 28 | 83 | 17 |
| L-T-3 (0°) | 206.10 | 258.45 | 65 | 35 | 84 | 16 |
| Average | 206.04 | 258.42 | 72.66 | 27.33 | 84 | 16 |
| T-L-1 (90°) | 215.75 | 268.70 | 76 | 24 | 81 | 19 |
| T-L-2 (90°) | 207.90 | 262.82 | 90 | 10 | 77 | 23 |
| T-L-3 (90°) | 211.82 | 265.43 | 79 | 21 | 81 | 19 |
| Average | 221.82 | 265.65 | 81.66 | 18.33 | 79.66 | 20.33 |
| 45°-1 | 173.58 | 259.87 | 72 | 28 | 80 | 20 |
| 45°-2 | 197.11 | 240.87 | 82 | 18 | 84 | 16 |
| 45°-3 | 185.50 | 250.37 | 81 | 19 | 82 | 18 |
| Average | 185.39 | 250.37 | 78.33 | 21.66 | 82 | 18 |
| S-T-1 | 231.44 | 253.87 | 75 | 25 | 84 | 16 |
| S-T-2 | 228.49 | 259.87 | 70 | 30 | 88 | 12 |
| S-T-3 | 229.71 | 256.41 | 78 | 22 | 79 | 21 |
| Average | 229.88 | 256.71 | 74.33 | 25.66 | 83.66 | 16.33 |
| T-S-1 | 209.86 | 258.86 | 82 | 18 | 85 | 15 |
| T-S-2 | 211.82 | 252.03 | 81 | 19 | 81 | 19 |
| T-S-3 | 210.85 | 255.44 | 78 | 22 | 80 | 20 |
| Average | 210.84 | 255.44 | 80.33 | 19.66 | 82 | 18 |
| L-S-1 | 205.94 | 253.00 | 77 | 23 | 65 | 35 |
| L-S-2 | 213.78 | 260.86 | 78 | 22 | 74 | 26 |
| L-S-3 | 209.76 | 255.93 | 76 | 24 | 76 | 24 |
| Average | 209.82 | 256.59 | 77 | 23 | 71.66 | 28.33 |
| S-L-1 | 165.73 | 256.93 | 74 | 26 | 77 | 23 |
| S-L-2 | 200.05 | 260.93 | 77 | 23 | 75 | 25 |
| S-L-3 | 182.49 | 258.14 | 81 | 19 | 78 | 22 |
| Average | 182.75 | 258.66 | 77.33 | 22.66 | 76.66 | 23.66 |
| Direction | Pipe | ||
|---|---|---|---|
| ERW | SMLS | ||
| Upper (Plane L-T) | 1 | 76.5 | 89.0 |
| 2 | 77.0 | 89.5 | |
| 3 | 76.5 | 87.5 | |
| average | 76.6 | 88.6 | |
| Longitudinal (Plane L-S) | 1 | 75.5 | 85.0 |
| 2 | 77.0 | 85.05 | |
| 3 | 76.0 | 85.0 | |
| average | 76.1 | 85.8 | |
| Transverse (Plane T-S) | 1 | 77.0 | 90.0 |
| 2 | 76.0 | 90.0 | |
| 3 | 77.0 | 87.0 | |
| average | 76.6 | 89.0 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Terán Méndez, G.; Capula-Colindres, S.I.; Velázquez, J.C.; Angeles-Herrera, D.; González-Arévalo, N.E.; Torres-Santillan, E.; Cervantes-Tobón, A. Mechanical Characterization of Resistance-Welded and Seamless API 5L X52 Pipes: A Comparative Study. Coatings 2024, 14, 343. https://doi.org/10.3390/coatings14030343
Terán Méndez G, Capula-Colindres SI, Velázquez JC, Angeles-Herrera D, González-Arévalo NE, Torres-Santillan E, Cervantes-Tobón A. Mechanical Characterization of Resistance-Welded and Seamless API 5L X52 Pipes: A Comparative Study. Coatings. 2024; 14(3):343. https://doi.org/10.3390/coatings14030343
Chicago/Turabian StyleTerán Méndez, Gerardo, Selene Irais Capula-Colindres, Julio César Velázquez, Daniel Angeles-Herrera, Noé Eliseo González-Arévalo, Esther Torres-Santillan, and Arturo Cervantes-Tobón. 2024. "Mechanical Characterization of Resistance-Welded and Seamless API 5L X52 Pipes: A Comparative Study" Coatings 14, no. 3: 343. https://doi.org/10.3390/coatings14030343