
A One-Step Novel Method to Fabricate Multigrade Ti6Al4V/TiN Composites Using Laser Powder Bed Fusion

 , , , , and
, , , , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Phase Analysis
3.2. Microstructural Analysis
3.3. Mechanical Properties Analysis
3.4. Additive Manufacturing of Hip Implant Scaled-Up Proof of Concept
4. Conclusions
- A novel one-step process for the in situ laser powder bed fusion additive manufacture of TiN-reinforced Ti6Al4V multigrade composites was successfully developed.
- TiN were formed by the nitriding reaction that occurred in situ during the sample fabrication process in an atmosphere that contained a mixture of argon and nitrogen. The proportion of TiN reinforcement in the composite increased with the amount of nitrogen present in the chamber.
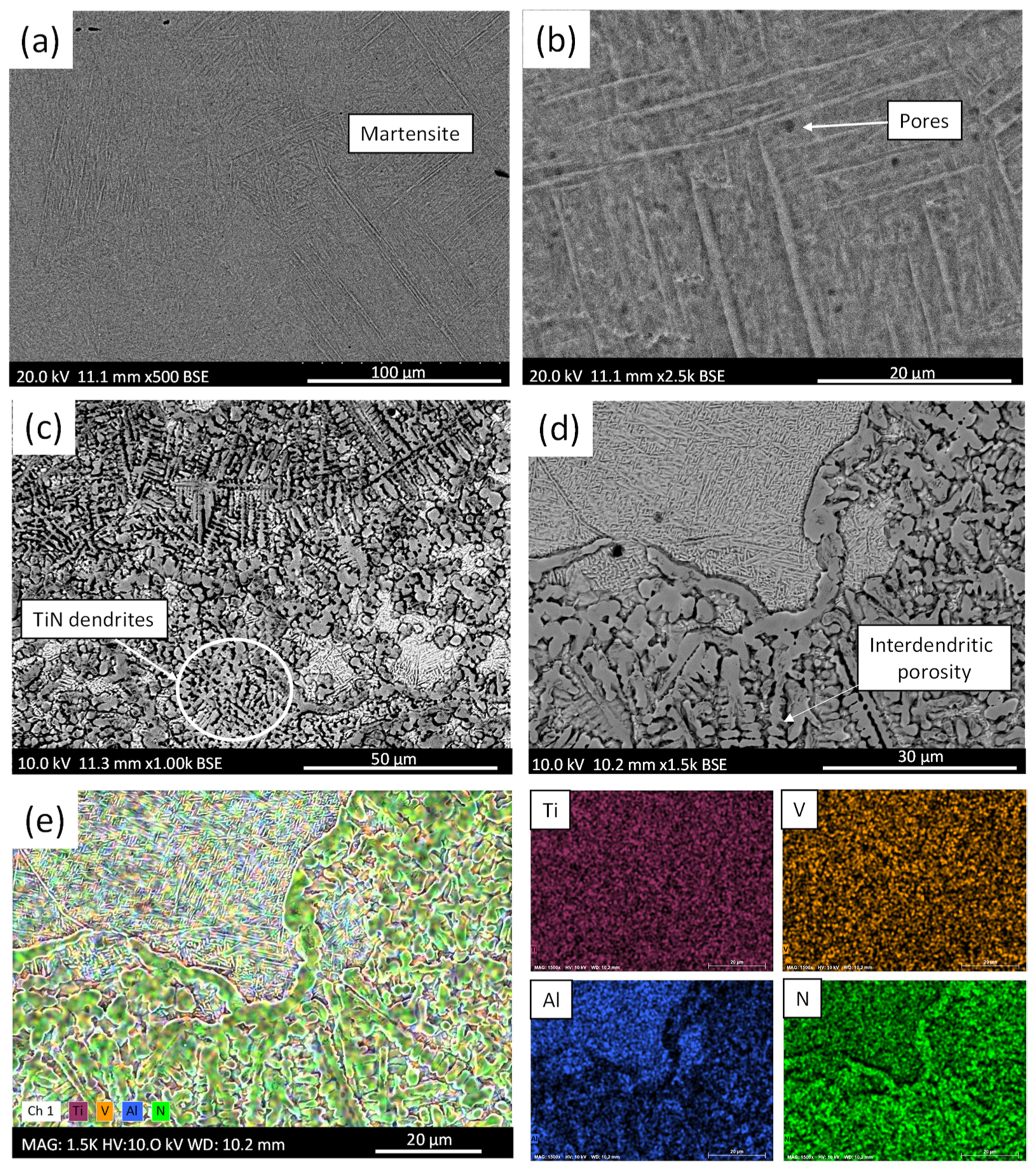
- The microstructure of the printed material was evaluated using XRD and SEM, and it was concluded that a martensitic Ti6Al4V microstructure was formed in the unreinforced material, and TiN dendrites were gradually introduced into an α + β basketweave titanium matrix with the formation of a minor Ti2N.
- The porosity levels and the reinforcement percentages increased with the presence of nitrogen in the printing chamber, with measurements ranging from 7 to 12% and from 15 to 25%, respectively. The voids ranged in size from 5 to 300 µm and most pores had sizes between 20 and 40 µm.
- The defectology present in the materials was analyzed. The main defects found in the printed parts were a lack of fusion voids, spherical pores, and interdendritic porosity.
- The microhardness of the Ti6Al4V/TiN was 850 ± 350 HV0.1, which is 100% higher than the unreinforced Ti6Al4V. The nanohardness and elastic modulus of Ti/TiN were ×3 and ×1.5 higher than those of the unreinforced Ti6Al4V. This makes L-PBF a promising technique to obtain harder multi-grade Ti-TiN for customized medical applications, such as hip implants.
- A scaled-up proof of concept of a hip implant stem was printed using the nitriding method; the part was functionalized by gradually changing the material from unreinforced Ti6Al4V at the bottom to Ti6Al4V/TiN composite material at the top, where fretting corrosion occurs and a material with a higher hardness and corrosion-wear resistance is required.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, N.; Hameed, P.; Ummethala, R.; Manivasagam, G.; Prashanth, K.G.; Eckert, J. Selective laser manufacturing of Ti-based alloys and composites: Impact of process parameters, application trends, and future prospects. Mater. Today Adv. 2020, 8, 100097. [Google Scholar] [CrossRef]
- Huang, N.; Leng, Y.X.; Ding, P.D. Surface Engineered Titanium Alloys for Biomedical Devices; Woodhead Publishing: Cambridge, UK, 2010; ISBN 9781845695378. [Google Scholar]
- Grabarczyk, J.; Gaj, J.; Pazik, B.; Kaczorowski, W.; Januszewicz, B. Tribocorrosion behavior of Ti6Al4V alloy after thermo-chemical treatment and DLC deposition for biomedical applications. Tribol. Int. 2021, 153, 106560. [Google Scholar] [CrossRef]
- Shi, B.; Huang, S.; Zhu, P.; Xu, C.; Guo, P.; Fu, Y. In-situ TiN reinforced composite coatings prepared by plasma spray welding on Ti6Al4V. Mater. Lett. 2020, 276, 128093. [Google Scholar] [CrossRef]
- Song, C.; Liu, M.; Deng, Z.Q.; Niu, S.P.; Deng, C.M.; Liao, H.L. A novel method for in-situ synthesized TiN coatings by plasma spray-physical vapor deposition. Mater. Lett. 2018, 217, 127–130. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, P.; Wang, X.; Chen, Y.; Liu, H.; Chen, L.; Sheng, Y.; Li, W. In-situ formation of textured TiN coatings on biomedical titanium alloy by laser irradiation. J. Mech. Behav. Biomed. Mater. 2018, 78, 143–153. [Google Scholar] [CrossRef] [PubMed]
- Yuan, S.; Lin, N.; Zou, J.; Lin, X.; Liu, Z.; Yu, Y.; Wang, Z.; Zeng, Q.; Chen, W.; Tian, L.; et al. In-situ fabrication of gradient titanium oxide ceramic coating on laser surface textured Ti6Al4V alloy with improved mechanical property and wear performance. Vacuum 2020, 176, 109327. [Google Scholar] [CrossRef]
- Avila, J.D.; Stenberg, K.; Bose, S.; Bandyopadhyay, A. Hydroxyapatite reinforced Ti6Al4V composites for load-bearing implants. Acta Biomater. 2021, 123, 379–392. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Zeng, C.; Wen, H.; Bellamy, H.; Sprunger, P.T.; Schilling, P.J.; Guo, S.M. Titanium and nitrogen interactions under laser additive manufacturing conditions. Surf. Coat. Technol. 2019, 378, 124955. [Google Scholar] [CrossRef]
- Chan, C.W.; Quinn, J.; Hussain, I.; Carson, L.; Smith, G.C.; Lee, S. A promising laser nitriding method for the design of next generation orthopaedic implants: Cytotoxicity and antibacterial performance of titanium nitride (TiN) wear nano-particles, and enhanced wear properties of laser-nitrided Ti6Al4V surfaces. Surf. Coat. Technol. 2021, 405, 126714. [Google Scholar] [CrossRef]
- Rasiya, G.; Shukla, A.; Saran, K. Additive Manufacturing-A Review. Mater. Today Proc. 2021, 47, 6896–6901. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A review of topology optimization for additive manufacturing: Status and challenges. Chin. J. Aeronaut. 2021, 34, 91–110. [Google Scholar] [CrossRef]
- Fereiduni, E.; Ghasemi, A.; Elbestawi, M. Selective laser melting of aluminum and titanium matrix composites: Recent progress and potential applications in the aerospace industry. Aerospace 2020, 7, 77. [Google Scholar] [CrossRef]
- Zhong, C.; Liu, J.; Zhao, T.; Schopphoven, T.; Fu, J.; Gasser, A.; Schleifenbaum, J.H. Laser metal deposition of Ti6Al4V-A brief review. Appl. Sci. 2020, 10, 764. [Google Scholar] [CrossRef]
- Lawrence, J.R.; Pou, J.; Low, D.K.Y.; Toyserkani, E. Advances in Laser Materials Processing; Woodhead Publishing: Cambridge, UK, 2010; ISBN 9781845694746. [Google Scholar]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Bedmar, J.; Riquelme, A.; Rodrigo, P.; Torres, B.; Rams, J. Comparison of Different Additive Manufacturing Methods for 316L Stainless Steel. Materials 2021, 14, 6504. [Google Scholar] [CrossRef]
- Prabakaran, M.P.; Kannan, G.R. Optimization of CO2 Laser Beam Welding Process Parameters to Attain Maximum Weld Strength in Dissimilar Metals. Mater. Today Proc. 2018, 5, 6607–6616. [Google Scholar] [CrossRef]
- Lee, H.; Lim, C.H.J.; Low, M.J.; Tham, N.; Murukeshan, V.M.; Kim, Y.-J. Lasers in additive manufacturing: A review. Int. J. Precis. Eng. Manuf. Technol. 2017, 4, 307–322. [Google Scholar] [CrossRef]
- Bedmar, J.; de la Pezuela, J.; Riquelme, A.; Torres, B.; Rams, J. Impact of Remelting in the Microstructure and Corrosion Properties of the Ti6Al4V Fabricated by Selective Laser Melting. Coatings 2022, 12, 284. [Google Scholar] [CrossRef]
- Aversa, A.; Saboori, A.; Librera, E.; de Chirico, M.; Biamino, S.; Lombardi, M.; Fino, P. The role of Directed Energy Deposition atmosphere mode on the microstructure and mechanical properties of 316L samples. Addit. Manuf. 2020, 34, 101274. [Google Scholar] [CrossRef]
- Wei, W.; Wu, W.; Fan, S.; Duan, X. In-situ laser additive manufacturing of Ti6Al4V matrix composites by gas–liquid reaction in dilute nitrogen gas atmospheres. Mater. Des. 2021, 202, 109578. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodriguez, M.D.; García-Fogeda, P.; Rams, J. Influence of the feed powder composition in mechanical properties of ALN-nano-reinforced aluminium composites coatings deposited by reactive direct laser deposition. Metals 2020, 10, 926. [Google Scholar] [CrossRef]
- Abenojar, J.; Velasco, F.; Bautista, A.; Campos, M.; Bas, J.A.; Torralba, J.M. Atmosphere influence in sintering process of stainless steels matrix composites reinforced with hard particles. Compos. Sci. Technol. 2003, 63, 69–79. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodriguez, M.D.; Rams, J. Effect of the process parameters in the additive manufacturing of in situ Al/AlN samples. J. Manuf. Process. 2019, 46, 271–278. [Google Scholar] [CrossRef]
- Rodrigo, P.; Riquelme, A.; Escalera-Rodriguez, M.D.; Rams, J. Procedimiento de Obtención de Material Compuesto Al/AlN o Ti/TiN, Material Compuesto Al/AlN o Ti/TiN Obtenible Según Dicho Procedimiento y uso del Mismo en Revestimientos. Patent ES2598727A2, 14 September 2017. [Google Scholar]
- Mridha, S.; Baker, T.N. Crack-free hard surfaces produced by laser nitriding of commercial purity titanium. Mater. Sci. Eng. A 1994, 188, 229–239. [Google Scholar] [CrossRef]
- Na, T.W.; Kim, W.R.; Yang, S.M.; Kwon, O.; Park, J.M.; Kim, G.H.; Jung, K.H.; Lee, C.W.; Park, H.K.; Kim, H.G. Effect of laser power on oxygen and nitrogen concentration of commercially pure titanium manufactured by selective laser melting. Mater. Charact. 2018, 143, 110–117. [Google Scholar] [CrossRef]
- Choroszyński, M.; Choroszyński, M.R.; Skrzypek, S.J. Biomaterials for hip implants—Important considerations relating to the choice of materials. Bio-Algorithms Med-Syst. 2017, 13, 133–145. [Google Scholar] [CrossRef]
- Blunt, L.; Bills, P.; Jiang, X.; Hardaker, C.; Chakrabarty, G. The role of tribology and metrology in the latest development of bio-materials. Wear 2009, 266, 424–431. [Google Scholar] [CrossRef]
- Geringer, J.; Kim, K.; Pellier, J.; Macdonald, D.D. Fretting corrosion processes and wear mechanisms in medical implants. In Bio-Tribocorrosion in Biomaterials and Medical Implants; Elsevier: Amsterdam, The Netherlands, 2013; pp. 45–73. [Google Scholar]
- Maja, M.E.; Falodun, O.E.; Obadele, B.A.; Oke, S.R.; Olubambi, P.A. Nanoindentation studies on TiN nanoceramic reinforced Ti–6Al–4V matrix composite. Ceram. Int. 2018, 44, 4419–4425. [Google Scholar] [CrossRef]
- Robinson, J.H.; Ashton, I.R.T.; Jones, E.; Fox, P.; Sutcliffe, C. The effect of hatch angle rotation on parts manufactured using selective laser melting. Rapid Prototyp. J. 2019, 25, 289–298. [Google Scholar] [CrossRef]
- Al-Rubaie, K.S.; Melotti, S.; Rabelo, A.; Paiva, J.M.; Elbestawi, M.A.; Veldhuis, S.C. Machinability of SLM-produced Ti6Al4V titanium alloy parts. J. Manuf. Process. 2020, 57, 768–786. [Google Scholar] [CrossRef]
- de Rojas Candela, C.S.; Riquelme, A.; Rodrigo, P.; Rams, J. Carrying Gas Influence and Fabrication Parameters Impact in 3D Manufacturing of In Situ TiN-Ti Composites by Direct Laser Deposition. Met. Mater. Int. 2023, 29, 591–606. [Google Scholar] [CrossRef]
- Gil, F.J.; Ginebra, M.P.; Manero, J.M.; Planell, J.A. Formation of α-Widmanstätten structure: Effects of grain size and cooling rate on the Widmanstätten morphologies and on the mechanical properties in Ti6Al4V alloy. J. Alloys Compd. 2001, 329, 142–152. [Google Scholar] [CrossRef]
- Sieniawski, J.; Ziaja, W.; Kubiak, K.; Motyk, M. Microstructure and Mechanical Properties of High Strength Two-Phase Titanium Alloys. In Titanium Alloys—Advances in Properties Control; InTech: London, UK, 2013. [Google Scholar]
- Barink, M.; Meijers, H.; Spruit, M.; Fankhauser, C.; Verdonschot, N. How close does an uncemented hip stem match the final rasp position? Acta Orthop. Belg. 2004, 70, 534–539. [Google Scholar]
- Bartolomeu, F.; Costa, M.M.; Alves, N.; Miranda, G.; Silva, F.S. Additive manufacturing of NiTi-Ti6Al4V multi-material cellular structures targeting orthopedic implants. Opt. Lasers Eng. 2020, 134, 106208. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sánchez de Rojas Candela, C.; Riquelme, A.; Rodrigo, P.; Bonache, V.; Bedmar, J.; Torres, B.; Rams, J. A One-Step Novel Method to Fabricate Multigrade Ti6Al4V/TiN Composites Using Laser Powder Bed Fusion. Coatings 2024, 14, 90. https://doi.org/10.3390/coatings14010090
Sánchez de Rojas Candela C, Riquelme A, Rodrigo P, Bonache V, Bedmar J, Torres B, Rams J. A One-Step Novel Method to Fabricate Multigrade Ti6Al4V/TiN Composites Using Laser Powder Bed Fusion. Coatings. 2024; 14(1):90. https://doi.org/10.3390/coatings14010090
Chicago/Turabian StyleSánchez de Rojas Candela, Carmen, Ainhoa Riquelme, Pilar Rodrigo, Victoria Bonache, Javier Bedmar, Belén Torres, and Joaquín Rams. 2024. "A One-Step Novel Method to Fabricate Multigrade Ti6Al4V/TiN Composites Using Laser Powder Bed Fusion" Coatings 14, no. 1: 90. https://doi.org/10.3390/coatings14010090